KR20170121931A - 입체형상을 가지는 조리기구 제조방법 및 그 조리기구 - Google Patents
입체형상을 가지는 조리기구 제조방법 및 그 조리기구 Download PDFInfo
- Publication number
- KR20170121931A KR20170121931A KR1020160050814A KR20160050814A KR20170121931A KR 20170121931 A KR20170121931 A KR 20170121931A KR 1020160050814 A KR1020160050814 A KR 1020160050814A KR 20160050814 A KR20160050814 A KR 20160050814A KR 20170121931 A KR20170121931 A KR 20170121931A
- Authority
- KR
- South Korea
- Prior art keywords
- cooking
- minutes
- fluororesin
- coating
- shape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J36/00—Parts, details or accessories of cooking-vessels
- A47J36/02—Selection of specific materials, e.g. heavy bottoms with copper inlay or with insulating inlay
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J27/00—Cooking-vessels
- A47J27/002—Construction of cooking-vessels; Methods or processes of manufacturing specially adapted for cooking-vessels
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J27/00—Cooking-vessels
- A47J27/02—Cooking-vessels with enlarged heating surfaces
- A47J27/022—Cooking-vessels with enlarged heating surfaces with enlarged bottom
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J36/00—Parts, details or accessories of cooking-vessels
- A47J36/02—Selection of specific materials, e.g. heavy bottoms with copper inlay or with insulating inlay
- A47J36/025—Vessels with non-stick features, e.g. coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/12—Forming profiles on internal or external surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C1/00—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods
- B24C1/08—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods for polishing surfaces, e.g. smoothing a surface by making use of liquid-borne abrasives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/22—Removing surface-material, e.g. by engraving, by etching
Landscapes
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Cookers (AREA)
- Frying-Pans Or Fryers (AREA)
Abstract
이상의 방법에 의한 조리기구는 그 벽부의 여러 입체형상을 통해 조리기구 전체에 고르게 가스열이 분산가열되도록 하면서 열전도율을 극대화시켜 보다 빠른 조리시간을 가질 수 있게 하면서 그로 인한 가스의 낭비를 최소화하여 주는 효과를 제공하고 특히 조리기구의 외관을 타 제품에 비해 보다 미려하게 돋보일 수 있도록 하여 주는 특징을 제공하게 된다.
Description
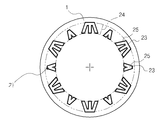
도 2는 본 발명의 제조공정 중 표면단조공정의 알루미늄 원판시트 예시도,
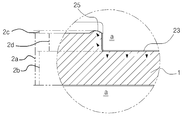
도 3은 본 발명의 제조공정 중 표면단조공정에서의 '가'부확대단면도,
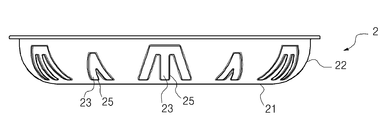
도 4는 본 발명의 제조공정에 의해 완성된 조리기구의 측면도,
도 5는 본 발명의 제조공정에 의해 완성된 조리기구 및 그 조리기구의 입체형상을 나타낸 부분확대단면도.
103 : 오일유착공정 104 : 성형공정
105 : 기름제거공정 106 : 샌딩공정
107 : 제1도장 및 소성공정 108 : 제2도장 및 소성공정
109 : 제3도장 및 소성공정 110 : 마감처리공정
a : 금형 1 : 알루미늄 원판시트
2 : 조리기구 21 : 바닥부
22 : 벽부 23 : 입체형상
24 : 입체형상 형성구간 2a : 시트두께
2b : 압축두께 2c : 인장두께
2d : 깊이
Claims (3)
- 조리기구(2)에 적합한 원재료를 입고 즉, 두께 2.8mm 지름 40~50cm 정도의 알루미늄 원판시트(1)를 준비하는 준비공정(101)과;,
위 입고된 알루미늄 원판시트(1)의 둘레 가장자리표면 즉, 알루미늄 원판시트(1)의 중심점으로부터 일정거리에 설정된 입체형상 형성구간(24)으로 여러 개의 입체형상(23)을 형성하되, 상기 입체형상(23)은 2,500톤의 유압프레스로 알루미늄 원판시트(1)에 2.4mm의 깊이(2d)를 가지는 특정 형상으로 형성되게 하고 동시에 상기 입체형상(23)의 테두리에 보강리브(25)가 돌출형성되도록 하는 표면단조공정(102)과;,
위 공정이 완료되면 거친 알루미늄 원판시트(1)의 표면으로 내마모성 오일을 도포하는 오일유착공정(103)과;,
알루미늄 원판시트(1)를 상,하 금형(a)으로 성형하여 바닥부(21)와 벽부(22)로 나누어지는 조리기구(2)를 성형제작하되, 상기 바닥부(21)는 평판형태를 가지고 벽부(22)는 바닥부 외주에서 상방향으로 만곡진 형태를 가지게 하면서 그 벽부(22) 외측면에 앞선 공정에서 얻은 입체형상(23)이 위치될 수 있도록 조리기구(2)를 제조하는 성형공정(104)과;,
성형공정(104)을 통해 제작된 조리기구(2)를 가스로에서 370 ~390℃로 15분(±3분) 동안에서 소성하여 그 표면에 흡착된 유기물 제거하는 기름제거공정(105)과;,
조리기구(2)의 내측 표면을 샌드 프레싱 5~10초 가량 실시하여 거친 표면을 다듬기 하는 샌딩공정(106)과;,
조리기구(2)의 내측표면으로 불소수지(PTFE)를 1차 도장하여 하도를 형성하되, 상기 하도는 불소수지를 10㎛ 도막두께로 도포 후 가스로에서 180℃로 10분(±2분)가량 소성과정을 거쳐 완성하는 제1도장 및 소성공정(107)과;,
위 공정으로 조리기구 내측에 하도가 완성되면 하도 상부표면으로 불소수지를 2차 도장하여 중도를 형성하되, 상기 중도는 불소수지를 20~25㎛ 도막두께로 도포 후 가스로에서 380~430℃로 18분(±2분)가량 소성과정을 거쳐 완성하는 제2도장 및 소성공정(108)과;,
위 공정으로 조리기구(2) 내측에 중도가 완성되면 중소 상부표면으로 불소수지를 3차 도장하여 상도를 형성하되, 상기 상도는 불소수지를 15~20㎛ 도막두께로 도포 후 가스로에서 300~350℃로 15분(±2분)가량 소성과정을 거쳐 완성제3도장 및 소성공정(109)과;,
조리기구(2)의 벽부(22) 상단에 있을 수 있는 날카로운 부분을 컷팅 및 샌딩 작업하여 다듬기로 최종완성하는 마감처리공정(110)로 이루어짐을 특징으로 하는 입체형성을 가지는 조리기구 제조방법.
- 바닥부(21)와 벽부(22)로 이루어진 조리기구(2)에 있어서,
상기 벽부(22) 외주면으로 연속해서 여러 개의 입체형상(23)을 음각형성하는 것을 특징으로 하는 조리기구.
- 제 2항에 있어서,
상기 입체형상(23)의 테두리로 보강리브(25)를 소정의 두께로 양각 형성하는 것을 특징으로 하는 조리기구.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160050814A KR20170121931A (ko) | 2016-04-26 | 2016-04-26 | 입체형상을 가지는 조리기구 제조방법 및 그 조리기구 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160050814A KR20170121931A (ko) | 2016-04-26 | 2016-04-26 | 입체형상을 가지는 조리기구 제조방법 및 그 조리기구 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170121931A true KR20170121931A (ko) | 2017-11-03 |
Family
ID=60383621
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160050814A Ceased KR20170121931A (ko) | 2016-04-26 | 2016-04-26 | 입체형상을 가지는 조리기구 제조방법 및 그 조리기구 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170121931A (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117840920A (zh) * | 2023-12-28 | 2024-04-09 | 广东万和电气有限公司 | 一种防锈炊具及其制备方法与应用 |
| KR20240070731A (ko) * | 2022-09-30 | 2024-05-22 | 주식회사 세광코리아 | 균일 가열 가능한 조리용기 제조시스템 및 이를 이용한 조리용기 제조방법 |
-
2016
- 2016-04-26 KR KR1020160050814A patent/KR20170121931A/ko not_active Ceased
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20240070731A (ko) * | 2022-09-30 | 2024-05-22 | 주식회사 세광코리아 | 균일 가열 가능한 조리용기 제조시스템 및 이를 이용한 조리용기 제조방법 |
| CN117840920A (zh) * | 2023-12-28 | 2024-04-09 | 广东万和电气有限公司 | 一种防锈炊具及其制备方法与应用 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102354638B1 (ko) | 스테인리스 스틸로 이루어진 결이 형성된 외부 면을 구비한 취사도구의 제품 | |
| JP2017531472A5 (ko) | ||
| US20150108143A1 (en) | Cookware Having a Tread Plate Surface | |
| JP2017531472A (ja) | 部分的に被覆されたステンレス鋼の内部表面を備える調理用容器、およびその製造方法 | |
| US11330928B2 (en) | Manufacturing method for soup pot with partial concave-convex patterns on outer surface thereof | |
| US6782599B1 (en) | Process for the manufacture of cooking vessels and vessels obtained according to such process | |
| CA2372516A1 (en) | Process for the manufacture of cooking vessels and vessels obtained according to such process | |
| KR20170100793A (ko) | 바닥의 내구성이 향상된 인덕션용 프라이팬 제조방법 및 그 방법에 의해 제조된 프라이팬 | |
| KR20170121931A (ko) | 입체형상을 가지는 조리기구 제조방법 및 그 조리기구 | |
| EP0580557B1 (en) | A process for realizing a non-stick covering on a metallic or other underlayer, in the manufacture of kitchenware for cooking foods and the product thus obtained | |
| KR101028419B1 (ko) | 알루미늄 조리기구의 제조방법 | |
| EP0928588B1 (en) | Article of cookware with non-stick coating and method of forming the same | |
| JP3639173B2 (ja) | 炊飯器用内釜 | |
| KR910005038B1 (ko) | 장식을 갖는 요리용 용기 | |
| KR101417618B1 (ko) | 문양이 형성되는 조리용기 제조방법 | |
| KR101751320B1 (ko) | 인덕션 렌지용 조리용기의 제조방법 | |
| KR101364548B1 (ko) | 조리용기의 무늬 형성방법 | |
| CN106175401A (zh) | 防粘锅及其制造方法 | |
| EP0672497A1 (fr) | Procédé pour former un décor sur un ustensile culinaire | |
| US20190254290A1 (en) | Pizza tray or pan | |
| HUP9802948A2 (hu) | Eljárás és berendezés főzőedények gyártására görgőzéses alakítással | |
| WO2024236289A1 (en) | Cookware surface | |
| KR20180096968A (ko) | 음식물이 눌러붙지 않는 프라이팬 및 그 프라이팬의 제조방법 | |
| KR20050105943A (ko) | 전사지 코팅 프라이팬 | |
| KR20240001951U (ko) | 프레스 성형 조리용기 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-3-3-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |