KR20170140039A - 런너를 활용한 사출금형 - Google Patents
런너를 활용한 사출금형 Download PDFInfo
- Publication number
- KR20170140039A KR20170140039A KR1020160072847A KR20160072847A KR20170140039A KR 20170140039 A KR20170140039 A KR 20170140039A KR 1020160072847 A KR1020160072847 A KR 1020160072847A KR 20160072847 A KR20160072847 A KR 20160072847A KR 20170140039 A KR20170140039 A KR 20170140039A
- Authority
- KR
- South Korea
- Prior art keywords
- mold
- sub
- gate
- ejector plate
- injection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/2701—Details not specific to hot or cold runner channels
- B29C45/2703—Means for controlling the runner flow, e.g. runner switches, adjustable runners or gates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/2701—Details not specific to hot or cold runner channels
- B29C45/2708—Gates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/38—Cutting-off equipment for sprues or ingates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
런너 내부의 유체는 사출성형물의 형상과 대응되는 내부공간을 가지는 금형으로 주입되며, 상부금형과 하부금
형으로 나누어져 사출 후에 상부금형이 하부금형에 대해서 형개되는 금형에 있어서, 상기 하부금형의 하방에
위치되며, 끝단은 상기 하부금형을 관통하여 상기 상부금형의 하면과 접촉되며, 상기 하부금형과 상부금형이
상호 형개될 때 상기 상부금형이 위치된 방향으로 상승되는 서브리턴 핀과, 상기 서브리턴 핀의 하방에 결합되
며, 상기 서브리턴 핀이 하방으로 이동되면 압축되었다가, 상기 하부금형과 상부금형이 상호 형개되는 순간에
상기 서브리턴 핀을 상방으로 이동시키는 복원력을 제공하는 접시스프링과, 상기 서브리턴 핀과 결합되며, 상
기 서브리턴 핀이 상방으로 이동하면 이와 동시에 상방으로 이동되며, 상기 사출성형물로부터 상기 런너의 형
상과 대응되는 형상을 가지는 게이트를 커팅하는 게이트커팅기와, 상기 게이트커팅기의 이동을 가이드하며, 상
기 사출성형물의 하방에 위치되는 안내가이드홈을 포함하여, 상기 사출성형물은 그 측면이 경사진 형태를 가지
며, 상기 안내가이드홈은 상기 사출성형물의 측면 경사와 대응되는 경사각을 가지며, 상기 접시스프링의 복원
력을 이용하여 사출성형물의 취출 이전에 상기 게이트커팅기가 상기 안내가이드홈의 안내를 따라 상기 사출성
형물의 측면 경사와 대응되는 경사각을 가지며 이동되어 상기 게이트를 커팅하는 것을 특징으로 하는
것으로서, 금형 사출 후에 사출성형물을 금형으로부터 취출하기 전에 사출성형물에 포함된 게이트를 자동으로
커팅할 수 있으며, 사출성형물의 측벽이 경사진 경사면을 가져도 그 경사에 따라서 게이트를 커팅할 수 있으므
로 사출 후 잔존하는 게이트를 별도의 공정으로 제거할 필요가 없어 사출공정을 단순화시킬 수 있는 효과가
있다.
Description
도 2는 종래의 사출성형물에서 게이트를 절단하는 장치의 모습을 나타낸 도면
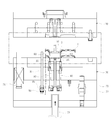
도 3은 본 발명의 실시예에 따른 사출 금형의 구성을 나타낸 도면
도 4는 도 3에 도시된 사출 금형의 서브리턴 핀과 링크핀과 게이트커팅기의 결합되는 모습을 나타낸 도면
도 5는 도 4의 A-A 선의 단면도
도 6 내지 도 9는 도 3에 도시된 사출 금형의 사용 상태를 설명하기 위한 도면
30. 하부금형 40. 서브리턴 핀
50. 접시스프링 60. 게이트커팅기
71. 상부이젝터플레이트 72. 하부이젝터플레이트
75. 상부기초수용홈 76. 하부기초수용홈
78. 하부서브이젝터플레이트 80. 링크핀
82. 상부서브이젝터플레이트 95. 안내가이드홈
Claims (3)
- 사출성형물(1)의 원재료가 유체로 유동하는 런너(10)를 포함하여 상기 런너(10) 내부의 유체는 사출성형물의
형상과 대응되는 내부공간을 가지는 금형으로 주입되며, 상부금형(20)과 하부금형(30)으로 나누어져 사출 후
에 상부금형(20)이 하부금형(30)에 대해서 형개되는 금형에 있어서,
상기 하부금형(30)의 하방에 위치되며, 끝단은 상기 하부금형(30)을 관통하여 상기 상부금형(20)의 하면과 접
촉되며, 상기 하부금형(30)과 상부금형(20)이 상호 형개될 때 상기 상부금형(20)이 위치된 방향으로 상승되는
서브리턴 핀(40);
상기 서브리턴 핀(40)의 하방에 결합되며, 상기 서브리턴 핀(40)이 하방으로 이동되면 압축되었다가, 상기 하
부금형(30)과 상부금형(20)이 상호 형개되는 순간에 상기 서브리턴 핀(40)을 상방으로 이동시키는 복원력을
제공하는 접시스프링(50);
상기 서브리턴 핀(40)과 결합되며, 상기 서브리턴 핀(40)이 상방으로 이동하면 이와 동시에 상방으로 이동되
며, 상기 사출성형물(1)로부터 상기 런너(10)의 형상과 대응되는 형상을 가지는 게이트(2)를 커팅하는 게이트
커팅기(60);
상기 게이트커팅기(60)의 이동을 가이드하며, 상기 사출성형물(1)의 하방에 위치되는 안내가이드홈(95);을 포
함하여,
상기 사출성형물(1)은 그 측면이 경사진 형태를 가지며,
상기 안내가이드홈(95)은 상기 사출성형물(1)의 측면 경사와 대응되는 경사각을 가지며,
상기 접시스프링(50)의 복원력을 이용하여 사출성형물의 취출 이전에 상기 게이트커팅기(60)가 상기 안내가이
드홈(95)의 안내를 따라 상기 사출성형물(1)의 측면 경사와 대응되는 경사각을 가지며 이동되어 상기 게이트
(2)를 커팅하는 것을 특징으로 하는 사출 금형. - 제 1 항에 있어서,
상기 게이트커팅기(60)는 끝단의 각도가 첨예하게 형성되어 게이트 끝단이 손쉽게 커팅되도록 하는 것을 특징
으로 하는 사출 금형. - 제 1 항에 있어서,
상기 하부금형(30)과 이격되어 상기 하부금형(30)의 하방에 위치되며, 두 개의 판으로 구비되는 상부이젝터플
레이트(71)와 하부이젝터플레이트(72)와,
상기 상부이젝터플레이트(71)의 하면에서 상방으로 파여진 홈인 상부기초수용홈(75)과,
상기 하부이젝터플레이트(72)의 하면에서 하방으로 파여진 홈인 하부기초수용홈(76)과,
상기 하부기초수용홈(76)에 삽입되며, 상기 접시스프링(50)의 위치가 어긋나는 것을 방지하는 접시스프링위치
결정핀(51)이 수용되는 하부서브이젝터플레이트(78)와,
상기 상부기초수용홈(75)에 삽입되며, 상기 하부서브이젝터플레이트(78)와 접촉되며, 상기 서브리턴 핀(40)이
관통되어 위치되는 서브핀관통공(79)과, 관통된 구멍인 링크핀관통공(81)을 가지는 상부서브이젝터플레이트
(82)와,
상기 링크핀관통공(81)을 관통하여 위치되며, 끝단은 상기 하부서브이젝터플레이트(78)의 상면과 접촉되며,
상기 게이트커팅기(60)와 결합되어 상기 게이트커팅기(60)를 상하방향으로 이동시키는 링크핀(80)을 더 포함
하며, 상기 서브리턴 핀(40)의 끝단은 상기 하부서브이젝터플레이트(78)의 상면과 접촉되며,
상기 접시스프링(50)은 일단은 상기 하부서브이젝터플레이트(78)의 하면과 결합되고 타단은 상기 하부기초수
용홈(76)의 하면과 결합되며, 중심에 관통된 구멍을 가지며,
상기 접시스프링위치결정핀(51)은 상기 접시스프링(51)의 중심에 관통된 구멍을 관통하여 위치되어 상기 접시
스프링(51)의 위치가 어긋나지 않도록 하며,
상기 접시스프링(50)은 복원력으로 상기 하부서브이젝터플레이트(78)를 상방으로 이동시키며,
상기 접시스프링(50)의 복원력으로 상기 하부서브이젝터플레이트(78)가 순간적으로 상방으로 이동되면 이에
따라 상기 링크핀(80)이 순간적으로 상방으로 이동되고, 상기 링크핀(80)과 결합된 상기 게이트커팅기(60)가
순간적으로 상방으로 이동되어 상기 사출성형물의 게이트를 절단하는 것을 특징으로 하는 사출 금형.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160072847A KR20170140039A (ko) | 2016-06-12 | 2016-06-12 | 런너를 활용한 사출금형 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160072847A KR20170140039A (ko) | 2016-06-12 | 2016-06-12 | 런너를 활용한 사출금형 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170140039A true KR20170140039A (ko) | 2017-12-20 |
Family
ID=60931728
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160072847A Withdrawn KR20170140039A (ko) | 2016-06-12 | 2016-06-12 | 런너를 활용한 사출금형 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170140039A (ko) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102050758B1 (ko) * | 2019-07-29 | 2019-12-02 | 주식회사 에이앤티시스템 | 금형 성형제품의 게이트 자동커팅장치 |
| CN113146969A (zh) * | 2021-02-22 | 2021-07-23 | 佛山市顺德区志旺机械设备有限公司 | 一种打火机生产用外壳注塑模具及其注塑方法 |
| CN115464837A (zh) * | 2022-07-29 | 2022-12-13 | 格力电器(武汉)有限公司 | 水口分离注塑模具 |
| CN118322492A (zh) * | 2024-04-15 | 2024-07-12 | 东莞市达旺精密模具有限公司 | 一种环保型具有塑料回收功能的注塑模具 |
-
2016
- 2016-06-12 KR KR1020160072847A patent/KR20170140039A/ko not_active Withdrawn
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102050758B1 (ko) * | 2019-07-29 | 2019-12-02 | 주식회사 에이앤티시스템 | 금형 성형제품의 게이트 자동커팅장치 |
| CN113146969A (zh) * | 2021-02-22 | 2021-07-23 | 佛山市顺德区志旺机械设备有限公司 | 一种打火机生产用外壳注塑模具及其注塑方法 |
| CN115464837A (zh) * | 2022-07-29 | 2022-12-13 | 格力电器(武汉)有限公司 | 水口分离注塑模具 |
| CN118322492A (zh) * | 2024-04-15 | 2024-07-12 | 东莞市达旺精密模具有限公司 | 一种环保型具有塑料回收功能的注塑模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20080175947A1 (en) | Cut structure for mold | |
| US20120263821A1 (en) | Injection Mold | |
| US8475156B2 (en) | Injection mold | |
| KR102281139B1 (ko) | 사이드 게이트 자동절단장치를 구비한 사출금형 | |
| KR20170140039A (ko) | 런너를 활용한 사출금형 | |
| CN105313282B (zh) | 一种叠层注塑模具侧浇口自动切除机构 | |
| WO2020136695A1 (ja) | スライド機構、可動型及び成形用金型 | |
| KR20120105741A (ko) | 사출 금형 | |
| KR101753960B1 (ko) | 3단 사출금형의 제품취출방법 | |
| KR100541528B1 (ko) | 사출물의 게이트 자동절단장치가 구비된 금형장치 | |
| KR101809230B1 (ko) | 사이드 게이트 자동 컷팅 사출 금형 | |
| JP2020015211A (ja) | アンダーカット処理機構及び成形用金型 | |
| KR20050017224A (ko) | 플라스틱 사출 금형 장치의 제품 취출 구조 | |
| JP7097101B2 (ja) | ゲート切断装置及び成形用金型 | |
| KR20230027353A (ko) | 런너의 제거가 가능한 사출 금형 장치 | |
| JP2002361639A (ja) | 成形金型の型開方法およびその装置 | |
| CN214645439U (zh) | 一种芯轴侧抽模具 | |
| CN107336410B (zh) | 注塑模具 | |
| JP2671356B2 (ja) | 成形装置 | |
| CN210190449U (zh) | 滑块中滑块延迟抽芯模具 | |
| CN106584779A (zh) | 一种模内切水口注塑装置 | |
| CN212979056U (zh) | 一种具有裁断结构的镜片注塑模具 | |
| KR20150123449A (ko) | 사출금형의 자동컷팅 장치 | |
| KR200489207Y1 (ko) | 사출금형의 언더컷성형용 슬라이드 | |
| JPS5987112A (ja) | プラスチツク成形型のアンダ−カツト処理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| N231 | Notification of change of applicant | ||
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| PC1203 | Withdrawal of no request for examination |
St.27 status event code: N-1-6-B10-B12-nap-PC1203 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-3-3-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |