KR20170122676A - 재킷식 코어를 사용하여 구성요소를 형성하는 방법 및 조립체 - Google Patents
재킷식 코어를 사용하여 구성요소를 형성하는 방법 및 조립체 Download PDFInfo
- Publication number
- KR20170122676A KR20170122676A KR1020170053709A KR20170053709A KR20170122676A KR 20170122676 A KR20170122676 A KR 20170122676A KR 1020170053709 A KR1020170053709 A KR 1020170053709A KR 20170053709 A KR20170053709 A KR 20170053709A KR 20170122676 A KR20170122676 A KR 20170122676A
- Authority
- KR
- South Korea
- Prior art keywords
- wall
- jacket
- component
- core
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/06—Permanent moulds for shaped castings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
- B22D19/0054—Casting in, on, or around objects which form part of the product rotors, stators for electrical motors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/22—Moulds for peculiarly-shaped castings
- B22C9/24—Moulds for peculiarly-shaped castings for hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C7/00—Patterns; Manufacture thereof so far as not provided for in other classes
- B22C7/02—Lost patterns
- B22C7/023—Patterns made from expanded plastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C7/00—Patterns; Manufacture thereof so far as not provided for in other classes
- B22C7/005—Adjustable, sectional, expandable or flexible patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/02—Sand moulds or like moulds for shaped castings
- B22C9/04—Use of lost patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/02—Sand moulds or like moulds for shaped castings
- B22C9/04—Use of lost patterns
- B22C9/046—Use of patterns which are eliminated by the liquid metal in the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/10—Cores; Manufacture or installation of cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/10—Cores; Manufacture or installation of cores
- B22C9/101—Permanent cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/10—Cores; Manufacture or installation of cores
- B22C9/103—Multipart cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/10—Cores; Manufacture or installation of cores
- B22C9/106—Vented or reinforced cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/10—Cores; Manufacture or installation of cores
- B22C9/108—Installation of cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/12—Treating moulds or cores, e.g. drying, hardening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
- B22D19/0072—Casting in, on, or around objects which form part of the product for making objects with integrated channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
- B22D19/0081—Casting in, on, or around objects which form part of the product pretreatment of the insert, e.g. for enhancing the bonding between insert and surrounding cast metal
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D25/00—Component parts, details, or accessories, not provided for in, or of interest apart from, other groups
- F01D25/08—Cooling; Heating; Heat-insulation
- F01D25/12—Cooling
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/14—Form or construction
- F01D5/18—Hollow blades, i.e. blades with cooling or heating channels or cavities; Heating, heat-insulating or cooling means on blades
- F01D5/182—Transpiration cooling
- F01D5/183—Blade walls being porous
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/14—Form or construction
- F01D5/18—Hollow blades, i.e. blades with cooling or heating channels or cavities; Heating, heat-insulating or cooling means on blades
- F01D5/186—Film cooling
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D9/00—Stators
- F01D9/02—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles
- F01D9/04—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles forming ring or sector
- F01D9/041—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles forming ring or sector using blades
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2220/00—Application
- F05D2220/30—Application in turbines
- F05D2220/32—Application in turbines in gas turbines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/20—Manufacture essentially without removing material
- F05D2230/21—Manufacture essentially without removing material by casting
- F05D2230/211—Manufacture essentially without removing material by casting by precision casting, e.g. microfusing or investment casting
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2260/00—Function
- F05D2260/20—Heat transfer, e.g. cooling
- F05D2260/201—Heat transfer, e.g. cooling by impingement of a fluid
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
Description
도 2는 도 1에 도시된 회전 기계와 함께 사용하기 위한 예시적인 구성요소의 개략적인 사시도이다.
도 3은 도 2에 도시된 선 3-3을 따라 취한, 도 2에 도시된 구성요소의 개략적인 단면도이다.
도 4는 도 3에서 부분 4로서 지정된, 도 2 및 도 3에 도시된 구성요소의 일부의 개략적인 사시 단면도이다.
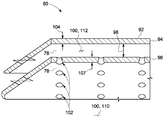
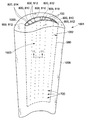
도 5는 도 2에 도시된 구성요소를 형성하는 데에 사용될 수 있는 예시적인 전구체 구성요소의 개략적인 사시도이다.
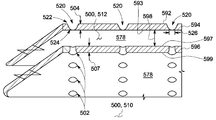
도 6은 도 5의 선 6-6을 따라 취하고 도 4에 도시된 예시적인 구성요소의 부분에 대응하는, 도 5에 도시된 예시적인 전구체 구성요소의 일부의 개략적인 사시 단면도이다.
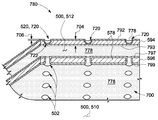
도 7은 도 6에 도시된 예시적인 전구체 구성요소에 커플링된 예시적인 재킷을 포함하는 예시적인 재킷식 전구체 구성요소의 일부의 개략적인 사시 단면도이다.
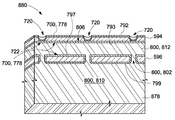
도 8은 도 7에 도시된 재킷식 전구체 구성요소 내에 예시적인 코어를 포함하는 예시적인 재킷식 코어형 전구체 구성요소의 일부의 개략적인 사시 단면도이다.
도 9는 도 5에 도시된 전구체 구성요소와 다른 도 8에 도시된 예시적인 재킷식 코어형 전구체 구성요소의 일부를 포함하는 예시적인 재킷식 코어의 일부의 개략적인 사시 단면도이다.
도 10은 도 9에 도시된 예시적인 재킷식 코어를 포함하고 도 2 내지 도 4에 도시된 예시적인 구성요소를 형성하는 데에 사용될 수 있는 예시적인 몰드 조립체의 개략적인 사시도이다.
도 11은 도 10의 선 11-11을 따라 취하고 도 9에 도시된 예시적인 재킷식 코어의 도 9에 도시된 부분을 포함하는, 도 10에 도시된 몰드 조립체의 일부의 개략적인 사시 단면도이다.
도 12는 도 2에 도시된 구성요소를 형성하는 데에 사용될 수 있는 다른 예시적인 재킷식 전구체 구성요소의 일부의 개략적인 사시 분해도이다.
도 13은 도 2에 도시된 예시적인 구성요소와 같이 미리 결정된 두께의 외벽을 갖는 구성요소를 형성하는 예시적인 방법의 흐름도이다.
도 14는 도 13의 흐름도의 연속이다.
14: 압축기 섹션 16: 연소기 섹션
18: 터빈 섹션 20: 배기 섹션
22: 로터 샤프트 24: 연소기
36: 케이싱 40: 압축기 블레이드
42: 압축기 스테이터 베인 70: 로터 블레이드
72: 스테이터 베인 74: 압력측
76: 흡입측 78: 구성요소 재료
80: 구성요소 84: 선단 에지
86: 후단 에지 88: 루트 단부
89: 종방향 축선 90: 팁 단부
92: 외부면 94: 외벽
95: 격벽 96: 내벽
98: 오프셋 거리 100: 공동
102: 구멍 104, 107: 두께
110: 플레넘 112: 챔버
114: 채널 500: 내부 공동
502: 내벽 구멍 504, 507: 두께
510: 플레넘 512: 챔버
514: 채널 520: 외벽 구멍
522: 제1 단부 524: 제2 단부
526: 직경 566, 567, 568: 층
574: 압력측 576: 흡입측
578: 전구체 재료 580: 전구체 구성요소
584: 선단 에지 586: 후단 에지
588: 제1 단부 590: 제2 단부
592: 외부면 593: 제2 표면
594: 외벽 595: 격벽
596: 내벽 597: 내벽 표면
598: 오프셋 거리 599: 내벽 표면
700: 재킷 704, 706: 두께
720: 스탠드오프 구조체 722: 폐쇄부
778: 재킷 재료 780: 재킷식 전구체 구성요소
792: 제1 재킷 외벽 793: 제2 재킷 외벽
797: 제1 재킷 내벽 799: 제2 재킷 내벽
800: 코어 802: 벽 구멍 코어 부분
806: 주연부 810: 하나의 플레넘 코어 부분
812: 하나의 챔버 코어 부분 814: 복귀 채널 코어 부분
878: 코어 재료 880: 재킷식 코어형 전구체 구성요소
900: 재킷식 캐비티 904: 두께
980: 재킷식 코어 994: 외벽 재킷식 캐비티
996: 내벽 재킷식 캐비티 1000: 몰드
1001: 몰드 조립체 1002: 내벽
1003: 몰드 캐비티 1004: 오프셋 거리
1006: 몰드 재료 1008: 필러 재료
1202: 정합면 1280: 재킷식 전구체 구성요소 섹션
1294: 외벽 섹션 1300: 방법
Claims (15)
- 구성요소 재료(78)로부터 구성요소(80)를 형성하는 데에 사용하기 위한 몰드 조립체(1001)로서, 구성요소는 미리 결정된 두께(104)의 외벽(94)을 갖고, 상기 몰드 조립체는,
몰드 내에 몰드 캐비티(1003)를 획정하는 내벽(1002)을 포함하는 몰드(1000); 및
상기 몰드에 대해 위치 설정되는 재킷식 코어(980)
를 포함하고, 상기 재킷식 코어는,
상기 내벽에 대해 커플링되는 제1 재킷 외벽(792), 상기 제1 재킷 외벽으로부터 내측으로 위치 설정되는 제2 재킷 외벽(793), 및 제1 재킷 외벽과 제2 재킷 외벽 사이에 획정되는 적어도 하나의 재킷식 캐비티(900)를 포함하는 재킷(700)으로서, 적어도 하나의 재킷식 캐비티는 그 내부에 용융된 상태의 구성요소 재료를 수용하도록 구성되는 것인 재킷(700); 및
상기 제2 재킷 외벽으로부터 내측으로 위치 설정되는 코어(800)를 포함하며, 상기 코어는 상기 제2 재킷 외벽에 대해 커플링되는 주연부(806)를 포함하고, 상기 재킷은 상기 주연부를 상기 내벽으로부터 미리 결정된 두께만큼 분리시켜, 상기 외벽이 상기 주연부와 상기 내벽 사이에 형성될 수 있는 것인 몰드 조립체. - 제1항에 있어서, 상기 제1 재킷 외벽은 상기 제2 재킷 외벽에 국부적으로 커플링되어, 상기 주연부를 상기 내벽으로부터 미리 결정된 두께만큼 분리시키는 적어도 하나의 스탠드오프 구조체(720)를 획정하는 것인 몰드 조립체.
- 제2항에 있어서, 상기 재킷은, 상기 제1 재킷 외벽의 형상이 상기 적어도 하나의 스탠드오프 구조체에 근접한 구성요소의 외부 형상에 대응하도록 각각의 상기 적어도 하나의 스탠드오프 구조체 내로 삽입되는 필러 재료(1008)를 더 포함하는 것인 몰드 조립체.
- 제1항에 있어서, 상기 제1 재킷 외벽, 상기 제2 재킷 외벽, 및 상기 적어도 하나의 재킷식 캐비티의 결합된 두께(704)는 미리 결정된 두께에 대응하는 것인 몰드 조립체.
- 제1항에 있어서, 상기 재킷은 상기 제2 재킷 외벽으로부터 내측으로 위치 설정되는 대향하는 재킷 내벽(797, 799)을 더 포함하고, 상기 대향하는 재킷 내벽들은 그 사이에 적어도 하나의 내벽 재킷 캐비티(996)를 획정하며, 상기 적어도 하나의 내벽 재킷식 캐비티는 용융된 상태의 구성요소 재료를 받아들여 캐비티 내에 구성요소의 내벽을 형성하는 것인 몰드 조립체.
- 제5항에 있어서, 상기 코어는 상기 제1 재킷 내벽과 상기 제2 재킷 외벽 사이에 위치 설정되는 적어도 하나의 챔버 코어 부분(812)을 포함하는 것인 몰드 조립체.
- 제6항에 있어서, 상기 코어는 상기 제2 재킷 내벽으로부터 내측으로 위치 설정되는 적어도 하나의 플레넘 코어 부분(810)을 포함하는 것인 몰드 조립체.
- 제6항에 있어서, 상기 코어는 구성요소 내에 적어도 하나의 유체 복귀 채널(114)을 획정하도록 구성되는 적어도 하나의 복귀 채널 코어 부분(814)을 포함하고, 상기 적어도 하나의 유체 복귀 채널은 상기 적어도 하나의 챔버 코어 부분에 의해 획정되는 구성요소의 챔버(112)와 유체 연통하는 것인 몰드 조립체.
- 제6항에 있어서, 상기 코어는 상기 적어도 하나의 내벽 재킷식 캐비티를 통해 각각 연장되는 복수 개의 내벽 구멍 코어 부분(802)을 포함하는 것인 몰드 조립체.
- 제1항에 있어서, 상기 구성요소 재료는 합금이고, 상기 재킷은 상기 합금의 적어도 하나의 구성 재료를 포함하는 재킷 재료(778)로 형성되는 것인 몰드 조립체.
- 미리 결정된 두께(104)의 외벽(94)을 갖는 구성요소(80)를 형성하는 방법(1300)으로서,
용융된 상태의 구성요소 재료(78)를 몰드 조립체(1001) 내에 획정된 적어도 하나의 재킷식 캐비티(900) 내에 도입하는 단계(1326)로서, 몰드 조립체는 몰드(1000)에 대해 위치 설정되는 재킷식 코어(980)를 포함하고, 상기 몰드는 몰드 내에 몰드 캐비티(1003)를 획정하는 내벽(1002)을 포함하며, 상기 재킷식 코어는,
내벽에 대해 커플링된 제1 재킷 외벽(792), 제1 재킷 외벽으로부터 내측으로 위치 설정된 제2 재킷 외벽(793), 및 제1 재킷 외벽과 제2 재킷 외벽 사이에 획정된 적어도 하나의 재킷식 캐비티(900)를 포함하는 재킷(700); 및
상기 제2 재킷 외벽으로부터 내측으로 위치 설정되는 코어(800)를 포함하며, 상기 코어는 상기 제2 재킷 외벽에 대해 커플링되는 주연부(806)를 포함하고, 상기 재킷은 상기 주연부를 상기 내벽으로부터 미리 결정된 두께만큼 분리시키는 것인 단계; 및
구성요소 재료를 냉각시켜 구성요소를 형성하는 단계(1328)
를 포함하고, 상기 주연부와 내벽이 협력하여 그 사이에 구성요소의 외벽을 획정하는 것인 구성요소의 형성 방법. - 제11항에 있어서,
제1 재킷 외벽을 제2 재킷 외벽에 대해 국부적으로 커플링하여 주연부를 내벽으로부터 미리 결정된 두께만큼 분리시키는 적어도 하나의 스탠드오프 구조체(720)를 획정하는 단계(1318)
를 더 포함하는 구성요소의 형성 방법. - 제11항에 있어서, 전구체 구성요소(580) 둘레에 재킷을 형성하는 단계(1312)를 더 포함하고, 상기 전구체 구성요소는 구성요소의 적어도 일부의 형상에 대응하도록 형성되는 것인 구성요소의 형성 방법.
- 제13항에 있어서, 상기 전구체 구성요소의 외벽(594)은 외벽에 획정되고 외벽을 통해 연장되는 적어도 하나의 외벽 구멍(520)을 포함하고, 재킷을 형성하는 단계(1312)는 상기 적어도 하나의 외벽 구멍 상에 적어도 하나의 스탠드오프 구조체(720)를 형성하는 단계를 더 포함하며, 상기 적어도 하나의 스탠드오프 구조체는 주연부를 내벽으로부터 미리 결정된 두께만큼 분리시키는 것인 구성요소의 형성 방법.
- 제13항에 있어서,
복수 개의 전구체 구성요소 섹션(1280)을 개별적으로 형성하는 단계(1304); 및
복수 개의 전구체 구성요소 섹션들을 함께 커플링하여 전구체 구성요소(580)를 형성하는 단계(1310)
를 더 포함하는 구성요소의 형성 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/140,050 | 2016-04-27 | ||
| US15/140,050 US10286450B2 (en) | 2016-04-27 | 2016-04-27 | Method and assembly for forming components using a jacketed core |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170122676A true KR20170122676A (ko) | 2017-11-06 |
| KR102261351B1 KR102261351B1 (ko) | 2021-06-09 |
Family
ID=58638767
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020170053709A Active KR102261351B1 (ko) | 2016-04-27 | 2017-04-26 | 재킷식 코어를 사용하여 구성요소를 형성하는 방법 및 조립체 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US10286450B2 (ko) |
| EP (1) | EP3238859B1 (ko) |
| JP (1) | JP6924063B2 (ko) |
| KR (1) | KR102261351B1 (ko) |
| CN (1) | CN107309403B (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10099283B2 (en) | 2015-12-17 | 2018-10-16 | General Electric Company | Method and assembly for forming components having an internal passage defined therein |
| US10286450B2 (en) * | 2016-04-27 | 2019-05-14 | General Electric Company | Method and assembly for forming components using a jacketed core |
| US10766065B2 (en) | 2016-08-18 | 2020-09-08 | General Electric Company | Method and assembly for a multiple component core assembly |
| US12296377B2 (en) * | 2022-10-14 | 2025-05-13 | Ge Infrastructure Technology Llc | System and method for casting with mold having thermally tailored wall |
| FR3153269A1 (fr) * | 2023-09-22 | 2025-03-28 | Safran | Procede de fabrication d'une aube creuse |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0190114A1 (en) * | 1985-02-01 | 1986-08-06 | Ab Volvo | Molded metal object and method to manufacture the same |
| US5291654A (en) * | 1993-03-29 | 1994-03-08 | United Technologies Corporation | Method for producing hollow investment castings |
| US5950705A (en) * | 1996-12-03 | 1999-09-14 | General Electric Company | Method for casting and controlling wall thickness |
| US20100304064A1 (en) * | 2007-05-16 | 2010-12-02 | Mtu Aero Engines Gmbh | Method for producing a cast part, casting mould and cast part produced therewith |
Family Cites Families (306)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2687278A (en) | 1948-05-26 | 1954-08-24 | Chrysler Corp | Article with passages |
| BE512538A (ko) | 1951-07-02 | |||
| GB731292A (en) | 1951-10-10 | 1955-06-08 | Gen Motors Corp | Improvements in processes of making turbine and compressor blades |
| US2756475A (en) | 1953-02-24 | 1956-07-31 | Gen Motors Corp | Investment mold and core assembly |
| GB800228A (en) | 1955-10-03 | 1958-08-20 | Howard Foundry Company | Formation of cored passageways in metal castings |
| US2991520A (en) | 1956-01-13 | 1961-07-11 | Howard Foundry Company | Cored passageway formation |
| US3222137A (en) | 1961-12-20 | 1965-12-07 | Union Oil Co | Apparatus for surface reactions |
| US3222737A (en) | 1962-07-19 | 1965-12-14 | Nalco Chemical Co | Method of preparing ceramic molds |
| US3222435A (en) | 1963-04-30 | 1965-12-07 | Jr Edward J Mellen | Injection molding of ceramic cores |
| GB1191202A (en) | 1967-04-01 | 1970-05-13 | Nippon Piston Ring Co Ltd | Method of Producing Cam Shafts and Cam Shafts Produced by Such Method |
| US3475375A (en) | 1967-06-23 | 1969-10-28 | Du Pont | Novel amorphous guanidine silicates,and compositions thereof with synthetic resins |
| US3597248A (en) | 1967-06-23 | 1971-08-03 | Du Pont | Novel guanidine silicates,compositions and uses |
| US3844727A (en) | 1968-03-20 | 1974-10-29 | United Aircraft Corp | Cast composite structure with metallic rods |
| US3563711A (en) | 1968-07-18 | 1971-02-16 | Trw Inc | Process for removal of siliceous cores from castings |
| US3662816A (en) | 1968-10-01 | 1972-05-16 | Trw Inc | Means for preventing core shift in casting articles |
| US3596703A (en) | 1968-10-01 | 1971-08-03 | Trw Inc | Method of preventing core shift in casting articles |
| US3694264A (en) | 1970-09-28 | 1972-09-26 | Stuart L Weinland | Core removal |
| US3678987A (en) | 1970-12-28 | 1972-07-25 | Gen Electric | Elastomeric mold lining for making wax replica of complex part to be cast |
| SE350918B (ko) | 1971-03-26 | 1972-11-13 | Asea Ab | |
| JPS5413852B2 (ko) | 1972-01-17 | 1979-06-02 | ||
| US3824113A (en) | 1972-05-08 | 1974-07-16 | Sherwood Refractories | Method of coating preformed ceramic cores |
| US3866448A (en) | 1973-01-02 | 1975-02-18 | Gen Electric | Apparatus for constructing air cooled turbomachinery blading |
| US3921271A (en) | 1973-01-02 | 1975-11-25 | Gen Electric | Air-cooled turbine blade and method of making same |
| GB1545584A (en) | 1975-03-07 | 1979-05-10 | Onera (Off Nat Aerospatiale) | Processes and systems for the formation of surface diffusion alloys on perforate metal workpieces |
| US4148352A (en) | 1975-08-15 | 1979-04-10 | Nissan Motor Company, Limited | Method of preparing an exhaust port arrangement of a cylinder head |
| US3996048A (en) | 1975-10-16 | 1976-12-07 | Avco Corporation | Method of producing holes in powder metallurgy parts |
| US4130157A (en) | 1976-07-19 | 1978-12-19 | Westinghouse Electric Corp. | Silicon nitride (SI3 N4) leachable ceramic cores |
| DE2834864C3 (de) | 1978-08-09 | 1981-11-19 | MTU Motoren- und Turbinen-Union München GmbH, 8000 München | Laufschaufel für eine Gasturbine |
| US4236568A (en) | 1978-12-04 | 1980-12-02 | Sherwood Refractories, Inc. | Method of casting steel and iron alloys with precision cristobalite cores |
| US4352390A (en) | 1978-12-04 | 1982-10-05 | Sherwood Refractories, Inc. | Precision silica cones for sand casting of steel and iron alloys |
| CH640440A5 (en) | 1979-06-29 | 1984-01-13 | Fischer Ag Georg | Method for the production of a metal casting with at least one hole and a die for its production |
| CH640441A5 (de) | 1979-09-10 | 1984-01-13 | Hans Schneider | Verfahren zur herstellung von gussstuecken durch praezisionsgiessen. |
| DE2945531C2 (de) | 1979-11-10 | 1982-01-07 | MTU Motoren- und Turbinen-Union München GmbH, 8000 München | Turboschaufel mit einem Matellkern und einem Keramikblatt |
| US4372404A (en) | 1980-09-10 | 1983-02-08 | Reed Rock Bit Company | Cutting teeth for rolling cutter drill bit |
| US4432798A (en) | 1980-12-16 | 1984-02-21 | The Duriron Company, Inc. | Aluminosilicate hydrogel bonded aggregate articles |
| GB2096525B (en) | 1981-04-14 | 1984-09-12 | Rolls Royce | Manufacturing gas turbine engine blades |
| US4532974A (en) | 1981-07-03 | 1985-08-06 | Rolls-Royce Limited | Component casting |
| GB2102317B (en) | 1981-07-03 | 1985-10-09 | Rolls Royce | Internally reinforced core for casting |
| US4487246A (en) | 1982-04-12 | 1984-12-11 | Howmet Turbine Components Corporation | System for locating cores in casting molds |
| US4576219A (en) | 1982-10-22 | 1986-03-18 | Certech Incorporated | Molten metals filter apparatus |
| EP0111600A1 (en) | 1982-12-13 | 1984-06-27 | Reed Rock Bit Company | Improvements in or relating to cutting tools |
| US4604780A (en) | 1983-02-03 | 1986-08-12 | Solar Turbines Incorporated | Method of fabricating a component having internal cooling passages |
| US4557691A (en) | 1983-04-11 | 1985-12-10 | Johnson & Johnson Dental Products Company | Dental porcelain paste and method of using the same |
| US4583581A (en) | 1984-05-17 | 1986-04-22 | Trw Inc. | Core material and method of forming cores |
| DE3629910A1 (de) | 1986-09-03 | 1988-03-17 | Mtu Muenchen Gmbh | Metallisches hohlbauteil mit einem metallischen einsatz, insbesondere turbinenschaufel mit kuehleinsatz |
| US4738587A (en) | 1986-12-22 | 1988-04-19 | United Technologies Corporation | Cooled highly twisted airfoil for a gas turbine engine |
| US4964148A (en) | 1987-11-30 | 1990-10-16 | Meicor, Inc. | Air cooled metal ceramic x-ray tube construction |
| GB8800686D0 (en) | 1988-01-13 | 1988-02-10 | Rolls Royce Plc | Method of supporting core in mould |
| US4911990A (en) | 1988-02-05 | 1990-03-27 | United Technologies Corporation | Microstructurally toughened metallic article and method of making same |
| US4905750A (en) | 1988-08-30 | 1990-03-06 | Amcast Industrial Corporation | Reinforced ceramic passageway forming member |
| DE3907923C1 (ko) | 1989-03-11 | 1989-12-07 | Messerschmitt-Boelkow-Blohm Gmbh, 8012 Ottobrunn, De | |
| US5482054A (en) | 1990-05-10 | 1996-01-09 | Symbiosis Corporation | Edoscopic biopsy forceps devices with selective bipolar cautery |
| US5083371A (en) | 1990-09-14 | 1992-01-28 | United Technologies Corporation | Hollow metal article fabrication |
| US5396900A (en) | 1991-04-04 | 1995-03-14 | Symbiosis Corporation | Endoscopic end effectors constructed from a combination of conductive and non-conductive materials and useful for selective endoscopic cautery |
| US5273104A (en) | 1991-09-20 | 1993-12-28 | United Technologies Corporation | Process for making cores used in investment casting |
| US5243759A (en) | 1991-10-07 | 1993-09-14 | United Technologies Corporation | Method of casting to control the cooling air flow rate of the airfoil trailing edge |
| US5371945A (en) | 1991-12-23 | 1994-12-13 | United Technologies Corporation | Method of making a tubular combustion chamber construction |
| US5467528A (en) | 1991-12-23 | 1995-11-21 | United Technologies Corporation | Method of making a tubular thermal structure |
| US5413463A (en) | 1991-12-30 | 1995-05-09 | General Electric Company | Turbulated cooling passages in gas turbine buckets |
| US5394932A (en) | 1992-01-17 | 1995-03-07 | Howmet Corporation | Multiple part cores for investment casting |
| US5810552A (en) | 1992-02-18 | 1998-09-22 | Allison Engine Company, Inc. | Single-cast, high-temperature, thin wall structures having a high thermal conductivity member connecting the walls and methods of making the same |
| US5295530A (en) | 1992-02-18 | 1994-03-22 | General Motors Corporation | Single-cast, high-temperature, thin wall structures and methods of making the same |
| GB9203585D0 (en) | 1992-02-20 | 1992-04-08 | Rolls Royce Plc | An assembly for making a pattern of a hollow component |
| GB2266677B (en) | 1992-05-08 | 1995-02-01 | Rolls Royce Plc | Improvements in or relating to the leaching of ceramic materials |
| US5248869A (en) | 1992-07-23 | 1993-09-28 | Ford Motor Company | Composite insulating weld nut locating pin |
| US5296308A (en) | 1992-08-10 | 1994-03-22 | Howmet Corporation | Investment casting using core with integral wall thickness control means |
| US5355668A (en) | 1993-01-29 | 1994-10-18 | General Electric Company | Catalyst-bearing component of gas turbine engine |
| JP3053042B2 (ja) * | 1993-05-14 | 2000-06-19 | 宇部興産株式会社 | 加熱・冷却通路孔を有する成形用金型の製造方法 |
| US5664628A (en) | 1993-05-25 | 1997-09-09 | Pall Corporation | Filter for subterranean wells |
| GB9317518D0 (en) | 1993-08-23 | 1993-10-06 | Rolls Royce Plc | Improvements in or relating to investment casting |
| US5524695A (en) | 1993-10-29 | 1996-06-11 | Howmedica Inc. | Cast bone ingrowth surface |
| US5465780A (en) | 1993-11-23 | 1995-11-14 | Alliedsignal Inc. | Laser machining of ceramic cores |
| US5398746A (en) | 1993-11-23 | 1995-03-21 | Igarashi; Lawrence Y. | Golf club head with integrally cast sole plate and fabrication method for same |
| JP3139918B2 (ja) | 1993-12-28 | 2001-03-05 | 株式会社キャディック・テクノロジ−・サ−ビス | 耐火物成形品の製造方法および耐火物成形品用バインダ |
| US5387280A (en) | 1994-01-18 | 1995-02-07 | Pechiney Recherche | Ceramic core for investment casting and method for preparation of the same |
| US5468285A (en) | 1994-01-18 | 1995-11-21 | Kennerknecht; Steven | Ceramic core for investment casting and method for preparation of the same |
| US5679270A (en) | 1994-10-24 | 1997-10-21 | Howmet Research Corporation | Method for removing ceramic material from castings using caustic medium with oxygen getter |
| WO1996015866A1 (en) | 1994-11-21 | 1996-05-30 | Pechiney Recherche (G.I.E.) | Ceramic core for investment casting and method for preparation of the same |
| US5507336A (en) | 1995-01-17 | 1996-04-16 | The Procter & Gamble Company | Method of constructing fully dense metal molds and parts |
| UA23886C2 (uk) | 1996-03-12 | 2002-04-15 | Юнайтед Технолоджіз Корп. Пратт Енд Уітні | Спосіб виготовлення пустотілих виробів складної форми |
| JPH1052731A (ja) | 1996-06-04 | 1998-02-24 | Shozo Iwai | 中子および成形型、それらの製造方法および中子および成形型を用いた鋳造方法 |
| US5947181A (en) | 1996-07-10 | 1999-09-07 | General Electric Co. | Composite, internal reinforced ceramic cores and related methods |
| US5778963A (en) | 1996-08-30 | 1998-07-14 | United Technologies Corporation | Method of core leach |
| US5927373A (en) | 1996-10-24 | 1999-07-27 | The Procter & Gamble Company | Method of constructing fully dense metal molds and parts |
| US5820774A (en) | 1996-10-28 | 1998-10-13 | United Technologies Corporation | Ceramic core for casting a turbine blade |
| US5738493A (en) | 1997-01-03 | 1998-04-14 | General Electric Company | Turbulator configuration for cooling passages of an airfoil in a gas turbine engine |
| EP0861012A1 (fr) | 1997-02-25 | 1998-08-26 | Koninklijke Philips Electronics N.V. | Haut-parleur et appareil téléphonique comprenant un tel haut-parleur |
| US6694731B2 (en) | 1997-07-15 | 2004-02-24 | Deka Products Limited Partnership | Stirling engine thermal system improvements |
| US5976457A (en) | 1997-08-19 | 1999-11-02 | Amaya; Herman E. | Method for fabrication of molds and mold components |
| US6029736A (en) | 1997-08-29 | 2000-02-29 | Howmet Research Corporation | Reinforced quartz cores for directional solidification casting processes |
| US6467534B1 (en) | 1997-10-06 | 2002-10-22 | General Electric Company | Reinforced ceramic shell molds, and related processes |
| US6615470B2 (en) | 1997-12-15 | 2003-09-09 | General Electric Company | System and method for repairing cast articles |
| EP0935009B1 (de) | 1998-02-05 | 2002-04-10 | Sulzer Markets and Technology AG | Beschichteter Gusskörper |
| US6623521B2 (en) | 1998-02-17 | 2003-09-23 | Md3, Inc. | Expandable stent with sliding and locking radial elements |
| AU2976299A (en) | 1998-03-02 | 1999-09-20 | Emerson Electric Co. | Laminated self-adjusting pliers |
| US6221289B1 (en) | 1998-08-07 | 2001-04-24 | Core-Tech, Inc. | Method of making ceramic elements to be sintered and binder compositions therefor |
| US6039763A (en) | 1998-10-27 | 2000-03-21 | Disc Replacement Technologies, Inc. | Articulating spinal disc prosthesis |
| US7343960B1 (en) | 1998-11-20 | 2008-03-18 | Rolls-Royce Corporation | Method and apparatus for production of a cast component |
| US6617760B1 (en) | 1999-03-05 | 2003-09-09 | Cybersonics, Inc. | Ultrasonic resonator |
| WO2000071083A1 (en) | 1999-05-20 | 2000-11-30 | Boston University | Polymer re-inforced anatomically accurate bioactive prostheses |
| US6234753B1 (en) | 1999-05-24 | 2001-05-22 | General Electric Company | Turbine airfoil with internal cooling |
| US6315941B1 (en) | 1999-06-24 | 2001-11-13 | Howmet Research Corporation | Ceramic core and method of making |
| US6186741B1 (en) | 1999-07-22 | 2001-02-13 | General Electric Company | Airfoil component having internal cooling and method of cooling |
| JP4136208B2 (ja) * | 1999-07-28 | 2008-08-20 | 本田技研工業株式会社 | 鋳造用中子、鋳造用中子の製造方法 |
| US6359254B1 (en) | 1999-09-30 | 2002-03-19 | United Technologies Corporation | Method for producing shaped hole in a structure |
| US6474348B1 (en) | 1999-09-30 | 2002-11-05 | Howmet Research Corporation | CNC core removal from casting passages |
| US6626230B1 (en) | 1999-10-26 | 2003-09-30 | Howmet Research Corporation | Multi-wall core and process |
| US6557621B1 (en) | 2000-01-10 | 2003-05-06 | Allison Advanced Development Comapny | Casting core and method of casting a gas turbine engine component |
| US6441341B1 (en) | 2000-06-16 | 2002-08-27 | General Electric Company | Method of forming cooling holes in a ceramic matrix composite turbine components |
| US7254889B1 (en) | 2000-09-08 | 2007-08-14 | Gabe Cherian | Interconnection devices |
| EP1188500B1 (de) * | 2000-09-14 | 2006-08-16 | Siemens Aktiengesellschaft | Vorrichtung und Verfahren zur Herstellung einer Schaufel für eine Turbine sowie entsprechend hergestellte Schaufel |
| US6505678B2 (en) | 2001-04-17 | 2003-01-14 | Howmet Research Corporation | Ceramic core with locators and method |
| US6511293B2 (en) | 2001-05-29 | 2003-01-28 | Siemens Westinghouse Power Corporation | Closed loop steam cooled airfoil |
| US7963085B2 (en) | 2002-06-06 | 2011-06-21 | University Of Virginia Patent Foundation | Multifunctional periodic cellular solids and the method of making same |
| AU2002322041A1 (en) | 2001-06-06 | 2002-12-16 | University Of Virginia Patent Foundation | Multifunctional periodic cellular solids and the method of making the same |
| US20020187065A1 (en) | 2001-06-06 | 2002-12-12 | Amaya Herman Ernesto | Method for the rapid fabrication of mold inserts |
| US6634858B2 (en) | 2001-06-11 | 2003-10-21 | Alstom (Switzerland) Ltd | Gas turbine airfoil |
| US6554563B2 (en) | 2001-08-13 | 2003-04-29 | General Electric Company | Tangential flow baffle |
| US6817379B2 (en) | 2001-10-02 | 2004-11-16 | Frank Perla | Water delivery device and method of forming same |
| US6637500B2 (en) | 2001-10-24 | 2003-10-28 | United Technologies Corporation | Cores for use in precision investment casting |
| US6644921B2 (en) | 2001-11-08 | 2003-11-11 | General Electric Company | Cooling passages and methods of fabrication |
| US6800234B2 (en) | 2001-11-09 | 2004-10-05 | 3M Innovative Properties Company | Method for making a molded polymeric article |
| US20030201087A1 (en) | 2002-04-25 | 2003-10-30 | Devine Robert H. | Way to manufacture inserts for steam cooled hot gas path components |
| US6746209B2 (en) | 2002-05-31 | 2004-06-08 | General Electric Company | Methods and apparatus for cooling gas turbine engine nozzle assemblies |
| US6773231B2 (en) | 2002-06-06 | 2004-08-10 | General Electric Company | Turbine blade core cooling apparatus and method of fabrication |
| US6695582B2 (en) * | 2002-06-06 | 2004-02-24 | General Electric Company | Turbine blade wall cooling apparatus and method of fabrication |
| US6799627B2 (en) | 2002-06-10 | 2004-10-05 | Santoku America, Inc. | Castings of metallic alloys with improved surface quality, structural integrity and mechanical properties fabricated in titanium carbide coated graphite molds under vacuum |
| US6883220B2 (en) | 2002-07-17 | 2005-04-26 | The Boeing Company | Method for forming a tube-walled article |
| DE10236339B3 (de) | 2002-08-08 | 2004-02-19 | Doncasters Precision Castings-Bochum Gmbh | Verfahren zum Herstellen von Turbinenschaufeln mit darin angeordneten Kühlkanälen |
| EP1534451B1 (en) | 2002-08-20 | 2007-02-14 | Ex One Corporation | Casting process |
| US6837417B2 (en) | 2002-09-19 | 2005-01-04 | Siemens Westinghouse Power Corporation | Method of sealing a hollow cast member |
| US20040159985A1 (en) | 2003-02-18 | 2004-08-19 | Altoonian Mark A. | Method for making ceramic setter |
| US6955522B2 (en) | 2003-04-07 | 2005-10-18 | United Technologies Corporation | Method and apparatus for cooling an airfoil |
| US20050006047A1 (en) | 2003-07-10 | 2005-01-13 | General Electric Company | Investment casting method and cores and dies used therein |
| US6986381B2 (en) | 2003-07-23 | 2006-01-17 | Santoku America, Inc. | Castings of metallic alloys with improved surface quality, structural integrity and mechanical properties fabricated in refractory metals and refractory metal carbides coated graphite molds under vacuum |
| US7278265B2 (en) | 2003-09-26 | 2007-10-09 | Siemens Power Generation, Inc. | Catalytic combustors |
| US6913064B2 (en) | 2003-10-15 | 2005-07-05 | United Technologies Corporation | Refractory metal core |
| US7575039B2 (en) | 2003-10-15 | 2009-08-18 | United Technologies Corporation | Refractory metal core coatings |
| US20050087319A1 (en) | 2003-10-16 | 2005-04-28 | Beals James T. | Refractory metal core wall thickness control |
| DE50311059D1 (de) | 2003-10-29 | 2009-02-26 | Siemens Ag | Gussform |
| US6929054B2 (en) | 2003-12-19 | 2005-08-16 | United Technologies Corporation | Investment casting cores |
| US7109822B2 (en) | 2004-02-26 | 2006-09-19 | Bae Systems Information And Electronic Systems Integration Inc. | Method and apparatus for rapid prototyping of monolithic microwave integrated circuits |
| US7036556B2 (en) | 2004-02-27 | 2006-05-02 | Oroflex Pin Development Llc | Investment casting pins |
| US7207375B2 (en) | 2004-05-06 | 2007-04-24 | United Technologies Corporation | Investment casting |
| GB0413027D0 (en) | 2004-06-11 | 2004-07-14 | Rolls Royce Plc | A wax recovery method |
| CA2511154C (en) * | 2004-07-06 | 2012-09-18 | General Electric Company | Synthetic model casting |
| US20060048553A1 (en) | 2004-09-03 | 2006-03-09 | Keyworks, Inc. | Lead-free keys and alloys thereof |
| US7108045B2 (en) | 2004-09-09 | 2006-09-19 | United Technologies Corporation | Composite core for use in precision investment casting |
| US7448433B2 (en) | 2004-09-24 | 2008-11-11 | Honeywell International Inc. | Rapid prototype casting |
| DE102004052365B4 (de) | 2004-10-28 | 2010-08-26 | BEGO Bremer Goldschlägerei Wilh. Herbst GmbH & Co. KG | Verfahren zur Herstellung eines Rapid-Prototyping-Modells, eines Grünlings, eines Keramikbauteils und eines metallischen Bauteils |
| US7343730B2 (en) | 2004-10-28 | 2008-03-18 | Humcke Michael W | Investment cast, stainless steel chain link and casting process therefor |
| US7134475B2 (en) | 2004-10-29 | 2006-11-14 | United Technologies Corporation | Investment casting cores and methods |
| US7073561B1 (en) | 2004-11-15 | 2006-07-11 | Henn David S | Solid freeform fabrication system and method |
| US7478994B2 (en) | 2004-11-23 | 2009-01-20 | United Technologies Corporation | Airfoil with supplemental cooling channel adjacent leading edge |
| US7093645B2 (en) | 2004-12-20 | 2006-08-22 | Howmet Research Corporation | Ceramic casting core and method |
| US7377746B2 (en) | 2005-02-21 | 2008-05-27 | General Electric Company | Airfoil cooling circuits and method |
| US7410342B2 (en) | 2005-05-05 | 2008-08-12 | Florida Turbine Technologies, Inc. | Airfoil support |
| US7325587B2 (en) | 2005-08-30 | 2008-02-05 | United Technologies Corporation | Method for casting cooling holes |
| US7371049B2 (en) | 2005-08-31 | 2008-05-13 | United Technologies Corporation | Manufacturable and inspectable microcircuit cooling for blades |
| US7306026B2 (en) | 2005-09-01 | 2007-12-11 | United Technologies Corporation | Cooled turbine airfoils and methods of manufacture |
| US7185695B1 (en) | 2005-09-01 | 2007-03-06 | United Technologies Corporation | Investment casting pattern manufacture |
| US7240718B2 (en) | 2005-09-13 | 2007-07-10 | United Technologies Corporation | Method for casting core removal |
| GB2430170B (en) | 2005-09-15 | 2008-05-07 | Rolls Royce Plc | Method of forming a cast component |
| US7334625B2 (en) | 2005-09-19 | 2008-02-26 | United Technologies Corporation | Manufacture of casting cores |
| US7243700B2 (en) | 2005-10-27 | 2007-07-17 | United Technologies Corporation | Method for casting core removal |
| US20070116972A1 (en) | 2005-11-21 | 2007-05-24 | United Technologies Corporation | Barrier coating system for refractory metal core |
| US7371043B2 (en) | 2006-01-12 | 2008-05-13 | Siemens Power Generation, Inc. | CMC turbine shroud ring segment and fabrication method |
| US20070169605A1 (en) | 2006-01-23 | 2007-07-26 | Szymanski David A | Components having sharp edge made of sintered particulate material |
| US7322795B2 (en) | 2006-01-27 | 2008-01-29 | United Technologies Corporation | Firm cooling method and hole manufacture |
| US7802613B2 (en) | 2006-01-30 | 2010-09-28 | United Technologies Corporation | Metallic coated cores to facilitate thin wall casting |
| US20070188562A1 (en) | 2006-02-15 | 2007-08-16 | Mold-Masters Limited | Heater for a manifold of an injection molding apparatus |
| DE102006017104A1 (de) | 2006-04-10 | 2007-10-11 | Kurtz Gmbh | Verfahren zur Herstellung von offenporigen Bauteilen aus Metall, Kunststoff oder Keramik mit geordneter Schaumgitterstruktur |
| US7861766B2 (en) | 2006-04-10 | 2011-01-04 | United Technologies Corporation | Method for firing a ceramic and refractory metal casting core |
| US7727495B2 (en) | 2006-04-10 | 2010-06-01 | United Technologies Corporation | Catalytic reactor with swirl |
| US7625172B2 (en) | 2006-04-26 | 2009-12-01 | United Technologies Corporation | Vane platform cooling |
| US7757745B2 (en) | 2006-05-12 | 2010-07-20 | United Technologies Corporation | Contoured metallic casting core |
| US7686065B2 (en) | 2006-05-15 | 2010-03-30 | United Technologies Corporation | Investment casting core assembly |
| US7753104B2 (en) | 2006-10-18 | 2010-07-13 | United Technologies Corporation | Investment casting cores and methods |
| US20080131285A1 (en) | 2006-11-30 | 2008-06-05 | United Technologies Corporation | RMC-defined tip blowing slots for turbine blades |
| US7938168B2 (en) | 2006-12-06 | 2011-05-10 | General Electric Company | Ceramic cores, methods of manufacture thereof and articles manufactured from the same |
| US7624787B2 (en) | 2006-12-06 | 2009-12-01 | General Electric Company | Disposable insert, and use thereof in a method for manufacturing an airfoil |
| GB2444483B (en) | 2006-12-09 | 2010-07-14 | Rolls Royce Plc | A core for use in a casting mould |
| US7487819B2 (en) * | 2006-12-11 | 2009-02-10 | General Electric Company | Disposable thin wall core die, methods of manufacture thereof and articles manufactured therefrom |
| US7717676B2 (en) | 2006-12-11 | 2010-05-18 | United Technologies Corporation | High aspect ratio blade main core modifications for peripheral serpentine microcircuits |
| US7731481B2 (en) | 2006-12-18 | 2010-06-08 | United Technologies Corporation | Airfoil cooling with staggered refractory metal core microcircuits |
| US8506256B1 (en) | 2007-01-19 | 2013-08-13 | Florida Turbine Technologies, Inc. | Thin walled turbine blade and process for making the blade |
| US7713029B1 (en) | 2007-03-28 | 2010-05-11 | Florida Turbine Technologies, Inc. | Turbine blade with spar and shell construction |
| US7722327B1 (en) | 2007-04-03 | 2010-05-25 | Florida Turbine Technologies, Inc. | Multiple vortex cooling circuit for a thin airfoil |
| US7779892B2 (en) | 2007-05-09 | 2010-08-24 | United Technologies Corporation | Investment casting cores and methods |
| US7789626B1 (en) | 2007-05-31 | 2010-09-07 | Florida Turbine Technologies, Inc. | Turbine blade with showerhead film cooling holes |
| US8122583B2 (en) | 2007-06-05 | 2012-02-28 | United Technologies Corporation | Method of machining parts having holes |
| US20090000754A1 (en) | 2007-06-27 | 2009-01-01 | United Technologies Corporation | Investment casting cores and methods |
| EP2025869B1 (en) | 2007-08-08 | 2010-12-15 | Alstom Technology Ltd | Gas turbine blade with internal cooling structure |
| US7798201B2 (en) | 2007-08-24 | 2010-09-21 | General Electric Company | Ceramic cores for casting superalloys and refractory metal composites, and related processes |
| GB2452994A (en) | 2007-09-24 | 2009-03-25 | Goodwin Plc | Apparatus and method for preparing an investment mould |
| US20120161498A1 (en) | 2008-04-15 | 2012-06-28 | Mr. Dana Allen Hansen | MAW-DirectDrives |
| US20090255742A1 (en) | 2008-04-15 | 2009-10-15 | Mr. Dana Allen Hansen | Self-contained & self-propelled magnetic alternator & wheel DirectDrive units aka:MAW-DirectDrives |
| US8906170B2 (en) | 2008-06-24 | 2014-12-09 | General Electric Company | Alloy castings having protective layers and methods of making the same |
| US9174271B2 (en) | 2008-07-02 | 2015-11-03 | United Technologies Corporation | Casting system for investment casting process |
| US20100021643A1 (en) | 2008-07-22 | 2010-01-28 | Siemens Power Generation, Inc. | Method of Forming a Turbine Engine Component Having a Vapor Resistant Layer |
| US9315663B2 (en) | 2008-09-26 | 2016-04-19 | Mikro Systems, Inc. | Systems, devices, and/or methods for manufacturing castings |
| DE202008013345U1 (de) | 2008-10-07 | 2008-12-24 | Siemens Aktiengesellschaft | Metallischer Pin für Feingussverfahren und Gussform |
| US8100165B2 (en) | 2008-11-17 | 2012-01-24 | United Technologies Corporation | Investment casting cores and methods |
| US8113780B2 (en) | 2008-11-21 | 2012-02-14 | United Technologies Corporation | Castings, casting cores, and methods |
| US8171978B2 (en) | 2008-11-21 | 2012-05-08 | United Technologies Corporation | Castings, casting cores, and methods |
| US8137068B2 (en) | 2008-11-21 | 2012-03-20 | United Technologies Corporation | Castings, casting cores, and methods |
| US8109725B2 (en) | 2008-12-15 | 2012-02-07 | United Technologies Corporation | Airfoil with wrapped leading edge cooling passage |
| US8057183B1 (en) | 2008-12-16 | 2011-11-15 | Florida Turbine Technologies, Inc. | Light weight and highly cooled turbine blade |
| US8066483B1 (en) | 2008-12-18 | 2011-11-29 | Florida Turbine Technologies, Inc. | Turbine airfoil with non-parallel pin fins |
| US8167537B1 (en) | 2009-01-09 | 2012-05-01 | Florida Turbine Technologies, Inc. | Air cooled turbine airfoil with sequential impingement cooling |
| US8322988B1 (en) | 2009-01-09 | 2012-12-04 | Florida Turbine Technologies, Inc. | Air cooled turbine airfoil with sequential impingement cooling |
| US8303253B1 (en) | 2009-01-22 | 2012-11-06 | Florida Turbine Technologies, Inc. | Turbine airfoil with near-wall mini serpentine cooling channels |
| US20100200189A1 (en) | 2009-02-12 | 2010-08-12 | General Electric Company | Method of fabricating turbine airfoils and tip structures therefor |
| CN102481630A (zh) | 2009-06-26 | 2012-05-30 | 哈维苏 | 用于形成水龙头和器具的方法 |
| US20120186681A1 (en) | 2009-06-26 | 2012-07-26 | Donald Sun | Methods and apparatus for manufacturing metal components with ceramic injection molding core structures |
| US20110048665A1 (en) | 2009-08-09 | 2011-03-03 | Max Eric Schlienger | Corrosion resistance for a leaching process |
| US8307654B1 (en) | 2009-09-21 | 2012-11-13 | Florida Turbine Technologies, Inc. | Transition duct with spiral finned cooling passage |
| US8297455B2 (en) | 2009-09-21 | 2012-10-30 | Strato, Inc. | Knuckle for a railway car coupler |
| US8251660B1 (en) | 2009-10-26 | 2012-08-28 | Florida Turbine Technologies, Inc. | Turbine airfoil with near wall vortex cooling |
| US20110135446A1 (en) | 2009-12-04 | 2011-06-09 | United Technologies Corporation | Castings, Casting Cores, and Methods |
| US9272324B2 (en) | 2009-12-08 | 2016-03-01 | Siemens Energy, Inc. | Investment casting process for hollow components |
| GB0921818D0 (en) | 2009-12-15 | 2010-01-27 | Rolls Royce Plc | Casting of internal features within a product ( |
| US20110146075A1 (en) | 2009-12-18 | 2011-06-23 | Brian Thomas Hazel | Methods for making a turbine blade |
| US20110150666A1 (en) | 2009-12-18 | 2011-06-23 | Brian Thomas Hazel | Turbine blade |
| US8794298B2 (en) | 2009-12-30 | 2014-08-05 | Rolls-Royce Corporation | Systems and methods for filtering molten metal |
| US8317475B1 (en) | 2010-01-25 | 2012-11-27 | Florida Turbine Technologies, Inc. | Turbine airfoil with micro cooling channels |
| US8807943B1 (en) | 2010-02-15 | 2014-08-19 | Florida Turbine Technologies, Inc. | Turbine blade with trailing edge cooling circuit |
| US8813812B2 (en) | 2010-02-25 | 2014-08-26 | Siemens Energy, Inc. | Turbine component casting core with high resolution region |
| EP2366476B1 (en) | 2010-03-10 | 2014-07-02 | General Electric Company | Method for Fabricating Turbine Airfoils and Tip Structures Therefor |
| US8535004B2 (en) | 2010-03-26 | 2013-09-17 | Siemens Energy, Inc. | Four-wall turbine airfoil with thermal strain control for reduced cycle fatigue |
| US8727724B2 (en) | 2010-04-12 | 2014-05-20 | General Electric Company | Turbine bucket having a radial cooling hole |
| US8342802B1 (en) | 2010-04-23 | 2013-01-01 | Florida Turbine Technologies, Inc. | Thin turbine blade with near wall cooling |
| US8936068B2 (en) | 2010-06-01 | 2015-01-20 | Siemens Energy, Inc. | Method of casting a component having interior passageways |
| EP2392774B1 (en) | 2010-06-04 | 2019-03-06 | United Technologies Corporation | Turbine engine airfoil with wrapped leading edge cooling passage |
| WO2012003439A1 (en) | 2010-07-02 | 2012-01-05 | Mikro Systems, Inc. | Self supporting core-in-a-core for casting |
| DE102010034386A1 (de) | 2010-08-13 | 2012-02-16 | Thomas Gmbh + Co. Technik + Innovation Kg | Verfahren zur Herstellung und zum Monitoring eines mindestens teilweise aus Kunststoff gebildeten Gegenstands und ein Bauteil |
| US8366394B1 (en) | 2010-10-21 | 2013-02-05 | Florida Turbine Technologies, Inc. | Turbine blade with tip rail cooling channel |
| US20130333855A1 (en) | 2010-12-07 | 2013-12-19 | Gary B. Merrill | Investment casting utilizing flexible wax pattern tool for supporting a ceramic core along its length during wax injection |
| DE102011121634B4 (de) | 2010-12-27 | 2019-08-14 | Ansaldo Energia Ip Uk Limited | Turbinenschaufel |
| US8251123B2 (en) | 2010-12-30 | 2012-08-28 | United Technologies Corporation | Casting core assembly methods |
| US8753083B2 (en) | 2011-01-14 | 2014-06-17 | General Electric Company | Curved cooling passages for a turbine component |
| US9492968B2 (en) | 2011-01-28 | 2016-11-15 | General Electric Company | Three-dimensional powder molding |
| US8793871B2 (en) | 2011-03-17 | 2014-08-05 | Siemens Energy, Inc. | Process for making a wall with a porous element for component cooling |
| US8940114B2 (en) | 2011-04-27 | 2015-01-27 | Siemens Energy, Inc. | Hybrid manufacturing process and product made using laminated sheets and compressive casing |
| US8899303B2 (en) | 2011-05-10 | 2014-12-02 | Howmet Corporation | Ceramic core with composite insert for casting airfoils |
| US8915289B2 (en) | 2011-05-10 | 2014-12-23 | Howmet Corporation | Ceramic core with composite insert for casting airfoils |
| US8870524B1 (en) | 2011-05-21 | 2014-10-28 | Florida Turbine Technologies, Inc. | Industrial turbine stator vane |
| US8770931B2 (en) | 2011-05-26 | 2014-07-08 | United Technologies Corporation | Hybrid Ceramic Matrix Composite vane structures for a gas turbine engine |
| US8302668B1 (en) | 2011-06-08 | 2012-11-06 | United Technologies Corporation | Hybrid core assembly for a casting process |
| US20130014497A1 (en) * | 2011-07-15 | 2013-01-17 | Gm Global Technology Operations Llc. | Housing for an internal combustion engine |
| US9222674B2 (en) | 2011-07-21 | 2015-12-29 | United Technologies Corporation | Multi-stage amplification vortex mixture for gas turbine engine combustor |
| US9057523B2 (en) | 2011-07-29 | 2015-06-16 | United Technologies Corporation | Microcircuit cooling for gas turbine engine combustor |
| US8978385B2 (en) | 2011-07-29 | 2015-03-17 | United Technologies Corporation | Distributed cooling for gas turbine engine combustor |
| US8291963B1 (en) | 2011-08-03 | 2012-10-23 | United Technologies Corporation | Hybrid core assembly |
| US20130064676A1 (en) | 2011-09-13 | 2013-03-14 | United Technologies Corporation | Composite filled metal airfoil |
| US8734108B1 (en) | 2011-11-22 | 2014-05-27 | Florida Turbine Technologies, Inc. | Turbine blade with impingement cooling cavities and platform cooling channels connected in series |
| US8813824B2 (en) | 2011-12-06 | 2014-08-26 | Mikro Systems, Inc. | Systems, devices, and/or methods for producing holes |
| US8777571B1 (en) | 2011-12-10 | 2014-07-15 | Florida Turbine Technologies, Inc. | Turbine airfoil with curved diffusion film cooling slot |
| US8858176B1 (en) | 2011-12-13 | 2014-10-14 | Florida Turbine Technologies, Inc. | Turbine airfoil with leading edge cooling |
| US9138804B2 (en) | 2012-01-11 | 2015-09-22 | United Technologies Corporation | Core for a casting process |
| GB2498551B (en) | 2012-01-20 | 2015-07-08 | Rolls Royce Plc | Aerofoil cooling |
| US8261810B1 (en) | 2012-01-24 | 2012-09-11 | Florida Turbine Technologies, Inc. | Turbine airfoil ceramic core with strain relief slot |
| US8414263B1 (en) | 2012-03-22 | 2013-04-09 | Florida Turbine Technologies, Inc. | Turbine stator vane with near wall integrated micro cooling channels |
| US9079803B2 (en) | 2012-04-05 | 2015-07-14 | United Technologies Corporation | Additive manufacturing hybrid core |
| US20160175923A1 (en) | 2012-04-09 | 2016-06-23 | General Electric Company | Composite core for casting processes, and processes of making and using the same |
| US20130280093A1 (en) | 2012-04-24 | 2013-10-24 | Mark F. Zelesky | Gas turbine engine core providing exterior airfoil portion |
| US8876475B1 (en) | 2012-04-27 | 2014-11-04 | Florida Turbine Technologies, Inc. | Turbine blade with radial cooling passage having continuous discrete turbulence air mixers |
| US9103225B2 (en) | 2012-06-04 | 2015-08-11 | United Technologies Corporation | Blade outer air seal with cored passages |
| US9079241B2 (en) | 2012-06-07 | 2015-07-14 | Akebono Brake Corporation | Multi-plane brake rotor hat holes and method of making the same |
| US8500401B1 (en) | 2012-07-02 | 2013-08-06 | Florida Turbine Technologies, Inc. | Turbine blade with counter flowing near wall cooling channels |
| US8678766B1 (en) | 2012-07-02 | 2014-03-25 | Florida Turbine Technologies, Inc. | Turbine blade with near wall cooling channels |
| US20140023497A1 (en) | 2012-07-19 | 2014-01-23 | General Electric Company | Cooled turbine blade tip shroud with film/purge holes |
| US10100646B2 (en) | 2012-08-03 | 2018-10-16 | United Technologies Corporation | Gas turbine engine component cooling circuit |
| US20140068939A1 (en) | 2012-09-12 | 2014-03-13 | General Electric Company | Method for manufacturing an airfoil |
| US8993923B2 (en) | 2012-09-14 | 2015-03-31 | General Electric Company | System and method for manufacturing an airfoil |
| US8969760B2 (en) | 2012-09-14 | 2015-03-03 | General Electric Company | System and method for manufacturing an airfoil |
| US8622113B1 (en) | 2012-09-16 | 2014-01-07 | Charles B. Rau, III | Apparatus and method for controlled optimized rapid directional solidification of mold shaped metal castings |
| US9314838B2 (en) | 2012-09-28 | 2016-04-19 | Solar Turbines Incorporated | Method of manufacturing a cooled turbine blade with dense cooling fin array |
| US9393620B2 (en) | 2012-12-14 | 2016-07-19 | United Technologies Corporation | Uber-cooled turbine section component made by additive manufacturing |
| EP3513889B1 (en) | 2012-12-14 | 2021-04-14 | Raytheon Technologies Corporation | Alloy and hybrid turbine blade for improved engine performance or architecture |
| WO2014093826A2 (en) | 2012-12-14 | 2014-06-19 | United Technologies Corporation | Multi-shot casting |
| US10156359B2 (en) | 2012-12-28 | 2018-12-18 | United Technologies Corporation | Gas turbine engine component having vascular engineered lattice structure |
| US9551228B2 (en) | 2013-01-09 | 2017-01-24 | United Technologies Corporation | Airfoil and method of making |
| US20140202650A1 (en) | 2013-01-23 | 2014-07-24 | Sikorsky Aircraft Corporation | Quasi self-destructive core for investment casting |
| JP6537221B2 (ja) | 2013-03-13 | 2019-07-03 | ハウメット コーポレイションHowmet Corporation | 複合インサートを有するエアフォイル鋳造用セラミックコア |
| US20140284016A1 (en) | 2013-03-15 | 2014-09-25 | Coorstek Medical Llc D/B/A Imds | Systems and Methods for Undercut Features on Injected Patterns |
| US9415438B2 (en) | 2013-04-19 | 2016-08-16 | United Technologies Corporation | Method for forming single crystal parts using additive manufacturing and remelt |
| US9208756B2 (en) | 2013-04-22 | 2015-12-08 | Troy Isaac | Musical instrument with aggregate shell and foam filled core |
| US9975173B2 (en) | 2013-06-03 | 2018-05-22 | United Technologies Corporation | Castings and manufacture methods |
| US20160145755A1 (en) | 2013-07-09 | 2016-05-26 | United Technologies Corporation | Lightweight metal parts produced by plating polymers |
| CA2917931A1 (en) | 2013-07-09 | 2015-01-15 | United Technologies Corporation | Plated polymer components for a gas turbine engine |
| EP3019704B1 (en) | 2013-07-12 | 2020-11-25 | United Technologies Corporation | Gas turbine engine component cooling with resupply of cooling passage |
| WO2015009448A1 (en) | 2013-07-19 | 2015-01-22 | United Technologies Corporation | Additively manufactured core |
| EP2837887B1 (en) * | 2013-08-15 | 2019-06-12 | Ansaldo Energia Switzerland AG | Combustor of a gas turbine with pressure drop optimized liner cooling |
| US9061350B2 (en) | 2013-09-18 | 2015-06-23 | General Electric Company | Ceramic core compositions, methods for making cores, methods for casting hollow titanium-containing articles, and hollow titanium-containing articles |
| WO2015042089A1 (en) | 2013-09-23 | 2015-03-26 | United Technologies Corporation | Method of generating support structure of tube components to become functional features |
| WO2015050987A1 (en) | 2013-10-04 | 2015-04-09 | United Technologies Corporation | Additive manufactured fuel nozzle core for a gas turbine engine |
| CN105682783A (zh) | 2013-11-15 | 2016-06-15 | 陶氏环球技术有限责任公司 | 界面表面发生器及其制造方法 |
| EP3074159A4 (en) | 2013-11-27 | 2017-08-02 | United Technologies Corporation | Method and apparatus for manufacturing a multi-alloy cast structure |
| WO2015094636A1 (en) | 2013-12-16 | 2015-06-25 | United Technologies Corporation | Gas turbine engine blade with ceramic tip and cooling arrangement |
| US20150174653A1 (en) | 2013-12-19 | 2015-06-25 | United Technologies Corporation | System and methods for removing core elements of cast components |
| US8864469B1 (en) | 2014-01-20 | 2014-10-21 | Florida Turbine Technologies, Inc. | Turbine rotor blade with super cooling |
| CA2885074A1 (en) | 2014-04-24 | 2015-10-24 | Howmet Corporation | Ceramic casting core made by additive manufacturing |
| CN104399888B (zh) * | 2014-11-07 | 2016-06-22 | 沈阳黎明航空发动机(集团)有限责任公司 | 一种控制航空发动机空心叶片壁厚的熔模铸造方法 |
| US10335853B2 (en) * | 2016-04-27 | 2019-07-02 | General Electric Company | Method and assembly for forming components using a jacketed core |
| US10286450B2 (en) * | 2016-04-27 | 2019-05-14 | General Electric Company | Method and assembly for forming components using a jacketed core |
-
2016
- 2016-04-27 US US15/140,050 patent/US10286450B2/en active Active
-
2017
- 2017-04-21 JP JP2017084101A patent/JP6924063B2/ja active Active
- 2017-04-26 KR KR1020170053709A patent/KR102261351B1/ko active Active
- 2017-04-27 EP EP17168418.6A patent/EP3238859B1/en active Active
- 2017-04-27 CN CN201710290301.6A patent/CN107309403B/zh active Active
-
2019
- 2019-03-26 US US16/365,615 patent/US10981221B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0190114A1 (en) * | 1985-02-01 | 1986-08-06 | Ab Volvo | Molded metal object and method to manufacture the same |
| US5291654A (en) * | 1993-03-29 | 1994-03-08 | United Technologies Corporation | Method for producing hollow investment castings |
| US5950705A (en) * | 1996-12-03 | 1999-09-14 | General Electric Company | Method for casting and controlling wall thickness |
| US20100304064A1 (en) * | 2007-05-16 | 2010-12-02 | Mtu Aero Engines Gmbh | Method for producing a cast part, casting mould and cast part produced therewith |
Also Published As
| Publication number | Publication date |
|---|---|
| US10981221B2 (en) | 2021-04-20 |
| US20190217381A1 (en) | 2019-07-18 |
| KR102261351B1 (ko) | 2021-06-09 |
| US10286450B2 (en) | 2019-05-14 |
| CN107309403B (zh) | 2020-12-29 |
| EP3238859A1 (en) | 2017-11-01 |
| US20170312815A1 (en) | 2017-11-02 |
| CN107309403A (zh) | 2017-11-03 |
| EP3238859B1 (en) | 2018-11-28 |
| JP2017196666A (ja) | 2017-11-02 |
| JP6924063B2 (ja) | 2021-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3181263B1 (en) | Method and assembly for forming components having internal passages using a lattice structure | |
| US10981221B2 (en) | Method and assembly for forming components using a jacketed core | |
| US10766065B2 (en) | Method and assembly for a multiple component core assembly | |
| US20200030872A1 (en) | Additively manufactured casting core-shell hybrid mold and ceramic shell | |
| US9968991B2 (en) | Method and assembly for forming components having internal passages using a lattice structure | |
| KR102323268B1 (ko) | 재킷식 코어를 사용하여 구성요소를 형성하는 방법 및 조립체 | |
| EP3184198B1 (en) | Method and assembly for forming components having internal passages using a jacketed core | |
| US10508553B2 (en) | Components having separable outer wall plugs for modulated film cooling | |
| EP3181265A1 (en) | Method and assembly for forming components having internal passages using a lattice structure | |
| US10279388B2 (en) | Methods for forming components using a jacketed mold pattern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R14-asn-PN2301 |
|
| R17-X000 | Change to representative recorded |
St.27 status event code: A-5-5-R10-R17-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R13-asn-PN2301 St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| R11 | Change to the name of applicant or owner or transfer of ownership requested |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R11-ASN-PN2301 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R13 | Change to the name of applicant or owner recorded |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R13-ASN-PN2301 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |