KR20170138499A - 침탄 장치와 침탄 방법 - Google Patents
침탄 장치와 침탄 방법 Download PDFInfo
- Publication number
- KR20170138499A KR20170138499A KR1020177033209A KR20177033209A KR20170138499A KR 20170138499 A KR20170138499 A KR 20170138499A KR 1020177033209 A KR1020177033209 A KR 1020177033209A KR 20177033209 A KR20177033209 A KR 20177033209A KR 20170138499 A KR20170138499 A KR 20170138499A
- Authority
- KR
- South Korea
- Prior art keywords
- organic compound
- carburizing
- heating furnace
- heating
- compound vapor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/08—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases only one element being applied
- C23C8/20—Carburising
- C23C8/22—Carburising of ferrous surfaces
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/06—Surface hardening
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/74—Methods of treatment in inert gas, controlled atmosphere, vacuum or pulverulent material
- C21D1/76—Adjusting the composition of the atmosphere
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0056—Furnaces through which the charge is moved in a horizontal straight path
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/02—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for springs
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/08—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases only one element being applied
- C23C8/20—Carburising
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/80—After-treatment
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/04—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity adapted for treating the charge in vacuum or special atmosphere
- F27B9/045—Furnaces with controlled atmosphere
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/30—Details, accessories or equipment specially adapted for furnaces of these types
- F27B9/3005—Details, accessories or equipment specially adapted for furnaces of these types arrangements for circulating gases
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/30—Details, accessories or equipment specially adapted for furnaces of these types
- F27B9/40—Arrangements of controlling or monitoring devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D17/00—Arrangements for using waste heat; Arrangements for using, or disposing of, waste gases
- F27D17/10—Arrangements for using waste heat
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- General Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Environmental & Geological Engineering (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
- Heat Treatment Of Articles (AREA)
- Tunnel Furnaces (AREA)
Abstract
Description
도 2는 침탄 처리의 반복 수가 5, 10, 15, 20의 경우에 대하여, 각각의 표면으로부터의 거리와 비커스 경도의 관계를 나타낸 도면이다.
도 3은 침탄 처리의 반복수와 침탄 깊이의 관계를 나타낸 도면이다.
도 4는 침탄 처리의 반복수가 5, 10, 15, 20의 경우에 대하여, 각각의 표면으로부터의 거리와 탄소 농도의 관계를 나타낸 도면이다.
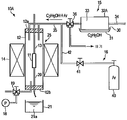
도 5는 제 2 실시형태에 따른 침탄 장치의 구성을 모식적으로 도시한 도면이다.
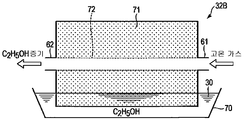
도 6은 도 5에 도시한 침탄 장치의 유기 화합물 증기 발생기의 예를 모식적으로 도시하는 단면도이다.
도 7은 유기 화합물 증기 발생기의 다른 예를 모식적으로 도시하는 단면도이다.
도 8은 도 5에 도시한 침탄 장치를 이용하는 강 제품의 제조 방법의 일 예를 공정 순서로 나타낸 도면이다.
도 9는 도 8에 나타낸 제조 방법의 일부이며 침탄 공정의 상세를 나타내는 도면이다.
도 10은 강 제품을 열간에서 제조하는 경우의 제조 방법의 일 예를 공정 순서로 나타낸 도면이다.
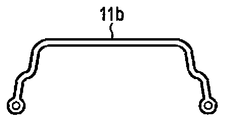
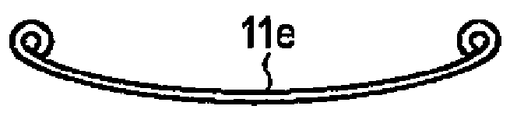
도 11은 강 제품의 제 1 예를 도시하는 정면도이다.
도 12는 강 제품의 제 2 예를 도시하는 정면도이다.
도 13은 강 제품의 제 3 예를 도시하는 정면도이다.
도 14는 강 제품의 제 4 예를 도시하는 정면도이다.
도 15는 강 제품의 제 5 예를 도시하는 정면도이다.
도 16은 강 제품의 제 6 예를 도시하는 정면도이다.
도 17은 강 제품의 제 7 예를 도시하는 정면도이다.
11: 재료
11a 내지 11g: 강 제품
30: 알코올액(액체의 유기 화합물의 일 예)
31: 트레이(용기부)
32A, 32B, 32C: 알코올 증기 발생기
50: 가열로
51: 입구부
52: 출구부
55: 반송 기구
56: 알코올 증기 공급계
57: 알코올 증기 분무부
57a, 57b, 57n: 노즐
58: 담금질조(담금질 수단)
61: 배열 도입관(배열 도입 수단)
62: 알코올 증기 공급관
70: 트레이(용기부)
71: 다공질 블록(다공질체)
72: 유통 구멍
80: 고온 가스 유로
Claims (15)
- 강으로 이루어지는 재료(11)를 가열하는 가열로(50)와,
복수의 상기 재료(11)를 상기 가열로(50)의 입구부(51)로부터 출구부(52)를 향하여 연속적 또는 간헐적으로 이동시키는 반송 기구(55)와,
액체의 유기 화합물을 증발시키는 것에 의해 유기 화합물 증기를 발생시키는 유기 화합물 증기 발생기(32B, 32C)와,
상기 가열로(50) 내를 이동하는 상기 재료(11)에 상기 유기 화합물 증기를 분무하는 것에 의해 상기 유기 화합물 중의 탄소를 상기 재료(11)에 흡착시켜, 상기 재료(11)에 흡착된 탄소를 상기 재료(11) 중에 확산시키기 위한 인터벌이 경과한 후 다시 상기 유기 화합물 증기를 상기 재료(11)에 분무하는 유기 화합물 증기 분무부(57)와,
상기 가열로(50)로부터 취출된 상기 재료(11)를 급냉하여 상기 재료(11)에 담금질 조직을 일으키게 하는 담금질 수단(58)을 포함하는
침탄 장치. - 제 1 항에 있어서,
상기 가열로(50)가 발생하는 열의 일부를 상기 유기 화합물 증기 발생기(32B, 32C)의 열원으로서 이용하기 위한 배열 도입 수단(61)을 구비한
침탄 장치. - 제 1 항에 있어서,
상기 유기 화합물 증기 발생기(32B, 32C)는 액체의 유기 화합물을 수용하는 용기부(70)와, 상기 용기부(70) 내의 상기 액체의 유기 화합물을 침투시켜 확산시키는 다공질체(71)를 구비하고, 상기 다공질체(71)의 유통 구멍(72) 내를 가열하는 것에 의해 상기 유기 화합물 증기를 발생시키는
침탄 장치. - 제 2 항에 있어서,
상기 유기 화합물 증기 발생기(32B, 32C)는 액체의 유기 화합물을 수용하는 용기부(70)와, 상기 용기부(70) 내의 상기 액체의 유기 화합물을 침투시켜 확산시키는 다공질체(71)를 구비하고, 상기 다공질체(71)의 유통 구멍(72) 내를 가열하는 것에 의해 상기 유기 화합물 증기를 발생시키는
침탄 장치. - 제 3 항에 있어서,
상기 유기 화합물 증기 발생기(32B, 32C)가 상기 유통 구멍(72)의 내면의 적어도 일부를 가열하는 가열 수단(61, 80)을 구비하는
침탄 장치. - 제 4 항에 있어서,
상기 유기 화합물 증기 발생기(32B, 32C)가 상기 유통 구멍(72)의 내면의 적어도 일부를 가열하는 가열 수단(61, 80)을 구비하는
침탄 장치. - 제 1 항에 있어서,
상기 가열로(50)가 상기 재료(11)를 오스테나이트화 온도까지 가열하는 열처리로인
침탄 장치. - 제 2 항에 있어서,
상기 가열로(50)가 상기 재료(11)를 오스테나이트화 온도까지 가열하는 열처리로인
침탄 장치. - 제 1 항에 있어서,
상기 유기 화합물 증기 분무부(57)가 상기 반송 기구(55)의 이동 방향으로 복수 단계로 나누어져 배치된 복수의 노즐(57a, 57b, 57n)을 구비하는
침탄 장치. - 제 2 항에 있어서,
상기 유기 화합물 증기 분무부(57)가 상기 반송 기구(55)의 이동 방향으로 복수 단계로 나누어져 배치된 복수의 노즐(57a, 57b, 57n)을 구비하는
침탄 장치. - 제 1 항에 있어서,
상기 액체의 유기 화합물이 알코올액인
침탄 장치. - 제 2 항에 있어서,
상기 액체의 유기 화합물이 알코올액인
침탄 장치. - 제 11 항에 있어서,
상기 알코올액이 에틸 알코올인
침탄 장치. - 제 12 항에 있어서,
상기 알코올액이 에틸 알코올인
침탄 장치. - 강으로 이루어지는 재료(11)를 가열로(50) 내에서 담금질 가능한 온도로 가열하고,
액체의 유기 화합물을 증발시키는 것에 의해 유기 화합물 증기를 발생시키고,
상기 재료(11)를 상기 가열로(50)의 입구부(51)로부터 출구부(52)를 향하여 연속적 또는 간헐적으로 이동시키고,
상기 가열로(50) 내의 상기 재료(11)에 상기 유기 화합물 증기를 분무하는 증기 분무 공정과, 재료(11)에 흡착된 탄소를 확산시키는 확산 공정을 상기 가열로(50) 내에서 복수 회 반복하고,
상기 가열로(50)로부터 취출된 상기 재료(11)를 급냉하는 것에 의해 담금질 조직을 일으키게 하는 것을 특징으로 하는
강 제품의 침탄 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015101781A JP6488191B2 (ja) | 2015-05-19 | 2015-05-19 | 浸炭装置と浸炭方法 |
| JPJP-P-2015-101781 | 2015-05-19 | ||
| PCT/JP2016/064183 WO2016186003A1 (ja) | 2015-05-19 | 2016-05-12 | 浸炭装置と浸炭方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170138499A true KR20170138499A (ko) | 2017-12-15 |
| KR102004078B1 KR102004078B1 (ko) | 2019-07-25 |
Family
ID=57319907
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177033209A Active KR102004078B1 (ko) | 2015-05-19 | 2016-05-12 | 침탄 장치와 침탄 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10584408B2 (ko) |
| EP (1) | EP3299488A4 (ko) |
| JP (1) | JP6488191B2 (ko) |
| KR (1) | KR102004078B1 (ko) |
| CN (1) | CN107614735B (ko) |
| MX (1) | MX2017014770A (ko) |
| WO (1) | WO2016186003A1 (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017169234A1 (ja) * | 2016-03-30 | 2017-10-05 | 日本発條株式会社 | 中空ばね部材及び中空ばね部材製造方法 |
| CN109487201B (zh) * | 2019-01-09 | 2021-02-19 | 嘉善龙焱热处理厂(普通合伙) | 一种金属工件渗碳炉 |
| CN113862608B (zh) * | 2021-09-26 | 2024-03-01 | 南京高速齿轮制造有限公司 | 一种渗碳介质喷射装置 |
| KR102494316B1 (ko) | 2021-09-30 | 2023-02-06 | 한국생산기술연구원 | 침탄원료의 저감 및 입계산화의 저감을 위한 가스침탄방법 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4923258A (ko) | 1972-06-26 | 1974-03-01 | ||
| JPS5915964A (ja) | 1982-07-19 | 1984-01-27 | Canon Inc | 画像表示装置 |
| CN101187002A (zh) * | 2007-12-29 | 2008-05-28 | 江苏丰东热技术股份有限公司 | 减少内氧化的渗碳工艺 |
| JP2011026651A (ja) | 2009-07-23 | 2011-02-10 | Toyota Motor Corp | 浸炭方法および浸炭装置 |
| WO2014042066A1 (ja) * | 2012-09-14 | 2014-03-20 | 日本発條株式会社 | 圧縮コイルばねおよびその製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4059122A (en) | 1973-02-10 | 1977-11-22 | Glory Kogyo Kabushiki Kaisha | Coin classifying and counting machine |
| JPS49105736A (ko) * | 1973-02-13 | 1974-10-07 | ||
| JPS51117934A (en) * | 1975-04-09 | 1976-10-16 | Fujikoshi Kk | Droppinggtype gas carburizing furnace |
| JPS5915964B2 (ja) | 1977-10-14 | 1984-04-12 | オリエンタルエンヂニアリング株式会社 | 鋼の熱処理方法 |
| CH686072A5 (de) * | 1992-06-19 | 1995-12-29 | Alusuisse Lonza Services Ag | Sprayanlage zum Kuhlen von Profilen. |
| JP3792369B2 (ja) * | 1997-09-19 | 2006-07-05 | ジャパン・エア・ガシズ株式会社 | 熱処理用雰囲気発生装置 |
| FR2777910B1 (fr) * | 1998-04-27 | 2000-08-25 | Air Liquide | Procede de regulation du potentiel carbone d'une atmosphere de traitement thermique et procede de traitement thermique mettant en oeuvre une telle regulation |
| JP4923258B2 (ja) * | 2006-02-14 | 2012-04-25 | 国立大学法人横浜国立大学 | 過熱水蒸気発生装置及び過熱水蒸気発生方法 |
| JP2008057039A (ja) * | 2006-08-02 | 2008-03-13 | Ntn Corp | 浸炭方法、鋼製品、および熱処理設備 |
| CN101338358B (zh) * | 2007-07-05 | 2010-06-02 | 刘正贤 | 提升马氏体不锈钢表面硬度的方法 |
| DE102007047074A1 (de) * | 2007-10-01 | 2009-04-02 | Robert Bosch Gmbh | Verfahren zur Aufkohlung von Werkstücken sowie Verwendung |
| JP6661594B2 (ja) | 2017-12-12 | 2020-03-11 | ファナック株式会社 | モジュール及び電子機器 |
-
2015
- 2015-05-19 JP JP2015101781A patent/JP6488191B2/ja active Active
-
2016
- 2016-05-12 WO PCT/JP2016/064183 patent/WO2016186003A1/ja not_active Ceased
- 2016-05-12 CN CN201680027822.6A patent/CN107614735B/zh active Active
- 2016-05-12 MX MX2017014770A patent/MX2017014770A/es unknown
- 2016-05-12 EP EP16796396.6A patent/EP3299488A4/en active Pending
- 2016-05-12 KR KR1020177033209A patent/KR102004078B1/ko active Active
-
2017
- 2017-11-16 US US15/814,892 patent/US10584408B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4923258A (ko) | 1972-06-26 | 1974-03-01 | ||
| JPS5915964A (ja) | 1982-07-19 | 1984-01-27 | Canon Inc | 画像表示装置 |
| CN101187002A (zh) * | 2007-12-29 | 2008-05-28 | 江苏丰东热技术股份有限公司 | 减少内氧化的渗碳工艺 |
| JP2011026651A (ja) | 2009-07-23 | 2011-02-10 | Toyota Motor Corp | 浸炭方法および浸炭装置 |
| WO2014042066A1 (ja) * | 2012-09-14 | 2014-03-20 | 日本発條株式会社 | 圧縮コイルばねおよびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3299488A1 (en) | 2018-03-28 |
| EP3299488A4 (en) | 2018-11-07 |
| CN107614735A (zh) | 2018-01-19 |
| CN107614735B (zh) | 2021-04-23 |
| MX2017014770A (es) | 2018-02-13 |
| JP6488191B2 (ja) | 2019-03-20 |
| US10584408B2 (en) | 2020-03-10 |
| US20180080113A1 (en) | 2018-03-22 |
| WO2016186003A1 (ja) | 2016-11-24 |
| KR102004078B1 (ko) | 2019-07-25 |
| JP2016216774A (ja) | 2016-12-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102004078B1 (ko) | 침탄 장치와 침탄 방법 | |
| US6991687B2 (en) | Vacuum carburizing with napthene hydrocarbons | |
| KR101328110B1 (ko) | 저압 침탄질화법 및 장치 | |
| US20020166607A1 (en) | Process and device for low-pressure carbonitriding of steel parts | |
| KR102886502B1 (ko) | 금속 부재의 처리 방법 및 처리 장치 | |
| JP6592588B2 (ja) | 中空スタビライザ製造方法及び中空スタビライザ製造装置 | |
| CN111868292B (zh) | 真空渗碳处理方法以及渗碳部件的制造方法 | |
| RU2694411C1 (ru) | Способ науглероживания под низким давлением изделий из сплавов железа и других металлов | |
| CN108779546B (zh) | 中空弹簧构件及其制造方法 | |
| JP2023028533A (ja) | 窒化鋼部材並びに窒化鋼部材の製造方法 | |
| JP5005537B2 (ja) | 低圧熱化学的処理機械 | |
| PIT | A NEW LOW-PRESSURE CARBURIZING SOLUTION | |
| JPH04350115A (ja) | 同一油槽を使用する焼入れ、焼戻し方法 | |
| BR102018017111B1 (pt) | Método de carburização em baixa pressão (lpc) de peças fabricadas de ligas de ferro | |
| WO2018131993A1 (es) | Proceso de carburizado a baja presión | |
| Han et al. | A Research on Selective Carburization Process of Low Carbon Steel | |
| PL240533B1 (pl) | Sposób iniekcyjnego nawęglania podciśnieniowego (LPC) elementów wykonanych ze stopów żelaza i innych metali | |
| Sakuda et al. | Prevention of Soot Deposition in Direct Carburizing by Injection of Water Vapor | |
| Tikhonov et al. | Intensification of carburizing (carbonitriding) in mass production | |
| Hengerer et al. | Process for Case-Hardening Rolling Bearing Elements of Low-Alloy Nickel Steel | |
| GB191012440A (en) | Improvements in or relating to Processes of and Apparatus for Carburizing. | |
| PL223176B1 (pl) | Sposób gazowego azotowania lub węgloazotowania ferrytycznego stali stopowych w piecach fluidalnych |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
Patent event date: 20171116 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20190201 Patent event code: PE09021S01D |
|
| E90F | Notification of reason for final refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Final Notice of Reason for Refusal Patent event date: 20190408 Patent event code: PE09021S02D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20190613 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20190719 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20190719 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| FPAY | Annual fee payment |
Payment date: 20220615 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20220615 Start annual number: 4 End annual number: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20230615 Start annual number: 5 End annual number: 5 |
|
| PR1001 | Payment of annual fee |
Payment date: 20240619 Start annual number: 6 End annual number: 6 |
|
| PR1001 | Payment of annual fee |
Payment date: 20250616 Start annual number: 7 End annual number: 7 |