KR20170127010A - 알루미늄 합금 제품, 및 이의 제조 방법 - Google Patents
알루미늄 합금 제품, 및 이의 제조 방법 Download PDFInfo
- Publication number
- KR20170127010A KR20170127010A KR1020177028691A KR20177028691A KR20170127010A KR 20170127010 A KR20170127010 A KR 20170127010A KR 1020177028691 A KR1020177028691 A KR 1020177028691A KR 20177028691 A KR20177028691 A KR 20177028691A KR 20170127010 A KR20170127010 A KR 20170127010A
- Authority
- KR
- South Korea
- Prior art keywords
- aluminum alloy
- ceramic
- aluminum
- particles
- metal particles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
-
- B22F3/1055—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/008—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression characterised by the composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K10/00—Welding or cutting by means of a plasma
- B23K10/02—Plasma welding
- B23K10/027—Welding for purposes other than joining, e.g. build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
- B23K15/0046—Welding
- B23K15/0086—Welding welding for purposes other than joining, e.g. build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
- B23K15/0046—Welding
- B23K15/0093—Welding characterised by the properties of the materials to be welded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/0006—Working by laser beam, e.g. welding, cutting or boring taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/04—Automatically aligning, aiming or focusing the laser beam, e.g. using the back-scattered light
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
- B23K35/0261—Rods, electrodes or wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/28—Selection of soldering or welding materials proper with the principal constituent melting at less than 950°C
- B23K35/286—Al as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/365—Selection of non-metallic compositions of coating materials either alone or conjoint with selection of soldering or welding materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
- B33Y70/10—Composites of different types of material, e.g. mixtures of ceramics and polymers or mixtures of metals and biomaterials
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/12—Alloys based on aluminium with copper as the next major constituent
- C22C21/14—Alloys based on aluminium with copper as the next major constituent with silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/12—Alloys based on aluminium with copper as the next major constituent
- C22C21/16—Alloys based on aluminium with copper as the next major constituent with magnesium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C32/00—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ
- C22C32/0047—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with carbides, nitrides, borides or silicides as the main non-metallic constituents
- C22C32/0052—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with carbides, nitrides, borides or silicides as the main non-metallic constituents only carbides
- C22C32/0063—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with carbides, nitrides, borides or silicides as the main non-metallic constituents only carbides based on SiC
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C32/00—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ
- C22C32/0047—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with carbides, nitrides, borides or silicides as the main non-metallic constituents
- C22C32/0068—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with carbides, nitrides, borides or silicides as the main non-metallic constituents only nitrides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C32/00—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ
- C22C32/0047—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with carbides, nitrides, borides or silicides as the main non-metallic constituents
- C22C32/0073—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with carbides, nitrides, borides or silicides as the main non-metallic constituents only borides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/25—Direct deposition of metal particles, e.g. direct metal deposition [DMD] or laser engineered net shaping [LENS]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/34—Process control of powder characteristics, e.g. density, oxidation or flowability
-
- B22F2003/1057—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/05—Light metals
- B22F2301/052—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2302/00—Metal Compound, non-Metallic compound or non-metal composition of the powder or its coating
- B22F2302/05—Boride
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/10—Aluminium or alloys thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/16—Composite materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic materials other than metals or composite materials
- B23K2103/52—Ceramics
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Composite Materials (AREA)
- Plasma & Fusion (AREA)
- Optics & Photonics (AREA)
- Ceramic Engineering (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Automation & Control Theory (AREA)
- Powder Metallurgy (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
Abstract
본 발명은 1 내지 30 부피%의 세라믹상을 갖는 알루미늄 합금 제품에 관한 것이다. 알루미늄 합금 제품은 1 내지 30 부피%의 세라믹상을 갖는 알루미늄 합금 제품의 생성을 용이하게 하기 위해 적층 제조 기술을 통해 생성될 수 있다.
Description
알루미늄 합금 제품은 일반적으로 형상 캐스팅(shape casting) 또는 가공(wrought) 공정 중 어느 하나를 통해 생성된다. 형상 캐스팅은 일반적으로 용융 알루미늄 합금을, 예를 들어, 가압-다이, 영구 주형, 그린- 및 드라이-샌드(green- and dry-sand), 인베스트먼트, 및 석고(plaster) 캐스팅을 통해, 그의 최종 형태로 캐스팅하는 것을 포함한다. 가공 제품은 일반적으로 용융 알루미늄 합금을 잉곳(ingot) 또는 빌릿(billet)으로 캐스팅함으로써 생성된다. 잉곳 또는 빌릿을 일반적으로, 때때로 냉간 가공과 함께, 추가로 열간 가공하여 그의 최종 형태를 생성한다.
대체로, 본 발명은 높은 부피 퍼센트 (예를 들어, 1 내지 30 부피%)의 적어도 하나의 세라믹상(ceramic phase)이 포함되어 있는 알루미늄계 제품 (예를 들어, 알루미늄 합금 제품)에 관한 것이다. 그러한 알루미늄계 제품은 적층 제조(additive manufacturing)를 통해 생성될 수 있다. 세라믹상의 큰 부피는 고온에서의 강도 유지율(retention of strength) 개선 및/또는 강성(stiffness) 개선과 같은 특성 개선을 용이하게 할 수 있다.
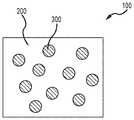
도 1은 대체로 균질한 미세구조를 갖는 적층 제조된 제품(100)의 개략 단면도이다.
도 2는, 알루미늄 합금을 포함하는 제1 영역(200) 및 세라믹상을 포함하는 제2 영역(300)을 가지며 단일 분말로부터 생성된, 적층 제조된 제품의 개략 단면도이다.
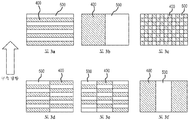
도 3a 내지 도 3f는 제1 영역(400) 및 제1 영역과는 상이한 제2 영역(500)을 갖는 적층 제조된 제품의 개략 단면도이며, 이때 제1 영역은 금속 분말을 통해 생성되고 제2 영역은 세라믹-금속 분말 또는 세라믹 분말을 통해 생성된다.
도 4는 적층 제조된 알루미늄 합금 제품에 대해 완료될 수 있는 일부 잠재적인 처리 작업을 예시하는 흐름도이다. 용해 (20), 가공 (30), 및 침전 (40) 단계가 연속하여 예시되어 있지만, 단계들은 임의의 적용가능한 순서로 완료될 수 있다.
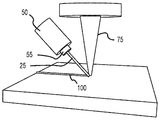
도 5a는 전자 빔 적층 제조를 사용하여 알루미늄 합금 본체를 생성하는 일 실시 형태의 개략도이다.
도 5b는 도 5a의 전자 빔 실시 형태에 유용한 와이어의 일 실시 형태를 예시하며, 상기 와이어는 외측 튜브 부분, 및 외측 튜브 부분 내에 수용된 소정 부피의 입자를 갖는다.
도 6a 및 도 6b는 금속 입자 내에 캡슐화된 TiB2 입자를 나타내는 실시예 1의 무화(atomized) 분말의 SEM 사진이며; TiB2는 금속 입자의 AA2519 매트릭스 내에 균질하게 분포된다.
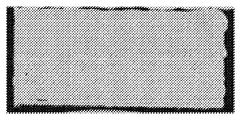
도 7a 내지 도 7c는 (a) XY 평면, (b) YZ 평면, 및 (c) XZ 평면에서의 실시예 1의 구축된 그대로의(as-built) AM 구성요소의 광학적 금속조직학(optical metallography)을 예시한다.
도 2는, 알루미늄 합금을 포함하는 제1 영역(200) 및 세라믹상을 포함하는 제2 영역(300)을 가지며 단일 분말로부터 생성된, 적층 제조된 제품의 개략 단면도이다.
도 3a 내지 도 3f는 제1 영역(400) 및 제1 영역과는 상이한 제2 영역(500)을 갖는 적층 제조된 제품의 개략 단면도이며, 이때 제1 영역은 금속 분말을 통해 생성되고 제2 영역은 세라믹-금속 분말 또는 세라믹 분말을 통해 생성된다.
도 4는 적층 제조된 알루미늄 합금 제품에 대해 완료될 수 있는 일부 잠재적인 처리 작업을 예시하는 흐름도이다. 용해 (20), 가공 (30), 및 침전 (40) 단계가 연속하여 예시되어 있지만, 단계들은 임의의 적용가능한 순서로 완료될 수 있다.
도 5a는 전자 빔 적층 제조를 사용하여 알루미늄 합금 본체를 생성하는 일 실시 형태의 개략도이다.
도 5b는 도 5a의 전자 빔 실시 형태에 유용한 와이어의 일 실시 형태를 예시하며, 상기 와이어는 외측 튜브 부분, 및 외측 튜브 부분 내에 수용된 소정 부피의 입자를 갖는다.
도 6a 및 도 6b는 금속 입자 내에 캡슐화된 TiB2 입자를 나타내는 실시예 1의 무화(atomized) 분말의 SEM 사진이며; TiB2는 금속 입자의 AA2519 매트릭스 내에 균질하게 분포된다.
도 7a 내지 도 7c는 (a) XY 평면, (b) YZ 평면, 및 (c) XZ 평면에서의 실시예 1의 구축된 그대로의(as-built) AM 구성요소의 광학적 금속조직학(optical metallography)을 예시한다.
상기에 언급된 바와 같이, 대체로 본 발명은 높은 부피 퍼센트 (예를 들어, 1 내지 30 부피%)의 적어도 하나의 세라믹상이 포함되어 있는 알루미늄계 제품 (예를 들어, 알루미늄 합금 제품)에 관한 것이다. 그러한 알루미늄계 제품은 적층 제조를 통해 생성될 수 있다. 세라믹상의 큰 부피는 고온에서의 강도 유지율 개선 및/또는 강성 개선과 같은 특성 개선을 용이하게 할 수 있다.
일반적으로, 새로운 알루미늄 합금 제품은 형성될 특정 알루미늄 재료 (금속 알루미늄 또는 알루미늄 합금)의 액상선 온도(liquidus temperature)보다 높은 온도로 분말을 선택적으로 가열하여, 용융 풀(molten pool)을 형성한 후에 이 용융 풀을 급속 응고하는 것을 용이하게 하는 방법을 통해 생성된다. 급속 응고는 다양한 합금화 원소를 알루미늄과의 고용체로 유지하는 것을 용이하게 한다. 일 실시 형태에서, 새로운 알루미늄 합금 제품은 적층 제조 기술을 통해 생성된다.
본 명세서에 사용되는 바와 같이, "적층 제조"는, "적층 제조 기술에 대한 표준 용어"(Standard Terminology for Additively Manufacturing Technologies)라는 명칭의 ASTM F2792-12a에 정의된 바와 같이, "절삭 제조(subtractive manufacturing) 방법론과 대조적으로, 보통 층층이(layer upon layer), 재료들을 결합하여 3D 모델 데이터로부터 물체를 제조하는 공정"을 의미한다. 본 명세서에 기재된 알루미늄 합금 제품은 이러한 ASTM 표준에 기재된 임의의 적절한 적층 제조 기술, 예를 들어, 특히 결합제 분사(binder jetting), 지향 에너지 침착(directed energy deposition), 재료 압출, 재료 분사, 분말층 융합(powder bed fusion), 또는 시트 라미네이션을 통해 제조될 수 있다. 일 실시 형태에서, 적층 제조 공정은 하나 이상의 분말의 연이은 층들을 침착하고, 이어서 분말을 선택적으로 용융 및/또는 소결시켜, 알루미늄 합금 제품을 층상으로(layer-by-layer) 생성하는 것을 포함한다. 일 실시 형태에서, 적층 제조 공정은 특히 선택적 레이저 소결(Selective Laser Sintering; SLS), 선택적 레이저 용융(Selective Laser Melting; SLM), 및 전자 빔 용융(Electron Beam Melting; EBM) 중 하나 이상을 사용한다. 일 실시 형태에서, 적층 제조 공정은 이오에스 게엠베하(EOS GmbH; 독일 82152 뮌헨/크라일링, 로베르트-스털링-링 1 소재)로부터 입수가능한 이오신트(EOSINT) M 280 다이렉트 메탈 레이저 신터링(Direct Metal Laser Sintering) (DMLS) 적층 제조 시스템, 또는 비견되는 시스템을 사용한다. 적층 제조 기술은, 분말을 특정 알루미늄 합금의 액상선 온도를 초과하여 선택적으로 가열하여, 용융 풀을 형성한 후에 용융 풀을 급속 응고하는 것을 용이하게 할 수 있다.
일 실시 형태에서, 방법은 (a) 분말을 층(bed) 내에 분산시키는 단계, (b) 분말의 일부를 형성될 특정 알루미늄 합금의 액상선 온도보다 높은 온도로 (예를 들어, 레이저를 통해) 선택적으로 가열하는 단계, (c) 용융 풀을 형성하는 단계, 및 (d) 용융 풀을 1,000℃/초 이상의 냉각 속도로 냉각시키는 단계를 포함한다. 일 실시 형태에서, 냉각 속도는 10,000℃/초 이상이다. 다른 실시 형태에서, 냉각 속도는 100,000℃/초 이상이다. 다른 실시 형태에서, 냉각 속도는1,000,000℃/초 이상이다. 알루미늄 합금 제품이 완성될 때까지 단계 (a) 내지 단계 (d)를 필요에 따라 반복할 수 있다.
처리에 사용되는 분말 및 제작 기술로 인해, 최종 알루미늄 합금 제품은 이론적인 100% 밀도에 가까운 밀도를 실현할 수 있다. 일 실시 형태에서, 최종 알루미늄 합금 제품은 제품의 이론적 밀도의 98%의 밀도를 실현한다. 다른 실시 형태에서, 최종 알루미늄 합금 제품은 제품의 이론적 밀도의 98.5%의 밀도를 실현한다. 또 다른 실시 형태에서, 최종 알루미늄 합금 제품은 제품의 이론적 밀도의 99.0%의 밀도를 실현한다. 다른 실시 형태에서, 최종 알루미늄 합금 제품은 제품의 이론적 밀도의 99.5%의 밀도를 실현한다. 또 다른 실시 형태에서, 최종 알루미늄 합금 제품은 제품의 이론적 밀도의 99.7% 이상의 밀도를 실현한다.
본 명세서에 사용되는 바와 같이, "분말"은 적층 제조를 통해 알루미늄 합금 제품을 생성하기에 적합한 입자를 포함하는 재료를 의미한다. 일 실시 형태에서, 분말은 금속 입자를 포함한다. 일 실시 형태에서, 분말은 세라믹 입자를 포함한다. 일 실시 형태에서, 분말은 세라믹 입자 및 금속 입자를 포함한다. 일 실시 형태에서, 분말은 세라믹-금속 입자를, 선택적으로 개별적인 세라믹 입자 및/또는 금속 입자와 함께 포함한다. 임의의 이들 실시 형태에서, 분말은 선택적으로, 하기에 정의된 바와 같은, 다른 입자를 포함할 수 있다.
본 명세서에 사용되는 바와 같이, "세라믹"은 하기 화합물들 중 적어도 하나를 포함하는 재료를 의미한다: TiB2, TiC, SiC, Al2O3, BC, BN, 및 Si3N4. 본 명세서에 사용되는 바와 같이, "세라믹 입자"는 세라믹으로 본질적으로 이루어진 입자이다.
본 명세서에 사용되는 바와 같이, "금속 입자"는, 상기에 정의된 바와 같은 세라믹 입자가 아니며 적어도 하나의 금속을 갖는 임의의 입자를 의미한다. 일 실시 형태에서, 금속 입자는 금속 알루미늄으로 본질적으로 이루어진다. 다른 실시 형태에서, 금속 입자는 알루미늄 합금으로 본질적으로 이루어진다.
본 명세서에 사용되는 바와 같이, "금속 알루미늄"은 99.00 중량% 이상의 Al을 포함하는 재료를 의미한다. 금속 알루미늄 재료의 예에는, 본 명세서에 전체적으로 참고로 포함된 문헌[the Aluminum Association document "International Alloy Designations and Chemical Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys" (2009)]("틸 시트"(Teal Sheet)로도 알려져 있음)에 의해 정의된 바와 같은 1xxx 알루미늄 조성물, 및 본 명세서에 전체적으로 참고로 포함된 문헌[the Aluminum Association document "Designations and Chemical Composition Limits for Aluminum Alloys in the Form of Castings and Ingot" (2009)]("핑크 시트"(Pink Sheet)로도 알려져 있음)에 의해 정의된 바와 같은 1xx 알루미늄 캐스팅 및 잉곳 조성물이 포함된다.
본 명세서에 사용되는 바와 같이, "알루미늄 합금"은 알루미늄을 우세한 원소로서 갖고 적어도 하나의 다른 요소를 알루미늄과의 고용체로 갖는 합금을 의미한다. 알루미늄 합금의 예에는 틸 시트에 의해 정의된 바와 같은, 2xxx, 3xxx, 4xxx, 5xxx, 6xxx, 7xxx, 및 8xxx 알루미늄 합금, 및 핑크 시트에 의해 정의된 바와 같은, 2xx, 3xx, 4xx, 5xx, 7xx, 8xx 및 9xx 알루미늄 캐스팅 및 잉곳 합금이 포함된다.
일 실시 형태에서, 금속 입자는 1xxx 알루미늄 합금의 범주에 속하는 조성물로 이루어진다. 본 명세서에 사용되는 바와 같이, "1xxx 알루미늄 합금"은, 틸 시트에 의해 정의된 바와 같이, 99.00 중량% 이상의 Al을 포함하며, 선택적으로 정상 적층 제조 공정으로 인한 허용가능한 수준의 산소 (예를 들어, 약 0.01 내지 0.20 중량%의 O)를 포함하는 알루미늄 합금이다. "1xxx 알루미늄 합금" 조성물은 핑크 시트의 1xx 합금 조성물을 포함한다. 용어 "1xxx 알루미늄 합금"은 순수 알루미늄 제품 (예를 들어, 99.99% Al 제품)을 포함한다. 본 명세서에 사용되는 바와 같이, 용어 "1xxx 알루미늄 합금"은 단지 조성을 지칭하는 것이지 어떠한 관련 처리를 지칭하는 것이 아니며, 즉 본 명세서에 사용되는 바와 같이 1xxx 알루미늄 합금 제품은 본 명세서에 기재된 1xxx 알루미늄 합금 조성물/제품으로 간주되도록 가공 제품일 필요는 없다.
일 실시 형태에서, 금속 입자는, 틸 시트에 정의된 바와 같은, 2xxx 알루미늄 합금의 범주에 속하는 조성물로 이루어진다. 2xxx 알루미늄 합금은, 알루미늄을 제외하고는, 구리 (Cu)를 우세한 합금화 원소로서 포함하고, 선택적으로 정상 적층 제조 공정으로 인한 허용가능한 수준의 산소 (예를 들어, 약 0.01 내지 0.20 중량%의 O)를 포함하는 알루미늄 합금이다. 2xxx 알루미늄 합금 조성물은 핑크 시트의 2xx 합금 조성물을 포함한다. 또한, 본 명세서에 사용되는 바와 같이, 용어 "2xxx 알루미늄 합금"은 단지 조성을 지칭하는 것이지 어떠한 관련 처리를 지칭하는 것이 아니며, 즉 본 명세서에 사용되는 바와 같이 2xxx 알루미늄 합금 제품은 본 명세서에 기재된 2xxx 알루미늄 합금 조성물/제품으로 간주되도록 가공 제품일 필요는 없다.
일 실시 형태에서, 금속 입자는, 틸 시트에 정의된 바와 같은, 3xxx 알루미늄 합금의 범주에 속하는 조성물로 이루어진다. 3xxx 알루미늄 합금은, 알루미늄을 제외하고는, 망간 (Mn)을 우세한 합금화 원소로서 포함하고, 선택적으로 정상 적층 제조 공정으로 인한 허용가능한 수준의 산소 (예를 들어, 약 0.01 내지 0.20 중량%의 O)를 포함하는 알루미늄 합금이다. 또한, 본 명세서에 사용되는 바와 같이, 용어 "3xxx 알루미늄 합금"은 단지 조성을 지칭하는 것이지 어떠한 관련 처리를 지칭하는 것이 아니며, 즉 본 명세서에 사용되는 바와 같이 3xxx 알루미늄 합금 제품은 본 명세서에 기재된 3xxx 알루미늄 합금 조성물/제품으로 간주되도록 가공 제품일 필요는 없다.
일 실시 형태에서, 금속 입자는, 틸 시트에 정의된 바와 같은, 4xxx 알루미늄 합금의 범주에 속하는 조성물로 이루어진다. 4xxx 알루미늄 합금은, 알루미늄을 제외하고는, 규소 (Si)를 우세한 합금화 원소로서 포함하고, 선택적으로 정상 적층 제조 공정으로 인한 허용가능한 수준의 산소 (예를 들어, 약 0.01 내지 0.20 중량%의 O)를 포함하는 알루미늄 합금이다. 4xxx 알루미늄 합금 조성물은 핑크 시트의 3xx 합금 조성물 및 4xx 합금 조성물을 포함한다. 또한, 본 명세서에 사용되는 바와 같이, 용어 "4xxx 알루미늄 합금"은 단지 조성을 지칭하는 것이지 어떠한 관련 처리를 지칭하는 것이 아니며, 즉 본 명세서에 사용되는 바와 같이 4xxx 알루미늄 합금 제품은 본 명세서에 기재된 4xxx 알루미늄 합금 조성물/제품으로 간주되도록 가공 제품일 필요는 없다.
일 실시 형태에서, 금속 입자는, 틸 시트에 정의된 바와 같은, 5xxx 알루미늄 합금으로 이루어진 조성물로 이루어진다. 5xxx 알루미늄 합금은, 알루미늄을 제외하고는, 마그네슘 (Mg)을 우세한 합금화 원소로서 포함하고, 선택적으로 정상 적층 제조 공정으로 인한 허용가능한 수준의 산소 (예를 들어, 약 0.01 내지 0.20 중량%의 O)를 포함하는 알루미늄 합금이다. 5xxx 알루미늄 합금 조성물은 핑크 시트의 5xx 합금 조성물을 포함한다. 또한, 본 명세서에 사용되는 바와 같이, 용어 "5xxx 알루미늄 합금"은 단지 조성을 지칭하는 것이지 어떠한 관련 처리를 지칭하는 것이 아니며, 즉 본 명세서에 사용되는 바와 같이 5xxx 알루미늄 합금 제품은 본 명세서에 기재된 5xxx 알루미늄 합금 조성물/제품으로 간주되도록 가공 제품일 필요는 없다.
일 실시 형태에서, 금속 입자는, 틸 시트에 정의된 바와 같은, 6xxx 알루미늄 합금의 범주에 속하는 조성물로 이루어진다. 6xxx 알루미늄 합금은, 규소 및 마그네슘 둘 모두를, 침전 Mg2Si를 형성하기에 충분한 양으로 포함하고, 선택적으로 정상 적층 제조 공정으로 인한 허용가능한 수준의 산소 (예를 들어, 약 0.01 내지 0.20 중량%의 O)를 포함하는 알루미늄 합금이다. 또한, 본 명세서에 사용되는 바와 같이, 용어 "6xxx 알루미늄 합금"은 단지 조성을 지칭하는 것이지 어떠한 관련 처리를 지칭하는 것이 아니며, 즉 본 명세서에 사용되는 바와 같이 6xxx 알루미늄 합금 제품은 본 명세서에 기재된 6xxx 알루미늄 합금 조성물/제품으로 간주되도록 가공 제품일 필요는 없다.
일 실시 형태에서, 금속 입자는, 틸 시트에 정의된 바와 같은, 7xxx 알루미늄 합금의 범주에 속하는 조성물로 이루어진다. 7xxx 알루미늄 합금은, 알루미늄을 제외하고는, 아연 (Zn)을 우세한 합금화 원소로서 포함하고, 선택적으로 정상 적층 제조 공정으로 인한 허용가능한 수준의 산소 (예를 들어, 약 0.01 내지 0.20 중량%의 O)를 포함하는 알루미늄 합금이다. 7xxx 알루미늄 합금 조성물은 핑크 시트의 7xx 합금 조성물을 포함한다. 또한, 본 명세서에 사용되는 바와 같이, 용어 "7xxx 알루미늄 합금"은 단지 조성을 지칭하는 것이지 어떠한 관련 처리를 지칭하는 것이 아니며, 즉 본 명세서에 사용되는 바와 같이 7xxx 알루미늄 합금 제품은 본 명세서에 기재된 7xxx 알루미늄 합금 조성물/제품으로 간주되도록 가공 제품일 필요는 없다.
일 실시 형태에서, 금속 입자는, 틸 시트에 정의된 바와 같은, 8xxx 알루미늄 합금의 범주에 속하는 조성물로 이루어진다. 8xxx 알루미늄 합금은 1xxx 내지 7xxx 알루미늄 합금이 아닌 임의의 알루미늄 합금이다. 8xxx 알루미늄 합금의 예에는, 알루미늄 이외에, 철 또는 리튬을 우세한 합금화 원소로서 갖고, 선택적으로 정상 적층 제조 공정으로 인한 허용가능한 수준의 산소 (예를 들어, 약 0.01 내지 0.20 중량%의 O)를 포함하는 합금이 포함된다. 8xxx 알루미늄 합금 조성물은 핑크 시트의 8xx 합금 조성물 및 9xx 합금 조성물을 포함한다. 핑크 시트에 참조된 문헌[ANSI H35.1 (2009)]에 언급된 바와 같이, 9xx 합금 조성물은 구리, 규소, 마그네슘, 아연, 및 주석 이외에 "다른 원소"를 주요 합금화 원소로서 갖는 알루미늄 합금이다. 또한, 본 명세서에 사용되는 바와 같이, 용어 "8xxx 알루미늄 합금"은 단지 조성을 지칭하는 것이지 어떠한 관련 처리를 지칭하는 것이 아니며, 즉 본 명세서에 사용되는 바와 같이 8xxx 알루미늄 합금 제품은 본 명세서에 기재된 8xxx 알루미늄 합금 조성물/제품으로 간주되도록 가공 제품일 필요는 없다.
본 명세서에 사용되는 바와 같이, "세라믹-금속 입자"는 적어도 하나의 세라믹상 및 적어도 하나의 금속상(metal phase)을 갖는 입자를 의미한다. 본 명세서에 사용되는 바와 같이, "세라믹상"은 세라믹으로 본질적으로 이루어진 상을 의미한다. 본 명세서에 사용되는 바와 같이, "금속상"은 적어도 하나의 금속으로 본질적으로 이루어진 상을 의미하며, 이때 금속은 금속 형태 또는 합금된 형태일 수 있다. 예를 들어, 세라믹-금속 입자는 TiB2상 및 알루미늄상 (예를 들어, 금속 알루미늄, 알루미늄 합금) 둘 모두를 포함할 수 있다. 다수의 금속 및/또는 다수의 세라믹이 세라믹-금속 입자에 포함되어 다수의 세라믹상(들) 및/또는 금속상(들)을 생성할 수 있다.
본 명세서에 사용되는 바와 같이, "다른 입자"는 세라믹 입자, 금속 입자 또는 세라믹-금속 입자가 아닌 임의의 입자를 의미한다. "다른 입자"의 예에는 특히 탄소계 중합체 입자 (예를 들어, 단쇄 또는 장쇄 탄화수소 (분지형 또는 비분지형)), 탄소 나노튜브 입자, 및 그래핀 입자가 포함된다.
상기에 언급된 바와 같이, 적층 제조는 알루미늄 합금 제품을 층상으로 생성하는 데 사용될 수 있다. 일 실시 형태에서, 분말층이 알루미늄 합금 제품 (예를 들어, 맞춤형 알루미늄 합금 제품)을 생성하는 데 사용된다. 본 명세서에 사용되는 바와 같이 "분말층"은 분말을 포함하는 층을 의미한다. 적층 제조 동안, 상이한 조성의 입자들이 용융되고 (예를 들어, 급속히 용융되고), 이어서 (예를 들어, 균질한 혼합의 부재 하에) 응고된다. 따라서, 균질 또는 비균질 미세구조를 갖는 알루미늄 합금 제품이 생성될 수 있으며, 이러한 알루미늄 합금 제품은 통상적인 형상 캐스팅 또는 가공 제품 생성 방법을 통해서는 달성될 수 없다.
일 실시 형태에서, 적층 제조 공정 전반에서 동일한 일반 분말을 사용하여 알루미늄 합금 제품을 생성한다. 예를 들어, 그리고 이제 도 1을 참조하면, 최종 맞춤형 알루미늄 합금 제품(100)은 적층 제조 공정 동안 대체로 동일한 분말을 사용하여 생성되는 단일 영역을 포함할 수 있다. 한 가지 구체적인 예로서, 그리고 이제 도 2를 참조하면, 단일 분말은 세라믹 입자 (예를 들어, TiB2 입자)와 (b) 금속 입자 (예를 들어, 알루미늄 합금 입자)의 블렌드(blend)를 포함할 수 있다. 다른 구체적인 예로서, 단일 분말은 세라믹-금속 입자 (예를 들어, TiB2-알루미늄 합금 입자)를 포함할 수 있다. 단일 분말 또는 단일 분말 블렌드는, 큰 부피의 제1 영역 (200) 및 작은 부피의 제2 영역 (300)을 갖는 알루미늄 합금 제품을 생성하는 데 사용될 수 있다. 예를 들어, 제1 영역(200)은 (예를 들어, 금속 입자로 인한) 알루미늄 합금 영역을 포함할 수 있고, 제2 영역(300)은 (예를 들어, 세라믹 입자로 인한) 세라믹 영역을 포함할 수 있다. 제품은, 예를 들어, 세라믹 영역(300)으로 인해 더 큰 강성 및/또는 더 큰 강도를 실현할 수 있다. 세라믹-금속 입자를 포함하는 단일 분말을 사용하여 유사한 결과를 실현할 수 있다. 다른 실시 형태에서, 단일 분말은 알루미늄 재료 내에 (예를 들어, 금속 알루미늄 또는 알루미늄 합금 내에) 분산된 세라믹 재료를 갖는 세라믹-금속 입자일 수 있다. 제1 영역 (200)은 (예를 들어, 세라믹-금속 입자의 금속 알루미늄 또는 알루미늄 합금으로 인한) 금속 알루미늄 영역 또는 알루미늄 합금 영역을 포함할 수 있고, 제2 영역 (300)은 (예를 들어, 세라믹-금속 입자의 세라믹 재료로 인한) 세라믹 영역을 포함할 수 있다. 일 실시 형태에서, 알루미늄 합금 제품은 금속 알루미늄 매트릭스 또는 알루미늄 합금 매트릭스 내에 균질한 분포의 세라믹상을 포함한다. 이와 관련하여, 세라믹-금속 입자 중 적어도 일부는 세라믹-금속 입자의 알루미늄 재료 내에 균질한 분포의 세라믹 재료를 포함할 수 있다.
다른 실시 형태에서, 상이한 분말층 유형이 알루미늄 합금 제품을 생성하는 데 사용될 수 있다. 예를 들어, 제1 분말층은 제1 분말을 포함할 수 있고 제2 분말층은 제1 분말과는 상이한 제2 분말을 포함할 수 있다. 제1 분말층은 알루미늄 합금 제품의 제1 층 또는 부분을 생성하는 데 사용될 수 있고, 제2 분말층은 알루미늄 합금 제품의 제2 층 또는 부분을 생성하는 데 사용될 수 있다. 예를 들어, 그리고 이제 도 3a 내지 도 3f를 참조하면, 제1 영역(400) 및 제2 영역(500)이 존재할 수 있다. 제1 영역(400)을 생성하기 위하여, 제1 분말층이 사용될 수 있고, 제1 분말층은 금속 입자로 본질적으로 이루어진 제1 분말을 포함할 수 있다. 제2 영역(500)을 생성하기 위하여, 제2 분말층은 금속 입자와 세라믹 입자의 블렌드, 또는 세라믹-금속 입자의 제2 분말을 포함할 수 있다. 별개의 제3 영역, 별개의 제4 영역 등이 추가적인 분말 및 층을 사용하여 생성될 수 있다. 따라서, 적층 제조 공정 동안의 분말의 전체 조성 및/또는 물리적 특성을 미리 선택하여, 맞춤형 영역을 갖는 맞춤형 알루미늄 합금 제품을 생성할 수 있다.
본 명세서에 사용되는 바와 같이, "입자"는 분말층의 분말에 사용하기에 적합한 크기 (예를 들어, 5 미크론 내지 100 미크론의 크기)를 갖는 물질의 미세한 단편을 의미한다. 입자는, 예를 들어, 가스 무화(gas atomization)를 통해 생성될 수 있다. 예를 들어, 세라믹-금속 입자는 세라믹-금속 잉곳을 캐스팅하고, 이어서 후속하여 세라믹-금속 잉곳의 재료를 세라믹-금속 입자로 무화시킴으로써 생성될 수 있다. 본 명세서에 사용되는 바와 같이, "세라믹-금속 잉곳"은 적어도 하나의 금속상 및 적어도 하나의 세라믹상을 갖는 잉곳이며, 이때 적어도 하나의 세라믹상은 세라믹-금속 잉곳의 1 내지 30 부피%를 구성한다. 세라믹-금속 잉곳을 후속하여 가열하여 금속상을 액화시키고, 이로써 (액체 금속)-(고체 세라믹) 혼합물 (예를 들어, 현탁액, 콜로이드)을 생성할 수 있다. 이러한 혼합물을 (예를 들어, 교반에 의해) 균질하게 유지하고 이어서 무화시켜 세라믹-금속 입자를 생성할 수 있다. 금속 입자가 유사한 방식으로 생성될 수 있다. 세라믹 입자 및/또는 다른 입자는 열탄소 환원, 화학 증착, 및/또는 당업자에게 공지된 다른 열-화학 생성 공정에 의해 생성될 수 있다.
일 실시 형태에서, 분말은, 사용되는 제조 장치의 유형에 따라, 10 미크론 내지 105 미크론의 중위 (D50) 부피 가중 입자 크기 분포를 실현한다. 일 실시 형태에서, 분말은 95 미크론 이하의 중위 (D50) 부피 가중 입자 크기 분포를 실현한다. 일 실시 형태에서, 분말은 85 미크론 이하의 중위 (D50) 부피 가중 입자 크기 분포를 실현한다. 일 실시 형태에서, 분말은 75 미크론 이하의 중위 (D50) 부피 가중 입자 크기 분포를 실현한다. 일 실시 형태에서, 분말은 15 미크론 이상의 중위 (D50) 부피 가중 입자 크기 분포를 실현한다. 일 실시 형태에서, 분말은 20 미크론 이상의 중위 (D50) 부피 가중 입자 크기 분포를 실현한다. 일 실시 형태에서, 분말은 25 미크론 이상의 중위 (D50) 부피 가중 입자 크기 분포를 실현한다. 일 실시 형태에서, 분말은 30 미크론 이상의 중위 (D50) 부피 가중 입자 크기 분포를 실현한다. 일 실시 형태에서, 분말은 20 내지 60 미크론의 중위 (D50) 부피 가중 입자 크기 분포를 실현한다. 일 실시 형태에서, 분말은 30 내지 50 미크론의 중위 (D50) 부피 가중 입자 크기 분포를 실현한다.
상기에 언급된 바와 같이, 알루미늄 합금 제품은 일반적으로 1 내지 30 부피%의 세라믹상을 포함한다. 일 실시 형태에서, 세라믹상은 알루미늄 합금 제품의 1 내지 25 부피%를 구성한다. 다른 실시 형태에서, 세라믹상은 알루미늄 합금 제품의 1 내지 20 부피%를 구성한다. 또 다른 실시 형태에서, 세라믹상은 알루미늄 합금 제품의 1 내지 15 부피%를 구성한다. 다른 실시 형태에서, 세라믹상은 알루미늄 합금 제품의 1 내지 10 부피%를 구성한다. 또 다른 실시 형태에서, 세라믹상은 알루미늄 합금 제품의 5 내지 10 부피%를 구성한다. 또 다른 실시 형태에서, 세라믹상은 알루미늄 합금 제품의 1.5 내지 5.0 부피%를 구성한다. 다른 실시 형태에서, 세라믹상은 알루미늄 합금 제품의 1.5 내지 4.0 부피%를 구성한다. 또 다른 실시 형태에서, 세라믹상은 알루미늄 합금 제품의 1.5 내지 3.0 부피%를 구성한다.
일 태양에서, 알루미늄 합금은 2xxx 알루미늄 합금이고, 알루미늄 합금 제품은 1 내지 30 부피%의 세라믹상을 포함하는 2xxx 알루미늄 합금 제품이다. 일 실시 형태에서, 2xxx 알루미늄 합금 제품은 (틸 시트에 의해 정의된 바와 같은) 2519, 2040, 2219, 2618, 2024, 2124, 2224, 2324, 2524, 2624, 2724, 2099, 2199, 2055, 2060, 2070, 2198, 2196, 2050, 2027, 2026, 2029, 및 2014 중 하나를 알루미늄 합금으로서 포함하고, 1 내지 30 부피%의 세라믹상을 포함하고, 선택적으로 정상 적층 제조 공정으로 인한 허용가능한 수준의 산소 (예를 들어, 약 0.01 내지 0.20 중량%의 O)를 포함한다.
한 가지 접근법에서, 알루미늄 합금 제품은 1 내지 30 부피% (예를 들어, 1.5 내지 5.0 부피%)의 세라믹상을 포함하는 2519 알루미늄 합금 제품이고 (이때, 세라믹상은 TiB2, TiC, 또는 이들의 혼합물로 본질적으로 이루어짐), 선택적으로 정상 적층 제조 공정으로 인한 허용가능한 수준의 산소 (예를 들어, 약 0.01 내지 0.20 중량%의 O)를 포함한다. 틸 시트에 나타난 바와 같이, AA2519는 5.3 내지 6.4 중량%의 Cu, 0.10 내지 0.50 중량%의 Mn, 0.05 내지 0.40 중량%의 Mg, 0.02 내지 0.10 중량%의 Ti, 0.05 내지 0.15 중량%의 V, 0.10 내지 0.25 중량%의 Zr, 불순물로서의 0.25 중량% 이하의 Si, 불순물로서의 0.30 중량% 이하의 Fe (Si의 중량% + Fe의 중량%는 0.40 중량% 이하임), 및 불순물로서의 0.10 중량% 이하의 Zn을 포함하며, 잔부는 알루미늄 및 다른 불가피한 불순물이다. 1 내지 30 부피%의 세라믹상을 갖는 알루미늄 합금 2519 제품은 (예를 들어, 그의 열안정성으로 인해) 승온 응용에서 유용할 수 있다. 일 실시 형태에서, 2519 알루미늄 합금 제품은 1 내지 25 부피%의 TiB2, TiC, 또는 이들의 혼합물을 포함한다. 다른 실시 형태에서, 2519 알루미늄 합금 제품은 1 내지 20 부피%의 TiB2, TiC, 또는 이들의 혼합물을 포함한다. 또 다른 실시 형태에서, 2519 알루미늄 합금 제품은 1 내지 15 부피%의 TiB2, TiC, 또는 이들의 혼합물을 포함한다. 다른 실시 형태에서, 2519 알루미늄 합금 제품은 1 내지 10 부피%의 TiB2, TiC, 또는 이들의 혼합물을 포함한다. 또 다른 실시 형태에서, 2519 알루미늄 합금 제품은 1.5 내지 5 부피%의 TiB2, TiC, 또는 이들의 혼합물을 포함한다. 또 다른 실시 형태에서, 2519 알루미늄 합금 제품은 1.5 내지 4 부피%의 TiB2, TiC, 또는 이들의 혼합물을 포함한다. 또 다른 실시 형태에서, 2519 알루미늄 합금 제품은 1.5 내지 3 부피%의 TiB2, TiC, 또는 이들의 혼합물을 포함한다. 또 다른 실시 형태에서, 2519 알루미늄 합금 제품은 5 내지 10 부피%의 TiB2, TiC, 또는 이들의 혼합물을 포함한다.
다른 태양에서, 알루미늄 합금은 8xxx 알루미늄 합금이고, 알루미늄 합금 제품은 1 내지 30 부피%의 세라믹상을 포함하는 8xxx 알루미늄 합금 제품이다. 한 가지 접근법에서, 8xxx 알루미늄 합금 제품은 알루미늄 합금으로서의 (틸 시트에 의해 정의된 바와 같은) 8009 또는 8019이고, 1 내지 30 부피% (예를 들어, 1.5 내지 5.0 부피%)의 세라믹상을 포함하며, 선택적으로 정상 적층 제조 공정으로 인한 허용가능한 수준의 산소 (예를 들어, 약 0.01 내지 0.20 중량%의 O)를 포함한다. 틸 시트에 나타난 바와 같이, AA8009는 8.4 내지 8.9 중량%의 Fe, 1.7 내지 1.9 중량%의 Si, 1.1 내지 1.5 중량%의 V, 0.10 중량% 이하의 Ti, 불순물로서의 0.10 중량% 이하의 Mn, 불순물로서의 0.10 중량% 이하의 Cr, 불순물로서의 0.25 중량% 이하의 Zn, 불순물로서의 0.30 중량% 이하의 O를 포함하며, 잔부는 알루미늄 및 다른 불가피한 불순물이다. 틸 시트에 나타난 바와 같이, AA8019는 7.3 내지 9.3 중량%의 Fe, 3.5 내지 4.5 중량%의 Ce, 0.05 내지 0.50 중량%의 O, 0.05 중량% 이하의 Ti, 불순물로서의 0.20 중량% 이하의 Si, 불순물로서의 0.05 중량% 이하의 Mn, 불순물로서의 0.05 중량% 이하의 Zn을 포함하며, 잔부는 알루미늄 및 다른 불가피한 불순물이다. 1 내지 30 부피%의 세라믹상을 갖는 알루미늄 합금 8009 또는 8019 제품은 (예를 들어, 그의 열안정성으로 인해) 승온 응용에서 유용할 수 있다. 일 실시 형태에서, 8009 또는 8019 알루미늄 합금 제품은 1 내지 25 부피%의 TiB2, TiC, 또는 이들의 혼합물을 포함한다. 다른 실시 형태에서, 8009 또는 8019 알루미늄 합금 제품은 1 내지 20 부피%의 TiB2, TiC, 또는 이들의 혼합물을 포함한다. 또 다른 실시 형태에서, 8009 또는 8019 알루미늄 합금 제품은 1 내지 15 부피%의 TiB2, TiC, 또는 이들의 혼합물을 포함한다. 다른 실시 형태에서, 8009 또는 8019 알루미늄 합금 제품은 1 내지 10 부피%의 TiB2, TiC, 또는 이들의 혼합물을 포함한다. 또 다른 실시 형태에서, 8009 또는 8019 알루미늄 합금 제품은 1.5 내지 5 부피%의 TiB2, TiC, 또는 이들의 혼합물을 포함한다. 또 다른 실시 형태에서, 8009 또는 8019 알루미늄 합금 제품은 1.5 내지 4 부피%의 TiB2, TiC, 또는 이들의 혼합물을 포함한다. 또 다른 실시 형태에서, 8009 또는 8019 알루미늄 합금 제품은 1.5 내지 3 부피%의 TiB2, TiC, 또는 이들의 혼합물을 포함한다. 또 다른 실시 형태에서, 8009 또는 8019 알루미늄 합금 제품은 5 내지 10 부피%의 TiB2, TiC, 또는 이들의 혼합물을 포함한다.
이제 도 4를 참조하면, 적층 제조된 제품은 임의의 적절한 용해(20), 가공(30) 및/또는 침전 경화 단계(40)를 거칠 수 있다. 이용되는 경우, 용해(20) 및/또는 가공(30) 단계는 적층 제조된 본체의 중간 형태에 대해 수행될 수 있고/있거나 적층 제조된 본체의 최종 형태에 대해 수행될 수 있다. 이용되는 경우, 침전 경화 단계(40)는 일반적으로 적층 제조된 본체의 최종 형태에 대해 수행된다.
계속 도 4를 참조하면, 본 방법은 하나 이상의 용해 단계(20)를 포함할 수 있으며, 이때 중간 제품 형태 및/또는 최종 제품 형태가 제품의 고용선 온도(solvus temperature) 초과 그러나 재료의 고용선 온도 미만으로 가열되고, 이로써 용해되지 않은 입자의 적어도 일부가 용해된다. 용해 단계(20)는 적용가능한 입자를 용해시키기에 충분한 시간 동안 재료를 침지(soaking)하는 단계를 포함할 수 있다. 일 실시 형태에서, 용해 단계(20)는 균질화 단계로 간주될 수 있다. 침지 후에, 재료는 후속되는 가공을 위해 주위 온도로 냉각될 수 있다. 대안적으로, 침지 후에, 재료는 가공 단계(30)를 통해 즉시 열간 가공될 수 있다.
이용되는 경우, 가공 단계(30)는 일반적으로 중간 제품 형태를 열간 가공 및/또는 냉간 가공하는 단계를 포함한다. 열간 가공 및/또는 냉간 가공은 예를 들어 재료의 압연, 압출 또는 단조를 포함할 수 있다. 가공(30)은 임의의 용해 단계(20) 전에 및/또는 후에 일어날 수 있다. 예를 들어, 용해 단계(20)의 종결 후에, 재료를 주위 온도로 냉각되게 둘 수 있고, 이어서 열간 가공을 위해 적절한 온도로 재가열할 수 있다. 대안적으로, 재료를 대략 주위 온도에서 냉간 가공할 수 있다. 일부 실시 형태에서, 재료를 열간 가공하고, 주위 온도로 냉각하고, 이어서 냉간 가공할 수 있다. 또 다른 실시 형태에서, 열간 가공을 위해 제품의 재가열이 필요하지 않도록, 열간 가공은 용해 단계(20)의 침지 후에 시작될 수 있다.
가공 단계(30)는 제2 상 입자의 침전을 가져올 수 있다. 이와 관련하여, 가공 단계(30)로 인해 형성되었을 수 있는 용해되지 않은 제2 상 입자의 적어도 일부를 용해시키기 위해, 적절한 대로, 임의의 수의 가공-후 용해 단계(20)가 적 이용될 수 있다.
임의의 적절한 용해(20) 및 가공(30) 단계 후에, 최종 제품 형태는 침전 경화된 형태(40)일 수 있다. 침전 경화(40)는 가공으로 인해 침전된 적어도 일부 입자를 용해시키기에 충분한 시간 동안 최종 제품 형태를 고용선 온도 초과로 가열하고, 이어서 최종 제품 형태를 급속 냉각하는 것을 포함할 수 있다. 침전 경화(40)는 침전물 (예를 들어, 강화 침전물(strengthening precipitate))을 형성하기에 충분한 시간 동안 제품을 목표 온도에 노출시키고, 이어서 제품을 주위 온도로 냉각하여, 원하는 침전물을 갖는 최종 시효 제품을 실현하는 것을 추가로 포함할 수 있다. 알 수 있는 바와 같이, 제품의 적어도 일부의 가공(30)은 침전(40) 단계 후에 완료될 수 있다. 일 실시 형태에서, 최종 시효 제품은 0.5 부피% 이상의 원하는 침전물 (예를 들어, 강화 침전물) 및 0.5 부피% 이하의 조대(coarse) 제2 상 입자를 함유한다.
생성 후에 또는 생성 동안, 적층 제조된 제품은 (예를 들어, 압연, 압출, 단조, 신장, 압축 중 하나 이상에 의해) 변형될 수 있다. 최종 변형된 제품은, 예를 들어, 최종 변형된 알루미늄 합금 제품의 열기계적 처리(thermo-mechanical processing) 및 맞춤형 영역으로 인해 개선된 특성을 실현할 수 있다. 따라서, 일부 실시 형태에서, 최종 제품은 가공 알루미늄 합금 제품이고, "가공"이라는 단어는 적층 제조된 제품의 가공 (열간 가공 및/또는 냉간 가공)을 지칭하며, 이때 가공은 적층 제조된 제품의 중간 및/또는 최종 형태에 대해 일어난다. 다른 접근법에서, 최종 제품은 비-가공 제품이며, 즉 적층 제조 공정 동안 또는 후에 가공되지 않는다. 이러한 비-가공 제품 실시 형태에서, 임의의 적절한 수의 용해(20) 및 침전(40) 단계가 여전히 이용될 수 있다. 예를 들어, 1 내지 30 부피%의 세라믹상을 갖는 2xxx 알루미늄 합금 제품 (예를 들어, 2519 + 1 내지 30 부피%의 TiB2)을 적층 제조하고, 이어서 적절한 용해(20) 및/또는 침전 단계(40)를 거치게 하여 비-가공 2xxx 알루미늄 합금 제품의 시효 경화를 용이하게 할 수 있다.
일 실시 형태에서, 최종 제품은 금속 알루미늄 합금 제품이며, 이때 금속 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 금속 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 일 실시 형태에서, 최종 제품은 비-가공 금속 알루미늄 합금 제품이며 (즉, 적층 제조 공정의 완료 후에 가공되지 않으며), 이때 비-가공 금속 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 비-가공 금속 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 다른 실시 형태에서, 최종 제품은 가공 금속 알루미늄 합금 제품이며 (즉, 적층 제조 공정의 완료 후에 가공되며), 이때 가공 금속 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 가공 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 일부 실시 형태에서, 금속 알루미늄 합금 제품 (가공 또는 비-가공)은 (예를 들어, 도 1에 나타난 바와 같이) 금속 알루미늄 합금 내에 균질한 분포의 적어도 하나 이상의 세라믹상을 포함할 수 있다. 다른 실시 형태에서, 금속 알루미늄 합금 제품 (가공 또는 비-가공)은 (예를 들어,도 2 및 도 3a 내지 도 3f에 나타난 바와 같이) 비균일성의 맞춤형 영역들을 포함할 수 있다.
일 실시 형태에서, 최종 제품은 2xxx 알루미늄 합금 제품이며, 이때 2xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 2xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 일 실시 형태에서, 최종 제품은 비-가공 2xxx 알루미늄 합금 제품이며 (즉, 적층 제조 공정 동안 또는 적층 제조 공정의 완료 후에 가공되지 않으며), 이때 비-가공 2xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 비-가공 2xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 다른 실시 형태에서, 최종 제품은 가공 2xxx 알루미늄 합금 제품이며 (즉, 적층 제조 공정 동안 및/또는 적층 제조 공정의 완료 후에 가공되며), 가공 2xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 가공 2xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 일부 실시 형태에서, 2xxx 알루미늄 합금 제품 (가공 또는 비-가공)은 (예를 들어, 도 1에 나타난 바와 같이) 2xxx 알루미늄 합금 내에 균질한 분포의 적어도 하나 이상의 세라믹상을 포함할 수 있다. 다른 실시 형태에서, 2xxx 알루미늄 합금 제품 (가공 또는 비-가공)은 (예를 들어,도 2 및 도 3a 내지 도 3f에 나타난 바와 같이) 비균일성의 맞춤형 영역들을 포함할 수 있다.
일 실시 형태에서, 최종 제품은 3xxx 알루미늄 합금 제품이며, 이때 3xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 3xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 일 실시 형태에서, 최종 제품은 비-가공 3xxx 알루미늄 합금 제품이며 (즉, 적층 제조 공정 동안 또는 적층 제조 공정의 완료 후에 가공되지 않으며), 이때 비-가공 3xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 비-가공 3xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 다른 실시 형태에서, 최종 제품은 가공 3xxx 알루미늄 합금 제품이며 (즉, 적층 제조 공정 동안 및/또는 적층 제조 공정의 완료 후에 가공되며), 가공 3xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 가공 3xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 일부 실시 형태에서, 3xxx 알루미늄 합금 제품 (가공 또는 비-가공)은 (예를 들어, 도 1에 나타난 바와 같이) 3xxx 알루미늄 합금 내에 균질한 분포의 적어도 하나 이상의 세라믹상을 포함할 수 있다. 다른 실시 형태에서, 3xxx 알루미늄 합금 제품 (가공 또는 비-가공)은 (예를 들어,도 2 및 도 3a 내지 도 3f에 나타난 바와 같이) 비균일성의 맞춤형 영역들을 포함할 수 있다.
일 실시 형태에서, 최종 제품은 4xxx 알루미늄 합금 제품이며, 이때 4xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 4xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 일 실시 형태에서, 최종 제품은 비-가공 4xxx 알루미늄 합금 제품이며 (즉, 적층 제조 공정 동안 또는 적층 제조 공정의 완료 후에 가공되지 않으며), 이때 비-가공 4xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 비-가공 4xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 다른 실시 형태에서, 최종 제품은 가공 4xxx 알루미늄 합금 제품이며 (즉, 적층 제조 공정 동안 및/또는 적층 제조 공정의 완료 후에 가공되며), 가공 4xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 가공 4xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 일부 실시 형태에서, 4xxx 알루미늄 합금 제품 (가공 또는 비-가공)은 (예를 들어, 도 1에 나타난 바와 같이) 4xxx 알루미늄 합금 내에 균질한 분포의 적어도 하나 이상의 세라믹상을 포함할 수 있다. 다른 실시 형태에서, 4xxx 알루미늄 합금 제품 (가공 또는 비-가공)은 (예를 들어,도 2 및 도 3a 내지 도 3f에 나타난 바와 같이) 비균일성의 맞춤형 영역들을 포함할 수 있다.
일 실시 형태에서, 최종 제품은 5xxx 알루미늄 합금 제품이며, 이때 5xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 5xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 일 실시 형태에서, 최종 제품은 비-가공 5xxx 알루미늄 합금 제품이며 (즉, 적층 제조 공정 동안 또는 적층 제조 공정의 완료 후에 가공되지 않으며), 이때 비-가공 5xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 비-가공 5xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 다른 실시 형태에서, 최종 제품은 가공 5xxx 알루미늄 합금 제품이며 (즉, 적층 제조 공정 동안 및/또는 적층 제조 공정의 완료 후에 가공되며), 가공 5xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 가공 5xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 일부 실시 형태에서, 5xxx 알루미늄 합금 제품 (가공 또는 비-가공)은 (예를 들어, 도 1에 나타난 바와 같이) 5xxx 알루미늄 합금 내에 균질한 분포의 적어도 하나 이상의 세라믹상을 포함할 수 있다. 다른 실시 형태에서, 5xxx 알루미늄 합금 제품 (가공 또는 비-가공)은 (예를 들어,도 2 및 도 3a 내지 도 3f에 나타난 바와 같이) 비균일성의 맞춤형 영역들을 포함할 수 있다.
일 실시 형태에서, 최종 제품은 6xxx 알루미늄 합금 제품이며, 이때 6xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 6xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 일 실시 형태에서, 최종 제품은 비-가공 6xxx 알루미늄 합금 제품이며 (즉, 적층 제조 공정 동안 또는 적층 제조 공정의 완료 후에 가공되지 않으며), 이때 비-가공 6xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 비-가공 6xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 다른 실시 형태에서, 최종 제품은 가공 6xxx 알루미늄 합금 제품이며 (즉, 적층 제조 공정 동안 및/또는 적층 제조 공정의 완료 후에 가공되며), 가공 6xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 가공 6xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 일부 실시 형태에서, 6xxx 알루미늄 합금 제품 (가공 또는 비-가공)은 (예를 들어, 도 1에 나타난 바와 같이) 6xxx 알루미늄 합금 내에 균질한 분포의 적어도 하나 이상의 세라믹상을 포함할 수 있다. 다른 실시 형태에서, 6xxx 알루미늄 합금 제품 (가공 또는 비-가공)은 (예를 들어,도 2 및 도 3a 내지 도 3f에 나타난 바와 같이) 비균일성의 맞춤형 영역들을 포함할 수 있다.
일 실시 형태에서, 최종 제품은 7xxx 알루미늄 합금 제품이며, 이때 7xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 7xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 일 실시 형태에서, 최종 제품은 비-가공 7xxx 알루미늄 합금 제품이며 (즉, 적층 제조 공정 동안 또는 적층 제조 공정의 완료 후에 가공되지 않으며), 이때 비-가공 7xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 비-가공 7xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 다른 실시 형태에서, 최종 제품은 가공 7xxx 알루미늄 합금 제품이며 (즉, 적층 제조 공정 동안 및/또는 적층 제조 공정의 완료 후에 가공되며), 가공 7xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 가공 7xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 일부 실시 형태에서, 7xxx 알루미늄 합금 제품 (가공 또는 비-가공)은 (예를 들어, 도 1에 나타난 바와 같이) 7xxx 알루미늄 합금 내에 균질한 분포의 적어도 하나 이상의 세라믹상을 포함할 수 있다. 다른 실시 형태에서, 7xxx 알루미늄 합금 제품 (가공 또는 비-가공)은 (예를 들어,도 2 및 도 3a 내지 도 3f에 나타난 바와 같이) 비균일성의 맞춤형 영역들을 포함할 수 있다.
일 실시 형태에서, 최종 제품은 8xxx 알루미늄 합금 제품이며, 이때 8xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 8xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 일 실시 형태에서, 최종 제품은 비-가공 8xxx 알루미늄 합금 제품이며 (즉, 적층 제조 공정 동안 또는 적층 제조 공정의 완료 후에 가공되지 않으며), 이때 비-가공 8xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 비-가공 8xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 다른 실시 형태에서, 최종 제품은 가공 8xxx 알루미늄 합금 제품이며 (즉, 적층 제조 공정 동안 및/또는 적층 제조 공정의 완료 후에 가공되며), 가공 8xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 가공 8xxx 알루미늄 합금 제품은 1 내지 30 부피%의 하나 이상의 세라믹상을 포함한다. 일부 실시 형태에서, 8xxx 알루미늄 합금 제품 (가공 또는 비-가공)은 (예를 들어, 도 1에 나타난 바와 같이) 8xxx 알루미늄 합금 내에 균질한 분포의 적어도 하나 이상의 세라믹상을 포함할 수 있다. 다른 실시 형태에서, 8xxx 알루미늄 합금 제품 (가공 또는 비-가공)은 (예를 들어,도 2 및 도 3a 내지 도 3f에 나타난 바와 같이) 비균일성의 맞춤형 영역들을 포함할 수 있다.
일부 실시 형태에서, 적층 제조된 제품은 (예를 들어, 구축된 그대로의 상태에서의, 이때 "구축된 그대로"는 제조 공정의 적층 제조 부분의 완료를 말함) 미세 셀형 구조(fine cellular structure)를 포함한다. 미세 셀형 구조는, "평균 그레인 크기를 결정하는 표준 시험 방법"(Standard Test Methods for Determining Average Grain Size)이라는 명칭의 ASTM 표준 E112-13에 기재된 선형 절편법(linear intercept method)에 의해 결정할 때 0.1 내지 5 미크론의 평균 크기를 갖는 셀형 구조 (예를 들어, 일차 덴드라이트(primary dendrite))이다. 일 실시 형태에서, 선형 절편법에 의해 결정할 때, 셀형 구조의 임의의 부분의 최대 크기는 50 미크론이다. 이러한 미세 셀형 구조는 금속 알루미늄 또는 상기에 기재된 임의의 2xxx 내지 8xxx 알루미늄 합금을 사용할 때 실현될 수 있다.
한 가지 접근법에서, 전자 빔 (EB) 또는 플라즈마 아크 기술이, 적층 제조된 알루미늄 합금 본체의 적어도 일부분을 생성하는 데 이용된다. 전자 빔 기술은 레이저 적층 제조 기술을 통해 쉽게 생성되는 것보다 더 큰 부분의 생성을 용이하게 할 수 있다. 예를 들어, 그리고 이제 도 5a를 참조하면, 일 실시 형태에서, 방법은 작은 직경의 와이어(W) (예를 들어, 직경이 2.54 mm 이하인 튜브)를 전자 빔 건(electron beam gun)(G)의 와이어 공급기 부분으로 공급하는 단계를 포함한다. 와이어(W)는 상기에 기재된 조성물을 가질 수 있되, 단, 이는 (예를 들어, 미국 특허 제5,286,577호의 공정 조건에 따라 생성되는 경우) 인발성(drawable) 조성물이거나, 또는 와이어는 예를 들어 분말 연속 압출(powder conform extrusion)을 통해 (예를 들어, 미국 특허 제5,284,428호에 따라) 생성될 수 있다. 전자 빔 (EB)은 와이어 또는 튜브를, 경우에 따라, 형성되는 알루미늄 합금의 액상점 초과로 가열하며, 그 후에, 용융 풀을 급속 응고시켜 침착된 재료(deposited material; DM)를 형성한다.
일 실시 형태에서, 그리고 이제 도 5b를 참조하면, 와이어 (25)는 분말 코어 와이어 (powder cored wire; PCW)이며, 이때 와이어의 튜브 부분은 소정 부피의 입자, 예를 들어, 상기에 기재된 입자 (세라믹 입자, 세라믹-금속 입자, 금속 입자, 다른 입자, 및 이들의 조합) 중 임의의 것을 내부에 수용하는 한편, 튜브 그 자체는 알루미늄 또는 알루미늄 합금 (예를 들어, 적합한 1xxx 내지 8xxx 알루미늄 합금)을 포함할 수 있다. 튜브 내의 소정 부피의 입자의 조성은 튜브 내의 알루미늄의 양을 고려하여 적절한 최종 조성을 실현하도록 조정될 수 있다. 튜브 내의 소정 부피의 입자는, 알루미늄계 제품 내의 1 내지 30 부피%의 세라믹상의 생성을 용이하게 하기 위해, 일반적으로 적어도 일부 세라믹 입자, 세라믹-금속 입자, 및 이들의 조합을 포함한다.
일 실시 형태에서, 튜브는 금속 알루미늄이고, 도 5b에 나타난 바와 같이, 튜브 내에 수용된 입자는 세라믹-금속 입자, 세라믹 입자, 금속 입자, 다른 입자, 및 이들의 조합으로 이루어진 군으로부터 선택되며, 이때 적어도 일부 세라믹 입자, 세라믹-금속 입자, 및 이들의 조합이 존재한다. 일 실시 형태에서, 튜브는 금속 알루미늄이고 입자는 세라믹 입자를 포함한다. 일 실시 형태에서, 튜브는 금속 알루미늄이고 입자는 세라믹-금속 입자를 포함한다. 일 실시 형태에서, 튜브는 금속 알루미늄이고 입자는 세라믹 입자 및 세라믹-금속 입자 둘 모두를 포함한다. 일 실시 형태에서, 튜브는 금속 알루미늄이고 입자는 세라믹 입자 및 금속 입자를 포함한다. 일 실시 형태에서, 튜브는 금속 알루미늄이고 입자는 세라믹-금속 입자 및 금속 입자를 포함한다. 일 실시 형태에서, 튜브는 금속 알루미늄이고 입자는 세라믹 입자, 세라믹-금속 입자 및 금속 입자를 포함한다.
일 실시 형태에서, 튜브는 2xxx 알루미늄 합금이고, 도 5b에 나타난 바와 같이, 튜브 내에 수용된 입자는 세라믹-금속 입자, 세라믹 입자, 금속 입자, 다른 입자, 및 이들의 조합으로 이루어진 군으로부터 선택되며, 이때 적어도 일부 세라믹 입자, 세라믹-금속 입자, 및 이들의 조합이 존재한다. 일 실시 형태에서, 튜브는 2xxx 알루미늄 합금이고 입자는 세라믹 입자를 포함한다. 일 실시 형태에서, 튜브는 2xxx 알루미늄 합금이고 입자는 세라믹-금속 입자를 포함한다. 일 실시 형태에서, 튜브는 2xxx 알루미늄 합금이고 입자는 세라믹 입자 및 세라믹-금속 입자 둘 모두를 포함한다. 일 실시 형태에서, 튜브는 2xxx 알루미늄 합금이고 입자는 세라믹 입자 및 금속 입자를 포함한다. 일 실시 형태에서, 튜브는 2xxx 알루미늄 합금이고 입자는 세라믹-금속 입자 및 금속 입자를 포함한다. 일 실시 형태에서, 튜브는 2xxx 알루미늄 합금이고 입자는 세라믹 입자, 세라믹-금속 입자 및 금속 입자를 포함한다.
일 실시 형태에서, 튜브는 3xxx 알루미늄 합금이고, 도 5b에 나타난 바와 같이, 튜브 내에 수용된 입자는 세라믹-금속 입자, 세라믹 입자, 금속 입자, 다른 입자, 및 이들의 조합으로 이루어진 군으로부터 선택되며, 이때 적어도 일부 세라믹 입자, 세라믹-금속 입자, 및 이들의 조합이 존재한다. 일 실시 형태에서, 튜브는 3xxx 알루미늄 합금이고 입자는 세라믹 입자를 포함한다. 일 실시 형태에서, 튜브는 3xxx 알루미늄 합금이고 입자는 세라믹-금속 입자를 포함한다. 일 실시 형태에서, 튜브는 3xxx 알루미늄 합금이고 입자는 세라믹 입자 및 세라믹-금속 입자 둘 모두를 포함한다. 일 실시 형태에서, 튜브는 3xxx 알루미늄 합금이고 입자는 세라믹 입자 및 금속 입자를 포함한다. 일 실시 형태에서, 튜브는 3xxx 알루미늄 합금이고 입자는 세라믹-금속 입자 및 금속 입자를 포함한다. 일 실시 형태에서, 튜브는 3xxx 알루미늄 합금이고 입자는 세라믹 입자, 세라믹-금속 입자 및 금속 입자를 포함한다.
일 실시 형태에서, 튜브는 4xxx 알루미늄 합금이고, 도 5b에 나타난 바와 같이, 튜브 내에 수용된 입자는 세라믹-금속 입자, 세라믹 입자, 금속 입자, 다른 입자, 및 이들의 조합으로 이루어진 군으로부터 선택되며, 이때 적어도 일부 세라믹 입자, 세라믹-금속 입자, 및 이들의 조합이 존재한다. 일 실시 형태에서, 튜브는 4xxx 알루미늄 합금이고 입자는 세라믹 입자를 포함한다. 일 실시 형태에서, 튜브는 4xxx 알루미늄 합금이고 입자는 세라믹-금속 입자를 포함한다. 일 실시 형태에서, 튜브는 4xxx 알루미늄 합금이고 입자는 세라믹 입자 및 세라믹-금속 입자 둘 모두를 포함한다. 일 실시 형태에서, 튜브는 4xxx 알루미늄 합금이고 입자는 세라믹 입자 및 금속 입자를 포함한다. 일 실시 형태에서, 튜브는 4xxx 알루미늄 합금이고 입자는 세라믹-금속 입자 및 금속 입자를 포함한다. 일 실시 형태에서, 튜브는 4xxx 알루미늄 합금이고 입자는 세라믹 입자, 세라믹-금속 입자 및 금속 입자를 포함한다.
일 실시 형태에서, 튜브는 5xxx 알루미늄 합금이고, 도 5b에 나타난 바와 같이, 튜브 내에 수용된 입자는 세라믹-금속 입자, 세라믹 입자, 금속 입자, 다른 입자, 및 이들의 조합으로 이루어진 군으로부터 선택되며, 이때 적어도 일부 세라믹 입자, 세라믹-금속 입자, 및 이들의 조합이 존재한다. 일 실시 형태에서, 튜브는 5xxx 알루미늄 합금이고 입자는 세라믹 입자를 포함한다. 일 실시 형태에서, 튜브는 5xxx 알루미늄 합금이고 입자는 세라믹-금속 입자를 포함한다. 일 실시 형태에서, 튜브는 5xxx 알루미늄 합금이고 입자는 세라믹 입자 및 세라믹-금속 입자 둘 모두를 포함한다. 일 실시 형태에서, 튜브는 5xxx 알루미늄 합금이고 입자는 세라믹 입자 및 금속 입자를 포함한다. 일 실시 형태에서, 튜브는 5xxx 알루미늄 합금이고 입자는 세라믹-금속 입자 및 금속 입자를 포함한다. 일 실시 형태에서, 튜브는 5xxx 알루미늄 합금이고 입자는 세라믹 입자, 세라믹-금속 입자 및 금속 입자를 포함한다.
일 실시 형태에서, 튜브는 6xxx 알루미늄 합금이고, 도 5b에 나타난 바와 같이, 튜브 내에 수용된 입자는 세라믹-금속 입자, 세라믹 입자, 금속 입자, 다른 입자, 및 이들의 조합으로 이루어진 군으로부터 선택되며, 이때 적어도 일부 세라믹 입자, 세라믹-금속 입자, 및 이들의 조합이 존재한다. 일 실시 형태에서, 튜브는 6xxx 알루미늄 합금이고 입자는 세라믹 입자를 포함한다. 일 실시 형태에서, 튜브는 6xxx 알루미늄 합금이고 입자는 세라믹-금속 입자를 포함한다. 일 실시 형태에서, 튜브는 6xxx 알루미늄 합금이고 입자는 세라믹 입자 및 세라믹-금속 입자 둘 모두를 포함한다. 일 실시 형태에서, 튜브는 6xxx 알루미늄 합금이고 입자는 세라믹 입자 및 금속 입자를 포함한다. 일 실시 형태에서, 튜브는 6xxx 알루미늄 합금이고 입자는 세라믹-금속 입자 및 금속 입자를 포함한다. 일 실시 형태에서, 튜브는 6xxx 알루미늄 합금이고 입자는 세라믹 입자, 세라믹-금속 입자 및 금속 입자를 포함한다.
일 실시 형태에서, 튜브는 7xxx 알루미늄 합금이고, 도 5b에 나타난 바와 같이, 튜브 내에 수용된 입자는 세라믹-금속 입자, 세라믹 입자, 금속 입자, 다른 입자, 및 이들의 조합으로 이루어진 군으로부터 선택되며, 이때 적어도 일부 세라믹 입자, 세라믹-금속 입자, 및 이들의 조합이 존재한다. 일 실시 형태에서, 튜브는 7xxx 알루미늄 합금이고 입자는 세라믹 입자를 포함한다. 일 실시 형태에서, 튜브는 7xxx 알루미늄 합금이고 입자는 세라믹-금속 입자를 포함한다. 일 실시 형태에서, 튜브는 7xxx 알루미늄 합금이고 입자는 세라믹 입자 및 세라믹-금속 입자 둘 모두를 포함한다. 일 실시 형태에서, 튜브는 7xxx 알루미늄 합금이고 입자는 세라믹 입자 및 금속 입자를 포함한다. 일 실시 형태에서, 튜브는 7xxx 알루미늄 합금이고 입자는 세라믹-금속 입자 및 금속 입자를 포함한다. 일 실시 형태에서, 튜브는 7xxx 알루미늄 합금이고 입자는 세라믹 입자, 세라믹-금속 입자 및 금속 입자를 포함한다.
일 실시 형태에서, 튜브는 8xxx 알루미늄 합금이고, 도 5b에 나타난 바와 같이, 튜브 내에 수용된 입자는 세라믹-금속 입자, 세라믹 입자, 금속 입자, 다른 입자, 및 이들의 조합으로 이루어진 군으로부터 선택되며, 이때 적어도 일부 세라믹 입자, 세라믹-금속 입자, 및 이들의 조합이 존재한다. 일 실시 형태에서, 튜브는 8xxx 알루미늄 합금이고 입자는 세라믹 입자를 포함한다. 일 실시 형태에서, 튜브는 8xxx 알루미늄 합금이고 입자는 세라믹-금속 입자를 포함한다. 일 실시 형태에서, 튜브는 8xxx 알루미늄 합금이고 입자는 세라믹 입자 및 세라믹-금속 입자 둘 모두를 포함한다. 일 실시 형태에서, 튜브는 8xxx 알루미늄 합금이고 입자는 세라믹 입자 및 금속 입자를 포함한다. 일 실시 형태에서, 튜브는 8xxx 알루미늄 합금이고 입자는 세라믹-금속 입자 및 금속 입자를 포함한다. 일 실시 형태에서, 튜브는 8xxx 알루미늄 합금이고 입자는 세라믹 입자, 세라믹-금속 입자 및 금속 입자를 포함한다.
본 명세서에 기재된 새로운 알루미늄 제품은 다양한 제품 응용에 사용될 수 있다. 일 실시 형태에서, 새로운 알루미늄 제품은 승온 응용에, 예를 들어 항공우주 또는 자동차 차량에 이용된다. 일 실시 형태에서, 새로운 알루미늄 제품은 항공우주 차량의 엔진 구성요소로서 (예를 들어, 엔진에 포함된 컴프레서 블레이드(compressor blade)와 같은 블레이드 형태로) 이용된다. 다른 실시 형태에서, 새로운 알루미늄 제품은 항공우주 차량의 엔진용 열교환기로서 사용된다. 그 결과, 엔진 구성요소/열교환기를 포함하는 항공우주 차량이 작동될 수 있다. 일 실시 형태에서, 새로운 알루미늄 제품은 자동차 엔진 구성요소이다. 그 결과, 엔진 구성요소를 포함하는 자동차 차량이 작동될 수 있다. 예를 들어, 새로운 알루미늄 제품은 터보 과급기(turbo charger) 구성요소 (예를 들어, 터보 과급기의 컴프레서 휠, 이 경우 터보 과급기를 통해 엔진 배기가스를 다시 재순환시키는 것으로 인하여 승온이 실현될 수 있음)로서 사용될 수 있고, 터보 과급기 구성요소를 포함하는 자동차 차량이 작동될 수 있다. 다른 실시 형태에서, 알루미늄 제품은 발전을 위한 지상용 (고정형) 터빈(turbine)의 블레이드로서 사용될 수 있고, 알루미늄 제품을 포함하는 지상용 터빈은 발전을 용이하게 하도록 작동될 수 있다.
실시예 1 - 균질한 분포의 TiB
2
를 갖는 알루미늄 합금 2519의 생성
용융물을, 3 중량%의 티타늄 및 1 중량%의 붕소의 첨가 전의 원하는 가공 합금 AA2519 조성으로 합금하여, 금속-매트릭스-복합 (metal-matrix-composite; MMC) 잉곳을 생성하였다. 이어서, 잉곳을 불활성 가스 무화 공정 내에서 공급 원료로 사용하여 AA2519+TiB2 재료의 MMC 분말을 생성하였다. 유도 결합 플라즈마(inductively couple plasma; ICP)를 통해 잉곳 및 무화 분말의 조성을 측정하였고, 그 결과가 하기 표 1에 제공되어 있다.
[표 1]

주사 전자 현미경법 (SEM)을 사용하여 무화 분말의 미세구조를 조사하였다. SEM은, 베이클라이트(Bakelite)에 분말 입자를 장착하고 이어서 폴리싱 매체(polishing media)의 조합을 사용하여 연마 및 폴리싱함으로써 제조된 시편에 대해 수행하였다. 단면 분말 입자에서 수행된 SEM은, 도 6a 및 도 6b에 나타난 바와 같이, 각각의 개별 분말 입자가 알루미늄 매트릭스 및 세라믹 보강상(reinforcement phase) 둘 모두로 이루어졌음을 밝혀내었다.
적층 제조 공정 내에서 사용하기 위해 원하는 입자 크기 분포를 생성하도록 분말을 스크리닝하였다. 분말의 중위 (D50) 부피 가중 입자 크기 분포는 48.81 미크론이였다. 스크리닝된 분말로부터 EOS M280 기기를 사용하여 몇몇 적층 제조된 제품을 제조하였다. 구축된 그대로의 구성요소의 벌크 밀도를 아르키메데스 밀도법(Archimedes density method)을 통해 측정하였고, 일반적으로 합금의 이론적 밀도의 98% 초과인 것으로 결정되었다. 구축된 그대로의 구성요소를 베이클라이트에 장착하고 이어서 폴리싱 매체의 조합을 사용하여 연마 및 폴리싱함으로써, 구축된 그대로의 구성요소에 대해 광학적 금속조직학(OM)을 수행하였다. 도 7a 내지 도 7c는 그 결과를 나타내며, 폴리싱된 그대로의 시편에 대해 실시된 이미지 분석은 구축된 그대로의 구성요소 내의 2% 미만의 잔류 다공성을 밝혀내었고, 이는 아르키메데스 밀도 계산에 부합한다.
구축된 그대로의 구성요소에 대한 SEM 분석은 2519 합금 매트릭스 내에 균질하게 분포된 (분리되지 않은) TiB2 입자의 존재를 밝혀내었다. 이미지 분석은 구축된 그대로의 구성요소 내의 TiB2상의 부피 면적 분율이 약 1.6 부피%임을 밝혀내었다.
본 명세서에 기재된 새로운 기술의 다양한 실시 형태가 상세하게 설명되었지만, 당업자에게는 이러한 실시 형태의 변경 및 수정이 일어날 것임이 명백하다. 그러나, 그러한 변경 및 수정은 본 명세서에 개시된 기술의 사상 및 범주 내에 속하는 것으로 명백히 이해되어야 한다.
Claims (37)
- 알루미늄계 제품의 제조 방법으로서, 상기 방법은
(a) 금속 분말을 층(bed) 내에 분산시키는 단계로서, 상기 금속 분말은 세라믹-금속 입자를 포함하고, 상기 세라믹-금속 입자는 알루미늄 재료 내에 분산된 세라믹 재료를 포함하는, 단계;
(b) 상기 금속 분말의 일부를 상기 알루미늄 재료의 액상선 온도(liquidus temperature)보다 높은 온도로 선택적으로 가열하는 단계;
(c) 용융 풀(molten pool)을 형성하는 단계; 및
(d) 상기 용융 풀을 1,000℃/초 이상의 냉각 속도로 냉각시키는 단계; 및
(e) 상기 알루미늄계 제품이 완성될 때까지 단계 (a) 내지 단계 (d)를 반복하는 단계를 포함하며, 상기 알루미늄계 제품은 하나 이상의 세라믹상(ceramic phase)을 포함하고, 상기 알루미늄계 제품은 알루미늄계 매트릭스 내에 분산된 1 내지 30 부피%의 상기 하나 이상의 세라믹상을 포함하는, 알루미늄계 제품의 제조 방법. - 제1항에 있어서, 상기 세라믹-금속 입자의 알루미늄 재료는 2xxx 알루미늄 합금인, 알루미늄계 제품의 제조 방법.
- 제2항에 있어서, 상기 세라믹-금속 입자의 세라믹 재료는 TiB2, TiC, SiC, Al2O3, BC, BN, 및 Si3N4 중 적어도 하나인, 알루미늄계 제품의 제조 방법.
- 제2항에 있어서, 상기 세라믹-금속 입자는 상기 2xxx 알루미늄 합금 및 상기 세라믹상으로 본질적으로 이루어지는, 알루미늄계 제품의 제조 방법.
- 제2항에 있어서, 상기 세라믹-금속 입자는 알루미늄 합금 2519 및 TiB2로 본질적으로 이루어지는, 알루미늄계 제품의 제조 방법.
- 제2항에 있어서, 상기 세라믹-금속 입자는 상기 2xxx 알루미늄 합금 내에 균질한 분포의 상기 세라믹 재료를 포함하는, 알루미늄계 제품의 제조 방법.
- 제6항에 있어서, 상기 알루미늄계 제품은 2xxx 알루미늄 합금 매트릭스 내에 균질한 분포의 상기 세라믹상을 포함하는, 알루미늄계 제품의 제조 방법.
- 제1항에 있어서, 상기 세라믹-금속 입자의 알루미늄 재료는 8xxx 알루미늄 합금인, 알루미늄계 제품의 제조 방법.
- 제8항에 있어서, 상기 세라믹-금속 입자의 세라믹 재료는 TiB2, TiC, SiC, Al2O3, BC, BN, 및 Si3N4 중 적어도 하나인, 알루미늄계 제품의 제조 방법.
- 제8항에 있어서, 상기 세라믹-금속 입자는 상기 8xxx 알루미늄 합금 및 상기 세라믹상으로 본질적으로 이루어지는, 알루미늄계 제품의 제조 방법.
- 제10항에 있어서, 상기 세라믹-금속 입자는 (a) 알루미늄 합금 8009 또는 8019 및 (b) TiB2로 본질적으로 이루어지는, 알루미늄계 제품의 제조 방법.
- 제8항에 있어서, 상기 세라믹-금속 입자는 상기 8xxx 알루미늄 합금 내에 균질한 분포의 상기 세라믹 재료를 포함하는, 알루미늄계 제품의 제조 방법.
- 제12항에 있어서, 상기 알루미늄계 제품은 8xxx 알루미늄 합금 매트릭스 내에 균질한 분포의 상기 세라믹상을 포함하는, 알루미늄계 제품의 제조 방법.
- 제1항에 있어서, 상기 분말은 상기 세라믹-금속 입자를 포함하며, (i) 금속 입자 및 (ii) 세라믹 입자 중 적어도 하나를 추가로 포함하는, 알루미늄계 제품의 제조 방법.
- 알루미늄계 제품의 제조 방법으로서, 상기 방법은
(a) 금속 분말을 층 내에 분산시키는 단계로서, 상기 금속 분말은 제1 금속 입자 및 제2 금속 입자를 포함하고, 상기 제1 금속 입자는 금속 알루미늄 또는 알루미늄 합금을 포함하고, 제2 금속 입자는 세라믹을 포함하는, 단계;
(b) 상기 금속 분말의 일부를 상기 금속 알루미늄 또는 상기 알루미늄 합금의 액상선 온도보다 높은 온도로 선택적으로 가열하는 단계;
(c) 용융 풀을 형성하는 단계; 및
(d) 상기 용융 풀을 1,000℃/초 이상의 냉각 속도로 냉각시키는 단계; 및
(e) 상기 알루미늄계 제품이 완성될 때까지 단계 (a) 내지 단계 (d)를 반복하는 단계를 포함하며, 상기 알루미늄계 제품은 하나 이상의 세라믹상을 포함하고, 상기 알루미늄계 제품은 알루미늄계 매트릭스 내에 분산된 1 내지 30 부피%의 상기 하나 이상의 세라믹상을 포함하는, 알루미늄계 제품의 제조 방법. - 제15항에 있어서, 상기 제1 금속 입자는 알루미늄으로 본질적으로 이루어지는, 알루미늄계 제품의 제조 방법.
- 제16항에 있어서, 상기 제2 금속 입자는 세라믹 입자, 세라믹-금속 입자, 금속 입자, 및 이들의 조합으로 이루어진 군으로부터 선택되고, 상기 세라믹 입자 및 상기 세라믹-금속 입자 중 적어도 하나는 상기 제2 금속 입자 내에 존재하는, 알루미늄계 제품의 제조 방법.
- 제17항에 있어서, 상기 제2 금속 입자는 TiB2, TiC, SiC, Al2O3, BC, BN, 및 Si3N4 세라믹 입자 중 적어도 하나를 포함하는, 알루미늄계 제품의 제조 방법.
- 제16항에 있어서, 상기 제2 금속 입자는 TiB2 세라믹 입자인, 알루미늄계 제품의 제조 방법.
- 제15항에 있어서, 상기 제1 금속 입자는 알루미늄 합금으로 본질적으로 이루어지는, 알루미늄계 제품의 제조 방법.
- 제20항에 있어서, 상기 제2 금속 입자는 세라믹 입자, 세라믹-금속 입자, 금속 입자, 및 이들의 조합으로 이루어진 군으로부터 선택되고, 상기 세라믹 입자 및 상기 세라믹-금속 입자 중 적어도 하나는 상기 제2 금속 입자 내에 존재하는, 알루미늄계 제품의 제조 방법.
- 제21항에 있어서, 상기 제2 금속 입자는 TiB2, TiC, SiC, Al2O3, BC, BN, 및 Si3N4 세라믹 입자 중 적어도 하나를 포함하는, 알루미늄계 제품의 제조 방법.
- 알루미늄 합금 제품의 제조 방법으로서, 상기 방법은
(a) 제1 금속 분말을 통해 알루미늄 합금 본체의 제1 영역을 생성하는 제1 생성 단계로서, 상기 제1 금속 분말은 알루미늄을 포함하며;
(i) 상기 제1 생성 단계는 적층 제조(additive manufacturing)를 사용하여 상기 알루미늄 합금 제품의 제1 영역을 제조하는 단계를 포함하는, 단계; 및
(b) 제2 금속 분말을 통해 알루미늄 합금 본체의 제2 영역을 생성하는 제2 생성 단계로서, 상기 제1 금속 분말은 상기 제2 금속 분말과는 상이하고, 상기 제2 금속 분말은 세라믹 입자 및 세라믹-금속 입자 중 적어도 하나를 포함하며;
(i) 상기 제2 생성 단계는 적층 제조를 사용하여 상기 알루미늄 합금 제품의 제2 영역을 제조하는 단계를 포함하고;
(ii) 상기 제2 영역은 상기 제1 영역에 인접하고;
(iii) 상기 제2 영역은 하나 이상의 세라믹상을 포함하고, 상기 제2 영역은 1 부피% 이상의 상기 하나 이상의 세라믹상을 포함하는, 단계
를 포함하는, 알루미늄 합금 제품의 제조 방법. - 제23항에 있어서, 상기 제1 영역은 금속 알루미늄으로 본질적으로 이루어지는, 알루미늄 합금 제품의 제조 방법.
- 제23항에 있어서, 상기 제1 영역은 알루미늄 합금으로 본질적으로 이루어지는, 알루미늄 합금 제품의 제조 방법.
- 제24항 또는 제25항에 있어서, 상기 하나 이상의 세라믹상은 TiB2, TiC, SiC, Al2O3, BC, BN, 및 Si3N4 중 적어도 하나를 포함하는, 알루미늄 합금 제품의 제조 방법.
- 전자 빔 또는 플라즈마 아크 적층 제조에 사용하기 위한 와이어로서, 상기 와이어는
외측 튜브 부분; 및
상기 외측 튜브 부분 내에 수용된 소정 부피의 입자를 포함하며;
상기 외측 튜브 부분은 금속 알루미늄 또는 알루미늄 합금이고,
상기 외측 튜브 부분 내에 수용된 상기 소정 부피의 입자는 세라믹 입자, 세라믹-금속 입자, 금속 입자, 및 이들의 조합으로 이루어진 군으로부터 선택되고, 상기 세라믹 입자 및 상기 세라믹-금속 입자 중 적어도 하나는 상기 소정 부피의 입자 내에 존재하는, 와이어. - 제27항의 와이어를 전자 빔 또는 플라즈마 아크 적층 제조와 함께 사용하여 알루미늄 합금 제품을 생성하는 단계를 포함하며, 상기 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 상기 알루미늄 합금 제품은 1 내지 30 부피%의 상기 하나 이상의 세라믹상을 포함하는, 방법.
- 가공(wrought) 2xxx 알루미늄 합금 제품으로서, 상기 가공 2xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 상기 가공 2xxx 알루미늄 합금 제품은 1 내지 30 부피%의 상기 하나 이상의 세라믹상을 포함하고, 상기 가공 2xxx 알루미늄 합금 제품은 상기 가공 2xxx 알루미늄 합금 내에 균질한 분포의 상기 적어도 하나 이상의 세라믹상을 포함하는, 가공 2xxx 알루미늄 합금 제품.
- 2xxx 알루미늄 합금 제품으로서, 상기 2xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 상기 2xxx 알루미늄 합금 제품은 1 내지 30 부피%의 상기 하나 이상의 세라믹상을 포함하고, 상기 2xxx 알루미늄 합금 제품은 상기 2xxx 알루미늄 합금 내에 균질한 분포의 상기 적어도 하나 이상의 세라믹상을 포함하고, 상기 2xxx 알루미늄 합금 제품은 0.1 내지 5 미크론의 평균 크기를 갖는 셀형 구조(cellular structure)를 포함하는, 2xxx 알루미늄 합금 제품.
- 제29항 또는 제30항에 있어서, 상기 2xxx 알루미늄 합금은 2519인, 2xxx 알루미늄 합금 제품.
- 제31항에 있어서, 상기 하나 이상의 세라믹상은 TiB2를 포함하는, 2xxx 알루미늄 합금 제품.
- 가공 8xxx 알루미늄 합금 제품으로서, 상기 가공 8xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 상기 가공 8xxx 알루미늄 합금 제품은 1 내지 30 부피%의 상기 하나 이상의 세라믹상을 포함하고, 상기 가공 8xxx 알루미늄 합금 제품은 상기 가공 8xxx 알루미늄 합금 내에 균질한 분포의 상기 적어도 하나 이상의 세라믹상을 포함하는, 가공 8xxx 알루미늄 합금 제품.
- 8xxx 알루미늄 합금 제품으로서, 상기 8xxx 알루미늄 합금 제품은 하나 이상의 세라믹상을 포함하고, 상기 8xxx 알루미늄 합금 제품은 1 내지 30 부피%의 상기 하나 이상의 세라믹상을 포함하고, 상기 8xxx 알루미늄 합금 제품은 상기 8xxx 알루미늄 합금 내에 균질한 분포의 상기 적어도 하나 이상의 세라믹상을 포함하고, 상기 8xxx 알루미늄 합금 제품은 0.1 내지 5 미크론의 평균 크기를 갖는 셀형 구조를 포함하는, 8xxx 알루미늄 합금 제품.
- 제33항 또는 제34항에 있어서, 상기 2xxx 알루미늄 합금은 8009 또는 8019인, 8xxx 알루미늄 합금 제품.
- 제35항에 있어서, 상기 하나 이상의 세라믹상은 TiB2를 포함하는, 8xxx 알루미늄 합금 제품.
- 제1항 내지 제36항의 알루미늄 제품 중 임의의 것으로부터 제조된 승온 구성요소.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562132471P | 2015-03-12 | 2015-03-12 | |
| US62/132,471 | 2015-03-12 | ||
| PCT/US2016/022135 WO2016145382A1 (en) | 2015-03-12 | 2016-03-11 | Aluminum alloy products, and methods of making the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170127010A true KR20170127010A (ko) | 2017-11-20 |
Family
ID=56879790
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177028691A Withdrawn KR20170127010A (ko) | 2015-03-12 | 2016-03-11 | 알루미늄 합금 제품, 및 이의 제조 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US20170120393A1 (ko) |
| EP (1) | EP3268154A4 (ko) |
| JP (1) | JP2018512507A (ko) |
| KR (1) | KR20170127010A (ko) |
| CN (1) | CN107532242A (ko) |
| CA (1) | CA2978642A1 (ko) |
| WO (1) | WO2016145382A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021025531A1 (ko) * | 2019-08-07 | 2021-02-11 | 액츠테크놀러지스 주식회사 | 3d 프린팅 또는 적층 제조용 알루미늄 합금, 이를 이용한 3d 프린팅 또는 적층 제조 방법 및 3d 프린팅 또는 적층 제조된, 알루미늄 합금의 제품 또는 부품 |
Families Citing this family (48)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2010295585B2 (en) | 2009-09-17 | 2015-10-08 | Sciaky, Inc. | Electron beam layer manufacturing |
| EP2555902B1 (en) | 2010-03-31 | 2018-04-25 | Sciaky Inc. | Raster methodology for electron beam layer manufacturing using closed loop control |
| US11426821B2 (en) | 2015-02-25 | 2022-08-30 | Hobart Brothers Llc | Aluminum metal-cored welding wire |
| US11370068B2 (en) | 2015-02-25 | 2022-06-28 | Hobart Brothers Llc | Systems and methods for additive manufacturing using aluminum metal-cored wire |
| WO2017123995A1 (en) | 2016-01-14 | 2017-07-20 | Arconic Inc. | Methods for producing forged products and other worked products |
| WO2018132817A1 (en) * | 2017-01-16 | 2018-07-19 | Arconic Inc. | Methods of preparing alloys having tailored crystalline structures, and products relating to the same |
| US11578389B2 (en) * | 2017-02-01 | 2023-02-14 | Hrl Laboratories, Llc | Aluminum alloy feedstocks for additive manufacturing |
| US11286543B2 (en) * | 2017-02-01 | 2022-03-29 | Hrl Laboratories, Llc | Aluminum alloy components from additive manufacturing |
| US20190032175A1 (en) * | 2017-02-01 | 2019-01-31 | Hrl Laboratories, Llc | Aluminum alloys with grain refiners, and methods for making and using the same |
| FR3065178B1 (fr) * | 2017-04-14 | 2022-04-29 | C Tec Constellium Tech Center | Procede de fabrication d'une piece en alliage d'aluminium |
| DE102017108459A1 (de) * | 2017-04-20 | 2018-10-25 | Benteler Automobiltechnik Gmbh | Fahrzeugbauteil aus einem partikelverstärkten Metallwerkstoff |
| FR3066129B1 (fr) * | 2017-05-12 | 2019-06-28 | C-Tec Constellium Technology Center | Procede de fabrication d'une piece en alliage d'aluminium |
| CN107267811A (zh) * | 2017-05-16 | 2017-10-20 | 苏州莱特复合材料有限公司 | 一种改性碳纳米管增强铝基复合材料及其制备方法 |
| US20190062871A1 (en) * | 2017-08-25 | 2019-02-28 | The Boeing Company | Tailoring high strength aluminum alloys for additive manufacturing through the use of grain refiners |
| WO2019055623A1 (en) * | 2017-09-13 | 2019-03-21 | Arconic Inc. | ALUMINUM ALLOY PRODUCTS AND METHODS OF MAKING THE SAME |
| WO2019055630A1 (en) * | 2017-09-13 | 2019-03-21 | Arconic Inc. | ALUMINUM ALLOY PRODUCTS OBTAINED BY ADDITIVE MANUFACTURING AND METHODS OF MAKING THE SAME |
| WO2019089736A1 (en) | 2017-10-31 | 2019-05-09 | Arconic Inc. | Improved aluminum alloys, and methods for producing the same |
| US10704845B2 (en) | 2018-01-29 | 2020-07-07 | Honeywell International Inc. | Heat exchangers, heat exchanger tubes, and additive manufacturing cold spray processes for producing the same |
| WO2019165136A1 (en) * | 2018-02-21 | 2019-08-29 | Arconic Inc. | Aluminum alloy products and methods of making the same |
| CN108486422A (zh) * | 2018-06-13 | 2018-09-04 | 江西昌河航空工业有限公司 | 一种铝基碳化硅颗粒增强复合材料及制备方法 |
| FR3082763A1 (fr) * | 2018-06-25 | 2019-12-27 | C-Tec Constellium Technology Center | Procede de fabrication d une piece en alliage d aluminium |
| WO2020005376A1 (en) * | 2018-06-28 | 2020-01-02 | Arconic Inc. | Methods for making metal alloy products |
| WO2020014023A1 (en) * | 2018-07-11 | 2020-01-16 | Arconic Inc. | Methods for producing sintered articles |
| US11426818B2 (en) | 2018-08-10 | 2022-08-30 | The Research Foundation for the State University | Additive manufacturing processes and additively manufactured products |
| WO2020097169A1 (en) | 2018-11-07 | 2020-05-14 | Arconic Inc. | 2xxx aluminum lithium alloys |
| CN111378856B (zh) * | 2018-12-28 | 2021-09-10 | 南京理工大学 | 一种外围包覆纯铝层的b4c增强铝基棒材及其制备方法 |
| EP3927860A4 (en) | 2019-02-20 | 2022-11-23 | Howmet Aerospace Inc. | ENHANCED ALUMINUM-MAGNESIUM-ZINC ALLOYS |
| EP3705205A1 (de) * | 2019-03-04 | 2020-09-09 | Siemens Aktiengesellschaft | Verfahren und vorrichtung zur additiven fertigung eines bauelements sowie computerprogramm |
| MX2020003017A (es) * | 2019-03-19 | 2020-10-28 | Hobart Brothers Llc | Alambre de soldadura con núcleo metálico de aluminio. |
| MX393798B (es) * | 2019-03-19 | 2025-03-24 | Hobart Brothers Llc | Sistemas y métodos para la fabricación aditiva usando alambre de aluminio con núcleo metálico. |
| KR20220017422A (ko) * | 2019-06-05 | 2022-02-11 | 비를라 카본 유.에스.에이., 인코포레이티드 | 고온의 카본 블랙 공기 예열기(high temperature carbon black air preheater) |
| US20210060711A1 (en) * | 2019-08-30 | 2021-03-04 | Hobart Brothers Llc | Aluminum metal matrix composite sheaths for wire electrodes |
| EP4058225A1 (en) | 2019-11-11 | 2022-09-21 | Carpenter Technology Corporation | Soft magnetic composite materials and methods and powders for producing the same |
| CN111036899A (zh) * | 2019-11-20 | 2020-04-21 | 中国船舶重工集团公司第十二研究所 | 一种颗粒增强铝基复合材料零部件的成形方法 |
| CN111101026A (zh) * | 2019-12-06 | 2020-05-05 | 江苏理工学院 | 一种高强高韧铝基复合材料的制备方法 |
| WO2021127020A1 (en) * | 2019-12-16 | 2021-06-24 | The Regents Of The University Of California | Deposition of aluminum 5xxx alloy using laser engineered net shaping |
| CN111235417A (zh) * | 2020-01-15 | 2020-06-05 | 华南理工大学 | 一种基于激光选区熔化成形的高性能铝基复合材料及其制备方法 |
| JP2021152189A (ja) | 2020-03-24 | 2021-09-30 | 東洋アルミニウム株式会社 | 金属積層造形用アルミニウム系粉末、その製造方法、及びその金属積層造形物 |
| CN111496244B (zh) * | 2020-04-27 | 2023-01-13 | 中南大学 | 一种增材制造高强铝合金粉及其制备方法和应用 |
| CN112522546B (zh) * | 2020-10-26 | 2022-02-08 | 中北大学 | 一种利用slm技术制备b4c增强铝基复合材料的方法 |
| US20220170138A1 (en) * | 2020-12-02 | 2022-06-02 | GM Global Technology Operations LLC | Aluminum alloy for casting and additive manufacturing of engine components for high temperature applications |
| DE102021110702A1 (de) | 2021-04-27 | 2022-10-27 | Voestalpine Metal Forming Gmbh | Verfahren und Vorrichtung zum Herstellen gehärteter Stahlbauteile mit unterschiedlich duktilen Bereichen |
| US11981476B2 (en) | 2021-08-10 | 2024-05-14 | Ardagh Metal Packaging Usa Corp. | Can ends having re-closable pour openings |
| CN116532642A (zh) * | 2022-05-07 | 2023-08-04 | 蚌埠学院 | 一种3d打印用铝合金粉末的制备方法 |
| CN115369276B (zh) * | 2022-08-15 | 2023-06-06 | 哈尔滨工业大学(威海) | 一种SiC和TiB2双相增强铝基复合材料及其制备方法 |
| DE102022003125A1 (de) * | 2022-08-26 | 2024-04-25 | isel-automation GmbH & Co. KG | Aluminiumkompositwerkstoff und Verfahren zu dessen Herstellung |
| CN117047128A (zh) * | 2023-08-29 | 2023-11-14 | 中国科学院金属研究所 | 一种超高强耐热铝基材料的增材制造和后处理方法 |
| WO2025079029A1 (en) * | 2023-10-13 | 2025-04-17 | Technology Innovation Institute – Sole Proprietorship LLC | High strength aluminium alloys containing silicon, copper, and boron for use in additive manufacturing |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU615265B2 (en) * | 1988-03-09 | 1991-09-26 | Toyota Jidosha Kabushiki Kaisha | Aluminum alloy composite material with intermetallic compound finely dispersed in matrix among reinforcing elements |
| GB9012810D0 (en) * | 1990-06-08 | 1990-08-01 | British Petroleum Co Plc | Method of treatment of metal matrix composites |
| DE19841619C2 (de) * | 1998-09-11 | 2002-11-28 | Daimler Chrysler Ag | Werkstoffdraht zur Erzeugung verschleißfester Beschichtungen aus übereutektischen Al/Si-Legierungen durch thermisches Spritzen und seine Verwendung |
| US6291560B1 (en) * | 1999-03-01 | 2001-09-18 | Alliedsignal Inc. | Metal/ceramic composite molding material |
| EP1248691A4 (en) * | 1999-11-16 | 2003-01-08 | Triton Systems Inc | LASER PRODUCTION OF DISCONTINUOUSLY REINFORCED METAL-MATRIX COMPOSITE |
| WO2006133034A1 (en) * | 2005-06-06 | 2006-12-14 | Mts Systems Corporation | Direct metal deposition using laser radiation and electric arc |
| WO2008049080A1 (en) * | 2006-10-18 | 2008-04-24 | Inframat Corporation | Superfine/nanostructured cored wires for thermal spray applications and methods of making |
| US8017072B2 (en) * | 2008-04-18 | 2011-09-13 | United Technologies Corporation | Dispersion strengthened L12 aluminum alloys |
| JP2011230397A (ja) * | 2010-04-28 | 2011-11-17 | Brother Industries Ltd | 3次元造形装置、3次元造形方法、及び3次元造形プログラム |
| US20130307201A1 (en) * | 2012-05-18 | 2013-11-21 | Bryan William McEnerney | Ceramic article and additive processing method therefor |
| JP6378688B2 (ja) * | 2012-11-01 | 2018-08-22 | ゼネラル・エレクトリック・カンパニイ | 付加製造方法および装置 |
| CN103045914A (zh) * | 2012-12-06 | 2013-04-17 | 南京航空航天大学 | 一种纳米碳化硅增强铝基复合材料的制备方法 |
| US9267189B2 (en) * | 2013-03-13 | 2016-02-23 | Honeywell International Inc. | Methods for forming dispersion-strengthened aluminum alloys |
| WO2015012911A2 (en) * | 2013-04-25 | 2015-01-29 | United Technologies Corporation | Additive manufacturing of ceramic turbine components by transient liquid phase bonding using metal or ceramic binders |
| FR3008014B1 (fr) * | 2013-07-04 | 2023-06-09 | Association Pour La Rech Et Le Developpement De Methodes Et Processus Industriels Armines | Procede de fabrication additve de pieces par fusion ou frittage de particules de poudre(s) au moyen d un faisceau de haute energie avec des poudres adaptees au couple procede/materiau vise |
| EP3265596A1 (en) * | 2015-03-03 | 2018-01-10 | Materion Corporation | Metal matrix composite granules and methods of making and using the same |
-
2016
- 2016-03-11 EP EP16762653.0A patent/EP3268154A4/en not_active Withdrawn
- 2016-03-11 CA CA2978642A patent/CA2978642A1/en not_active Abandoned
- 2016-03-11 KR KR1020177028691A patent/KR20170127010A/ko not_active Withdrawn
- 2016-03-11 JP JP2017547444A patent/JP2018512507A/ja not_active Withdrawn
- 2016-03-11 CN CN201680021586.7A patent/CN107532242A/zh active Pending
- 2016-03-11 WO PCT/US2016/022135 patent/WO2016145382A1/en not_active Ceased
- 2016-12-01 US US15/366,837 patent/US20170120393A1/en not_active Abandoned
- 2016-12-01 US US15/366,691 patent/US20170120386A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021025531A1 (ko) * | 2019-08-07 | 2021-02-11 | 액츠테크놀러지스 주식회사 | 3d 프린팅 또는 적층 제조용 알루미늄 합금, 이를 이용한 3d 프린팅 또는 적층 제조 방법 및 3d 프린팅 또는 적층 제조된, 알루미늄 합금의 제품 또는 부품 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107532242A (zh) | 2018-01-02 |
| US20170120386A1 (en) | 2017-05-04 |
| EP3268154A1 (en) | 2018-01-17 |
| US20170120393A1 (en) | 2017-05-04 |
| EP3268154A4 (en) | 2018-12-05 |
| JP2018512507A (ja) | 2018-05-17 |
| WO2016145382A1 (en) | 2016-09-15 |
| CA2978642A1 (en) | 2016-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20170120386A1 (en) | Aluminum alloy products, and methods of making the same | |
| US11976343B2 (en) | High strength aluminium alloy for rapid solidification manufacturing processes | |
| US20170292174A1 (en) | Aluminum alloys having iron, silicon, vanadium and copper, and with a high volume of ceramic phase therein | |
| US20200199716A1 (en) | Additively manufactured high-temperature aluminum alloys, and feedstocks for making the same | |
| JP7049312B2 (ja) | 高強度耐食性アルミニウム合金からのリボン及び粉末 | |
| WO2019055623A1 (en) | ALUMINUM ALLOY PRODUCTS AND METHODS OF MAKING THE SAME | |
| US20200385845A1 (en) | Al-mg-si alloys for applications such as additive manufacturing | |
| US20170014937A1 (en) | Aluminum alloy products, and methods of making the same | |
| JP2020503433A (ja) | 微細共晶型組織を有するアルミニウム合金製品、およびその製造方法 | |
| US20190194781A1 (en) | Aluminum alloy powder for additive manufacturing, and method for manufacturing a piece by manufacturing from this powder | |
| EP4083244A1 (en) | Heat-resistant powdered aluminium material | |
| EP3344787A1 (en) | Aluminum alloys | |
| CA3127038A1 (en) | Aluminum alloys | |
| Li | Additive manufacturing of 6061 and 7075 aluminium alloy with selective laser melting | |
| WO2023074613A1 (ja) | 積層造形に適したNi系合金粉末及び該粉末を用いて得られた積層造形体 | |
| CN115261679A (zh) | 铝合金工件及其制备方法 | |
| CN119956165A (zh) | 一种Al-Fe-Ti-Zr-B高导热铝合金及其增材制造成型制备方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20171011 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination |