KR20180109979A - 절삭 구간의 전체 길이를 따라 연장되는 오른손 및 왼손 절삭 특성부들을 구비한 공구 - Google Patents
절삭 구간의 전체 길이를 따라 연장되는 오른손 및 왼손 절삭 특성부들을 구비한 공구 Download PDFInfo
- Publication number
- KR20180109979A KR20180109979A KR1020187024990A KR20187024990A KR20180109979A KR 20180109979 A KR20180109979 A KR 20180109979A KR 1020187024990 A KR1020187024990 A KR 1020187024990A KR 20187024990 A KR20187024990 A KR 20187024990A KR 20180109979 A KR20180109979 A KR 20180109979A
- Authority
- KR
- South Korea
- Prior art keywords
- cutting
- tool
- spirals
- cutting edges
- right hand
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 578
- 239000007787 solid Substances 0.000 claims abstract description 61
- 230000004323 axial length Effects 0.000 claims abstract description 10
- 238000000034 method Methods 0.000 claims description 32
- 238000003754 machining Methods 0.000 claims description 26
- 239000000463 material Substances 0.000 claims description 21
- 238000000227 grinding Methods 0.000 claims description 8
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 claims description 7
- 239000004918 carbon fiber reinforced polymer Substances 0.000 claims description 6
- 230000008569 process Effects 0.000 claims description 4
- 229910000831 Steel Inorganic materials 0.000 claims description 3
- 239000011248 coating agent Substances 0.000 claims description 3
- 238000000576 coating method Methods 0.000 claims description 3
- 238000004519 manufacturing process Methods 0.000 claims description 3
- 239000010959 steel Substances 0.000 claims description 3
- 238000005245 sintering Methods 0.000 claims description 2
- 230000007704 transition Effects 0.000 description 24
- 230000006835 compression Effects 0.000 description 7
- 238000007906 compression Methods 0.000 description 7
- 238000005304 joining Methods 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 230000000737 periodic effect Effects 0.000 description 4
- 230000032798 delamination Effects 0.000 description 3
- 229910000997 High-speed steel Inorganic materials 0.000 description 2
- 230000002457 bidirectional effect Effects 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000013011 mating Effects 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 238000007792 addition Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000012217 deletion Methods 0.000 description 1
- 230000037430 deletion Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000007717 exclusion Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000011010 flushing procedure Methods 0.000 description 1
- 230000008570 general process Effects 0.000 description 1
- 230000009931 harmful effect Effects 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 238000005019 vapor deposition process Methods 0.000 description 1
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/28—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass cutting tools
- B23P15/34—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass cutting tools milling cutters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/04—Angles
- B23C2210/0407—Cutting angles
- B23C2210/0421—Cutting angles negative
- B23C2210/0428—Cutting angles negative axial rake angle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/04—Angles
- B23C2210/0407—Cutting angles
- B23C2210/0442—Cutting angles positive
- B23C2210/045—Cutting angles positive axial rake angle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/04—Angles
- B23C2210/0407—Cutting angles
- B23C2210/0442—Cutting angles positive
- B23C2210/0457—Cutting angles positive radial rake angle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/04—Angles
- B23C2210/0485—Helix angles
- B23C2210/0492—Helix angles different
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/54—Configuration of the cutting part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2226/00—Materials of tools or workpieces not comprising a metal
- B23C2226/27—Composites, e.g. fibre reinforced composites
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2228/00—Properties of materials of tools or workpieces, materials of tools or workpieces applied in a specific manner
- B23C2228/10—Coating
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
- Milling, Broaching, Filing, Reaming, And Others (AREA)
Abstract
Description
도 2 는 도 1 에서 절삭 공구 상의 2 가지 유형들의 절삭 특성부들의 절삭 치형부들의 세부를 확대된 표면도로 도시한다.
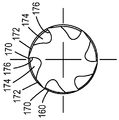
도 3 은 도 1 에 도시된 3-3 선을 따라 절삭 공구의 단면을 도시하는 도 1 에서 절삭 공구의 종방향 회전 축선을 따라 제 1 방향으로 축선방향 도면이다.
도 4 는 플레인 엔드 포인트 유형의 특성부들을 도시하는 도 1 에서 절삭 공구의 종방향 회전 축선을 따라 제 2 방향으로 축선방향 도면이다.
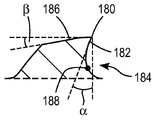
도 5 및 도 6 은, 각각, 도 2 에 도시된, 5-5 선을 따라 제 1 절삭 에지의 단면도 (도 5) 및 뷰 (6) 의 측면, 표면도 (도 6) 를 도시한 확대도들이다.
도 7 및 도 8 은, 각각, 도 2 에 도시된, 7-7 선을 따라 제 2 절삭 에지의 단면도 (도 7) 및 뷰 (8) 의 측면, 표면도 (도 8) 를 도시한 확대도들이다.
도 9 는 절삭 구간의 전체 길이에 연장되는 2 가지 유형들의 절삭 특성부들 및 플레인 엔드 포인트 유형 (또한 간혹 플랫 엔드 포인트 유형 또는 비절삭 엔드 유형으로도 지칭) 을 갖는 재료들의 트림 작동 및 라우트 작동 양자를 위한 절삭 공구의 제 2 예시 실시형태의 측면도를 도시한다.
도 10 은 도 9 에서 절삭 공구 상의 2 가지 유형들의 절삭 특성부들의 절삭 치형부들의 세부를 확대된 표면도로 도시한다.
도 11 은 도 9 에 도시된 11-11 선을 따라 절삭 공구의 단면을 도시하는 도 9 에서 절삭 공구의 종방향 회전 축선을 따라 제 1 방향으로 축선방향 도면이다.
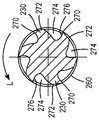
도 12 는 플레인 엔드 포인트 유형의 특성부들을 도시하는 도 9 에서 절삭 공구의 종방향 회전 축선을 따라 제 2 방향으로 축선방향 도면이다.
도 13 및 도 14 는, 각각, 도 10 에 도시된, 13-13 선을 따라 제 1 절삭 에지의 단면도 (도 13) 및 뷰 (4) 의 측면, 표면도 (도 14) 를 도시한 확대도들이다.
도 15 및 도 16 은, 각각, 도 10 에 도시된, 15-15 선을 따라 제 2 절삭 에지의 단면도 (도 15) 및 뷰 (16) 의 측면, 표면도 (도 16) 를 도시한 확대도들이다.
도 17a 내지 도 17c 는, 플레인 엔드 포인트 유형 (도 17a), 엔드밀 포인트 유형 (도 17b), 및 드릴 포인트 유형 (도 17c) 이 도시된 오프셋 사시도로 절삭 공구 (이 경우에, 도 1 내지 도 8 의 절삭 공구) 의 전단부 표면의 변형예들을 도시한다.
Claims (19)
- 회전식 솔리드 절삭 공구로서,
절삭 부분 및 섕크 부분을 구비하는 솔리드 보디를 포함하고,
상기 절삭 부분 및 상기 섕크 부분은, 상기 절삭 부분이 상기 절삭 공구의 전단부를 향하고 상기 섕크 부분이 상기 절삭 공구의 후단부를 향하는 상기 솔리드 보디의 종방향 연장 회전 축선을 따라 순차적으로 배치되고,
상기 절삭 부분은 제 1 유형의 절삭 특성부 및 제 2 유형의 절삭 특성부를 포함하고,
제 1 유형의 절삭 특성부들은 복수의 오른손 나선들을 포함하고 제 2 유형의 절삭 특성부는 복수의 왼손 나선들을 포함하고,
상기 복수의 오른손 나선들 각각은 복수의 개별 절삭 에지들을 가지는 단속 절삭 에지를 포함하고 상기 복수의 왼손 나선들 각각은 복수의 개별 절삭 에지들을 가지는 단속 절삭 에지를 포함하고,
상기 절삭 부분의 종방향 길이는, 상기 복수의 오른손 나선들이 상기 복수의 왼손 나선들과 교차하는, 상기 솔리드 보디의 종방향 연장 회전 축선에 평행한 방향으로, 길이에 의해 규정되고,
상기 복수의 오른손 나선들 각각의 개별 절삭 에지들은 상기 복수의 왼손 나선들 각각의 개별 절삭 에지들에 대해 상기 절삭 부분의 원주 둘레에서 축선방향으로 헬리컬형으로 엇갈려 배치되어서, 상기 절삭 부분의 축선방향 길이를 따라 각각의 축선방향 위치에서, 각각의 반경방향 단면은 오른손 나선 상의 적어도 하나의 개별 절삭 에지 및 왼손 나선 상의 적어도 하나의 개별 절삭 에지 양자를 포함하고,
상기 복수의 오른손 나선들 및 상기 복수의 왼손 나선들 각각에서 개별 절삭 에지들은 상기 절삭 공구의 외주를 따라 길이를 가지고,
상기 복수의 오른손 나선들 각각의 개별 절삭 에지들의 길이는 상기 복수의 왼손 나선들 각각의 개별 절삭 에지들의 길이와 동일한, 회전식 솔리드 절삭 공구. - 제 1 항에 있어서,
상기 복수의 오른손 나선들 및 상기 복수의 왼손 나선들 각각에서 개별 절삭 에지들은 동일한 손잡이 방향 (handedness) 을 가지는, 회전식 솔리드 절삭 공구. - 제 1 항에 있어서,
상기 복수의 오른손 나선들 각각에서 개별 절삭 에지들은 오른손잡이 절삭 에지들이고 상기 복수의 왼손 나선들 각각에서 개별 절삭 에지들은 오른손잡이 절삭 에지들인, 회전식 솔리드 절삭 공구. - 제 1 항에 있어서,
상기 복수의 오른손 나선들 각각에서 개별 절삭 에지들은 왼손잡이 절삭 에지들이고 상기 복수의 왼손 나선들 각각에서 개별 절삭 에지들은 왼손잡이 절삭 에지들인, 회전식 솔리드 절삭 공구. - 제 1 항에 있어서,
상이한 수의 오른손 나선들 및 왼손 나선들이 있는, 회전식 솔리드 절삭 공구. - 제 1 항에 있어서,
상기 복수의 왼손 나선들은 상기 절삭 부분의 후방 경계에 대해 축선방향으로 후방으로 연장되고 상기 복수의 오른손 나선들은 상기 절삭 부분의 전방 경계에 대해 축선방향으로 전방으로 연장되는, 회전식 솔리드 절삭 공구. - 제 1 항에 있어서,
상기 절삭 부분의 종방향 길이는, 상기 절삭 공구의 직경에 비례하고 (1 x 절삭 공구의 직경) 내지 (10 x 절삭 공구의 직경) 의 범위에 있는 값을 가지는, 회전식 솔리드 절삭 공구. - 제 1 항에 있어서,
상기 제 1 유형의 절삭 특성부의 복수의 오른손 나선들 각각의 개별 오른손잡이 절삭 에지들은 제 1 절삭 에지 기하학적 구조를 가지고, 상기 오른손 나선의 헬리컬 축선에 수직인 단면에서, 상기 제 1 절삭 에지 기하학적 구조는 개별 오른손 절삭 에지, 제 1 플루트에 연결된 제 1 경사면, 및 제 1 여유면을 포함하는, 회전식 솔리드 절삭 공구. - 제 8 항에 있어서,
상기 제 2 유형의 절삭 특성부의 복수의 왼손 나선들 각각의 개별 오른손잡이 절삭 에지들은 제 2 절삭 에지 기하학적 구조를 가지고, 상기 왼손 나선의 헬리컬 축선에 수직인 단면에서, 상기 제 2 절삭 에지 기하학적 구조는 개별 오른손 절삭 에지, 제 2 플루트에 연결된 제 2 경사면, 및 제 2 여유면을 포함하는, 회전식 솔리드 절삭 공구. - 제 9 항에 있어서,
상기 제 1 절삭 에지의 단면은 상기 제 2 절삭 에지 기하학적 구조의 단면의 거울 상인, 회전식 솔리드 절삭 공구. - 제 9 항에 있어서,
상기 제 1 플루트의 정점에서 곡률 반경은 상기 제 2 플루트의 정점에서 곡률 반경과 동일한, 회전식 솔리드 절삭 공구. - 제 9 항에 있어서,
상기 제 1 여유면 및 상기 제 2 여유면은 각각 양의 여유 각도를 가지는, 회전식 솔리드 절삭 공구. - 제 1 항에 있어서,
상기 절삭 부분의 원주는 실린더형 형상을 가지는, 회전식 솔리드 절삭 공구. - 제 1 항에 있어서,
상기 회전식 절삭 공구의 전단부는 플레인 엔드 포인트, 엔드밀 포인트, 및 드릴 포인트 중 하나를 포함하는, 회전식 솔리드 절삭 공구. - 제 1 항에 있어서,
상기 솔리드 보디는 고형 탄화물로 형성되는, 회전식 솔리드 절삭 공구. - 제 1 항에 있어서,
상기 솔리드 보디는 강으로 형성되고 탄화물 코팅을 포함하는, 회전식 솔리드 절삭 공구. - 제 1 항의 회전식 솔리드 절삭 공구를 제조하는 방법으로서,
상기 방법은:
텅스텐 탄화물의 솔리드 보디를 형성하는 단계;
상기 솔리드 보디를 원하는 길이로 절단하는 단계;
상기 솔리드 보디를 원하는 직경으로 연삭하는 단계; 및
제 1 유형의 절삭 특성부 및 제 2 유형의 절삭 특성부를 상기 절삭 공구의 절삭 부분으로 연삭하는 단계를 포함하고,
상기 연삭하는 단계는 개별 절삭 에지들의 플루트, 경사면 및 여유면 중 하나 이상을 형성하는, 회전식 솔리드 절삭 공구를 제조하는 방법. - 제 17 항에 있어서,
텅스텐 탄화물의 상기 솔리드 보디는 거의 네트형 형태로 솔리드 보디를 제조하는 소결 프로세스에 의해 형성되는, 회전식 솔리드 절삭 공구를 제조하는 방법. - 탄소 섬유 보강 플라스틱으로 만들어진 가공물을 기계가공하는 방법으로서,
상기 방법은:
제 1 항의 회전식 솔리드 절삭 공구를 머신 공구의 홀더에 설치하고 초기 공구 위치를 측정하는 단계;
가공물을 상기 머신 공구에 장착하고 초기 가공물 위치를 측정하는 단계;
상기 절삭 공구를 종방향 연장 회전 축선을 중심으로 원하는 RPM 으로 회전시키도록 상기 머신 공구를 작동하는 단계;
상기 가공물로부터 재료를 제거하도록 상기 가공물을 회전 절삭 공구와 맞물리게 하는 단계; 및
상기 가공물을 원하는 형상으로 형성하도록 설정된 이송률로 미리 정해진 경로를 따라 상기 가공물에 대해 회전 절삭 공구를 병진운동시키는 단계를 포함하는, 탄소 섬유 보강 플라스틱으로 만들어진 가공물을 기계가공하는 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/013,074 | 2016-02-02 | ||
| US15/013,074 US10272504B2 (en) | 2016-02-02 | 2016-02-02 | Tool with right-hand and left-hand cutting features extending along the full length of the cutting zone |
| PCT/EP2017/051922 WO2017134011A1 (en) | 2016-02-02 | 2017-01-30 | Tool with right-hand and left-hand cutting features extending along the full length of the cutting zone |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20180109979A true KR20180109979A (ko) | 2018-10-08 |
| KR102573451B1 KR102573451B1 (ko) | 2023-08-31 |
Family
ID=57914983
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187024990A Active KR102573451B1 (ko) | 2016-02-02 | 2017-01-30 | 절삭 구간의 전체 길이를 따라 연장되는 오른손 및 왼손 절삭 특성부들을 구비한 공구 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10272504B2 (ko) |
| EP (1) | EP3411174B1 (ko) |
| JP (1) | JP7041627B2 (ko) |
| KR (1) | KR102573451B1 (ko) |
| CN (1) | CN108602141B (ko) |
| WO (1) | WO2017134011A1 (ko) |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10525538B2 (en) * | 2016-11-15 | 2020-01-07 | Sumitomo Electric Hardmetal Corp. | Cutting tool |
| EP3348340B1 (en) * | 2017-01-16 | 2020-01-01 | Seco Tools Ab | Rotary cutting tool |
| JP6860657B2 (ja) * | 2017-04-27 | 2021-04-21 | 京セラ株式会社 | 回転工具及び切削加工物の製造方法 |
| WO2018216764A1 (ja) * | 2017-05-26 | 2018-11-29 | 京セラ株式会社 | 回転工具 |
| CN107363312B (zh) * | 2017-09-11 | 2019-04-23 | 大连理工大学 | 用于碳纤维复合材料高速铣削的带端刃立铣刀 |
| CN108393521B (zh) * | 2018-02-01 | 2019-04-23 | 大连理工大学 | 一种碳纤维复合材料顺逆铣加工方式的优选方法 |
| EP3530389B1 (de) * | 2018-02-21 | 2022-08-03 | CERATIZIT Balzheim GmbH & Co. KG | Fräswerkzeug |
| US10710175B2 (en) * | 2018-11-15 | 2020-07-14 | Kennametal Inc. | Orbital drill with left-handed and right-handed flutes |
| JP7163166B2 (ja) * | 2018-12-14 | 2022-10-31 | 京セラ株式会社 | 回転工具及び切削加工物の製造方法 |
| EP3695928B1 (de) * | 2019-02-14 | 2023-06-21 | CERATIZIT Balzheim GmbH & Co. KG | Fräswerkzeug für die bearbeitung von faserverbundwerkstoffen |
| DE102019204063A1 (de) * | 2019-03-25 | 2020-10-01 | Gühring KG | Schaftfräser |
| EP3722033A1 (de) * | 2019-04-12 | 2020-10-14 | Hptec GmbH | Fräswerkzeug zum fräsen von werkstücken |
| DE102019211724A1 (de) * | 2019-08-05 | 2021-02-11 | Gühring KG | Schaftfräser |
| CN110497005B (zh) * | 2019-08-29 | 2020-07-10 | 哈尔滨理工大学 | 一种碳纤维复合材料高效制孔刀具及倾角制孔方法 |
| GB2586977B (en) * | 2019-09-10 | 2023-06-14 | Souber Tools Ltd | A burr |
| JP7235627B2 (ja) * | 2019-09-18 | 2023-03-08 | 川崎重工業株式会社 | エンドミルおよびその製造方法 |
| JP2021053794A (ja) * | 2019-09-30 | 2021-04-08 | 山崎機工株式会社 | ルータエンドミル |
| US11529691B2 (en) * | 2019-12-02 | 2022-12-20 | Kennametal Inc. | Rotary cutting tool with hybrid cutting insert design |
| DE102020106105A1 (de) * | 2020-03-06 | 2021-09-09 | ATA Tools Limited | Frässtift |
| JP7727657B2 (ja) * | 2020-04-02 | 2025-08-21 | セコ ツールズ アクティエボラーグ | 四辺形状面部分を形成するように連続的な大きな溝および不連続的な小さな溝が交差する回転切削工具 |
| JP7465980B2 (ja) * | 2020-08-20 | 2024-04-11 | 京セラ株式会社 | 回転工具及び切削加工物の製造方法 |
| EP4008465A1 (de) * | 2020-12-03 | 2022-06-08 | CERATIZIT Balzheim GmbH & Co. KG | Fräswerkzeug für die bearbeitung von faserverbundwerkstoffen |
| CN112548175B (zh) * | 2020-12-23 | 2022-03-11 | 河南理工大学 | 一种针对铝基碳化硅复合材料的超声振动加工装置及方法 |
| WO2022158514A1 (ja) * | 2021-01-21 | 2022-07-28 | 京セラ株式会社 | 回転工具及び切削加工物の製造方法 |
| CN113510283B (zh) * | 2021-07-15 | 2023-04-25 | 内蒙古第一机械集团股份有限公司 | 一种钛合金材料的切削刀具与切削工艺 |
| JP7550126B2 (ja) * | 2021-10-06 | 2024-09-12 | 京セラ株式会社 | 回転工具、及び切削加工物の製造方法 |
| CN113909822B (zh) * | 2021-11-03 | 2024-06-04 | 中冶陕压重工设备有限公司 | 一种带螺旋刀槽飞剪刀轴的加工方法和检测方法 |
| DE102023110958A1 (de) * | 2023-04-27 | 2024-10-31 | Gühring KG | Schaftfräser |
| DE102023110956A1 (de) * | 2023-04-27 | 2024-10-31 | Gühring KG | Schaftfräser |
| WO2024236898A1 (ja) | 2023-05-12 | 2024-11-21 | 兼房株式会社 | エンドミルおよびエンドミルの製造方法 |
| CN116900367B (zh) * | 2023-06-25 | 2026-01-06 | 大连理工大学 | 一种具有双向交替切削功能的左右旋刀具结构 |
| CN119549784B (zh) * | 2024-12-12 | 2025-11-14 | 大连理工大学 | 一种具有强化剪切切削功能的主从多刃交错齿铣削刀具结构 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0885046A (ja) * | 1994-07-13 | 1996-04-02 | Hitachi Ltd | スクロール加工方法およびその装置ならびにスクロール圧縮機 |
| JP2001310212A (ja) * | 2000-04-25 | 2001-11-06 | Mitsubishi Materials Corp | 先端面切刃面および外周刃がすぐれた耐熱塑性変形性を発揮する表面被覆超硬合金製エンドミル |
| JP2010527799A (ja) * | 2007-05-20 | 2010-08-19 | フィルマ ギューリング オーハーゲー | 回転駆動可能な切削工具 |
| JP2013022657A (ja) * | 2011-07-19 | 2013-02-04 | Nachi Fujikoshi Corp | エンドミル |
| US20150147127A1 (en) * | 2013-11-27 | 2015-05-28 | Iscar, Ltd. | Rotary Cutting Tool Having A Predetermined Number Of Left And Right Handed Helical Flutes And End Face Cutting Teeth |
| JP2015205360A (ja) * | 2014-04-18 | 2015-11-19 | 三菱日立ツール株式会社 | 切削工具および切削工具の製造方法 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US62123A (en) * | 1867-02-19 | Improved drift | ||
| US3058199A (en) * | 1960-05-26 | 1962-10-16 | Dixie Tool Ind Inc | Cutting tool |
| JPS55125726U (ko) * | 1979-02-22 | 1980-09-05 | ||
| DE3833204A1 (de) * | 1988-09-30 | 1990-04-05 | Hawera Praezisionswerkzeuge | Konturenfraeser |
| DD289231A5 (de) * | 1989-11-29 | 1991-04-25 | Forschungszentrum Der Werkzeugindustrie,De | Werkzeug fuer holz- und plastbearbeitung |
| DE19823720C1 (de) * | 1998-05-27 | 1999-10-21 | Brasseler Gmbh & Co Kg Geb | Dentalbohrer |
| US6234725B1 (en) * | 1999-12-14 | 2001-05-22 | Jonathan R. Campian | Rotary cutting tool |
| US6902360B2 (en) | 2002-02-08 | 2005-06-07 | General Electric Company | Method of cutting a hole in a composite material workpiece |
| US7090442B2 (en) * | 2003-12-09 | 2006-08-15 | The Boeing Company | Shaper router and method |
| US9227253B1 (en) * | 2009-03-30 | 2016-01-05 | Steven M. Swift | Rotary cutter for machining materials |
| DE102010029445B4 (de) | 2010-05-28 | 2012-08-02 | Airbus Operations Gmbh | Verfahren zum Herstellen einer Anzahl von Bohrungen |
| GB201010061D0 (en) | 2010-06-16 | 2010-07-21 | Element Six Ltd | Rotary machine tools |
| FR2972122B1 (fr) | 2011-03-04 | 2014-04-25 | Leclerc E | Fraise pour materiaux composites |
| US8882412B2 (en) * | 2011-05-11 | 2014-11-11 | Kennametal Inc. | Rotary cutting tool having PCD cutting tip |
| US20120308319A1 (en) * | 2011-06-03 | 2012-12-06 | Karthik Sampath | Rotary cutting tool having coated cutting tip and coolant holes and method of fabricating |
| GB201207447D0 (en) | 2012-04-26 | 2012-06-13 | Exactaform Cutting Tools Ltd | Rotary cutting tool |
| DE102012019804B4 (de) * | 2012-10-10 | 2021-05-12 | Hufschmied Zerspanungssysteme Gmbh | Zerspanungswerkzeug, insbesondere Stirnfräser zur Bearbeitung von faserverstärkten Werkstoffen |
| US9216462B2 (en) * | 2013-05-28 | 2015-12-22 | Iscar, Ltd. | Rotary cutting tool having a chip-splitting arrangement with two diverging grooves |
| JP6879668B2 (ja) * | 2016-03-15 | 2021-06-02 | 国立大学法人 名古屋工業大学 | 切削方法 |
-
2016
- 2016-02-02 US US15/013,074 patent/US10272504B2/en active Active
-
2017
- 2017-01-30 CN CN201780009390.0A patent/CN108602141B/zh active Active
- 2017-01-30 EP EP17702093.0A patent/EP3411174B1/en active Active
- 2017-01-30 WO PCT/EP2017/051922 patent/WO2017134011A1/en not_active Ceased
- 2017-01-30 JP JP2018540001A patent/JP7041627B2/ja active Active
- 2017-01-30 KR KR1020187024990A patent/KR102573451B1/ko active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0885046A (ja) * | 1994-07-13 | 1996-04-02 | Hitachi Ltd | スクロール加工方法およびその装置ならびにスクロール圧縮機 |
| JP2001310212A (ja) * | 2000-04-25 | 2001-11-06 | Mitsubishi Materials Corp | 先端面切刃面および外周刃がすぐれた耐熱塑性変形性を発揮する表面被覆超硬合金製エンドミル |
| JP2010527799A (ja) * | 2007-05-20 | 2010-08-19 | フィルマ ギューリング オーハーゲー | 回転駆動可能な切削工具 |
| JP2013022657A (ja) * | 2011-07-19 | 2013-02-04 | Nachi Fujikoshi Corp | エンドミル |
| US20150147127A1 (en) * | 2013-11-27 | 2015-05-28 | Iscar, Ltd. | Rotary Cutting Tool Having A Predetermined Number Of Left And Right Handed Helical Flutes And End Face Cutting Teeth |
| JP2015205360A (ja) * | 2014-04-18 | 2015-11-19 | 三菱日立ツール株式会社 | 切削工具および切削工具の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019508270A (ja) | 2019-03-28 |
| JP7041627B2 (ja) | 2022-03-24 |
| WO2017134011A1 (en) | 2017-08-10 |
| US20170216936A1 (en) | 2017-08-03 |
| CN108602141B (zh) | 2020-03-17 |
| CN108602141A (zh) | 2018-09-28 |
| EP3411174B1 (en) | 2022-11-16 |
| EP3411174A1 (en) | 2018-12-12 |
| US10272504B2 (en) | 2019-04-30 |
| KR102573451B1 (ko) | 2023-08-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102573451B1 (ko) | 절삭 구간의 전체 길이를 따라 연장되는 오른손 및 왼손 절삭 특성부들을 구비한 공구 | |
| US10328536B2 (en) | Rotary cutting tool having PCD cutting tip | |
| JP2984446B2 (ja) | ドリル | |
| JP5362973B2 (ja) | 切屑除去加工用の工具及びそのための切削インサート | |
| JP7216698B2 (ja) | 切削工具及び切削加工物の製造方法 | |
| EP3195967B1 (en) | Drill | |
| CN104379284B (zh) | 三刃钻头 | |
| CN108472748B (zh) | 立铣刀以及切削加工物的制造方法 | |
| JP7727657B2 (ja) | 四辺形状面部分を形成するように連続的な大きな溝および不連続的な小さな溝が交差する回転切削工具 | |
| JP7163166B2 (ja) | 回転工具及び切削加工物の製造方法 | |
| CN110023013A (zh) | 麻花钻和用于麻花钻的可更换头部 | |
| JP6941047B2 (ja) | 回転工具及び切削加工物の製造方法 | |
| JP6993557B2 (ja) | 切削工具 | |
| JP7020620B1 (ja) | 回転切削工具 | |
| CN109676181A (zh) | 一种具有双头倒角功能的切削刀具及其切削刃部 | |
| JP3686022B2 (ja) | クーラント穴付き穴明け工具 | |
| WO2022239045A1 (ja) | ドリル | |
| JP2004017238A (ja) | 回転切削工具 | |
| JP2006281407A (ja) | 非鉄金属加工用ドリル | |
| JP3639227B2 (ja) | 脆性材料用穴明け工具 | |
| CN116829285B (zh) | 钻头 | |
| JP2009241239A (ja) | ドリルおよび穴あけ加工方法 | |
| CN114951768A (zh) | 旋转切削工具 | |
| US20260061497A1 (en) | Cutting tool and related methods | |
| KR102308963B1 (ko) | 바이트 구조 및 절삭 커터 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20180829 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20211129 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20230126 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20230725 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20230829 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20230829 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |