KR20170123730A - 저열팽창계수를 가지는 세라믹 하니컴 촉매 지지체의 제조방법 및 이에 따라 제조된 세라믹 하니컴 촉매 지지체 - Google Patents
저열팽창계수를 가지는 세라믹 하니컴 촉매 지지체의 제조방법 및 이에 따라 제조된 세라믹 하니컴 촉매 지지체 Download PDFInfo
- Publication number
- KR20170123730A KR20170123730A KR1020160050245A KR20160050245A KR20170123730A KR 20170123730 A KR20170123730 A KR 20170123730A KR 1020160050245 A KR1020160050245 A KR 1020160050245A KR 20160050245 A KR20160050245 A KR 20160050245A KR 20170123730 A KR20170123730 A KR 20170123730A
- Authority
- KR
- South Korea
- Prior art keywords
- catalyst support
- ceramic honeycomb
- honeycomb catalyst
- firing
- hours
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/0009—Use of binding agents; Moulding; Pressing; Powdering; Granulating; Addition of materials ameliorating the mechanical properties of the product catalyst
- B01J37/0018—Addition of a binding agent or of material, later completely removed among others as result of heat treatment, leaching or washing,(e.g. forming of pores; protective layer, desintegrating by heat)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/08—Heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/34—Chemical or biological purification of waste gases
- B01D53/92—Chemical or biological purification of waste gases of engine exhaust gases
- B01D53/94—Chemical or biological purification of waste gases of engine exhaust gases by catalytic processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J21/00—Catalysts comprising the elements, oxides, or hydroxides of magnesium, boron, aluminium, carbon, silicon, titanium, zirconium, or hafnium
- B01J21/16—Clays or other mineral silicates
-
- B01J32/00—
-
- B01J35/04—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J35/00—Catalysts, in general, characterised by their form or physical properties
- B01J35/50—Catalysts, in general, characterised by their form or physical properties characterised by their shape or configuration
- B01J35/56—Foraminous structures having flow-through passages or channels, e.g. grids or three-dimensional [3D] monoliths
- B01J35/57—Honeycombs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/0009—Use of binding agents; Moulding; Pressing; Powdering; Granulating; Addition of materials ameliorating the mechanical properties of the product catalyst
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/04—Mixing
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Combustion & Propulsion (AREA)
- Dispersion Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Biomedical Technology (AREA)
- Environmental & Geological Engineering (AREA)
- Analytical Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Catalysts (AREA)
Abstract
Description
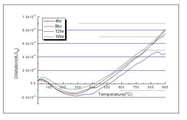
도 2 및 도 3은 세라믹 허니컴 촉매 지지체 제조시 소성단계에서 유지시간에 따른 열팽창계수의 변화를 나타낸 그래프이다.
| 소성온도(℃) | 1410 | 1415 | 1420 | 1425 |
| 다공도(%) | 39.11 | 39.45 | 39.87 | 39.25 |
| 수분 흡수도(%) | 25.27 | 25.56 | 26.09 | 25.46 |
| CTE(*10-6/℃) | 0.676 | 0.596 | 0.806 | 0.765 |
| 소성시간(hours) | 4 | 8 | 12 | 16 |
| 다공도(%) | 39.11 | 39.31 | 41.70 | 41.39 |
| 수분 흡수도(%) | 25.27 | 25.39 | 27.97 | 27.69 |
| CTE(*10-6/℃) | 0.676 | 0.717 | 0.491 | 0.690 |
| 소성시간(hours) | 4 | 8 | 12 | 16 |
| 다공도(%) | 39.45 | 39.66 | 39.87 | 40.53 |
| 수분 흡수도(%) | 25.56 | 25.70 | 26.05 | 26.71 |
| CTE(*10-6/℃) | 0.595 | 1.063 | 0.932 | 0.728 |
| 소성 조건 | Indi/cord 비율 | CTE |
| 1410℃에서 4시간 | 32.3/67.7 | 0.676 |
| 1415℃에서 4시간 | 30.6/69.4 | 0.596 |
| 1420℃에서 4시간 | 34.4/65.6 | 0.806 |
| 1410℃에서 12시간 | 24.6/75.4 | 0.491 |
| 1410℃에서 16시간 | 23.2/76.8 | 0.69 |
Claims (4)
- 코디어라이트를 주성분으로 하는 촉매 지지체 성분을 혼합하는 혼합물 제조단계, 성형단계, 가열단계 및 소성단계로 이루어진 세라믹 하니컴 지지체의 제조방법에 있어서,
상기 소성 단계를 소성온도 1408 내지 1412℃에서 10 내지 14시간 동안 수행하거나, 또는 소성온도 1413 내지 1417℃에서 3 내지 5시간 동안 수행하는 것을 특징으로 하는 저열팽창계수를 가지는 세라믹 하니컴 촉매 지지체의 제조방법. - 제 1 항에 있어서,
상기 코디어라이트를 주성분으로 하는 촉매 지지체 성분이 코디어라이트 100 중량부에 대하여 흑연 1 내지 2 중량부, 바인더 4 내지 6 중량부, 폴리비닐알코올 1 내지 2 중량부, 트리에틸렌글리콜 0.1 내지 1 중량부 및 윤활오일 0.1 내지 1 중량부인 것을 특징으로 하는 저열팽창계수를 가지는 세라믹 하니컴 촉매 지지체의 제조방법. - 제 1 항에 있어서,
상기 성형단계는 상기 혼합물 제조단계를 통해 혼합된 혼합물을 허니컴 구조로 성형하여 이루어지는 것을 특징으로 하는 저열팽창계수를 가지는 세라믹 하니컴 촉매 지지체의 제조방법. - 제 1 항에 있어서,
상기 가열단계는 상기 성형단계를 통해 제조된 성형물을 0.87 내지 3℃/min의 승온속도로 상기 소성온도까지 가열하여 이루어지는 것을 특징으로 하는 저열팽창계수를 가지는 세라믹 하니컴 촉매 지지체의 제조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160050245A KR101807833B1 (ko) | 2016-04-25 | 2016-04-25 | 저열팽창계수를 가지는 세라믹 하니컴 촉매 지지체의 제조방법 및 이에 따라 제조된 세라믹 하니컴 촉매 지지체 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160050245A KR101807833B1 (ko) | 2016-04-25 | 2016-04-25 | 저열팽창계수를 가지는 세라믹 하니컴 촉매 지지체의 제조방법 및 이에 따라 제조된 세라믹 하니컴 촉매 지지체 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170123730A true KR20170123730A (ko) | 2017-11-09 |
| KR101807833B1 KR101807833B1 (ko) | 2017-12-11 |
Family
ID=60385888
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160050245A Active KR101807833B1 (ko) | 2016-04-25 | 2016-04-25 | 저열팽창계수를 가지는 세라믹 하니컴 촉매 지지체의 제조방법 및 이에 따라 제조된 세라믹 하니컴 촉매 지지체 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101807833B1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019212094A1 (ko) * | 2018-05-02 | 2019-11-07 | (주)오앤케이테크 | 다공성 세라믹 발열체 조성물 및 상기 조성물로 제작된 세라믹 발열 구조체 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102199010B1 (ko) * | 2018-11-16 | 2021-01-07 | (주) 세라컴 | 열팽창 계수가 개선된 디젤 입자 필터의 제조방법 및 그 제조방법으로 제조된 디젤 입자 필터 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001289041A (ja) | 2000-04-07 | 2001-10-19 | Ibiden Co Ltd | 排ガス浄化用触媒コンバーター及びディーゼルパティキュレートフィルターシステム,並びにこれらの製造方法 |
-
2016
- 2016-04-25 KR KR1020160050245A patent/KR101807833B1/ko active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019212094A1 (ko) * | 2018-05-02 | 2019-11-07 | (주)오앤케이테크 | 다공성 세라믹 발열체 조성물 및 상기 조성물로 제작된 세라믹 발열 구조체 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101807833B1 (ko) | 2017-12-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4870657B2 (ja) | セラミックハニカム構造体およびその製造方法 | |
| US11719142B2 (en) | Porous ceramic material, filter, and articles | |
| US6582796B1 (en) | Monolithic honeycomb structure made of porous ceramic and use as a particle filter | |
| US20060290036A1 (en) | Method of manufacturing honeycomb structure | |
| WO2009122535A1 (ja) | ハニカム構造体の製造方法 | |
| US8729436B2 (en) | Drying process and apparatus for ceramic greenware | |
| EP1666120A1 (en) | Honeycomb structural body and method of manufacturing the same | |
| WO2007019801A1 (en) | A honeycomb ceramic particle-capturing filter carrier, a particle-capturing filter assembly and a particle-capturing filter device composed of the carriers, as well as the methods for making the same | |
| JP4495152B2 (ja) | ハニカム構造体及びその製造方法 | |
| JPWO2008084844A1 (ja) | ハニカム構造体の製造方法 | |
| JP2018061926A (ja) | 目封止ハニカム構造体 | |
| CN101612500B (zh) | 一种壁流式蜂窝陶瓷过滤体 | |
| JP2012188346A (ja) | ハニカム成形体の焼成方法およびこれを用いて得られるハニカム構造体ならびにこれを備えたガス処理装置 | |
| CN105481367A (zh) | 用于柴油机碳烟颗粒捕集的过滤体及其制备方法 | |
| KR101807833B1 (ko) | 저열팽창계수를 가지는 세라믹 하니컴 촉매 지지체의 제조방법 및 이에 따라 제조된 세라믹 하니컴 촉매 지지체 | |
| CN115819107B (zh) | 低热膨胀系数堇青石质蜂窝陶瓷载体、制备方法及应用 | |
| KR101234445B1 (ko) | 배기가스 정화용 세라믹 필터의 조성물 및 세라믹 하니컴 필터의 제조방법 | |
| KR101917802B1 (ko) | 개선된 촉매 성능을 나타내는 촉매 지지체 및 이의 제조 방법 및 이에 의해 제조된 촉매 지지체 | |
| JP2007045686A (ja) | 多孔質セラミックス構造体の製造方法 | |
| CN109415274B (zh) | 蜂窝结构体和蜂窝结构体的制造方法 | |
| WO2009122536A1 (ja) | ハニカム構造体の製造方法 | |
| US11673131B2 (en) | Honeycomb structure | |
| WO2009122537A1 (ja) | ハニカム構造体の製造方法 | |
| JPH0283278A (ja) | 多孔質セラミックハニカム構造体の製法 | |
| JP4476896B2 (ja) | 多孔質セラミックス構造体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| AMND | Amendment | ||
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| AMND | Amendment | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PX0901 | Re-examination |
St.27 status event code: A-2-3-E10-E12-rex-PX0901 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| PX0701 | Decision of registration after re-examination |
St.27 status event code: A-3-4-F10-F13-rex-PX0701 |
|
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| S20-X000 | Security interest recorded |
St.27 status event code: A-4-4-S10-S20-lic-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| S22-X000 | Recordation of security interest cancelled |
St.27 status event code: A-4-4-S10-S22-lic-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 8 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R13-asn-PN2301 St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 9 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 9 |