KR20170135149A - 조립형 3d 프린터 - Google Patents
조립형 3d 프린터 Download PDFInfo
- Publication number
- KR20170135149A KR20170135149A KR1020160066606A KR20160066606A KR20170135149A KR 20170135149 A KR20170135149 A KR 20170135149A KR 1020160066606 A KR1020160066606 A KR 1020160066606A KR 20160066606 A KR20160066606 A KR 20160066606A KR 20170135149 A KR20170135149 A KR 20170135149A
- Authority
- KR
- South Korea
- Prior art keywords
- axis
- coupled
- guide
- step motor
- present
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/118—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using filamentary material being melted, e.g. fused deposition modelling [FDM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/209—Heads; Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
Abstract
조립형 3D 프린터가 개시된다. 본 발명의 일 실시예에 따른 조립형 3D 프린터는 십(十)자 형상의 몸체부(110), 상기 몸체부(110) 상부의 제1 축 방향으로 배치되어 구동력을 제공하는 제1 구동부(120), 상기 제1 구동부(120)의 상부에 결합되어 제1 축 방향으로 이동 가능하며 용융된 프린팅 재료가 적층되는 하부판(130), 상기 제1 축과 수직하는 제3 축 방향으로 결합되는 복수의 지지대(140), 상기 지지대(140)와 결합하여 상기 제3 축 방향으로 이동 가능하며, 상기 제1 축 및 상기 제3 축과 수직하는 제2 축 방향의 구동력을 제공하는 제2 구동부(150), 상기 제2 구동부(150)에 체결되며 프린팅 재료를 용융한 후 분사하는 헤드(160), 와이어 형태의 프린팅 재료를 공급하는 재료 공급부(170) 및 상기 헤드(160)의 위치를 제어하는 신호를 출력하는 제어부(180)를 포함한다.
Description
본 발명은 조립형 3D 프린터에 관한 것으로, 보다 상세하게는 일반인들이 복수의 부품을 쉽게 조립하여 사용할 수 있는 3D 프린터에 관한 것이다.
3D 프린터는 프린트 재료를 배출하는 헤드가 x축, y축, z축으로 운동하며 입체 형상을 제작하는 장치이다. 구체적으로, 3D 프린터는 3D 도면을 바탕으로 3차원 물체를 만들어낼 수 있다.
가공의 용이성 등 여러 문제로 인하여 초창기에에는 대부분 플라스틱을 주재료로 물체를 만들어냈지만, 최근 들어서는 종이, 고무, 콘트리트, 금속 등까지 재료의 범위가 넓어지고 있다. 이에, 단순한 조형물 출력 뿐만 아니라 건축, 설계 등 다양한 분야에 적용될 수 있을 것으로 각광을 받고 있다.
그러나, 종래 방식에 따른 3D 프린터는 프린트 재료를 배출하는 헤드 및 다수의 부품이 일체화되어 있어 부피가 커 일반 개인이 이용하기에 어려움이 있다는 문제점이 있었다.
이에, 일반인들도 용이하게 사용할 수 있는 조립형 3D 프린터에 대한 필요성이 대두되었다.
본 발명은 상술한 문제점을 해결하기 위해 안출된 것으로, 본 발명의 목적은 용이하게 조립할 수 있는 조립형 3D 프린터를 제공하는데 있다.
본 발명의 또 다른 목적은 넓은 공간을 필요로 하지 않으면서 저렴한 비용으로 물체를 제조할 수 있는 조립형 3D 프린터를 제공하는데 있다.
본 발명의 기술적 과제들은 이상에서 언급한 기술적 과제들로 제한되지 않으며, 언급되지 않은 또 다른 기술적 과제들은 아래의 기재로부터 본 발명이 속한 기술분야의 통상의 기술자에게 명확하게 이해될 수 있을 것이다.
상술한 목적을 달성하기 위한 본 발명의 일 실시예에 따른 조립형 3D 프린터는 십(十)자 형상의 몸체부(110), 상기 몸체부(110) 상부의 제1 축 방향으로 배치되어 구동력을 제공하는 제1 구동부(120), 상기 제1 구동부(120)의 상부에 결합되어 제1 축 방향으로 이동 가능하며 용융된 프린팅 재료가 적층되는 하부판(130), 상기 제1 축과 수직하는 제3 축 방향으로 결합되는 복수의 지지대(140), 상기 지지대(140)와 결합하여 상기 제3 축 방향으로 이동 가능하며, 상기 제1 축 및 상기 제3 축과 수직하는 제2 축 방향의 구동력을 제공하는 제2 구동부(150), 상기 제2 구동부(150)에 체결되며 프린팅 재료를 용융한 후 분사하는 헤드(160), 와이어 형태의 프린팅 재료를 공급하는 재료 공급부(170); 상기 헤드(160)의 위치를 제어하는 신호를 출력하는 제어부(180)를 포함한다.
본 발명의 일 실시예에 따르면, 상기 몸체부(110)는, 복수의 사각형 블록이 체결되어 형성될 수 있다.
본 발명의 일 실시예에 따르면, 상기 제1 구동부(120)는, 상기 하부판(130)을 상기 제1 축 방향으로 이동시키는 구동력을 제공하는 제1 스텝 모터(121), 상기 몸체부(110) 상부에 적층되는 복수의 지지부(122), 상기 복수의 지지부(122) 측면에 형성된 삽입홀에 삽입되는 복수의 가이드 레일(123), 상기 복수의 가이드 레일(123) 각각에 삽입되는 원통형 베어링(127), 상기 원통형 베어링(127)에 결합되는 제1 가이드(125) 및 상기 제1 가이드(125) 측면에 형성된 삽입홀을 관통하여 체결되는 타이밍 벨트(124)를 포함할 수 있다.
본 발명의 일 실시예에 따르면, 상기 제2 구동부(150)는, 상기 헤드(160)를 제2 축 방향으로 이동시키는 구동력을 제공하는 제2 스텝 모터(151), 상기 제2 구동부(150)의 양단에 구비되는 복수의 지지부(152), 상기 지지부(152) 측면에 형성된 삽입홀에 삽입되는 복수의 가이드 레일(153), 상기 복수의 가이드 레일(153) 각각에 삽입되는 원통형 베어링(157), 상기 원통형 베어링(157)에 결합되는 제2 가이드(155) 및 상기 제2 가이드(155) 측면에 형성된 삽입홀을 관통하여 체결되는 타이밍 벨트(154)를 포함할 수 있다.
본 발명의 일 실시예에 따르면, 상기 몸체부(110) 상부의 상기 제2 축 방향 양단에 각각 결합되는 제3 스텝 모터(171) 및 제4 스텝 모터(181)를 더 포함할 수 있다.
본 발명의 일 실시예에 따르면, 상기 제3 스텝 모터(171) 및 제4 스텝 모터(181) 각각에 제3 축 방향으로 결합되는 스크류(173)를 더 포함할 수 있다.
본 발명의 일 실시예에 따르면, 상기 제2 구동부(150)는, 상기 스크류(173)에 상기 제3 축 방향으로 결합되며, 상기 제3 스텝 모터(171) 및 상기 제4 스텝 모터(181)의 구동력에 의해 상기 스크류(173)가 회전하면 상기 지지대(140)를 따라 상기 제3 축 방향으로 왕복 슬라이딩할 수 있다.
상술한 조립형 3D 프린터에 따르면 일반 사용자들도 용이하게 조립하여 사용할 수 있는 3D 프린터를 제공할 수 있다는 효과를 달성할 수 있다.
또한, 넓은 공간을 차지하지 않으면서 저렴한 비용에 3D 프린터를 사용할 수 있게 한다는 효과도 달성할 수 있다.
도 1은 본 발명의 일 실시예에 따른 조립형 3D 프린터를 설명하기 위한 사시도이다.
도 2는 본 발명의 일 실시예에 다른 몸체부를 설명하기 위한 도면이다.
도 3은 본 발명의 일 실시예에 따라 몸체부(110)에 제1 구동부(120)가 장착된 형태를 설명하기 위한 도면이다.
도 4는 본 발명의 일 실시예에 따라 제1 스텝 모터(121)를 체결하는 과정을 설명하기 위한 도면이다.
도 5는 본 발명의 일 실시예에 따른 지지부를 설명하기 위한 도면이다.
도 6은 본 발명의 또 다른 실시예에 따른 지지부를 설명하기 위한 도면이다.
도 7은 본 발명의 일 실시예에 따라 도 5 및 도 6에 도시된 방법으로 제조된 지지부와 그 지지부들 사이에 가이드 레일을 결합하는 과정을 설명하기 위한 도면이다.
도 8은 본 발명의 일 실시예에 따라 타이밍 벨트를 결합하는 과정을 설명하기 위한 도면이다.
도 9는 본 발명의 일 실시예에 따른 제2 구동부를 설명하기 위한 도면이다.
도 10은 본 발명의 일 실시예에 따라 지지부에 가이드 레일을 결합하는 과정을 설명하기 위한 도면이다.
도 11은 본 발명의 일 실시예에 따라 지지부에 형성된 수용부에 베어링을 체결하는 과정을 설명하기 위한 도면이다.
도 12는 본 발명의 일 실시예에 따라 지지부의 하부에 제2 스텝 모터(151)을 결합하는 과정을 설명하기 위한 도면이다.
도 13은 본 발명의 일 실시예에 따라 원통형 베어링에 제2 가이드를 결합하는 과정을 설명하기 위한 도면이다.
도 14는 본 발명의 일 실시예에 따라 타이밍 벨트를 체결하는 과정을 설명하기 위한 도면이다.
도 15는 본 발명의 일 실시예에 따라 제1 구동부가 결합된 몸체부에 제3 스텝 모터 및 제4 스텝 모터를 결합하는 과정을 설명하기 위한 도면이다.
도 16은 본 발명의 일 실시예에 따라 제3 축 방향으로 결합되는 지지대를 설명하기 위한 도면이다.
도 17은 본 발명의 일 실시예에 따라 하부판을 결합하는 과정을 설명하기 위한 도면이다.
도 18은 본 발명의 일 실시에 따라 제2 가이드(155)에 장착되는 헤드를 설명하기 위한 도면이다.
도 19는 본 발명의 일 실시예에 따른 제어부 조립 과정을 설명하기 위한 도면이다.
도 20은 본 발명의 일 실시예에 따라 재료 공급부를 조립하는 과정을 설명하기 위한 도면이다.
도 2는 본 발명의 일 실시예에 다른 몸체부를 설명하기 위한 도면이다.
도 3은 본 발명의 일 실시예에 따라 몸체부(110)에 제1 구동부(120)가 장착된 형태를 설명하기 위한 도면이다.
도 4는 본 발명의 일 실시예에 따라 제1 스텝 모터(121)를 체결하는 과정을 설명하기 위한 도면이다.
도 5는 본 발명의 일 실시예에 따른 지지부를 설명하기 위한 도면이다.
도 6은 본 발명의 또 다른 실시예에 따른 지지부를 설명하기 위한 도면이다.
도 7은 본 발명의 일 실시예에 따라 도 5 및 도 6에 도시된 방법으로 제조된 지지부와 그 지지부들 사이에 가이드 레일을 결합하는 과정을 설명하기 위한 도면이다.
도 8은 본 발명의 일 실시예에 따라 타이밍 벨트를 결합하는 과정을 설명하기 위한 도면이다.
도 9는 본 발명의 일 실시예에 따른 제2 구동부를 설명하기 위한 도면이다.
도 10은 본 발명의 일 실시예에 따라 지지부에 가이드 레일을 결합하는 과정을 설명하기 위한 도면이다.
도 11은 본 발명의 일 실시예에 따라 지지부에 형성된 수용부에 베어링을 체결하는 과정을 설명하기 위한 도면이다.
도 12는 본 발명의 일 실시예에 따라 지지부의 하부에 제2 스텝 모터(151)을 결합하는 과정을 설명하기 위한 도면이다.
도 13은 본 발명의 일 실시예에 따라 원통형 베어링에 제2 가이드를 결합하는 과정을 설명하기 위한 도면이다.
도 14는 본 발명의 일 실시예에 따라 타이밍 벨트를 체결하는 과정을 설명하기 위한 도면이다.
도 15는 본 발명의 일 실시예에 따라 제1 구동부가 결합된 몸체부에 제3 스텝 모터 및 제4 스텝 모터를 결합하는 과정을 설명하기 위한 도면이다.
도 16은 본 발명의 일 실시예에 따라 제3 축 방향으로 결합되는 지지대를 설명하기 위한 도면이다.
도 17은 본 발명의 일 실시예에 따라 하부판을 결합하는 과정을 설명하기 위한 도면이다.
도 18은 본 발명의 일 실시에 따라 제2 가이드(155)에 장착되는 헤드를 설명하기 위한 도면이다.
도 19는 본 발명의 일 실시예에 따른 제어부 조립 과정을 설명하기 위한 도면이다.
도 20은 본 발명의 일 실시예에 따라 재료 공급부를 조립하는 과정을 설명하기 위한 도면이다.
이하, 첨부된 도면을 참조하여 본 발명의 바람직한 실시예를 상세히 설명한다. 본 발명의 이점 및 특징, 그리고 그것들을 달성하는 방법은 첨부되는 도면과 함께 상세하게 후술되어 있는 실시예들을 참조하면 명확해질 것이다. 그러나 본 발명은 이하에서 게시되는 실시예들에 한정되는 것이 아니라 서로 다른 다양한 형태로 구현될 수 있으며, 단지 본 실시예들은 본 발명의 게시가 완전하도록 하고, 본 발명이 속하는 기술분야에서 통상의 지식을 가진 자에게 발명의 범주를 완전하게 알려주기 위해 제공되는 것이며, 본 발명은 청구항의 범주에 의해 정의될 뿐이다.
다른 정의가 없다면, 본 명세서에서 사용되는 모든 용어(기술 및 과학적 용어를 포함)는 본 발명이 속하는 기술분야에서 통상의 지식을 가진 자에게 공통적으로 이해될 수 있는 의미로 사용될 수 있을 것이다. 또 일반적으로 사용되는 사전에 정의되어 있는 용어들은 명백하게 특별히 정의되어 있지 않는 한 이상적으로 또는 과도하게 해석되지 않는다.
또한, 본 명세서에서 단수형은 문구에서 특별히 언급하지 않는 한 복수형도 포함될 수 있다. 명세서에서 사용되는 "포함한다(comprises)" 및/또는 "포함하는(comprising)"은 언급된 구성요소, 단계, 동작 및/또는 소자는 하나 이상의 다른 구성요소, 단계, 동작 및/또는 소자의 존재 또는 추가를 배제하지 않는다.
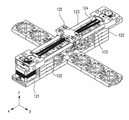
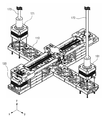
도 1은 본 발명의 일 실시예에 따른 조립형 3D 프린터를 설명하기 위한 사시도이다.
본 발명의 일 실시예에 따른 조립형 3D 프린터(100)는 몸체부(110), 제1 구동부(120), 하부판(130), 지지대(140), 제2 구동부(150), 헤드(160), 재료 공급부(170)(재료 공급부가 필라멘트로 표시되어 있음) 및 제어부(180)를 포함한다.
몸체부(110)는 본 발명의 일 실시예에 다른 3D 프린터(100)의 기본 골조이다. 본 발명의 일 실시예에 따른 몸체부(110)는 십(十)자 형상일 수 있다.
제1 구동부(120)는 몸체부(110) 상부의 제1 축 방향(x축)으로 배치되어 구동력을 제공한다. 제1 구동부(120)의 상부에 결합되는 하부판(130)은 제1 구동부(120)에서 발생된 구동력에 의해 제1 축 방향으로 이동될 수 있다. 하부판(130)의 상부에는 용융된 프린팅 재료가 적층된다.
복수의 지지대(140)는 제1 축(x축)과 수직하는 제3 축(z축) 방향으로 결합된다. 지지대(140)에 결합한 제2 구동부(150)는 지지대(140)를 따라 왕복 슬라이딩하며 제3 축(z축) 방향으로 이동할 수 있게 된다.
한편, 지지대(140)에 결합되는 제2 구동부(150)는 제1 축(x축) 및 제 3축(z축)과 수직하는 제2 축(y축) 방향의 구동력을 제공한다. 구체적으로, 제2 구동부(150)에 체결되는 헤드(160)가 제2 구동부(150)에 의해 제2 축(y축) 방향으로 왕복 슬라이딩하며 용융된 프린팅 재료를 분사한다.
재료 공급부(170)에는 와이어 형태의 프린팅 재료가 권취되어 있다. 재료 공급부(170)가 회전하면 프린팅 재료가 권출되며 헤드(160)에 공급될 수 있다. 제어부(180)는 헤드(160)의 위치를 제어하는 신호를 출력한다.
도 1에 도시된 조립형 3D 프린터(100)의 각 구성요소는 독립적인 부품으로 분리될 수 있다. 이하에서는, 각 구성요소들의 구체적은 형상 및 이들의 조립 과정을 상세하게 설명하도록 한다.
도 2는 본 발명의 일 실시예에 다른 몸체부를 설명하기 위한 도면이다.
본 발명의 일 실시예에 따른 몸체부(110)는 복수의 사각형 블록이 체결된 형태로 구현될 수 있다.
복수의 사각형 블록 각각에는 사각형 블록의 상부에서 하부를 관통하는 복수의 삽입홀(111) 및 돌출부(112)가 구비되어 있을 수 있다. 사각형 블록의 돌출부(112)가 다른 사각형 블록의 삽입홀(111)과 정렬된 상태에서 볼트를 삽입하여 몸체부(110)를 조립할 수 있다.
한편, 도 2에 도시된 몸체부(110)는 평판의 십(十)자 형상으로 구비되는 것을 예로 들어 설명하였으나, 복수의 사각형 블록의 체결 방법에 따라 다른 형상으로 조립할 수도 있다.
도 3은 본 발명의 일 실시예에 따라 몸체부(110)에 제1 구동부(120)가 장착된 형태를 설명하기 위한 도면이다.
본 발명의 일 실시예에 따른 제1 구동부(120)는 제1 스텝 모터(121), 지지부(122), 가이드 레일(123), 타이밍 벨트(124) 및 제1 가이드(125)를 포함한다.
제1 스텝 모터(121)는 하부판(130)을 제1 축(x축) 방향으로 이동시키는 구동력을 제공한다. 구체적으로, 제1 스텝 모터(121)는 전기 에너지로 구동력을 발생시켜 그 동력을 타이밍 벨트(124)에 전달하고, 타이밍 벨트(124)에 체결된 제1 가이드(125)가 가이드 레일(123)을 따라 이동할 수 있도록 한다.
구체적으로, 제1 스텝 모터(121)가 시계 방향 또는 반시계 방향으로 구동하면 제1 가이드(125)가 제1 축(x축) 방향으로 이동할 수 있게 된다.
도 4 내지 도 8에서는 몸체부(110)의 상부에 제1 구동부(120)를 조립하는 과정을 설명하도록 한다.
도 4는 본 발명의 일 실시예에 따라 제1 스텝 모터(121)를 체결하는 과정을 설명하기 위한 도면이다.
본 발명의 일 실시예에 따른 제1 스텝 모터(121)는 몸체부(110)의 상부에 체결된다. 구체적으로, 제1 스텝 모터(121)를 몸체부(110) 상부에 위치시키고, 블록에 형성된 삽입홀(111)과 정렬한 후 볼트를 삽입하여 몸체부(110)에 고정시킨다.
도 4에 도시된 실시예에서는 제1 스텝 모터(121)가 몸체부(110)의 제1 축(x축) 방향 일단에 결합되는 것을 예로 들어 설명하였으나, 제1 스텝 모터(121)가 체결되는 위치는 이에 한정되지 않으며 다른 위치에 체결하도록 구현할 수도 있다.
도 5는 본 발명의 일 실시예에 따른 지지부를 설명하기 위한 도면이다.
지지부(122)는 도 3에 도시된 바와 같이 몸체부(110)의 상부에 적층되어 가이드 레일(123)을 지지한다.
본 발명의 일 실시예에 따른 지지부(122)는 복수의 사각형 블록을 적층한 후 이들을 볼트로 체결함으로써 제조할 수 있다. 또한, 최상부에 적층되는 블록에는 제1 스텝 모터(121)에서 생성된 구동력을 타이밍 벨트(124)에 전달하는 베어링(미도시)을 수용하는 수용부(113)가 형성되어 있을 수 있다.
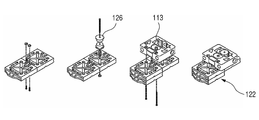
도 6은 본 발명의 또 다른 실시예에 따른 지지부를 설명하기 위한 도면이다.
지지부(122)는 몸체부(110) 상부의 양단에 설치되어 가이드 레일(123)을 지지하는 구성이므로 복수개가 구비되어 있어야 한다. 도 6에 도시된 지지부(122)는 도 5에 도시된 지지부(122)와 마주보는 형태로 몸체부(110) 상부에 설치될 수 있다.
본 발명의 또 다른 실시예에 다른 지지부(122)도 복수의 사각형 블록들을 체결하여 제조할 수 있다. 구체적으로, 2개의 사각형 블록을 너비 방향으로 체결한 후, 그 상부에 베어링(126)들을 볼트와 너트로 고정시킨다. 이후, 베어링(126)들을 수용할 수 있는 수용부(113)가 형성된 사각형 블록을 적층한다.
도 7은 본 발명의 일 실시예에 따라 도 5 및 도 6에 도시된 방법으로 제조된 지지부와 그 지지부들 사이에 가이드 레일을 결합하는 과정을 설명하기 위한 도면이다.
도 5 및 도 6에 도시된 지지부(122) 사이에 복수의 가이드 레일(123)을 결합한다. 구체적으로, 지지부(122) 측면에 형성된 삽입홀에 가이드 레일(123)을 삽입한다. 이때, 가이드 레일(123)에는 제1 가이드(125)를 결합하기 위한 원통형 베어링(127)이 체결된다. 본 발명의 일 실시예에 따른 원통형 베어링(127)은 가이드 레일(123)을 따라 왕복 슬라이딩이 가능하도록 체결될 수 있다.
제1 가이드(125)는 원통형 베어링(127)에 케이블 타이와 같은 결합 수단으로 결합된다. 결합 수단으로 사용할 수 있는 부품으로는 케이블 타이에 한정되지 않으며 다른 범용적인 수단이 사용될 수도 있다.
제1 가이드(125)가 체결된 후에는 타이밍 벨트(124)를 결합한다.
도 8은 본 발명의 일 실시예에 따라 타이밍 벨트를 결합하는 과정을 설명하기 위한 도면이다.
타이밍 벨트(124)는 베어링(126)의 외측 일부를 포위하는 형태로 베어링(126)과 체결되며, 제1 가이드(125) 측면에 형성된 삽입홀을 관통하여 반대쪽 베어링과도 동일한 형태로 체결된다.
베어링(126)은 제1 스텝 모터(121)와 연결되어 있는바, 제1 스텝 모터(121)의 구동력에 의해 베어링(126)이 회전하면 타이밍 벨트(124)에 그 구동력이 전달된다.
한편, 제1 가이드(125) 하부의 삽입홀에 타이밍 벨트(124)가 삽입된 후, 그 삽입홀에 인접한 곳에 케이블 타이가 체결될 수도 있다. 이 케이블 타이는 걸림턱 역할을 수행하며, 베어링(126)이 회전함에 따라 타이밍 벨트(124)가 동작할 때, 제1 가이드(125)가 제1 축(x축) 방향으로 이동될 수 있도록 한다.
다만, 걸림턱 역할을 수행하도록 제1 가이드(125) 하부의 삽입홀에 인접하게 체결되는 수단은 케이블 타이에 한정되지 않으며 다른 범용적인 수단이 체결되도록 구현할 수도 있다.
타이밍 벨트(124)까지 체결하면 제1 구동부(120)의 결합이 완료된다.
이하에서는, 헤드가 부착되는 제2 구동부(150)를 조립하는 과정을 설명하도록 한다.도 9는 본 발명의 일 실시예에 따른 제2 구동부를 설명하기 위한 도면이다.
본 발명의 일 실시예에 따른 제2 구동부(150)는 제2 스텝 모터(151), 지지부(152), 가이드 레일(153), 타이밍 벨트(154), 제2 가이드(155) 및 원통형 베어링(157)을 포함한다.
제2 스텝 모터(151)는 전기 에너지로 구동력을 발생시켜 그 동력을 타이밍 벨트(154)에 전달하고, 타이밍 벨트(154)에 체결된 제2 가이드(155)가 가이드 레일(153)을 따라 이동할 수 있도록 한다.
구체적으로, 제2 스텝 모터(151)가 시계 방향 또는 반시계 방향으로 구동하면 제2 가이드(155)가 제2 축(y축) 방향으로 이동할 수 있게 된다.
이하, 도 10 내지 도 13에서는 제2 구동부(150)를 조립하는 과정을 설명하도록 한다.
도 10은 본 발명의 일 실시예에 따라 지지부에 가이드 레일을 결합하는 과정을 설명하기 위한 도면이다.
두개의 지지부(152) 사이에 복수의 가이드 레일(153)을 결합한다. 구체적으로, 지지부(152) 측면에 형성된 삽입홀에 가이드 레일(153)을 삽입하여 지지부(152)에 체결한다. 이때, 가이드 레일(153)에는 제2 가이드(155)를 결합하기 위한 원통형 베어링(157)이 체결된다. 본 발명의 일 실시예에 따른 원통형 베어링(157)은 가이드 레일(153)을 따라 왕복 슬라이딩 가능하게 체결될 수 있다.
도 11은 본 발명의 일 실시예에 따라 지지부에 형성된 수용부에 베어링을 체결하는 과정을 설명하기 위한 도면이다.
도 11에 도시된 지지부(152)의 상부에는 베어링(156)을 수용할 수 있는 수용부가 형성되어 있다. 따라서, 수용부에 적어도 하나의 베어링(156)을 위치시킨 후 볼트와 너트로 고정시킨다.
도 12는 본 발명의 일 실시예에 따라 지지부의 하부에 제2 스텝 모터(151)을 결합하는 과정을 설명하기 위한 도면이다.
제2 스텝 모터(151)는 지지부(152)의 하부에 결합된다. 제2 스텝 모터(151)는 전기 에너지를 이용하여 구동력을 발생시키고, 헤드(160)가 y축 방향으로 이동될 수 있도록 한다.
도 13은 본 발명의 일 실시예에 따라 원통형 베어링에 제2 가이드를 결합하는 과정을 설명하기 위한 도면이다.
제2 가이드(155)는 원통형 베어링(157)에 케이블 타이와 같은 결합 수단으로 결합된다. 결합 수단으로 사용할 수 있는 부품으로는 케이블 타이에 한정되지 않으며 다른 범용적인 수단이 사용될 수도 있다.
도 14는 본 발명의 일 실시예에 따라 타이밍 벨트를 체결하는 과정을 설명하기 위한 도면이다.
타이밍 벨트(154)는 베어링(156)의 외측 일부를 포위하는 형태로 베어링(156)과 체결되며, 제2 가이드(155) 하부에 형성된 삽입홀을 관통하여 반대쪽 베어링과도 동일한 형태로 체결된다.
제2 가이드(155) 하부의 삽입홀에 타이밍 벨트(154)가 삽입된 후, 삽입홀에 인접한 곳에 케이블 타이가 체결될 수 있다. 이 케이블 타이는 걸림턱 역할을 수행하며, 베어링(156)이 회전함에 따라 타이밍 벨트(154)가 동작할 때, 제2 가이드(155)가 제2 축(y축) 방향으로 이동될 수 있도록 한다.
다만, 걸림턱 역할을 수행하도록 제2 가이드(155) 하부의 삽입홀에 인접하게 체결되는 수단은 케이블 타이에 한정되지 않으며 다른 범용적인 수단이 체결되도록 구현할 수도 있다.
한편, 제2 구동부(150)가 지지대(140)와 결합하여 제3 축(z축) 방향으로 이동될 수 있도록 하기 위해 제2 구동부(150) 양단에 원통형 베어링(158)이 결합될 수도 있다. 구체적으로, 원통형 베어링(158)들은 지지부(152)의 양측면에 결합될 수 있다.
원통형 베어링(158)에는 지지부(140)가 삽입되어 제2 구동부(150)가 지지부(140)를 따라 제3 축(z축) 방향으로 왕복운동을 할 수 있게 한다.
타이밍 벨트(154) 및 원통형 베어링(158)을 체결하면 제2 구동부(150)의 결합이 완료된다.
이하에서는, 제1 구동부(120)와 제2 구동부(150)를 결합하는 과정을 설명하도록 한다.
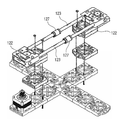
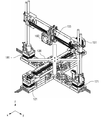
도 15는 본 발명의 일 실시예에 따라 제1 구동부가 결합된 몸체부에 제3 스텝 모터 및 제4 스텝 모터를 결합하는 과정을 설명하기 위한 도면이다.
본 발명의 일 실시예에 따른 몸체부(110)는 십(十)자의 형상을 띄고 있는바, 제1 축(x축) 방향으로 제1 구동부(120)를 결합하고 제1 축(x축)에 수직하는 제2 축(y축) 방향의 양단에 제3 스텝 모터(171) 및 제4 스텝 모터(181)를 결합할 수 있게 된다. 제3 스텝 모터(171) 및 제4 스텝 모터(181)는 헤드를 제1 축 및 제2 축에 수직하는 제3 축(z축) 방향으로 구동시키는 구동력을 제공한다.
이때, 제3 스텝 모터(171) 및 제4 스텝 모터(18)에는 제3 축(z축) 방향으로 스크류(173)가 결합될 수 있다. 스크류(173)에는 제2 구동부(150)가 결합된다.
이때, 제3 스텝 모터(171) 및 제4 스텝 모터(181)의 구동력에 의해 스크류(173)가 회전하면 제2 구동부(150)가 지지대(140)를 따라 제3 축(z축) 방향으로 왕복 슬라이딩할 수 있게 된다.
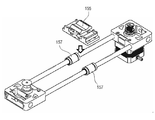
도 16은 본 발명의 일 실시예에 따라 제3 축 방향으로 결합되는 지지대를 설명하기 위한 도면이다.
지지대(140)는 제3 스텝 모터(171) 및 제4 스텝 모터(181)에 제3 축(z축) 방향으로 결합된다. 이후, 지지대(140) 및 스크류(173)에 제2 구동부(150)가 결합된다.
도 17은 본 발명의 일 실시예에 따라 하부판을 결합하는 과정을 설명하기 위한 도면이다.
본 발명의 일 실시예에 따른 하부판(130)은 제1 가이드(125)의 상부에 결합된다. 구체적으로, 하부판(130)에 형성된 삽입홀에 적어도 하나의 볼트를 이용하여 제1 가이드(125)에 고정시킨다.
하부판(130)에는 헤드(미도시)의 노즐에서 분사된 ABS, PLA와 같은 플라스틱 재료가 분사되어 적층된다. 본 발명의 일 실시예에 따른 하부판(130)은 제1 스텝 모터(121)에서 생성된 구동력을 통해 제1 축(x축) 방향으로 이동될 수 있다.
도 18은 본 발명의 일 실시에 따라 제2 가이드(155)에 장착되는 헤드를 설명하기 위한 도면이다.
헤드(160)는 3D 프린팅에 사용되는 플라스틱 재료를 녹이기 위한 히터(미도시), 히터의 온도를 측정하기 위한 온도계(미도시), 용융된 프린팅 재료를 분사하는 노즐(미도시) 및 가열된 헤드(160) 부품을 냉각시키기 위한 쿨링팬(미도시)를 포함한다.
상술한 바와 같이 하부판(130)은 제1 스텝 모터(121)에서 발생된 구동력에 의해 제1 축(x축) 방향으로 이동될 수 있다. 제2 가이드(155)에 부착된 헤드(160)는 제2 스텝 모터(151)에 의해 제2 축(y축) 방향으로 이동될 수 있다. 또한, 제2 구동부(150)는 제3 스텝 모터(171) 및 제4 스텝 모터(181)에서 발생된 구동력에 의해 지지대(140)를 따라 제3 축(z축) 방향으로 이동될 수 있다. 이때, 각 스텝 모터에는 헤드(160)의 위치 정보를 측정하기 위한 센서(미도시)가 구비되어 있을 수 있다.
도 19는 본 발명의 일 실시예에 따른 제어부 조립 과정을 설명하기 위한 도면이다.
본 발명의 일 실시예에 따른 제어부(180)는 조립형 3D 프린터(100)의 전반적인 동작을 제어한다. 구체적으로, 제어부(180)에 포함된 통신 모듈로 외부 기기로부터 프린팅하고자 하는 물체의 3D 도면을 수신하고 그에 따라 각각의 스텝 모터를 제어하는 신호를 생성한다.
제1 스텝 모터(121)를 통해 하부판(130)을 제1 축(x축) 방향, 헤드(160)를 제2 축(y축) 또는 제3 축(z축) 방향으로 이동시켜가며 3D 도면에 따른 물체를 프린팅한다.
또한, 제어부(180)는 헤드(160)가 분사하는 재료의 양을 조절하는 제어 신호, 헤드(160)에 포함된 노즐의 온도 등을 제어하는 신호를 생성할 수도 있다.
도 20은 본 발명의 일 실시예에 따라 재료 공급부(170)를 조립하는 과정을 설명하기 위한 도면이다.
재료 공급부(170)는 와이어 형태로 된 열가소성의 필라멘트를 헤드(160)에 공급한다. 열가소성 필라멘트로는 대표적으로 PLA, PVC, ABS, PPS 수지를 예로 들 수 있으나 이들 수지 외에도 적합한 물성을 가진 다른 수지 또는 신소재가 사용될 수 있다.
상술한 열가소성 필라멘트는 재료 공급부(170)에 권취되어 있는 형태로 보관되며 재료 공급부(170)가 회전함에 따라 헤드(160)에 공급될 수 있다.
상술한 본 발명의 일 실시예에 따른 조립형 3D 프린터(100)에 따르면 복수의 구성요소들을 용이하게 조립하여 제작할 수 있으므로 일반인들도 쉽게 사용할 수 있게 한다는 효과를 달성할 수 있다.
본 실시예와 관련된 기술 분야에서 통상의 지식을 가진 자는 상기된 기재의 본질적인 특성에서 벗어나지 않는 범위에서 변형된 형태로 구현될 수 있음을 이해할 수 있을 것이다. 그러므로 개시된 방법들은 한정적인 관점이 아니라 설명적인 관점에서 고려되어야 한다. 본 발명의 범위는 전술한 설명이 아니라 특허청구범위에 나타나 있으며, 그와 동등한 범위 내에 있는 모든 차이점은 본 발명에 포함된 것으로 해석되어야 할 것이다.
100 : 조립형 3D 프린터
110 : 몸체부
111 : 삽입홀 112 : 돌출부
113 : 수용부 120 : 제1 구동부
121 : 제1 스텝 모터 122 : 지지부
123 : 가이드 레일 124 : 타이밍 벨트
125 : 제1 가이드 126 : 베어링
127 : 원통형 베어링 130 : 하부판
140 : 지지대 150 : 제2 구동부
151 : 제2 스텝 모터 152 : 지지부
153 : 가이드 레일 154 : 타이밍 벨트
155 : 제2 가이드 156 : 베어링
157 : 원통형 베어링 158 : 원통형 베어링
160 : 헤드 170 : 재료 공급부
171 : 제3 스텝 모터 173 : 스크류
180 : 제어부 181 : 제4 스텝 모터
111 : 삽입홀 112 : 돌출부
113 : 수용부 120 : 제1 구동부
121 : 제1 스텝 모터 122 : 지지부
123 : 가이드 레일 124 : 타이밍 벨트
125 : 제1 가이드 126 : 베어링
127 : 원통형 베어링 130 : 하부판
140 : 지지대 150 : 제2 구동부
151 : 제2 스텝 모터 152 : 지지부
153 : 가이드 레일 154 : 타이밍 벨트
155 : 제2 가이드 156 : 베어링
157 : 원통형 베어링 158 : 원통형 베어링
160 : 헤드 170 : 재료 공급부
171 : 제3 스텝 모터 173 : 스크류
180 : 제어부 181 : 제4 스텝 모터
Claims (7)
- 십(十)자 형상의 몸체부(110);
상기 몸체부(110) 상부의 제1 축 방향으로 배치되어 구동력을 제공하는 제1 구동부(120);
상기 제1 구동부(120)의 상부에 결합되어 제1 축 방향으로 이동 가능하며 용융된 프린팅 재료가 적층되는 하부판(130);
상기 제1 축과 수직하는 제3 축 방향으로 결합되는 복수의 지지대(140);
상기 지지대(140)와 결합하여 상기 제3 축 방향으로 이동 가능하며, 상기 제1 축 및 상기 제3 축과 수직하는 제2 축 방향의 구동력을 제공하는 제2 구동부(150);
상기 제2 구동부(150)에 체결되며 프린팅 재료를 용융한 후 분사하는 헤드(160);
와이어 형태의 프린팅 재료를 공급하는 재료 공급부(170); 및
상기 헤드(160)의 위치를 제어하는 신호를 출력하는 제어부(180)를 포함하는 조립형 3D 프린터. - 제1항에 있어서,
상기 몸체부(110)는,
복수의 사각형 블록이 체결되어 형성된 조립형 3D 프린터. - 제1항에 있어서,
상기 제1 구동부(120)는,
상기 하부판(130)을 상기 제1 축 방향으로 이동시키는 구동력을 제공하는 제1 스텝 모터(121);
상기 몸체부(110) 상부에 적층되는 복수의 지지부(122);
상기 복수의 지지부(122) 측면에 형성된 삽입홀에 삽입되는 복수의 가이드 레일(123);
상기 복수의 가이드 레일(123) 각각에 삽입되는 원통형 베어링(127);
상기 원통형 베어링(127)에 결합되는 제1 가이드(125); 및
상기 제1 가이드(125) 측면에 형성된 삽입홀을 관통하여 체결되는 타이밍 벨트(124)를 포함하는 조립형 3D 프린터. - 제1항에 있어서,
상기 제2 구동부(150)는,
상기 헤드(160)를 제2 축 방향으로 이동시키는 구동력을 제공하는 제2 스텝 모터(151);
상기 제2 구동부(150)의 양단에 구비되는 복수의 지지부(152);
상기 지지부(152) 측면에 형성된 삽입홀에 삽입되는 복수의 가이드 레일(153);
상기 복수의 가이드 레일(153) 각각에 삽입되는 원통형 베어링(157);
상기 원통형 베어링(157)에 결합되는 제2 가이드(155); 및
상기 제2 가이드(155) 측면에 형성된 삽입홀을 관통하여 체결되는 타이밍 벨트(154)를 포함하는 조립형 3D 프린터. - 제4항에 있어서,
상기 몸체부(110) 상부의 상기 제2 축 방향 양단에 각각 결합되는 제3 스텝 모터(171) 및 제4 스텝 모터(181)를 더 포함하는 조립형 3D 프린터. - 제5항에 있어서,
상기 제3 스텝 모터(171) 및 제4 스텝 모터(181) 각각에 제3 축 방향으로 결합되는 스크류(173)를 더 포함하는 조립형 3D 프린터. - 제6항에 있어서,
상기 제2 구동부(150)는,
상기 스크류(173)에 상기 제3 축 방향으로 결합되며, 상기 제3 스텝 모터(171) 및 상기 제4 스텝 모터(181)의 구동력에 의해 상기 스크류(173)가 회전하면 상기 지지대(140)를 따라 상기 제3 축 방향으로 왕복 슬라이딩하는 조립형 3D 프린터.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160066606A KR20170135149A (ko) | 2016-05-30 | 2016-05-30 | 조립형 3d 프린터 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160066606A KR20170135149A (ko) | 2016-05-30 | 2016-05-30 | 조립형 3d 프린터 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170135149A true KR20170135149A (ko) | 2017-12-08 |
Family
ID=60919619
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160066606A Abandoned KR20170135149A (ko) | 2016-05-30 | 2016-05-30 | 조립형 3d 프린터 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170135149A (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102259375B1 (ko) * | 2020-01-03 | 2021-06-25 | 주식회사 아나츠 | 조립형 축방향 구동모듈 및 이를 이용한 3d 프린터 |
-
2016
- 2016-05-30 KR KR1020160066606A patent/KR20170135149A/ko not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102259375B1 (ko) * | 2020-01-03 | 2021-06-25 | 주식회사 아나츠 | 조립형 축방향 구동모듈 및 이를 이용한 3d 프린터 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102416502B1 (ko) | 접이식 3차원 프린터 | |
| KR101610897B1 (ko) | 다양한 색상이 구현되는 3차원 프린터 | |
| US9352501B2 (en) | Molding systems and methods | |
| JP6646378B2 (ja) | 三次元造形装置 | |
| KR101849592B1 (ko) | 노즐 교체형 3차원 프린터 | |
| KR101782397B1 (ko) | 마그네틱 볼 조인트를 이용한 델타 방식 3d 프린터 장치 | |
| KR101776904B1 (ko) | 노즐 교체형 3d프린터용 헤드 결합체 | |
| KR101736568B1 (ko) | 다중재료 성형을 위한 3d 프린터용 헤드 | |
| KR20170105811A (ko) | 3d 프린터 | |
| JP2004007952A (ja) | リニアモータと、リニアモータを用いた電動射出成形機 | |
| KR20170046355A (ko) | 3d 프린터 | |
| US10513076B1 (en) | 3D printing devices and methods | |
| KR20170135149A (ko) | 조립형 3d 프린터 | |
| DE10325229A1 (de) | Vorrichtung zur Blasformung von Behältern | |
| KR101586140B1 (ko) | 3d 프린터 | |
| CN105392355B (zh) | 直线运动装置及电子元件安装装置 | |
| EP2926971B1 (en) | Hot-runner systems and methods comprising a Lorentz force actuator assembly | |
| KR20180001340A (ko) | 개별적으로 움직이는 복수의 익스트루더 유닛을 구비한 3d 프린터 및 이를 사용한 3d 프린팅 방법 | |
| KR20200044214A (ko) | 복수의 노즐 조립체 교체 방식의 3d 프린터 | |
| CN215661880U (zh) | 三维打印设备 | |
| JP2000324789A (ja) | リニアモーター用駆動コイルとその製造方法 | |
| KR20180091781A (ko) | 3d 프린터 및 이에 이용되는 xyz축 구동장치 | |
| KR20190072713A (ko) | 3d 프린터의 프린트 헤드 구조 및 슬라이드 레일 구조 제작 방법 | |
| CN106079437B (zh) | 一种3d打印机 | |
| Oluwajobi et al. | Design of a fused filament fabrication (FFF) 3D-printer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20160530 |
|
| PA0201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20170703 Patent event code: PE09021S01D |
|
| PG1501 | Laying open of application | ||
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20180119 |
|
| NORF | Unpaid initial registration fee | ||
| PC1904 | Unpaid initial registration fee |