KR20180056841A - 부직포 필터의 제조방법 - Google Patents
부직포 필터의 제조방법 Download PDFInfo
- Publication number
- KR20180056841A KR20180056841A KR1020160154669A KR20160154669A KR20180056841A KR 20180056841 A KR20180056841 A KR 20180056841A KR 1020160154669 A KR1020160154669 A KR 1020160154669A KR 20160154669 A KR20160154669 A KR 20160154669A KR 20180056841 A KR20180056841 A KR 20180056841A
- Authority
- KR
- South Korea
- Prior art keywords
- nonwoven fabric
- bending
- nonwoven
- manufacturing
- preheating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 239000004745 nonwoven fabric Substances 0.000 title claims abstract description 69
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 29
- 238000005452 bending Methods 0.000 claims abstract description 32
- 239000000853 adhesive Substances 0.000 claims abstract description 10
- 230000001070 adhesive effect Effects 0.000 claims abstract description 10
- 238000005520 cutting process Methods 0.000 claims abstract description 9
- 239000000463 material Substances 0.000 claims abstract description 7
- 238000000034 method Methods 0.000 claims description 12
- 238000010030 laminating Methods 0.000 claims description 10
- 230000037303 wrinkles Effects 0.000 claims description 8
- 238000005304 joining Methods 0.000 claims description 6
- 239000004744 fabric Substances 0.000 claims description 4
- 230000002093 peripheral effect Effects 0.000 claims description 2
- 230000006835 compression Effects 0.000 abstract description 2
- 238000007906 compression Methods 0.000 abstract description 2
- 239000000758 substrate Substances 0.000 abstract 1
- 230000004927 fusion Effects 0.000 description 5
- 238000010586 diagram Methods 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 238000004080 punching Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 206010003402 Arthropod sting Diseases 0.000 description 1
- 208000027418 Wounds and injury Diseases 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000007767 bonding agent Substances 0.000 description 1
- 238000009960 carding Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 238000007499 fusion processing Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000004750 melt-blown nonwoven Substances 0.000 description 1
- 238000000053 physical method Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000037373 wrinkle formation Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/02—Loose filtering material, e.g. loose fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1607—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/50—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by treatment to produce shrinking, swelling, crimping or curling of fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/0604—Arrangement of the fibres in the filtering material
- B01D2239/0618—Non-woven
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/065—More than one layer present in the filtering material
- B01D2239/0668—The layers being joined by heat or melt-bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/10—Filtering material manufacturing
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Filtering Materials (AREA)
Abstract
Description
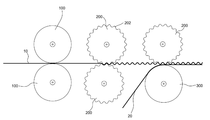
도 2는 본 발명의 바람직한 일실시예에 따른 부직포 필터의 제조방법을 도시하는 개념도.
도 3은 본 발명의 바람직한 다른 일실시예에 따른 부직포 필터의 제조방법을 도시하는 개념도.
도 4는 본 발명의 바람직한 다른 일실시예에 따른 부직포 필터의 제조방법에 의해서 제조된 부직포 필터의 단면도.
20: 제2 부직포 원단
100: 예열 롤러
200: 절곡 롤러
202: 절곡부
300: 압착 롤러
Claims (4)
- 부직포 필터의 제조 방법에 있어서,
열융착형 제1 부직포 원단을 60 내지 80도씨로 예열시키는 예열단계와;
제1 부직포 원단을 외주면에 절곡부가 형성된 한 쌍의 절곡 롤러 사이에 통과시켜서 주름을 형성시키는 절곡 단계와;
상기 절곡 단계를 거친 제1 부직포와 열융착형 제2 부직포 원단을 130 내지 150도씨로 가열된 압착 롤러와 절곡부가 형성된 절곡 롤러 사이에 통과시켜서 열융착시키는 접합 단계와;
상기 접합 단계를 거친 제1 부직포와 제2 부직포 소재를 접착제를 이용하여 다층으로 접합시키는 적층 단계와;
상기 접착 단계를 거친 소재를 일정한 크기로 절단시키는 절단 단계;를 포함하는 것을 특징으로 하는 부직포 필터의 제조방법.
- 제 1 항에 있어서,
상기 절곡 단계는,
상기 한 쌍의 절곡 롤러는 40 내지 50도씨로 가열된 상태에서 주름을 형성시키는 것을 특징으로 하는 부직포 필터의 제조방법.
- 제 1 항에 있어서,
상기 예열단계는,
상기 한 쌍의 절곡 롤러를 가열시켜서 상기 접합 단계와 연속적으로 이루어지는 것을 특징으로 부직포 필터의 제조방법.
- 제 1 항 내지 제 2 항 중 어느 한 항에 있어서,
상기 부직포 필터의 제조방법에 의해서 제조되는 부직포 필터.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160154669A KR20180056841A (ko) | 2016-11-21 | 2016-11-21 | 부직포 필터의 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160154669A KR20180056841A (ko) | 2016-11-21 | 2016-11-21 | 부직포 필터의 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20180056841A true KR20180056841A (ko) | 2018-05-30 |
Family
ID=62300517
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160154669A Ceased KR20180056841A (ko) | 2016-11-21 | 2016-11-21 | 부직포 필터의 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20180056841A (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112481816A (zh) * | 2020-11-23 | 2021-03-12 | 舒城娃娃乐儿童用品有限公司 | 一种无纺棉料一次成型内外双轧装置 |
| WO2021193998A1 (ko) * | 2020-03-26 | 2021-09-30 | (주)라도 | 차량용 필터의 여과지 제조장치 |
| KR20220161791A (ko) * | 2021-05-31 | 2022-12-07 | 정덕화 | 덴탈 마스크 상하 평행 주름 부가 장치 |
-
2016
- 2016-11-21 KR KR1020160154669A patent/KR20180056841A/ko not_active Ceased
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021193998A1 (ko) * | 2020-03-26 | 2021-09-30 | (주)라도 | 차량용 필터의 여과지 제조장치 |
| CN112481816A (zh) * | 2020-11-23 | 2021-03-12 | 舒城娃娃乐儿童用品有限公司 | 一种无纺棉料一次成型内外双轧装置 |
| CN112481816B (zh) * | 2020-11-23 | 2021-09-24 | 舒城娃娃乐儿童用品有限公司 | 一种无纺棉料一次成型内外双轧装置 |
| KR20220161791A (ko) * | 2021-05-31 | 2022-12-07 | 정덕화 | 덴탈 마스크 상하 평행 주름 부가 장치 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2855752B1 (en) | Textured elements incorporating non-woven textile materials and methods for manufacturing the textured elements | |
| US4478620A (en) | Air filter | |
| JP3660602B2 (ja) | プリーツ加工可能なフィルター材料を不織布から製造する方法 | |
| JP5842353B2 (ja) | 嵩高性不織布 | |
| CN101142007B (zh) | 层压过滤器的生产方法 | |
| JP2002534616A (ja) | 三次元構造化された繊維平面形成物およびその製造方法 | |
| KR20180056841A (ko) | 부직포 필터의 제조방법 | |
| CN110494604A (zh) | 针刺无纺布的制造方法 | |
| US10350552B2 (en) | Filter element and method for the production thereof | |
| KR20110013789A (ko) | 한장의 원단지를 사용하여 입체구조를 갖는 마스크의 제조방법. | |
| JP6498454B2 (ja) | 多層成形用シート及びシート成形体 | |
| JP4361201B2 (ja) | メルトブローン不織布を含む吸音材 | |
| KR102142079B1 (ko) | 필터 재료 및 이로부터 제조된 필터 엘리먼트 | |
| JP2004522868A5 (ko) | ||
| KR101627996B1 (ko) | 멜트블로운 섬유 패드의 제조 방법 | |
| JP3653656B2 (ja) | 積層紙、積層紙の製造方法及び積層紙の製造装置 | |
| US20120124862A1 (en) | Bi-component/binder fiber insole | |
| KR20230002827A (ko) | 지그재그 형태로 주름진 부직포 | |
| JP2009220313A (ja) | 消音・断熱材製造方法と消音・断熱材 | |
| CN109501430A (zh) | 一种环保型热胶无纺墙布复合设备 | |
| JP2000052467A (ja) | 多積層成型可能な不織布積層体 | |
| KR101629735B1 (ko) | 열융착 부직포, 그 제조방법 및 그 부착 방법 | |
| JP2007098378A (ja) | フィルター及び乾燥炉 | |
| JP2955872B2 (ja) | 水解性不織布及びその製造方法 | |
| JP2015232419A (ja) | 面状採暖具およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20161121 |
|
| PA0201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20180214 Patent event code: PE09021S01D |
|
| PG1501 | Laying open of application | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20180720 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20180214 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |