KR20170138533A - 고강도 7xxx 알루미늄 합금 및 이것의 제조 방법 - Google Patents
고강도 7xxx 알루미늄 합금 및 이것의 제조 방법 Download PDFInfo
- Publication number
- KR20170138533A KR20170138533A KR1020177033460A KR20177033460A KR20170138533A KR 20170138533 A KR20170138533 A KR 20170138533A KR 1020177033460 A KR1020177033460 A KR 1020177033460A KR 20177033460 A KR20177033460 A KR 20177033460A KR 20170138533 A KR20170138533 A KR 20170138533A
- Authority
- KR
- South Korea
- Prior art keywords
- sheet
- alloy
- temperature
- article
- alloys
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/008—Superstructures, understructures, or sub-units thereof, characterised by the material thereof predominantly of light alloys, e.g. extruded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C1/06—Frames; Stringers; Longerons ; Fuselage sections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C3/00—Wings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C9/00—Adjustable control surfaces or members, e.g. rudders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64D—EQUIPMENT FOR FITTING IN OR TO AIRCRAFT; FLIGHT SUITS; PARACHUTES; ARRANGEMENT OR MOUNTING OF POWER PLANTS OR PROPULSION TRANSMISSIONS IN AIRCRAFT
- B64D11/00—Passenger or crew accommodation; Flight-deck installations not otherwise provided for
- B64D11/06—Arrangements of seats, or adaptations or details specially adapted for aircraft seats
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/10—Alloys based on aluminium with zinc as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/002—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working by rapid cooling or quenching; cooling agents used therefor
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/053—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with zinc as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C2001/0054—Fuselage structures substantially made from particular materials
- B64C2001/0081—Fuselage structures substantially made from particular materials from metallic materials
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Aviation & Aerospace Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Structural Engineering (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Architecture (AREA)
- Continuous Casting (AREA)
- Metal Rolling (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Articles (AREA)
- Materials For Medical Uses (AREA)
- Conductive Materials (AREA)
Abstract
Description
도 2는 상이한 조건 하에서 용액 열처리 및 에이징 후, 본 명세서에서 기재된 비교 합금 및 예시적인 합금의 극한 인장 강도를 도시하는 그래프이다.
도 3은 합금 7075 시트(최상부 및 바닥면 좌측 패널), 합금 V6 시트(최상부 및 바닥면 중간 패널), 및 합금 V12 시트(최상부 및 바닥면 오른쪽 패널)에서 형성된 저항 스폿 용접 너겟의 사진을 포함한다.
도 4는 57 g/L NaCl 및 10 mL H2O2을 함유하는 용액에서 24시간 동안 액침된 후, 합금 7075 (샘플 1 및 2), 합금 V6, 및 합금 V12로부터 제조된 시트의 단면의 사진을 포함한다.
도 5는 57 g/L NaCl 및 10 mL H2O2을 함유하는 용액에서 24시간 동안 액침된 후, 합금 7075 (샘플 1 및 2), 합금 V6, 및 합금 V12로부터 제조된 시트의 평균 및 최대 피트 깊이의 그래프이다.
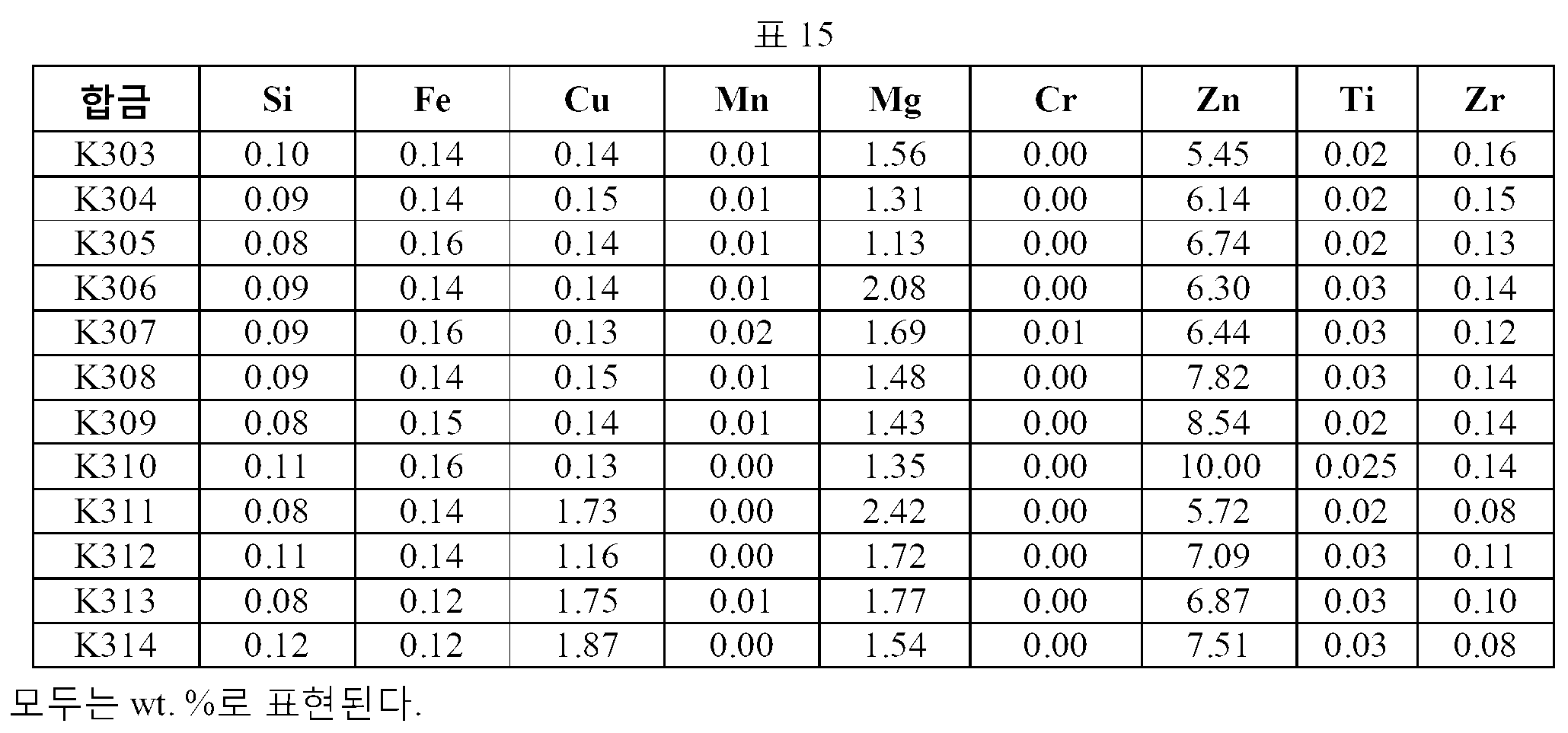
도 6은 용액 열처리 온도로부터 물로 ??칭한 후 시트를 실온에서 10 일 동안 유지하여 수득한 T4 템퍼 합금 K303, K304, K305, K306, K307, K308, K309, 및 K311의 항복 강도 및 총 연신을 도시하는 그래프이다.
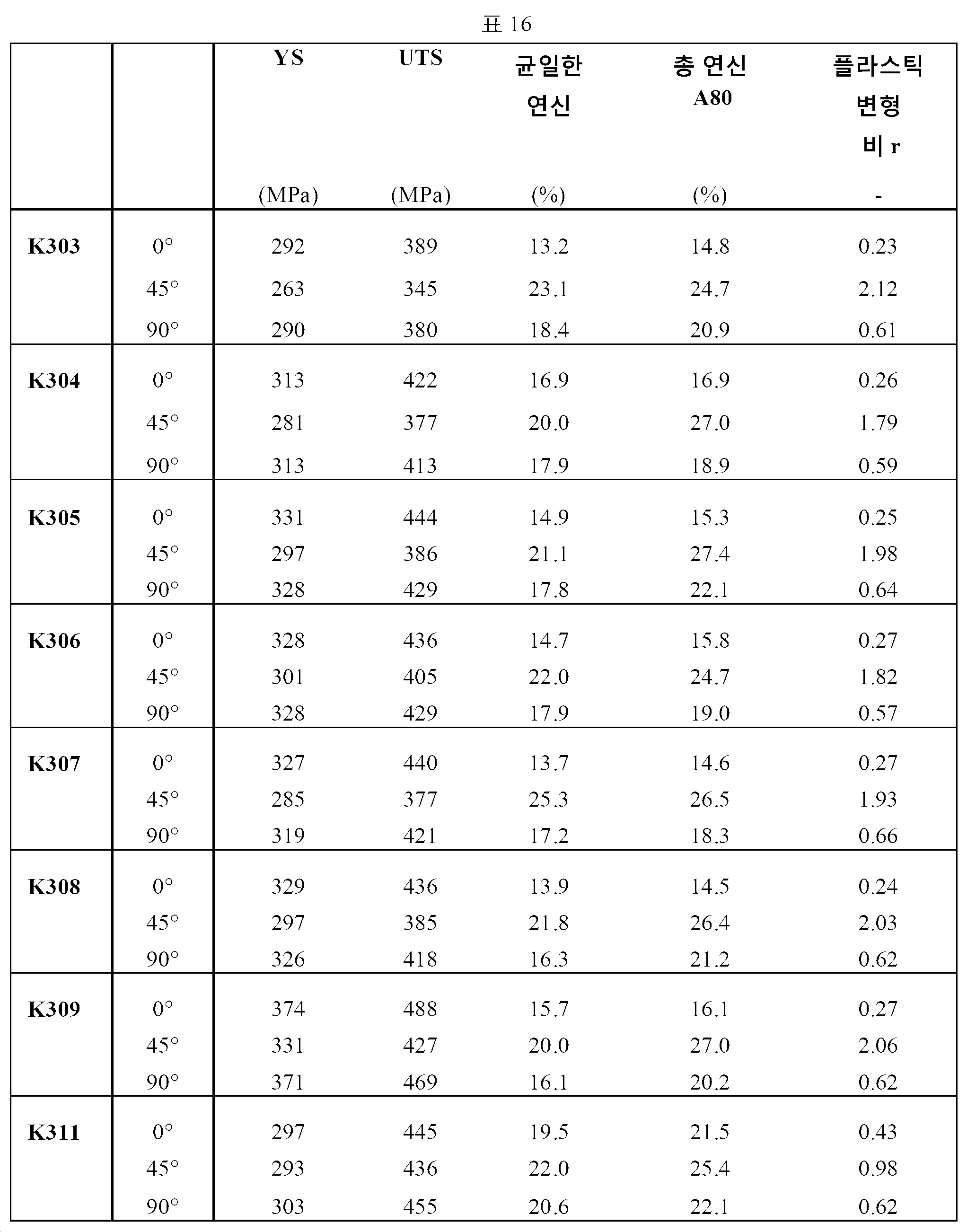
도 7은 압연 방향에 대해 0°, 45°, 및 90°의 각도에서 T4 템퍼(용액 열처리 온도로부터 물로 ??칭한 후, 시트를 실온에서 10 일 동안 유지하여 수득됨)에서 합금 K303, K304, K305, K306, K307, K308, K309, 및 K311의 항복 강도를 도시하는 그래프이다.
도 8은 압연 방향에 대해 0°, 45°, 및 90°의 각도에서 T4 템퍼(용액 열처리 온도로부터 물로 ??칭한 후, 시트를 실온에서 10 일 동안 유지하여 수득됨)에서 합금 K303, K304, K305, K306, K307, K308, K309, 및 K311의 총 연신을 도시하는 그래프이다.
도 9는 압연 방향에 대해 0°, 45°, 및 90°의 각도에서 T4 템퍼(용액 열처리 온도로부터 물로 ??칭한 후, 시트를 실온에서 10 일 동안 유지하여 수득됨)에서 합금 K303, K304, K305, K306, K307, K308, K309, 및 K311의 r 값을 도시하는 그래프이다.
도 10은 T4 템퍼에서 합금 K303, K304, K305, K306, K307, K308, K309, K310, K311, K312, K313, 및 K314(모두는 용액 열처리 온도로부터 공기 냉각됨)의 항복 강도 및 총 연신을 도시하는 그래프이다. 상기 값은 3개의 시험 방향(압연 방향에 대해 0°, 45°, 및 90°의 각도)의 평균 값을 나타낸다.
도 11은 압연 방향에 대해 T4 템퍼에서 0°, 45°, 및 90°의 각도에서 합금 K303, K304, K305, K306, K307, K308, K309, K310, K311, K312, K313, 및 K314의 r 값을 도시하는 그래프이다. T4 템퍼는 시트를 실온에서 7일 동안 유지하고 그 다음 용액 열처리 온도로부터 공기 냉각 후 70 ℃에서 4일 동안 가열함으로써 달성되었다.
도 12는 압연 방향에 대해 0°, 45°, 및 90°의 각도에서 합금 K303, K304, K305, K306, K307, K308, K309, K310, K311, K312, K313, 및 K314(모두는 용액 열처리 온도로부터 공기 냉각됨)의 굽힘각을 도시하는 그래프이다.
도 13은 T6 템퍼에서 합금 K303, K304, K305, K306, K307, K308, K309, K310, K311, K312, K313, 및 K314(모두는 용액 열처리 온도로부터 공기 냉각됨)의 항복 강도 및 총 연신을 도시하는 그래프이다. 측정값은 횡행 시험 방향으로 수득되었다.
도 14는 3개의 별개의 조건 하에서 수득된 T6 템퍼에서 합금 K303, K304, K305, K306, K307, K308, K309, K310, K311, K312, K313, 및 K314(모두는 용액 열처리 온도로부터 공기 냉각됨)에 대한 항복 강도를 도시하는 그래프이다. 측정값은 횡행 시험 방향으로 수득되었다. 각 세트에서 왼쪽 히스토그램 막대는 95 ℃로 가열시키고 8시간 동안 침지시키고, 그 다음 145 ℃로 가열시키고 6시간 동안 침지시킴으로써 수득된 T6 템퍼를 나타낸다. 각 세트에서 중간 히스토그램 막대는 용액 열 처리 시트를 1일 동안 실온에서 유지하고 그 다음 상기 시트를 120 ℃로 추가로 가열시키고 24시간 동안 침지시킴으로써 수득된 T6 템퍼를 나타낸다. 각 세트에서의 오른쪽 히스토그램 막대는 용액 열 처리 시트를 1일 동안 실온에서 유지하고, 상기 시트를 120 ℃로 가열시키고 시트를 1시간 동안 침지시키고, 그리고 상기 시트를 180 ℃로 추가로 가열시키고 30 분 동안 침지시켜서 페인트 베이킹을 나타냄으로써 수득된 T6 템퍼를 나타낸다.
도 15a는 제1 지르코늄(Zr) 함량을 포함하는 알루미늄 합금의 재결정화된 미세구조를 도시하는 편광 현미경사진이다.
도 15b는 제2 Zr 함량을 포함하는 알루미늄 합금의 재결정화되지 않은 미세구조를 도시하는 편광 현미경사진이다.
도 15c는 제3 Zr 함량을 포함하는 알루미늄 합금의 재결정화되지 않은 미세구조를 도시하는 편광 현미경사진이다.
도 16a는 가공 후 알루미늄 합금의 재결정화된 미세구조를 도시하는 편광 현미경사진이다.
도 16b는 가공 후 알루미늄 합금의 재결정화되지 않은 미세구조를 도시하는 편광 현미경사진이다.
도 17a는 Al3Zr 분산질을 나타내는 가공 후에서 재결정화된 알루미늄 합금의 SEM 이미지이다.
도 17b는 Al3Zr 분산질을 나타내는 가공 후에 재결정화되지 않은 알루미늄 합금의 SEM 이미지이다.
도 18a는 비교 합금 AA7075의 응력-변형 곡선을 도시한 그래프이다.
도 18b는 시험된 상이한 온도에서 시험된 예시적인 합금 V6의 응력-변형 곡선을 도시한 그래프이다.














Claims (41)
- 알루미늄 합금으로서, 약 4~15 wt. % Zn, 0.1~3.5 wt. % Cu, 1.0~4.0 wt. % Mg, 0.05~0.50 wt. % Fe, 0.05~0.30 wt. % Si, 0.05~0.25 wt. % Zr, 최대 0.25 wt. % Mn, 최대 0.20 wt. % Cr, 최대 0.15 wt. % Ti, 및 최대 0.15 wt. %의 불순물을 포함하고, 나머지는 Al인, 알루미늄 합금.
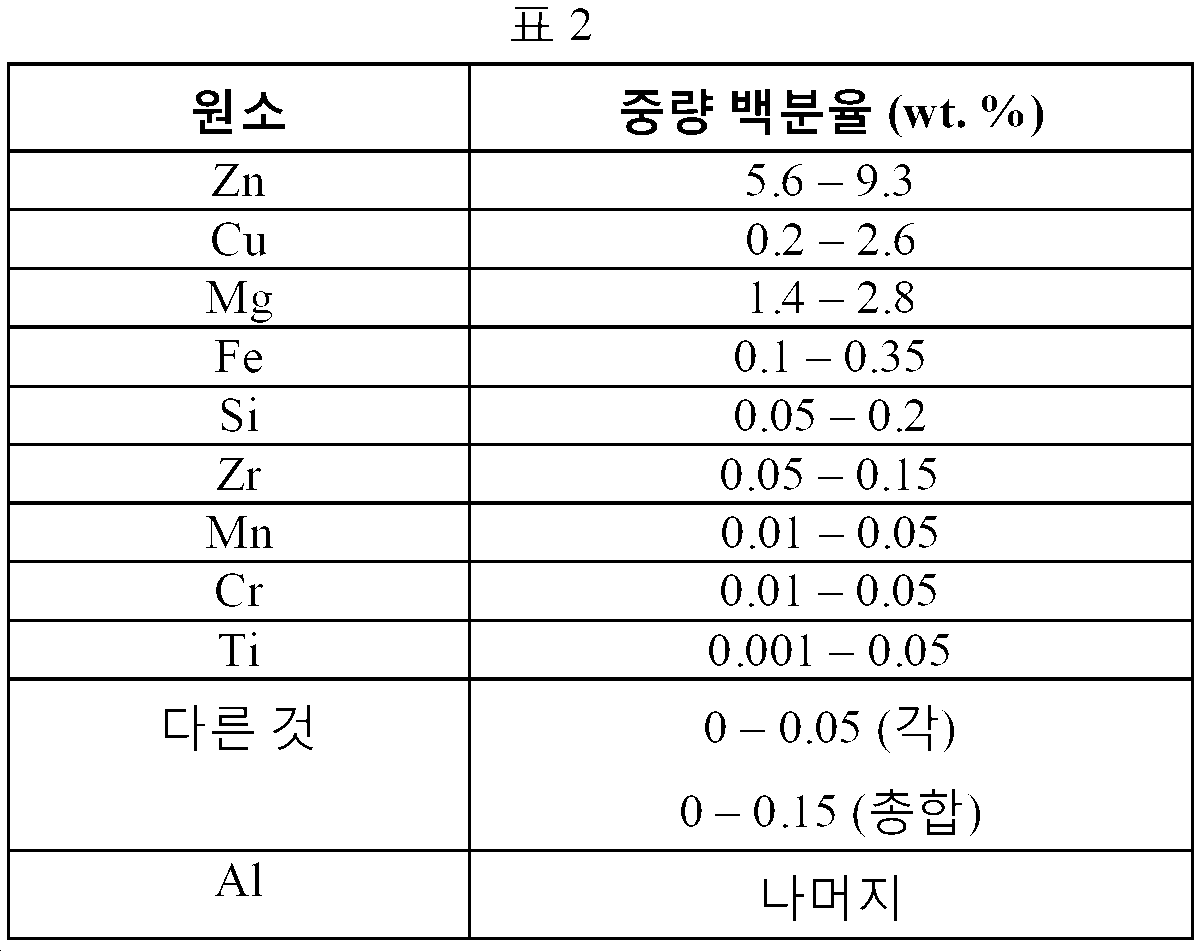
- 청구항 1에 있어서, 약 5.6~9.3 wt. % Zn, 0.2~2.6 wt. % Cu, 1.4~2.8 wt. % Mg, 0.1~0.35 wt. % Fe, 0.05~0.2 wt. % Si, 0.05~0.15 wt. % Zr, 0.01~0.05 wt. % Mn, 0.01~0.05 wt. % Cr, 0.001~0.05 wt. % Ti, 및 최대 0.15 wt. %의 불순물을 포함하고, 나머지는 Al인, 알루미늄 합금.
- 청구항 1에 있어서, 약 5.8~9.2 wt. % Zn, 0.3~2.5 wt. % Cu, 1.6~2.6 wt. % Mg, 0.1~0.25 wt. % Fe, 0.07~0.15 wt. % Si, 0.09~0.15 wt. % Zr, 0.02~0.05 wt. % Mn, 0.03~0.05 wt. % Cr, 0.003~0.035 wt. % Ti, 및 최대 0.15 wt. %의 불순물을 포함하고, 나머지는 Al인, 알루미늄 합금.
- 청구항 1에 있어서, 약 8.9~9.2 wt. % Zn, 0.2~2.1 wt. % Cu, 2.2~2.4 wt. % Mg, 0.18~0.23 wt. % Fe, 0.09~0.12 wt. % Si, 0.05~0.15 wt. % Zr, 0.04~0.09 wt. % Mn, 0.03~0.09 wt. % Cr, 0.01~0.02 wt. % Ti, 및 최대 0.15 wt. %의 불순물을 포함하고, 나머지는 Al인, 알루미늄 합금.
- 청구항 1에 있어서, 약 9 wt. % Zn, 0.3 % Cu, 2.3 wt. % Mg, 0.2 wt. % Fe, 0.1 wt. % Si, 0.1 wt. % Zr, 0.05 wt. % Mn, 0.04 wt. % Cr, 0.02 wt. % Ti, 및 최대 0.15 wt. %의 불순물을 포함하고, 나머지는 Al인, 알루미늄 합금.
- 청구항 1에 있어서, 약 9.2 wt. % Zn, 1.2 wt. % Cu, 2.3 wt. % Mg, 0.23 wt. % Fe, 0.1 wt. % Si, 0.11 wt. % Zr, 0.04 wt. % Mn, 0.04 wt. % Cr, 0.01 wt. % Ti, 및 최대 0.15 wt. %의 불순물을 포함하고, 나머지는 Al인, 알루미늄 합금.
- 청구항 1에 있어서, 약 9.2 wt. % Zn, 2.4 % Cu, 1.9 wt. % Mg, 0.19 wt. % Fe, 0.08 wt. % Si, 0.1 wt. % Zr, 0.02 wt. % Mn, 0.03 wt. % Cr, 0.03 wt. % Ti, 및 최대 0.15 wt. %의 불순물을 포함하고, 나머지는 Al인, 알루미늄 합금.
- 청구항 1에 있어서, Mo, Nb, Be, B, Co, Sn, Sr, V, In, Hf, Ag, Sc, 및 Ni 중 하나 이상을 최대 0.20 %까지 추가로 포함하는, 알루미늄 합금.
- 청구항 1에 있어서, Y, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb, 및 Lu로 구성된 군으로부터 선택된 희토류 원소를 최대 0.10 %까지 추가로 포함하는, 알루미늄 합금.
- 청구항 1 내지 9 중 어느 한 항의 알루미늄 합금을 포함하는 자동차 몸체부.
- 청구항 10에 있어서, 상기 자동차 몸체부는 모터 비히클 몸체부인, 자동차 몸체부.
- 청구항 11에 있어서, 상기 모터 비히클 몸체부는 범퍼, 사이드 빔, 루프 빔, 크로스 빔, 필라 보강, 내부 패널, 외부 패널, 측면 패널, 내부 후드, 외부 후드, 또는 트렁크 리드 패널인, 자동차 몸체부.
- 청구항 1 내지 9 중 어느 한 항의 알루미늄 합금을 포함하는 전자 장치 하우징.
- 청구항 1의 알루미늄 합금을 포함하는 항공우주 몸체부.
- 청구항 14에 있어서, 상기 항공우주 몸체부는 구조적 부품 또는 비-구조적 부품인, 항공우주 몸체부.
- 청구항 15에 있어서, 상기 구조적 항공우주 몸체부는 날개, 동체, 보조익, 방향타, 엘리베이터, 카울링 또는 지지체인, 항공우주 몸체부.
- 청구항 15에 있어서, 상기 비-구조적 항공우주 몸체부는 좌석 트랙, 좌석 프레임, 패널 또는 힌지인, 항공우주 몸체부.
- 청구항 1 내지 9 중 어느 한 항의 알루미늄 합금을 포함하는 제품으로서, 시트, 플레이트, 압출품, 주조품, 또는 단조품인, 제품.
- 청구항 18에 있어서, 상기 제품은 약 40 마이크론 미만의 최대 피트 깊이를 갖는, 제품.
- 청구항 18에 있어서, 상기 제품은 약 20 마이크론 미만의 평균 피트 깊이를 갖는, 제품.
- 청구항 18에 있어서, 상기 제품은 약 550 MPa 초과의 항복 강도를 갖는, 제품.
- 청구항 18에 있어서, 상기 제품은 약 600 MPa 초과의 항복 강도를 갖는, 제품.
- 청구항 18에 있어서, 상기 알루미늄 합금은 약 0.30 wt % 초과의 Cu를 포함하고, 그리고 상기 제품은 약 600 MPa 초과의 항복 강도를 갖는, 제품.
- 청구항 23에 있어서, 상기 알루미늄 합금은 약 0.80 wt % 초과의 Cu를 포함하는, 제품.
- 금속 제품을 생산하는 방법으로서, 하기의 단계들을 포함하는, 방법:
청구항 1의 알루미늄 합금을 주조하여 잉곳 또는 슬래브를 형성하는 단계;
상기 잉곳 또는 상기 슬래브를 균질화하는 단계;
상기 잉곳 또는 상기 슬래브를 열간 압연하여 고온 밴드를 생산하는 단계; 및
고온 밴드를, 최종 게이지를 포함하는 금속 제품으로 냉간 압연시키는 단계. - 청구항 25에 있어서, 상기 금속 제품은 시트인, 방법.
- 청구항 26에 있어서, 약 430 ℃ 내지 약 600 ℃의 온도에서 상기 시트에 대해 용액 열처리를 수행하는 단계를 추가로 포함하는, 방법.
- 청구항 26에 있어서, 약 430 ℃ 내지 약 500 ℃의 온도에서 상기 시트에 대해 용액 열처리를 수행하는 단계를 추가로 포함하는, 방법.
- 청구항 27 또는 28에 있어서, 상기 시트를 약 25 ℃ 내지 약 120 ℃의 온도로 냉각시키는 단계를 추가로 포함하는, 방법.
- 청구항 29에 있어서, 상기 시트의 냉각 단계는 약 200 ℃/초 내지 약 600 ℃/초의 냉각 속도에서 수행되는, 방법.
- 청구항 29에 있어서, 상기 시트의 냉각 단계는 약 2000 ℃/초 내지 약 3000 ℃/초의 냉각 속도에서 수행되는, 방법.
- 청구항 29에 있어서, 상기 시트에 대해 에이징 공정을 수행하는 단계를 추가로 포함하는, 방법.
- 청구항 32에 있어서, 상기 에이징 공정은 하기를 포함하는, 방법:
상기 시트를 약 100 ℃ 내지 약 140 ℃의 온도로 가열시키는 단계;
약 100 ℃ 내지 약 140 ℃의 온도에서 일정한 기간 동안 상기 시트를 유지하는 단계; 및
상기 시트를 실온으로 냉각시키는 단계. - 청구항 32에 있어서, 상기 에이징 공정은 하기를 포함하는, 방법:
상기 시트를 약 100 ℃ 내지 약 140 ℃의 온도로 가열시키는 단계;
약 100 ℃ 내지 약 140 ℃의 온도에서 첫 번째 기간 동안 상기 시트를 유지하는 단계;
상기 시트를 약 140 ℃ 초과의 온도로 가열시키는 단계;
약 140 ℃ 초과의 온도에서 두 번째 기간 동안 상기 시트를 유지하는 단계; 및
상기 시트를 실온으로 냉각시키는 단계. - 청구항 26에 있어서, 상기 시트에 대해 페인트 베이크 열처리를 수행하는 단계를 추가로 포함하는, 방법.
- 청구항 25의 방법에 따라 제조된 알루미늄 시트.
- 청구항 36에 있어서, 상기 시트는 T6 템퍼 또는 T7 템퍼인, 시트.
- 청구항 36에 있어서, 상기 시트는 약 5 nm 내지 약 50 nm의 직경을 갖는 Al3Zr 분산질을 포함하는, 시트.
- 청구항 36에 있어서, 상기 시트는 약 8 nm 내지 약 20 nm의 직경을 갖는 Al3Zr 분산질을 포함하는, 시트.
- 청구항 36에 있어서, 상기 시트는 약 10 nm 미만의 직경을 갖는 Al3Zr 분산질을 포함하는, 시트.
- 청구항 36 내지 40 중 어느 한 항에 있어서, 상기 시트는 약 500 MPa 초과의 항복 강도를 갖는, 시트.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020207016197A KR102455319B1 (ko) | 2015-10-30 | 2016-10-28 | 고강도 7xxx 알루미늄 합금 및 이것의 제조 방법 |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562248796P | 2015-10-30 | 2015-10-30 | |
| US62/248,796 | 2015-10-30 | ||
| US201662326858P | 2016-04-25 | 2016-04-25 | |
| US62/326,858 | 2016-04-25 | ||
| PCT/US2016/059272 WO2017075319A1 (en) | 2015-10-30 | 2016-10-28 | High strength 7xxx aluminum alloys and methods of making the same |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207016197A Division KR102455319B1 (ko) | 2015-10-30 | 2016-10-28 | 고강도 7xxx 알루미늄 합금 및 이것의 제조 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170138533A true KR20170138533A (ko) | 2017-12-15 |
Family
ID=57960808
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177033460A Ceased KR20170138533A (ko) | 2015-10-30 | 2016-10-28 | 고강도 7xxx 알루미늄 합금 및 이것의 제조 방법 |
| KR1020207016197A Active KR102455319B1 (ko) | 2015-10-30 | 2016-10-28 | 고강도 7xxx 알루미늄 합금 및 이것의 제조 방법 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207016197A Active KR102455319B1 (ko) | 2015-10-30 | 2016-10-28 | 고강도 7xxx 알루미늄 합금 및 이것의 제조 방법 |
Country Status (23)
| Country | Link |
|---|---|
| US (2) | US11421309B2 (ko) |
| EP (2) | EP3265595B1 (ko) |
| JP (2) | JP6971151B2 (ko) |
| KR (2) | KR20170138533A (ko) |
| CN (2) | CN110453122A (ko) |
| AU (1) | AU2016344192B2 (ko) |
| BR (1) | BR112017021490B1 (ko) |
| CA (1) | CA2979717C (ko) |
| CY (1) | CY1121505T1 (ko) |
| DK (1) | DK3265595T3 (ko) |
| ES (1) | ES2719555T3 (ko) |
| HR (1) | HRP20190548T1 (ko) |
| HU (1) | HUE042400T2 (ko) |
| IL (1) | IL258885A (ko) |
| LT (1) | LT3265595T (ko) |
| MX (2) | MX2017011840A (ko) |
| PL (1) | PL3265595T3 (ko) |
| PT (1) | PT3265595T (ko) |
| RS (1) | RS58615B1 (ko) |
| RU (1) | RU2717434C2 (ko) |
| SI (1) | SI3265595T1 (ko) |
| WO (1) | WO2017075319A1 (ko) |
| ZA (1) | ZA201802759B (ko) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190133820A (ko) | 2018-05-24 | 2019-12-04 | (주) 동양에이.케이코리아 | 알루미늄-실리콘 합금 압출재의 제조 방법 및 이를 이용하여 제조된 알루미늄-실리콘 합금 압출재 |
| KR20200107536A (ko) * | 2019-03-08 | 2020-09-16 | 한국생산기술연구원 | 압출성 및 강도가 향상된 고열전도도 알루미늄 합금, 상기 알루미늄 합금 제조 방법 및 상기 알루미늄 합금 압출성형제품 제작 방법 |
| KR20210073781A (ko) * | 2019-12-11 | 2021-06-21 | (주) 동양에이.케이코리아 | 고력 알루미늄 합금 단조 플레이트의 제조 방법 |
| EP3847292A1 (en) * | 2018-09-05 | 2021-07-14 | Airbus SAS | Method of producing a high-energy hydroformed structure from a 7xxx-series alloy |
| EP3846950A1 (en) * | 2018-09-05 | 2021-07-14 | Airbus SAS | Method of producing a high-energy hydroformed structure from a 2xxx-series alloy |
| KR20210113350A (ko) * | 2019-06-03 | 2021-09-15 | 노벨리스 인크. | 초고강도 알루미늄 합금 제품 및 이의 제조 방법 |
| KR20220055603A (ko) | 2020-10-27 | 2022-05-04 | 한국생산기술연구원 | 알루미늄 합금 및 이의 제조방법 |
Families Citing this family (78)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104981126B (zh) * | 2015-06-24 | 2017-11-17 | 东莞劲胜精密组件股份有限公司 | 一种壳体框架结构及其制备方法 |
| WO2017218240A1 (en) * | 2016-06-14 | 2017-12-21 | Timco Aviation Services, Inc. | Seat system |
| US20220010419A1 (en) * | 2016-09-16 | 2022-01-13 | Karsten Manufacturing Corporation | Multi-process hardening method |
| US11396687B2 (en) * | 2017-08-03 | 2022-07-26 | Hrl Laboratories, Llc | Feedstocks for additive manufacturing, and methods of using the same |
| EP3676412B1 (en) * | 2017-08-29 | 2024-08-14 | Novelis Inc. | 7xxx series aluminum alloy products in a stabilized t4 temper and methods of making the same |
| CN107779701A (zh) * | 2017-12-06 | 2018-03-09 | 中国航发北京航空材料研究院 | 一种含Ag和Sc的7XXX高强可焊铝合金 |
| CN107779702A (zh) * | 2017-12-06 | 2018-03-09 | 中国航发北京航空材料研究院 | 一种含Ag和Sc的7XXX高强铝合金专用焊丝 |
| CN108165849A (zh) * | 2017-12-08 | 2018-06-15 | 四川福蓉科技股份公司 | 一种7系铝合金及其制备方法 |
| CN107937773A (zh) * | 2017-12-19 | 2018-04-20 | 辽宁忠大铝业有限公司 | 一种耐热铝合金及其制备方法 |
| CN108048714A (zh) * | 2017-12-27 | 2018-05-18 | 柳州智臻智能机械有限公司 | 一种电子产品结构件用铝合金及其制备方法 |
| CN108220845A (zh) * | 2017-12-29 | 2018-06-29 | 西南铝业(集团)有限责任公司 | 一种用于重载列车牵引杆的超高强7系铝合金材料的固溶时效工艺 |
| CN108179332A (zh) * | 2017-12-29 | 2018-06-19 | 西南铝业(集团)有限责任公司 | 一种用于重载列车牵引杆的低成本超高强7系铝合金材料及其生产方法 |
| CN108149095A (zh) * | 2017-12-29 | 2018-06-12 | 西南铝业(集团)有限责任公司 | 一种用于重载列车牵引杆的低成本超高强7系铝合金材料的生产方法 |
| CN107937776A (zh) * | 2017-12-29 | 2018-04-20 | 西南铝业(集团)有限责任公司 | 一种用于重载列车牵引杆的低成本超高强7系铝合金材料 |
| CN108300915B (zh) * | 2018-01-24 | 2019-12-31 | 中南大学 | 一种Al-Zn-Mg-Cu系航空铝合金及其制备方法 |
| CN108330356A (zh) * | 2018-02-01 | 2018-07-27 | 佛山市三水凤铝铝业有限公司 | 一种用于轨道交通的高强韧抗腐蚀铝合金及其挤压方法 |
| CN108330358A (zh) * | 2018-02-09 | 2018-07-27 | 兰州理工大学 | 一种耐腐蚀铝合金 |
| CN108611534B (zh) * | 2018-03-14 | 2019-12-27 | Oppo广东移动通信有限公司 | 合金材料、壳体、电子设备 |
| CN108710729A (zh) * | 2018-04-28 | 2018-10-26 | 武汉理工大学 | 一种基于组织与性能控制的铝合金热成形工艺制定方法 |
| CN108330361B (zh) * | 2018-05-20 | 2019-11-19 | 温州市赢创新材料技术有限公司 | 一种汽车保险杠用7000系合金材料及其生产方法 |
| CN108642354A (zh) * | 2018-05-31 | 2018-10-12 | 铜陵康达铝合金制品有限责任公司 | 一种汽车发动机用耐高温抗腐蚀铝合金型材及其制备方法 |
| CN108707794A (zh) * | 2018-05-31 | 2018-10-26 | 铜陵康达铝合金制品有限责任公司 | 一种汽车发动机用耐热耐腐蚀铝合金型材的制备方法 |
| FR3084087B1 (fr) * | 2018-07-17 | 2021-10-01 | Constellium Neuf Brisach | Procede de fabrication de toles minces en alliage d'aluminium 7xxx aptes a la mise en forme et a l'assemblage |
| CN108998710B (zh) * | 2018-08-23 | 2019-11-12 | 山东创新金属科技有限公司 | 一种手机外壳用铝合金制备工艺 |
| CN109266920B (zh) * | 2018-08-30 | 2020-11-24 | 四川福蓉科技股份公司 | 一种7系铝合金及其生产方法 |
| ES2978594T3 (es) | 2018-11-12 | 2024-09-16 | Novelis Inc | Productos de aleación de aluminio termotratable, rápidamente envejecidos, de alta resistencia y métodos para fabricar los mismos |
| CA3118152A1 (en) * | 2018-11-14 | 2020-05-22 | Arconic Technologies Llc | Improved 7xxx aluminum alloys |
| CN109457151A (zh) * | 2018-12-14 | 2019-03-12 | 烟台南山学院 | 一种高强高韧铝合金板材及其制备方法 |
| US20200232070A1 (en) | 2019-01-18 | 2020-07-23 | Divergent Technologies, Inc. | Aluminum alloy compositions |
| US11359269B2 (en) * | 2019-02-08 | 2022-06-14 | GM Global Technology Operations LLC | High strength ductile 6000 series aluminum alloy extrusions |
| CN109666827B (zh) * | 2019-02-22 | 2021-02-12 | 洛阳华陵镁业有限公司 | 一种超强超韧7055Sc铝合金锻件 |
| CN109763040A (zh) * | 2019-03-27 | 2019-05-17 | 亚太轻合金(南通)科技有限公司 | 一种铝合金材料及其制备的方法 |
| CN110042287A (zh) * | 2019-04-22 | 2019-07-23 | 中南大学 | 一种超强高塑性Al-Zn-Mg-Cu系铝合金及其制备工艺 |
| CN110004336A (zh) * | 2019-05-07 | 2019-07-12 | 中铝广西崇左稀钪新材料科技有限公司 | 一种高强度稀土铝合金材料及其制备方法 |
| CN110055445A (zh) * | 2019-05-17 | 2019-07-26 | 亚太轻合金(南通)科技有限公司 | 一种高强度铝合金及其制备方法 |
| CN110066931B (zh) * | 2019-05-31 | 2020-08-14 | 上海纳特汽车标准件有限公司 | 一种适于冷成形的铝合金及其制备方法 |
| WO2020263864A1 (en) * | 2019-06-24 | 2020-12-30 | Arconic Technologies Llc | Improved thick wrought 7xxx aluminum alloys, and methods for making the same |
| CN110453163B (zh) * | 2019-08-16 | 2020-11-13 | 中国航发北京航空材料研究院 | 一种提高7000系铝合金超大规格模锻件高向性能的方法 |
| CN110669968A (zh) * | 2019-09-23 | 2020-01-10 | 山东南山铝业股份有限公司 | 一种耐热稀土铝合金及其制备方法 |
| CN110669969A (zh) * | 2019-09-23 | 2020-01-10 | 山东南山铝业股份有限公司 | 一种低稀土高强铝合金及其制备方法 |
| CN110923523A (zh) * | 2019-11-13 | 2020-03-27 | 中南大学 | 一种同轴送粉激光增材修复专用7系铝合金配方及激光增材修复方法 |
| CN110777286B (zh) * | 2019-12-04 | 2021-09-21 | 中南大学 | 一种中强可焊耐蚀含钪高镁铝合金锻件的制备方法 |
| US12319989B2 (en) * | 2019-12-05 | 2025-06-03 | Kaiser Aluminum Fabricated Products, Llc | High strength press quenchable 7XXX alloy |
| CN110846542B (zh) * | 2019-12-11 | 2020-12-29 | 山东创新金属科技有限公司 | 一种新能源汽车电池壳用铝合金及其生产工艺 |
| CN110885942B (zh) * | 2019-12-17 | 2021-05-07 | 中铝材料应用研究院有限公司 | 一种适用于热冲压成形-淬火一体化工艺的中强7xxx系铝合金板材 |
| CN111041290B (zh) | 2019-12-20 | 2020-11-27 | 比亚迪汽车工业有限公司 | 一种铝合金及其应用 |
| EP3842561B1 (en) * | 2019-12-23 | 2022-08-17 | Novelis Koblenz GmbH | Method of manufacturing an aluminium alloy rolled product |
| CN111118419A (zh) * | 2019-12-30 | 2020-05-08 | 辽宁忠旺集团有限公司 | 7000系铝合金型材及其制备工艺 |
| EP3848476A1 (de) * | 2020-01-07 | 2021-07-14 | AMAG rolling GmbH | Blech oder band aus einer aushärtbaren aluminiumlegierung, ein daraus gefertigtes fahrzeugteil, eine verwendung und ein verfahren zur herstellung des blechs oder bands |
| CN111363958B (zh) * | 2020-03-26 | 2022-05-31 | 安徽拓普勒汽车科技有限公司 | 一种铝合金轮毂 |
| CN111254331B (zh) * | 2020-04-07 | 2021-12-28 | 台山市金桥铝型材厂有限公司 | 一种Al-Zn-Mg合金及其制备方法 |
| CN111424197B (zh) * | 2020-04-14 | 2021-12-21 | 广西南南铝加工有限公司 | 一种航空用耐蚀铝合金及其制备方法 |
| CN111455239B (zh) * | 2020-04-14 | 2022-04-08 | 广西南南铝加工有限公司 | 一种超高强航空用铝合金及其制备方法 |
| CA3181557A1 (en) * | 2020-04-30 | 2021-11-04 | Ati, Inc. | Corrosion resistant high strength weldable aluminum alloy for structural applications |
| JP2021188102A (ja) * | 2020-06-02 | 2021-12-13 | 国立大学法人九州大学 | アルミニウム合金材およびアルミニウム合金材の水素脆化防止剤 |
| CN111500906B (zh) * | 2020-06-04 | 2021-06-04 | 福建祥鑫股份有限公司 | 一种高强耐腐蚀铝合金及其制备方法 |
| ES3015473T3 (en) * | 2020-09-17 | 2025-05-05 | Novelis Inc | Method of making high strength and low quench sensitive 7xxx series aluminum alloys |
| EP4232613A4 (en) * | 2020-10-20 | 2024-10-09 | Arconic Technologies LLC | Improved 7xxx aluminum alloys |
| CN114807794B (zh) * | 2021-01-28 | 2023-04-11 | 宝山钢铁股份有限公司 | 一种铝合金产品及其制造方法以及汽车结构件 |
| CN114807696A (zh) * | 2021-01-28 | 2022-07-29 | 宝山钢铁股份有限公司 | 一种铝合金板材及其制备方法以及汽车构件 |
| CN112981196B (zh) * | 2021-02-10 | 2022-04-22 | 北京科技大学 | 一种超高强度、高韧性Al-Zn-Mg-Cu铝合金及其制备方法 |
| CN113061788A (zh) * | 2021-03-24 | 2021-07-02 | 深圳市金悦志丰眼镜有限公司 | 一种高强度高韧性眼镜镜架用铝合金材料及其制备方法 |
| CN113249624A (zh) * | 2021-04-08 | 2021-08-13 | 慈溪市宜美佳铝业有限公司 | 一种汽车车身用铝合金材料及其制备工艺 |
| CN113388764A (zh) * | 2021-06-15 | 2021-09-14 | 广东澳美铝业有限公司 | 一种汽车防撞梁用高强7系铝合金及汽车防撞梁 |
| WO2023278878A1 (en) * | 2021-07-01 | 2023-01-05 | Divergent Technologies, Inc. | Al-mg-si based near-eutectic alloy composition for high strength and stiffness applications |
| CN113564437A (zh) * | 2021-07-28 | 2021-10-29 | 广东铭利达科技有限公司 | 高强度稀土增强的铝合金及其制备方法 |
| CN113528908B (zh) * | 2021-08-03 | 2022-03-01 | 西安科技大学 | 一种耐腐蚀高强铝合金及其制备方法 |
| KR102682879B1 (ko) * | 2021-11-29 | 2024-07-09 | 한국자동차연구원 | 고강도 및 고연성 알루미늄 합금 |
| CN116445778A (zh) * | 2021-12-17 | 2023-07-18 | 苹果公司 | 具有高强度和外观吸引力的铝合金 |
| CN117305733B (zh) * | 2022-06-20 | 2025-10-14 | 宝山钢铁股份有限公司 | 一种Al-Zn-Mg-Cu系铝合金板材的制造方法及铝合金板材 |
| CN115351460B (zh) * | 2022-09-01 | 2024-01-19 | 江苏中天科技股份有限公司 | 一种高强度稀土铝合金焊丝及其制备方法 |
| JP2024055428A (ja) * | 2022-10-07 | 2024-04-18 | 日軽金アクト株式会社 | アルミニウム合金及びアルミニウム合金製部材並びにその製造方法 |
| CN116144994B (zh) * | 2022-12-29 | 2023-12-05 | 东北轻合金有限责任公司 | 一种兼具高强度、高硬度、高耐疲劳和高耐腐蚀的铝合金厚板及其制备方法和应用 |
| KR102819075B1 (ko) * | 2022-12-29 | 2025-06-12 | 한국재료연구원 | 초고강도 알루미늄 합금 판재 및 이의 제조방법 |
| CN118726805A (zh) * | 2024-05-21 | 2024-10-01 | 中国第一汽车股份有限公司 | 铝合金及其制备方法与应用 |
| CN118241059B (zh) * | 2024-05-23 | 2025-09-26 | 广东齐力澳美高新材料股份有限公司 | 一种高强度7系铝合金型材及其制造方法和应用 |
| JP7751695B1 (ja) | 2024-06-21 | 2025-10-08 | 株式会社神戸製鋼所 | アルミニウム合金押出材 |
| CN118792600B (zh) * | 2024-08-23 | 2025-04-15 | 江苏大学 | 一种提高铝合金断裂韧性的热处理方法 |
Family Cites Families (67)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB476930A (en) * | 1936-03-16 | 1937-12-16 | Tennyson Fraser Bradbury | A new aluminium alloy |
| JPS5651560B1 (ko) | 1971-03-12 | 1981-12-05 | ||
| PL216964A1 (ko) * | 1979-07-07 | 1981-02-13 | Biuro P Przemyslu Metal | |
| US4410370A (en) | 1979-09-29 | 1983-10-18 | Sumitomo Light Metal Industries, Ltd. | Aircraft stringer material and method for producing the same |
| JPS5953347B2 (ja) * | 1979-09-29 | 1984-12-24 | 住友軽金属工業株式会社 | 航空機ストリンガ−素材の製造法 |
| CA1173277A (en) * | 1979-09-29 | 1984-08-28 | Yoshio Baba | Aircraft stringer material and method for producing the same |
| JPS57161045A (en) | 1981-03-31 | 1982-10-04 | Sumitomo Light Metal Ind Ltd | Fine-grain high-strength aluminum alloy material and its manufacture |
| FR2517702B1 (ko) | 1981-12-03 | 1985-11-15 | Gerzat Metallurg | |
| US4629517A (en) | 1982-12-27 | 1986-12-16 | Aluminum Company Of America | High strength and corrosion resistant aluminum article and method |
| US4869870A (en) | 1988-03-24 | 1989-09-26 | Aluminum Company Of America | Aluminum-lithium alloys with hafnium |
| US5259897A (en) | 1988-08-18 | 1993-11-09 | Martin Marietta Corporation | Ultrahigh strength Al-Cu-Li-Mg alloys |
| US4927470A (en) | 1988-10-12 | 1990-05-22 | Aluminum Company Of America | Thin gauge aluminum plate product by isothermal treatment and ramp anneal |
| US4988394A (en) | 1988-10-12 | 1991-01-29 | Aluminum Company Of America | Method of producing unrecrystallized thin gauge aluminum products by heat treating and further working |
| US4946517A (en) | 1988-10-12 | 1990-08-07 | Aluminum Company Of America | Unrecrystallized aluminum plate product by ramp annealing |
| JPH03122243A (ja) | 1989-10-04 | 1991-05-24 | Furukawa Alum Co Ltd | 耐応力腐食割れ性に優れる溶接用高力アルミニウム合金板材 |
| JPH03221450A (ja) | 1990-01-29 | 1991-09-30 | Furukawa Alum Co Ltd | 高強度アルミニウム合金制振材 |
| JP3638188B2 (ja) * | 1996-12-12 | 2005-04-13 | 住友軽金属工業株式会社 | 耐応力腐食割れ性に優れた自動二輪車のフロントフォークアウターチューブ用高力アルミニウム合金押出管の製造方法 |
| DE69915506T2 (de) * | 1998-10-30 | 2005-03-03 | Corus Aluminium Walzprodukte Gmbh | Aluminiumverbundplatte |
| RU2184166C2 (ru) | 2000-08-01 | 2002-06-27 | Государственное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" | Высокопрочный сплав на основе алюминия и изделие, выполненное из него |
| JP2002103054A (ja) | 2000-09-29 | 2002-04-09 | Nippon Steel Corp | 高強度鋼板のスポット溶接方法 |
| JP2002348631A (ja) * | 2001-05-22 | 2002-12-04 | Aisin Seiki Co Ltd | アルミニウム−亜鉛−マグネシウム系の鋳造鍛造用アルミニウム合金、アルミニウム−亜鉛−マグネシウム系の鋳造鍛造品、及び、その製造方法 |
| JP2003145277A (ja) | 2001-11-12 | 2003-05-20 | Kanto Auto Works Ltd | アルミニウム合金板材の抵抗スポット溶接方法 |
| US20050006010A1 (en) * | 2002-06-24 | 2005-01-13 | Rinze Benedictus | Method for producing a high strength Al-Zn-Mg-Cu alloy |
| JP3862640B2 (ja) | 2002-09-06 | 2006-12-27 | 株式会社神戸製鋼所 | アルミニウム系材の抵抗スポット溶接方法 |
| US7666267B2 (en) * | 2003-04-10 | 2010-02-23 | Aleris Aluminum Koblenz Gmbh | Al-Zn-Mg-Cu alloy with improved damage tolerance-strength combination properties |
| BRPI0409267B1 (pt) * | 2003-04-10 | 2017-04-25 | Corus Aluminium Walzprodukte Gmbh | produto de liga de alumínio com alta resistência mecânica e tenacidade à fratura e uma boa resistência à corrosão, componente estrutural de liga de alumínio e chapa de molde |
| US20050034794A1 (en) * | 2003-04-10 | 2005-02-17 | Rinze Benedictus | High strength Al-Zn alloy and method for producing such an alloy product |
| US6861609B2 (en) | 2003-07-01 | 2005-03-01 | General Motors Corporation | Welding electrode for aluminum sheets |
| US7249482B2 (en) | 2004-03-23 | 2007-07-31 | General Motors Corporation | Electrode texturing tool and method of use thereof |
| JP4502873B2 (ja) | 2004-04-28 | 2010-07-14 | 株式会社神戸製鋼所 | アルミ系材と鉄系材の抵抗スポット溶接方法 |
| DE102005045341A1 (de) | 2004-10-05 | 2006-07-20 | Corus Aluminium Walzprodukte Gmbh | Hochfestes, hochzähes Al-Zn-Legierungsprodukt und Verfahren zum Herstellen eines solches Produkts |
| US8157932B2 (en) * | 2005-05-25 | 2012-04-17 | Alcoa Inc. | Al-Zn-Mg-Cu-Sc high strength alloy for aerospace and automotive castings |
| US20070175868A1 (en) | 2005-07-08 | 2007-08-02 | Gm Global Technology Operations, Inc. | Single drive and source for adjacently clamping and resistance welding |
| CA2552170C (en) | 2005-07-19 | 2010-08-17 | Master Flo Valve Inc. | Reverse flow flow trim for choke valve |
| JP4977281B2 (ja) | 2005-09-27 | 2012-07-18 | アイシン軽金属株式会社 | 衝撃吸収性及び耐応力腐食割れ性に優れた高強度アルミニウム合金押出材及びその製造方法 |
| US8222560B2 (en) | 2006-09-28 | 2012-07-17 | GM Global Technology Operations LLC | Weld electrode for attractive weld appearance |
| US8927894B2 (en) | 2006-09-28 | 2015-01-06 | GM Global Technology Operations LLC | Weld electrode for attractive weld appearance |
| US8436269B2 (en) | 2006-09-28 | 2013-05-07 | GM Global Technology Operations LLC | Welding electrode with contoured face |
| KR100933846B1 (ko) | 2008-05-30 | 2009-12-24 | 주식회사 하이닉스반도체 | 전압 생성장치 및 이를 구비한 불휘발성 메모리 소자 |
| US8525066B2 (en) | 2008-06-04 | 2013-09-03 | GM Global Technology Operations LLC | Electrode for spot welding |
| WO2010049445A1 (en) * | 2008-10-30 | 2010-05-06 | Aleris Aluminum Duffel Bvba | Structural automotive component of an aluminium alloy sheet product |
| JP2010159489A (ja) * | 2008-12-09 | 2010-07-22 | Sumitomo Light Metal Ind Ltd | 7000系アルミニウム合金材の成形加工方法及び該7000系アルミニウム合金材の成形加工方法により成形される成形加工品 |
| CN105543592B (zh) * | 2009-06-12 | 2018-08-14 | 阿勒里斯铝业科布伦茨有限公司 | 由AlZnMgCu合金产品制成的汽车结构部件及其制造方法 |
| KR101388692B1 (ko) | 2009-08-31 | 2014-04-24 | 신닛테츠스미킨 카부시키카이샤 | 스폿 용접 조인트 및 스폿 용접 방법 |
| US8350179B2 (en) | 2009-10-26 | 2013-01-08 | GM Global Technology Operations LLC | Application of surface relief to spot welding electrodes |
| US8851811B2 (en) | 2010-01-29 | 2014-10-07 | GM Global Technology Operations LLC | Stabilizer for dressing electrodes and method of using the same |
| US8274010B2 (en) | 2010-04-28 | 2012-09-25 | GM Global Technology Operations LLC | Welding electrode with contoured face |
| US9440305B2 (en) | 2010-04-28 | 2016-09-13 | GM Global Technology Operations LLC | Method of resistance spot welding aluminum alloy workpieces |
| US9676065B2 (en) | 2010-04-28 | 2017-06-13 | GM Global Technology Operations LLC | Resistance spot welding of aluminum to aluminum and steel to steel |
| US9359660B2 (en) | 2010-09-08 | 2016-06-07 | Alcoa Inc. | 6XXX aluminum alloys, and methods for producing the same |
| JP2012184505A (ja) * | 2011-02-18 | 2012-09-27 | Kyoei-Seisakusho Co Ltd | 疲労強度に優れたアルミニウム合金中空異形材およびその製造方法ならびに自動二輪車用スイングアーム |
| EP2518173B1 (de) | 2011-04-26 | 2017-11-01 | Benteler Automobiltechnik GmbH | Verfahren zur Herstellung eines Blechstrukturbauteils sowie Blechstrukturbauteil |
| CN102251158A (zh) * | 2011-07-09 | 2011-11-23 | 浙江巨科铝业有限公司 | 一种汽车轮毂用铝合金及其制作方法 |
| US9969026B2 (en) | 2011-08-25 | 2018-05-15 | GM Global Technology Operations LLC | Weld schedule for resistance spot welding of aluminum alloy workpieces |
| JP5651560B2 (ja) | 2011-09-07 | 2015-01-14 | 日本放送協会 | 動きベクトル予測装置、符号化装置、復号装置、及びこれらのプログラム |
| JP5498463B2 (ja) | 2011-10-13 | 2014-05-21 | 富士重工業株式会社 | スポット溶接装置の加圧制御方法 |
| WO2013133960A1 (en) | 2012-03-07 | 2013-09-12 | Alcoa Inc. | Improved 7xxx aluminum alloys, and methods for producing the same |
| JP2014028392A (ja) | 2012-06-29 | 2014-02-13 | Kobe Steel Ltd | スポット溶接方法 |
| KR20150038678A (ko) | 2012-09-20 | 2015-04-08 | 가부시키가이샤 고베 세이코쇼 | 자동차 부재용 알루미늄 합금판 |
| US20140231396A1 (en) | 2013-02-18 | 2014-08-21 | GM Global Technology Operations LLC | Method for resistance welding with pre-chilling |
| US9315885B2 (en) | 2013-03-09 | 2016-04-19 | Alcoa Inc. | Heat treatable aluminum alloys having magnesium and zinc and methods for producing the same |
| JP6165687B2 (ja) | 2013-09-04 | 2017-07-19 | 株式会社神戸製鋼所 | アルミニウム合金板 |
| JP6194765B2 (ja) | 2013-11-08 | 2017-09-13 | 新日鐵住金株式会社 | 高強度鋼板のスポット溶接方法 |
| US20150217821A1 (en) | 2014-02-06 | 2015-08-06 | Ford Global Technologies, Llc | Method of Setting Vehicle Geometry and Structural Joining |
| WO2015132932A1 (ja) * | 2014-03-06 | 2015-09-11 | 株式会社Uacj | 構造用アルミニウム合金及びその製造方法 |
| JP6338420B2 (ja) | 2014-03-31 | 2018-06-06 | 日本アビオニクス株式会社 | 抵抗溶接機の制御方法および制御装置 |
| EP3416775A1 (en) | 2016-02-15 | 2018-12-26 | Novelis, Inc. | Method for improving quality of aluminum resistance spot welding |
-
2016
- 2016-10-28 KR KR1020177033460A patent/KR20170138533A/ko not_active Ceased
- 2016-10-28 LT LTEP16834065.1T patent/LT3265595T/lt unknown
- 2016-10-28 WO PCT/US2016/059272 patent/WO2017075319A1/en not_active Ceased
- 2016-10-28 AU AU2016344192A patent/AU2016344192B2/en not_active Expired - Fee Related
- 2016-10-28 HU HUE16834065A patent/HUE042400T2/hu unknown
- 2016-10-28 PL PL16834065T patent/PL3265595T3/pl unknown
- 2016-10-28 CA CA2979717A patent/CA2979717C/en active Active
- 2016-10-28 JP JP2017549177A patent/JP6971151B2/ja active Active
- 2016-10-28 RU RU2018119275A patent/RU2717434C2/ru active
- 2016-10-28 KR KR1020207016197A patent/KR102455319B1/ko active Active
- 2016-10-28 MX MX2017011840A patent/MX2017011840A/es unknown
- 2016-10-28 SI SI201630226T patent/SI3265595T1/sl unknown
- 2016-10-28 BR BR112017021490-3A patent/BR112017021490B1/pt active IP Right Grant
- 2016-10-28 DK DK16834065.1T patent/DK3265595T3/en active
- 2016-10-28 CN CN201910876108.XA patent/CN110453122A/zh active Pending
- 2016-10-28 RS RS20190459A patent/RS58615B1/sr unknown
- 2016-10-28 EP EP16834065.1A patent/EP3265595B1/en active Active
- 2016-10-28 EP EP19162213.3A patent/EP3521466B1/en active Active
- 2016-10-28 HR HRP20190548TT patent/HRP20190548T1/hr unknown
- 2016-10-28 ES ES16834065T patent/ES2719555T3/es active Active
- 2016-10-28 CN CN201680016341.5A patent/CN107406925A/zh active Pending
- 2016-10-28 PT PT16834065T patent/PT3265595T/pt unknown
- 2016-10-28 US US15/336,982 patent/US11421309B2/en active Active
-
2017
- 2017-09-14 MX MX2023001684A patent/MX2023001684A/es unknown
-
2018
- 2018-04-23 IL IL258885A patent/IL258885A/en unknown
- 2018-04-25 ZA ZA2018/02759A patent/ZA201802759B/en unknown
-
2019
- 2019-04-04 CY CY20191100374T patent/CY1121505T1/el unknown
- 2019-11-25 JP JP2019212143A patent/JP2020045575A/ja not_active Withdrawn
-
2022
- 2022-07-01 US US17/810,438 patent/US20220333229A1/en active Pending
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190133820A (ko) | 2018-05-24 | 2019-12-04 | (주) 동양에이.케이코리아 | 알루미늄-실리콘 합금 압출재의 제조 방법 및 이를 이용하여 제조된 알루미늄-실리콘 합금 압출재 |
| EP3847292A1 (en) * | 2018-09-05 | 2021-07-14 | Airbus SAS | Method of producing a high-energy hydroformed structure from a 7xxx-series alloy |
| EP3846950A1 (en) * | 2018-09-05 | 2021-07-14 | Airbus SAS | Method of producing a high-energy hydroformed structure from a 2xxx-series alloy |
| KR20200107536A (ko) * | 2019-03-08 | 2020-09-16 | 한국생산기술연구원 | 압출성 및 강도가 향상된 고열전도도 알루미늄 합금, 상기 알루미늄 합금 제조 방법 및 상기 알루미늄 합금 압출성형제품 제작 방법 |
| KR20210113350A (ko) * | 2019-06-03 | 2021-09-15 | 노벨리스 인크. | 초고강도 알루미늄 합금 제품 및 이의 제조 방법 |
| US11746400B2 (en) | 2019-06-03 | 2023-09-05 | Novelis Inc. | Ultra-high strength aluminum alloy products and methods of making the same |
| KR20210073781A (ko) * | 2019-12-11 | 2021-06-21 | (주) 동양에이.케이코리아 | 고력 알루미늄 합금 단조 플레이트의 제조 방법 |
| KR20220055603A (ko) | 2020-10-27 | 2022-05-04 | 한국생산기술연구원 | 알루미늄 합금 및 이의 제조방법 |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20220333229A1 (en) | High strength 7xxx aluminum alloys and methods of making the same | |
| KR102644089B1 (ko) | 고강도 내식성 6xxx 시리즈 알루미늄 합금 및 이의 제조 방법 | |
| KR102649043B1 (ko) | 고강도 6xxx 시리즈 알루미늄 합금 및 그 제조 방법 | |
| CN109890536B (zh) | 高强度7xxx系列铝合金及其制造方法 | |
| US20190010591A1 (en) | High-strength corrosion-resistant aluminum alloys and methods of making the same | |
| CN108138265A (zh) | 用于使硬化铝合金温成形的方法 | |
| JP7644013B2 (ja) | 成形性高強度アルミ合金製造物、及びその作製方法 | |
| KR102434921B1 (ko) | 고강도 내식성 알루미늄 합금 및 이를 제조하는 방법 | |
| KR20240039158A (ko) | 열 처리된 알루미늄 시트 및 그 제조 공정 | |
| KR20230118949A (ko) | 고강도 5xxx 알루미늄 합금 변형체 및 이의 제조 방법 | |
| JP2022532347A (ja) | 超高強度アルミニウム合金製品及びその作製方法 | |
| ES2879603T3 (es) | Aleaciones de aluminio 7xxx de alta resistencia y métodos para fabricarlas |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
Patent event date: 20171120 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20190408 Patent event code: PE09021S01D |
|
| AMND | Amendment | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20191023 Patent event code: PE09021S01D |
|
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20200304 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20191023 Comment text: Notification of reason for refusal Patent event code: PE06011S01I Patent event date: 20190408 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| X091 | Application refused [patent] | ||
| AMND | Amendment | ||
| PX0901 | Re-examination |
Patent event code: PX09011S01I Patent event date: 20200304 Comment text: Decision to Refuse Application Patent event code: PX09012R01I Patent event date: 20191223 Comment text: Amendment to Specification, etc. Patent event code: PX09012R01I Patent event date: 20190607 Comment text: Amendment to Specification, etc. |
|
| PX0601 | Decision of rejection after re-examination |
Comment text: Decision to Refuse Application Patent event code: PX06014S01D Patent event date: 20200506 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20200403 Comment text: Decision to Refuse Application Patent event code: PX06011S01I Patent event date: 20200304 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20191223 Comment text: Notification of reason for refusal Patent event code: PX06013S01I Patent event date: 20191023 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20190607 Comment text: Notification of reason for refusal Patent event code: PX06013S01I Patent event date: 20190408 |
|
| X601 | Decision of rejection after re-examination | ||
| A107 | Divisional application of patent | ||
| PA0104 | Divisional application for international application |
Comment text: Divisional Application for International Patent Patent event code: PA01041R01D Patent event date: 20200605 |