KR20170140537A - 평판형 냉매관 제조장치 - Google Patents
평판형 냉매관 제조장치 Download PDFInfo
- Publication number
- KR20170140537A KR20170140537A KR1020160072944A KR20160072944A KR20170140537A KR 20170140537 A KR20170140537 A KR 20170140537A KR 1020160072944 A KR1020160072944 A KR 1020160072944A KR 20160072944 A KR20160072944 A KR 20160072944A KR 20170140537 A KR20170140537 A KR 20170140537A
- Authority
- KR
- South Korea
- Prior art keywords
- unit
- refrigerant tube
- strap
- forming
- refrigerant
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 239000003507 refrigerant Substances 0.000 title claims abstract description 151
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 24
- 238000005520 cutting process Methods 0.000 claims abstract description 22
- 238000004804 winding Methods 0.000 claims abstract description 11
- 238000000034 method Methods 0.000 claims abstract description 8
- 230000007246 mechanism Effects 0.000 claims description 30
- 230000033001 locomotion Effects 0.000 claims description 14
- 238000005096 rolling process Methods 0.000 claims description 6
- 230000002093 peripheral effect Effects 0.000 claims description 2
- 238000000748 compression moulding Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 238000005299 abrasion Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000002826 coolant Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/04—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of sheet metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/12—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by chains or belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/28—Associations of cutting devices therewith
- B21D43/282—Discharging crop ends or the like
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Agronomy & Crop Science (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
본 발명의 냉매관 제조장치는 냉매관 스트랩(P0)을 권취롤(101)에 권취하여 후속공정으로 연속적으로 공급하는 냉매관 스트랩 공급 유닛(100); 권취롤(101)에서 인출되는 냉매관 스트랩(P0)을 일정한 길이만큼씩 수평방향으로 간헐적으로 이송시키는 이송 유닛(400); 상기 이송 유닛(400)을 통하여 일정한 길이만큼 이송되어 절단위치에 위치한 냉매관 스트랩(P0)의 한쪽 끝단의 상하측면과 좌우측면을 엔드 포밍툴로써 가압하여 포밍하는 엔드포밍 유닛(500); 및 상기 엔드 포밍 유닛(500)에서 엔드 포밍된 냉매관 스트랩(P0)을 폭방향 커팅라인을 따라 커팅하고 그리고나서 커팅된 커팅라인의 전/후측 상기 냉매관 스트랩(P0)을 서로 이격되게 당겨서 커팅라인을 따라 냉매관 유닛(P1)분리하는 커팅-분리 유닛(600);을 포함한다.
Description
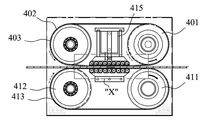
도 2a는 이송 유닛의 확대 정면도로서, 냉매관 스트랩을 이송하지 않는 상태의 도면이다.
도 2b는 도 2의 이송 유닛이 냉매관 스트랩을 이송할 때의 작동 상태도이다.
도 2c는 도 2의 'X'부의 확대상세도이다.
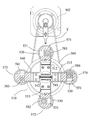
도 3은 엔드 포밍 유닛의 구성을 보여주는 사시도이다.
도 4는 엔드 포밍 유닛의 포밍 툴을 작동시키는 기구의 단면도이다.
도 5는 엔드 포밍 유닛에 의해 엔드 포밍된 냉매관 스트랩의 사시도이다.
도 6은 커팅-분리 유닛의 평면도이다.
도 7은 도 6의 "X-X"선을 따라 도시한 커팅-분리 유닛의 결합도이다.
도 8은 도 7의 "Y-Y"선을 따라 도시한 커팅 유닛의 결합도이다.
도 9는 커팅 유닛의 정면도이다.
10a,10b: 노치홈 11: 베이스 플레이트
12,13: 회전축 M1,M2,M3: 모터
100: 냉매관 스트랩 공급 유닛 101: 권취롤
200: 텐션닝 유닛 310: 교정 유닛
320: 안내 유닛 400: 이송 유닛
M1: 제1모터 401: 상부 구동풀리
402: 상부 아이들 풀리 403: 상부 이송벨트
411: 하부 피동 풀리 412: 하부 아이들 풀리
413: 하부 이송벨트 414: 하부 지지롤러
415: 실린더 416: 상부 지지롤러
500: 엔드 포밍 유닛(end forming unit)
510: 설치판 511: 관통 구멍
512: 상측 수직안내홈 513: 하측 수직안내홈
514: 좌측 수평안내홈 515: 우측 수평안내홈
520: 상측 포밍 툴 530: 하측 포밍 툴
540: 좌측 포밍 툴 550: 우측 포밍툴
522,532,542,552: 포밍 날 521,531,541,551: 캠트랙
560: 구동 기어 571,572,573,574: 캠기어
581,582,583,584: 캠팔로워
600: 커팅-분리 유닛 610: 전방 클램핑 유닛
611: 전방 고정 죠 612: 전방 가동 죠
620: 후방 클램핑 유닛 621: 후방 고정 죠
622: 후방 가동 죠 630: 절단 유닛
631: 상부 커터 632: 하부 커터
633: 설치블록 635: 캠기구
637: 작동 아암 650: 후방 클램프 작동기구
651: 제2작동아암 660: 분리작동기구
666: 피봇핀 667: 회동 레버
670: 절단날 이송기구
Claims (5)
- 평판형 냉매관 스트랩(P0)을 일정한 길이만큼 간헐적으로 직진 이동시키면서 일정한 길이와 양단에 폭방향 및 상하 두께방향으로 축관되게 포밍한 엔드포밍부를 가진 냉매관 유닛(P1)을 제조하는 냉매관 제조장치에 있어서,
상기 냉매관 스트랩(P0)을 권취롤(101)에 권취하여 후속공정으로 연속적으로 공급하는 냉매관 스트랩 공급 유닛(100);
권취롤(101)에서 인출되는 냉매관 스트랩(P0)을 일정한 길이만큼씩 수평방향으로 간헐적으로 이송시키는 이송 유닛(400);
상기 이송 유닛(400)을 통하여 일정한 길이만큼 이송되어 절단위치에 위치한 냉매관 스트랩(P0)의 한쪽 끝단의 상하측면과 좌우측면을 엔드 포밍툴로써 가압하여 포밍하는 엔드포밍 유닛(500); 및
상기 엔드 포밍 유닛(500)에서 엔드 포밍된 냉매관 스트랩(P0)을 폭방향 커팅라인을 따라 커팅하고 그리고나서 커팅된 커팅라인의 전/후측 상기 냉매관 스트랩(P0)을 서로 이격되게 당겨서 커팅라인을 따라 냉매관 유닛(P1)분리하는 커팅-분리 유닛(600);을 포함하고,
상기 이송 유닛(400)은,
상기 냉매관 스트랩(P0)의 이송 경로 상측에 배치되어 제1모터(M1)에 의해 일정한 주기로 간헐적으로 회전하는 상부 구동풀리(401)와, 상부 아이들 풀리(402)와, 상기 상부 구동풀리(401)와 상부 아이들 풀리(402)에 지지되어 상기 상부 구동풀리(401)의 간헐 회전에 의해 무한궤도형으로 간헐적으로 회전하고, 상기 냉매관 스트랩(P0)을 이동시킬 때에만 하부 외측면이 상기 냉매관 스트랩(P0)의 상면과 밀착하는, 상부 이송벨트(403)와,
상기 냉매관 스트랩(P0)의 이송 경로 하측에 배치되어 상기 상부 구동풀리(401)와 반대방향으로 동일한 회전속도로 회전하도록 연결된 하부 피동풀리(411)와, 하부 아이들 풀리(412)와, 상기 하부 피동풀리(411)와 하부 아이들 풀리(412)에 지지되어 상기 하부 피동풀리(411)의 회전시 무한궤도형으로 회전하고, 상기 냉매관 스트랩(P0)의 저면과 하부 외측면이 밀착하는, 하부 이송벨트(413)와,
상기 하부 이송벨트(413)가 상기 냉매관 스트랩(P0)의 저면을 밀착지지하도록 상기 하부 이송벨트(413)의 상부 내측면을 지지하고, 각각은 상기 하부 이송벨트(413)에 구름접촉하도록 자전가능하게 설치된 복수개의 하부 지지롤러(414)와,
상기 냉매관 스트랩(P0)을 이동시킬 때, 상기 상부 이송벨트(403)가 상기 냉매관 스트랩(P0)의 상면에 밀착하도록 실린더(415)의 신장작동에 의해 상기 상부 이송벨트(403)를 냉매관 스트랩(P0)의 상면쪽으로 가압하고, 각각은 상기 상부 이송벨트(403)에 구름접촉하도록 자전가능하게 설치된 복수개의 상부 지지롤러(416)를 포함하여 구성된 것을 특징으로 하는 냉매관 제조장치. - 제1항에 있어서,
상기 엔드 포밍 유닛(500)은,
중앙에 냉매관 스트랩(P0)이 통과하도록 관통구멍(511)이 형성되고, 상기 관통구멍(511)에 배치된 냉매관 스트랩(P0)의 상면과 저면을 향하는 상측 수직안내홈(512)과 하측 수직안내홈(513)이 구비되고, 상기 냉매관 스트랩(P0)의 좌,우측면을 향하는 좌측 수평안내홈(514)과 우측 수평안내홈(515)이 구비된 설치판(510)과;
상기 상측 수직안내홈(512), 하측 수직안내홈(513), 좌측 수평안내홈(514) 및 우측 수평안내홈(515)에 각각 슬라이드 이동가능하게 삽입설치되고, 상기 냉매관 스트랩(P0)을 향하는 선단측에는 노치홈(10a,10b)를 형성하기 위한 포밍 날(522,532,542,552)을 구비하고, 반대쪽 선단에는 슬라이드 이동방향에 대하여 교차하는 방향의 캠트랙(521,531,541,551)을 구비한 상측 포밍 툴(520), 하측 포밍 툴(530), 좌측 포밍 툴(540), 우측 포밍툴(550)과;
상기 설치판(510)의 동일중심축 상에 배치되고 외주면에 기어 이빨이 형성되며, 제2모터(M2)의 회전에 의해 회전하는 구동 기어(560)와; 상기 각 포밍 툴(520,530,540,550)의 끝단에서 상기 구동 기어(560)에 외접하게 맞물려 구동 기어(560)의 회전에 의해 회전구동되는 캠기어(571,572,573,574)와; 상기 각 포밍 툴(520,530,540,550)의 캠트랙(521,531,541,551)에 슬라이드 왕복이동하게 설치되고 상기 대응하는 각 캠기어(571,572,573,574)에 편심되게 고정되어 상기 캠기어(571,572,573,574)의 회전에 따라 상기 캠트랙(521,531,541,551)을 따라 슬라이드 직선왕복운동을 하면서 각 포밍 툴(520,530,540,550)을 포밍 작업위치와 비 작업위치 사이를 슬라이드 왕복이동시키는 슬라이드 캠팔로워(581,582,583,584);를 구비한 것을 특징으로 하는 냉매관 제조장치. - 제1항에 있어서,
상기 커팅-분리 유닛(600)은,
엔드 포밍 유닛(500)에서 엔드 포밍된 노치홈 부분의 전방을 클램핑하는 전방 클램핑 유닛(610)과;
상기 엔드 포밍된 노치홈 부분의 후방을 클램핑하는 후방 클램핑 유닛(620)과;
상기 전방 클램핑 유닛(610)과 엔드 포밍된 부분의 후방을 클램핑하는 후방 클램핑 유닛(620) 사이에 배치되어 적시에 폭방향을 따라 수평으로 이동하면서 냉매관 스트랩(P0)의 엔드포밍된 노치홈(10a,10b)을 폭방향으로 절단하는 절단 유닛(630)과;
상기 전방 클램핑 유닛(610)이 노치홈 부분의 전방 냉매관 스트랩을 클램핑 또는 클램핑 해제하도록 전방 클랭핑 유닛(610)을 작동시키는 전방 클램프 작동기구(640);
상기 후방 클램핑 유닛(620)이 노치홈(10a,10b) 부분의 후방 냉매관 스트랩을 적시에 클램핑 또는 클램핑해제하도록 후방 크램핑 유닛(620)을 작동시키는 후방 클램핑 작동기구(650); 및
상기 절단 유닛(600)에서 커팅된 냉매관 유닛(P1)을 냉매관 스트랩(PO)에서 분리하도록 상기 후방 클램핑 유닛(620)을 전방 클램핑 유닛(610)에 대하여 후퇴시키는 동작을 하는 분리작동기구(660);을 포함하는 것을 특징으로 하는 냉매관 제조장치. - 제3항에 있어서,
상기 전방 클램핑 유닛(610)은, 베이스 플레이트(11)에 냉매관 스트랩(P0)의 이송방향을 따라 슬라이드 이동가능하게 설치된 전방 고정 죠(611)와, 상기 전방 고정 죠(611)의 상측에서 상기 전방 고정 죠(611)에 대향하게 배치되어 안내봉을 따라 상하로 슬라이드 이동하는 전방 가동 죠(612)를 포함하고,
상기 후방 클램핑 유닛(620)은, 베이스 플레이트(11)에 고정설치된 후방 고정 죠(621)와, 상기 후방 고정 죠(621)의 상측에서 상기 후방 고정 죠(621)에 대향하게 배치되어 안내봉을 따라 상하로 슬라이드 이동하는 후방 가동 죠(622)를 포함하고,
상기 전방 클램프 작동기구(640)는, 제3모터(M3)에 의해 회전하는 회전축(12)의 회전운동에 따라 편심 회전운동을 하면서 상단(642)이 상하로 승강하여 상기 전방 가동 죠(612)를 밀거나 당겨서 상하로 승강시키는 제1작동아암(641)으로 이루어지고,
상기 후방 클램프 작동기구(650)는, 제3모터(M3)에 의해 회전하는 회전축(12)과 기어 맞물림에 의해 회전축(12)과 동일한 회전주기로 회전하는 보조 회전축(13)이 회전함에 따라 편심 회전운동을 하면서 상단(652)이 상하로 승강하여 상기 후방 가동 죠(622)를 밀거나 당겨서 상하로 승강시키는 제2작동아암(651)으로 이루어지고,
상기 분리작동기구(660)는, 상기 회전축(12)의 회전운동에 따라 편심 선회운동을 하면서 상단이 상하로 승강하는 작동바아(661)와, 한쪽 선단이 상기 작동바아(661)의 상단에 힌지핀으로 연결되고, 다른 쪽 선단은 프레임에 피봇 연결된 작동아암(663), 하부 일측에서 베이스 플레이트(11)상에 피봇핀(666)으로 회동가능하게 연결되어, 상기 작동아암(663)의 상하 승강운동에 따라 피봇회전하면서 상단에 핀으로 연결된 상기 전방 클램프 유닛(610)을 냉매관 스트랩(P0)의 전진이송방향으로 슬라이드 이동시키는 회동 레버(667)로 이루어진 것을 특징으로 하는 냉매관 제조장치. - 제2항에 있어서,
상기 각 포밍 툴(520,530,540,550)은 대응하는 각 캠기어(571,572,573,574)의 앞쪽에 배치되고, 상기 각 캠트랙(521,531,541,551)은 각 포밍 툴(520,530,540,550)의, 캠기어(571,572,573,574)와 대면하는, 후면에 직선 홈의 형태로 구비되며, 상기 캠 팔로워(581,582,583,584)는 상기 직선 홈의 캠트랙(521,531,541,551)을 따라 슬라이드 이동가능하게 사각 블록의 형태로 이루어진 것을 특징으로 하는 것을 특징으로 하는 냉매관 제조장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160072944A KR20170140537A (ko) | 2016-06-13 | 2016-06-13 | 평판형 냉매관 제조장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160072944A KR20170140537A (ko) | 2016-06-13 | 2016-06-13 | 평판형 냉매관 제조장치 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170140537A true KR20170140537A (ko) | 2017-12-21 |
Family
ID=60936223
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160072944A Ceased KR20170140537A (ko) | 2016-06-13 | 2016-06-13 | 평판형 냉매관 제조장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170140537A (ko) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109834147A (zh) * | 2019-04-15 | 2019-06-04 | 冯程阳 | 一种自动进给多工序连续冲压方法 |
| CN110314957A (zh) * | 2019-06-01 | 2019-10-11 | 合肥天铭机电科技有限公司 | 一种液冷板渐弯式智能弯管一体机 |
| CN114733968A (zh) * | 2022-04-20 | 2022-07-12 | 安徽鲲鹏装备模具制造有限公司 | 一种用于板材加工的卡槽成型工艺 |
| CN115123627A (zh) * | 2022-07-13 | 2022-09-30 | 谭晓卫 | 一种切封印一体式封口机的传输加热组合装置 |
| KR20240005418A (ko) | 2022-07-05 | 2024-01-12 | (주)디엠피테크 | 평판 튜브형 냉매관의 연속 제조장치 |
| CN117733226A (zh) * | 2024-01-19 | 2024-03-22 | 青岛运城制版有限公司 | 一种钢管切割机及钢管切割方法 |
| KR20240135116A (ko) | 2023-03-03 | 2024-09-10 | (주)디엠피테크 | 광폭 평판 튜브형 냉매관의 제조장치 |
-
2016
- 2016-06-13 KR KR1020160072944A patent/KR20170140537A/ko not_active Ceased
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109834147A (zh) * | 2019-04-15 | 2019-06-04 | 冯程阳 | 一种自动进给多工序连续冲压方法 |
| CN109834147B (zh) * | 2019-04-15 | 2019-11-22 | 浙江喜加吉科技股份有限公司 | 一种自动进给多工序连续冲压方法 |
| CN110314957A (zh) * | 2019-06-01 | 2019-10-11 | 合肥天铭机电科技有限公司 | 一种液冷板渐弯式智能弯管一体机 |
| CN114733968A (zh) * | 2022-04-20 | 2022-07-12 | 安徽鲲鹏装备模具制造有限公司 | 一种用于板材加工的卡槽成型工艺 |
| CN114733968B (zh) * | 2022-04-20 | 2024-02-06 | 安徽鲲鹏装备模具制造有限公司 | 一种用于板材加工的卡槽成型工艺 |
| KR20240005418A (ko) | 2022-07-05 | 2024-01-12 | (주)디엠피테크 | 평판 튜브형 냉매관의 연속 제조장치 |
| CN115123627A (zh) * | 2022-07-13 | 2022-09-30 | 谭晓卫 | 一种切封印一体式封口机的传输加热组合装置 |
| CN115123627B (zh) * | 2022-07-13 | 2024-04-09 | 谭晓卫 | 一种切封印一体式封口机的传输加热组合装置 |
| KR20240135116A (ko) | 2023-03-03 | 2024-09-10 | (주)디엠피테크 | 광폭 평판 튜브형 냉매관의 제조장치 |
| CN117733226A (zh) * | 2024-01-19 | 2024-03-22 | 青岛运城制版有限公司 | 一种钢管切割机及钢管切割方法 |
| CN117733226B (zh) * | 2024-01-19 | 2024-05-07 | 青岛运城制版有限公司 | 一种钢管切割机及钢管切割方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170140537A (ko) | 평판형 냉매관 제조장치 | |
| KR101912788B1 (ko) | 가압로울러에 의한 소재 성형용 다이커팅장치 | |
| CN102992082A (zh) | 一种带有独立驱动压板机构的切带机 | |
| CN101575797B (zh) | 半自动双刀伞面压裁机 | |
| CN222002025U (zh) | 一种钢板剪板机防变形结构 | |
| CN111571687A (zh) | 一种高性能纺织布料切割机 | |
| CN111636186A (zh) | 一种纺织用布料切割装置 | |
| CN214608261U (zh) | 翻转变距自动载带包装机 | |
| CN111838850B (zh) | 一种口罩生产机械 | |
| CN107142710B (zh) | 一种切滚条机自动对边系统 | |
| CN214641090U (zh) | 一种双头自动送料切割机 | |
| CN222268840U (zh) | 一种扁钢剪切机 | |
| CN108907308A (zh) | 一种板材加工用裁剪装置 | |
| CN220761140U (zh) | 一种倒转切斜边的全自动化矽钢片直切机 | |
| CN214187450U (zh) | 一种张紧度间隙可调式切膜机 | |
| CN203158900U (zh) | 一种带有独立驱动压板机构的切带机 | |
| CN201626718U (zh) | 一种板材进料装置 | |
| JP4072653B2 (ja) | 板厚圧下プレスの金型交換装置とその方法 | |
| CN115673399A (zh) | 一种剪切机的对中送料系统 | |
| CN111016199B (zh) | 一种穿管机构及自动穿管装置 | |
| CN211031275U (zh) | 一种双工位全自动塑料剪袋机 | |
| CN210435465U (zh) | 一种电池冷板部件加工设备 | |
| CN223932708U (zh) | 剪板机加工定位滑移装置 | |
| CN217223784U (zh) | 一种方便上料及调节的液压剪板机 | |
| CN220972591U (zh) | 一种可更换刀片的加工用裁剪装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20160613 |
|
| PA0201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20170714 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20171212 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20170714 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| PG1501 | Laying open of application |