KR20180119657A - 가상 마스크를 이용한 인쇄 - Google Patents
가상 마스크를 이용한 인쇄 Download PDFInfo
- Publication number
- KR20180119657A KR20180119657A KR1020187028719A KR20187028719A KR20180119657A KR 20180119657 A KR20180119657 A KR 20180119657A KR 1020187028719 A KR1020187028719 A KR 1020187028719A KR 20187028719 A KR20187028719 A KR 20187028719A KR 20180119657 A KR20180119657 A KR 20180119657A
- Authority
- KR
- South Korea
- Prior art keywords
- printing
- article
- image
- virtual mask
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F17/00—Printing apparatus or machines of special types or for particular purposes, not otherwise provided for
- B41F17/38—Printing apparatus or machines of special types or for particular purposes, not otherwise provided for for printing on knitted fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
- A43B23/04—Uppers made of one piece; Uppers with inserted gussets
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43D—MACHINES, TOOLS, EQUIPMENT OR METHODS FOR MANUFACTURING OR REPAIRING FOOTWEAR
- A43D8/00—Machines for cutting, ornamenting, marking or otherwise working up shoe part blanks
- A43D8/16—Ornamentation
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43D—MACHINES, TOOLS, EQUIPMENT OR METHODS FOR MANUFACTURING OR REPAIRING FOOTWEAR
- A43D95/00—Shoe-finishing machines
- A43D95/14—Shoe-finishing machines incorporating marking, printing, or embossing apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/118—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using filamentary material being melted, e.g. fused deposition modelling [FDM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/209—Heads; Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/008—Controlling printhead for accurately positioning print image on printing material, e.g. with the intention to control the width of margins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4073—Printing on three-dimensional objects not being in sheet or web form, e.g. spherical or cubic objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4078—Printing on textile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0082—Digital printing on bodies of particular shapes
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M23/00—Treatment of fibres, threads, yarns, fabrics or fibrous goods made from such materials, characterised by the process
- D06M23/16—Processes for the non-uniform application of treating agents, e.g. one-sided treatment; Differential treatment
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N7/00—Flexible sheet materials not otherwise provided for, e.g. textile threads, filaments, yarns or tow, glued on macromolecular material
- D06N7/0092—Non-continuous polymer coating on the fibrous substrate, e.g. plastic dots on fabrics
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06Q—DECORATING TEXTILES
- D06Q1/00—Decorating textiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/112—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using individual droplets, e.g. from jetting heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Textile Engineering (AREA)
- Treatment Of Fiber Materials (AREA)
- Accessory Devices And Overall Control Thereof (AREA)
- Ink Jet (AREA)
Abstract
Description
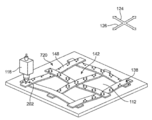
도 1은 3차원 인쇄 시스템의 구성 요소들 및 이 3차원 인쇄 시스템과 함께 사용될 수 있는 몇몇 물품들의 실시예의 개략도이다.
도 2는 인쇄 디바이스 및 물품의 실시예의 개략도이다.
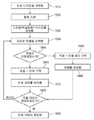
도 3은 인쇄 프로세스의 일 실시예의 단계들을 개략적으로 나타낸 흐름도이다.
도 4는 센서 시스템의 일부, 컴퓨팅 시스템의 일부, 및 물품의 일 실시예의 등각 투상도이다.
도 5는 물품 및 그 물품의 디지털 표시의 일 실시예의 등각 투상도이다.
도 6은 도 5의 디지털 표시의 일부에 관한 정보를 제공하는 매트릭스의 일 실시예이다.
도 7은 물품 및 인쇄 디바이스의 일부분, 처리된 이미지, 및 인쇄 디자인의 일 실시예의 등각 투상도이다.
도 8은 물품 및 인쇄 디바이스의 일부분의 일 실시예의 등각 투상도이다.
도 9는 물품 및 인쇄 디바이스의 일부분의 일 실시예의 등각 투상도이다.
도 10은 물품 및 인쇄 디바이스의 일부분의 일 실시예의 등각 투상도이다.
도 11은 직물의 일 실시예의 등각 투상도이다.
도 12는 도 11의 직물의 디지털 표시의 일 실시예이다.
도 13은 인쇄 디자인의 일 실시예의 개략도이다.
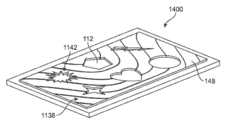
도 14는 직물의 일 실시예의 등각 투상도이다.
도 15는 직물의 일 실시예의 등각 투상도이다.
도 16은 물품 및 인쇄 디바이스의 일부분, 처리된 이미지, 및 인쇄 디자인의 일 실시예의 등각 투상도이다.
도 17은 물품 및 인쇄 디바이스의 일부분의 일 실시예의 등각 투상도이다.
도 18은 인쇄 프로세스의 일 실시예의 단계들을 개략적으로 나타낸 흐름도이다.
도 19는 인쇄 프로세스의 일 실시예의 단계들을 개략적으로 나타낸 흐름도이다.
Claims (20)
- 물품(article) 상에 인쇄하는 방법으로서,
센서 시스템을 사용하여 상기 물품에 대응하는 데이터를 획득하는 단계;
상기 물품의 디지털화된 이미지를 형성하는 단계 - 상기 디지털화된 이미지는 적어도 상기 물품의 특정 구역(area)을 나타내는 제1 영역(region)을 포함함 -;
컴퓨팅 시스템을 사용하여 상기 제1 영역을 제1 카테고리 또는 제2 카테고리에 속하는 것으로 분류하는 단계;
상기 제1 영역이 상기 제1 카테고리로 분류되는 경우, 상기 제1 영역에 의해 표시된 상기 물품의 상기 특정 구역 상에 인쇄 시스템을 사용하여 상기 물품 상에 인쇄 재료를 배출하는 단계; 및
상기 제1 영역이 상기 제2 카테고리로 분류되는 경우, 상기 제1 영역에 의해 표시되는 상기 물품의 상기 특정 영역이 상기 인쇄 재료를 수용하는 것을 방지하는 단계
를 포함하는, 물품 상에 인쇄하는 방법. - 제1항에 있어서,
상기 센서 시스템은 상기 디지털화된 이미지를 생성하는 것을 돕는 이미지 캡쳐 디바이스를 포함하는 것인, 물품 상에 인쇄하는 방법. - 제1항에 있어서,
상기 디지털화된 이미지의 각각의 영역을 상기 제1 카테고리 또는 상기 제2 카테고리에 속하는 것으로 분류하는 단계를 더 포함하는, 물품 상에 인쇄하는 방법. - 제3항에 있어서,
상기 제2 카테고리로 분류된 모든 영역들로 구성된 가상 마스크를 생성하는 단계; 및
상기 가상 마스크 내의 영역들에 의해 표시되는 상기 물품의 구역들이 상기 인쇄 재료를 수용하는 것을 방지하는 단계
를 더 포함하는, 물품 상에 인쇄하는 방법. - 제1항에 있어서,
상기 물품은 복수의 유형 부분들(tangible portions) 및 복수의 개구들(apertures)을 포함하고,
상기 복수의 유형 부분들을 나타내는 영역들은 상기 제1 카테고리로 분류되며,
상기 복수의 개구들을 나타내는 영역들은 상기 제2 카테고리로 분류되는 것인, 물품 상에 인쇄하는 방법. - 제4항에 있어서,
디지털화된 인쇄 디자인을 선택하는 단계;
상기 디지털화된 인쇄 디자인의 적어도 일부가 상기 가상 마스크로 식별되도록 상기 가상 마스크를 상기 디지털화된 인쇄 디자인에 적용하는 단계;
상기 디지털화된 인쇄 디자인의 제1 부분을 상기 물품 상에 인쇄하는 단계; 및
상기 가상 마스크로 식별되는 상기 디지털화된 인쇄 디자인의 제2 부분이 인쇄되는 것을 방지하는 단계
를 더 포함하는, 물품 상에 인쇄하는 방법. - 제1항에 있어서,
적어도 하나의 3차원 구조체를 상기 물품 상에 인쇄하는 단계를 더 포함하는, 물품 상에 인쇄하는 방법. - 제1항에 있어서,
상기 물품 상에 인쇄 디자인을 인쇄하는 단계
를 더 포함하고,
상기 분류하는 단계는, 상기 인쇄 재료의 일부가 배출된 후에 적어도 하나의 영역을 분류하는 단계를 더 포함하는 것인, 물품 상에 인쇄하는 방법. - 제1항에 있어서,
상기 디지털화된 이미지의 제1 영역은 적어도 하나의 픽셀을 포함하는 것인, 물품 상에 인쇄하는 방법. - 가상 마스크를 사용하여 물체(object) 상에 인쇄하는 방법으로서,
상기 물체를 인쇄 시스템 내의 트레이 상에 배치하는 단계;
센서 시스템을 사용하여 상기 물체를 상기 트레이 및 노즐과 정렬시키는 단계;
적어도 하나의 이미지 캡쳐 디바이스를 사용하여 상기 물체에 대한 데이터를 획득하는 단계;
상기 물체의 가상 표시를 형성하고 상기 가상 표시를 상기 물체의 상이한 부분들을 나타내는 하나 이상의 영역 내로 경계를 정하는(demarcate) 단계;
가상 마스크를 생성하는 단계 - 상기 가상 마스크는, 상기 가상 표시의 각 영역을 인쇄가 허가되는 구역이나 인쇄가 금지되는 구역에 속하는 것으로서 분류함 -; 및
인쇄가 금지된 구역으로 분류된 영역들에 의해 표시된 상기 물체의 상기 상이한 부분들 상에서 인쇄를 배제하도록 상기 인쇄 시스템과 관련하여 상기 가상 마스크를 이용하는 단계
를 포함하는, 가상 마스크를 사용하여 물체 상에 인쇄하는 방법. - 제10항에 있어서,
상기 센서 시스템은 상기 물체를 나타내는 데이터를 기록 하고 생성하는 이미지 캡쳐 디바이스를 포함하는 것인, 가상 마스크를 사용하여 물체 상에 인쇄하는 방법. - 제10항에 있어서,
상기 물체 상에 인쇄 재료를 배출하는 단계
를 더 포함하고,
상기 가상 마스크를 생성하는 단계는, 상기 인쇄 재료가 배출된 후에 적어도 하나의 영역을 분류하는 단계를 더 포함하는 것인, 가상 마스크를 사용하여 물체 상에 인쇄하는 방법. - 제10항에 있어서,
상기 물체 상에 인쇄 재료를 배출하는 단계
를 더 포함하고,
상기 물체는 복수의 유형 부분들 및 복수의 개구들을 포함하고, 상기 복수의 개구들은 상기 인쇄 재료를 수용하는 것으로부터 제외되는 것인, 가상 마스크를 사용하여 물체 상에 인쇄하는 방법. - 제13항에 있어서,
상기 물체는 3차원 기하학적 구조를 갖는 것인, 가상 마스크를 사용하여 물체 상에 인쇄하는 방법. - 제14항에 있어서,
상기 복수의 유형 부분들을 나타내는 영역들 각각을, 인쇄가 허용되는 구역에 속하는 것으로서 분류하는 단계를 더 포함하는, 가상 마스크를 사용하여 물체 상에 인쇄하는 방법. - 제14항에 있어서,
상기 복수의 개구들을 나타내는 영역들 각각을, 인쇄가 금지된 구역에 속하는 것으로서 분류하는 단계를 더 포함하는, 가상 마스크를 사용하여 물체 상에 인쇄하는 방법. - 물품 상에 인쇄하는 장치로서,
하우징으로서, 상기 하우징의 바닥을 따라 배치된 베이스를 포함하고, 상기 물품을 수용하도록 구성된 상기 하우징;
인쇄 재료를 배출하도록 구성된 노즐 조립체;
정렬 시스템;
이미지 캡쳐 디바이스를 포함하는 센서 시스템; 및
상기 물품의 구역들을, 인쇄 구역에 속하거나 인쇄가 금지된 구역에 속하는 것으로서 분류하도록 구성되는 컴퓨팅 시스템
을 포함하고,
상기 장치는, 상기 인쇄 구역에 속하는 것으로서 분류된 상기 물품의 구역들 상에 인쇄 디자인을 인쇄하도록 구성되고, 상기 장치는, 상기 인쇄가 금지된 구역에 속하는 것으로서 분류된 상기 물품의 구역들 상에 상기 인쇄 디자인의 인쇄를 배제하도록 구성되는 것인, 물품 상에 인쇄하는 장치. - 제17항에 있어서,
상기 물품은 복수의 유형 부분을 더 포함하고, 상기 장치는 상기 복수의 유형 부분들 상에 인쇄를 허용하도록 구성되는 것인, 물품 상에 인쇄하는 장치. - 제17항에 있어서,
상기 물품은 복수의 개구들을 더 포함하고, 상기 복수의 개구들은 제1 개구 및 제2 개구를 포함하며, 상기 제1 개구의 형상은 상기 제2 개구의 형상과는 상이한 것인, 물품 상에 인쇄하는 장치. - 제17항에 있어서,
상기 컴퓨팅 시스템은 또한, 상기 인쇄 디자인의 인쇄 동안 상기 물품의 구역을 분류하도록 구성되는 것인, 물품 상에 인쇄하는 장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/063,730 | 2016-03-08 | ||
| US15/063,730 US10357962B2 (en) | 2016-03-08 | 2016-03-08 | Printing utilizing a virtual mask |
| PCT/US2017/019166 WO2017155702A1 (en) | 2016-03-08 | 2017-02-23 | Printing utilizing a virtual mask |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20180119657A true KR20180119657A (ko) | 2018-11-02 |
| KR102130423B1 KR102130423B1 (ko) | 2020-08-05 |
Family
ID=58358817
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187028719A Active KR102130423B1 (ko) | 2016-03-08 | 2017-02-23 | 가상 마스크를 이용한 인쇄 |
Country Status (7)
| Country | Link |
|---|---|
| US (4) | US10357962B2 (ko) |
| EP (3) | EP3426471B1 (ko) |
| KR (1) | KR102130423B1 (ko) |
| CN (3) | CN113650284B (ko) |
| MX (1) | MX394877B (ko) |
| TW (1) | TWI687303B (ko) |
| WO (1) | WO2017155702A1 (ko) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20190184629A1 (en) * | 2015-06-01 | 2019-06-20 | Jkm Technologies, Llc | 3D Printed Footwear Sole with Reinforced Holes for Securing An Upper |
| ES2757981B2 (es) * | 2018-10-30 | 2021-01-13 | Alonso Luis Alberto Abad | Método de revalorización estética de losas de piedra natural o mármol |
| PL3650224T3 (pl) * | 2018-11-09 | 2023-09-18 | Phoenix Contact Gmbh & Co. Kg | Urządzenie i sposób zadrukowywania artykułu |
| ES1223166Y (es) * | 2018-12-10 | 2019-04-10 | Mora Eddi Drammeh | Prenda de vestir tatuable |
| USD907077S1 (en) * | 2019-02-01 | 2021-01-05 | Essentium Inc. | Three-dimensional printer |
| EP3715135B1 (en) * | 2019-03-29 | 2023-04-05 | Brother Kogyo Kabushiki Kaisha | Non-transitory computer-readable medium, print image control device, and control method of print image control device |
| USD903730S1 (en) * | 2019-03-29 | 2020-12-01 | Stratasys, Inc. | 3D printer |
| CN111791621B (zh) * | 2020-06-04 | 2021-11-16 | 中钞印制技术研究院有限公司 | 印码方法、印码设备和计算机可读存储介质 |
| CN114312075B (zh) * | 2020-06-04 | 2023-09-19 | 中钞印制技术研究院有限公司 | 印码设备 |
| IL312269B2 (en) | 2020-07-27 | 2025-09-01 | Stratasys Ltd | Method and system for 3D printing on fabric |
| US20230256728A1 (en) * | 2022-02-14 | 2023-08-17 | David Leary | Printing system, soft deposit system, sanitary mask printing system, sustainable mask printing system, processes, and methods of use |
| IT202300005187A1 (it) * | 2023-03-20 | 2024-09-20 | Ftex S R L | Apparato per la stampa digitale piana munito di dispositivo ottico di acquisizione della forma e posizione dell’area di stampa |
| US20240391267A1 (en) * | 2023-05-23 | 2024-11-28 | Accenture Global Solutions Limited | Printing with programmable ink for rapid packaging iterations |
| CN121650240A (zh) * | 2024-04-01 | 2026-03-13 | 深圳市纵维立方科技有限公司 | 模型打印方法、装置、存储介质及三维打印机 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2213462A2 (de) * | 2009-01-29 | 2010-08-04 | Durst Phototechnik Digital Technology GmbH | Vorrichtung und Verfahren zum Aufbringen von Fluidtropfen |
| DE102010025159A1 (de) * | 2010-06-25 | 2011-12-29 | Hamberger Industriewerke Gmbh | Verfahren und Vorrichtung zum farblichen Gestalten von Oberflächenstrukturen |
| US20140020192A1 (en) * | 2012-07-19 | 2014-01-23 | Nike, Inc. | Footwear Assembly Method With 3D Printing |
| US20140300676A1 (en) * | 2013-04-04 | 2014-10-09 | Nike, Inc. | Image Correction with 3D Printing |
| US20150139960A1 (en) * | 2013-11-20 | 2015-05-21 | Innovative Therapies, Inc. | Skin printing and auto-grafting |
| US20160023403A1 (en) * | 2014-07-28 | 2016-01-28 | Massachusetts Institute Of Technology | Systems and methods of machine vision assisted additive fabrication |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5121329A (en) | 1989-10-30 | 1992-06-09 | Stratasys, Inc. | Apparatus and method for creating three-dimensional objects |
| JP2001166809A (ja) | 1999-02-19 | 2001-06-22 | Sanyo Electric Co Ltd | 実立体モデル作成装置、立体データ作成装置、疑似立体データ作成装置並びにその方法 |
| WO2007114717A1 (en) | 2006-04-04 | 2007-10-11 | Zota Limited | Targeted advertising system |
| JP4968888B2 (ja) | 2006-07-20 | 2012-07-04 | キヤノン株式会社 | 印刷システム、撮像装置及びその制御方法、プログラム並びに記憶媒体 |
| US7945343B2 (en) * | 2006-12-18 | 2011-05-17 | Nike, Inc. | Method of making an article of footwear |
| JP4974724B2 (ja) | 2007-03-19 | 2012-07-11 | キヤノン株式会社 | 画像供給装置、印刷装置及びそれらの制御方法並びに印刷システム |
| JP2009037128A (ja) | 2007-08-03 | 2009-02-19 | Canon Inc | 画像形成装置 |
| JP4461167B2 (ja) | 2007-10-25 | 2010-05-12 | シャープ株式会社 | 画像形成装置 |
| JP2011507701A (ja) * | 2007-12-31 | 2011-03-10 | エグザテック・リミテッド・ライアビリティー・カンパニー | 湾曲基板上に高品質画像を印刷するための方法 |
| JP4804579B2 (ja) | 2009-06-30 | 2011-11-02 | キヤノン株式会社 | 記録装置およびシート処理方法 |
| US8538163B2 (en) | 2009-10-13 | 2013-09-17 | Sony Corporation | Method and system for detecting edges within an image |
| JP5141742B2 (ja) | 2010-10-28 | 2013-02-13 | カシオ計算機株式会社 | ネイルプリント装置及び印刷制御方法 |
| US9156360B2 (en) * | 2012-07-01 | 2015-10-13 | Kookmin University Industry Academy Cooperation Foundation | Battery exchanging-type charging station system for electric vehicle |
| US8993061B2 (en) * | 2012-07-19 | 2015-03-31 | Nike, Inc. | Direct printing to fabric |
| US8978551B2 (en) * | 2012-07-25 | 2015-03-17 | Nike, Inc. | Projection assisted printer alignment using remote device |
| US9070055B2 (en) * | 2012-07-25 | 2015-06-30 | Nike, Inc. | Graphic alignment for printing to an article using a first display device and a second display device |
| KR101933585B1 (ko) * | 2012-07-25 | 2018-12-28 | 한화에어로스페이스 주식회사 | 가스 터빈 장치 |
| US9469281B2 (en) * | 2013-11-21 | 2016-10-18 | Paul L. Klassy | External mid-mount drive for powered landing gear with cross-port disable valve travel limiter |
| WO2015112998A1 (en) | 2014-01-27 | 2015-07-30 | Markforged, Inc. | 3d printing with kinematic coupling |
| US9676159B2 (en) * | 2014-05-09 | 2017-06-13 | Nike, Inc. | Method for forming three-dimensional structures with different material portions |
| TWI526797B (zh) * | 2014-09-02 | 2016-03-21 | 三緯國際立體列印科技股份有限公司 | 立體列印裝置的校正裝置以及校正方法 |
| US10421267B2 (en) * | 2015-02-12 | 2019-09-24 | Arevo, Inc. | Method to monitor additive manufacturing process for detection and in-situ correction of defects |
-
2016
- 2016-03-08 US US15/063,730 patent/US10357962B2/en active Active
-
2017
- 2017-02-23 CN CN202110913736.8A patent/CN113650284B/zh active Active
- 2017-02-23 CN CN201780015892.4A patent/CN109153169B/zh active Active
- 2017-02-23 MX MX2018010604A patent/MX394877B/es unknown
- 2017-02-23 CN CN202310696370.2A patent/CN116690966A/zh active Pending
- 2017-02-23 EP EP17711817.1A patent/EP3426471B1/en active Active
- 2017-02-23 EP EP21195882.2A patent/EP3950277B1/en active Active
- 2017-02-23 WO PCT/US2017/019166 patent/WO2017155702A1/en not_active Ceased
- 2017-02-23 KR KR1020187028719A patent/KR102130423B1/ko active Active
- 2017-02-23 EP EP23218703.9A patent/EP4349571A1/en active Pending
- 2017-03-08 TW TW106107531A patent/TWI687303B/zh active
-
2019
- 2019-06-27 US US16/455,566 patent/US10800160B2/en active Active
-
2020
- 2020-10-01 US US17/061,471 patent/US11813839B2/en active Active
-
2023
- 2023-10-11 US US18/485,191 patent/US12202247B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2213462A2 (de) * | 2009-01-29 | 2010-08-04 | Durst Phototechnik Digital Technology GmbH | Vorrichtung und Verfahren zum Aufbringen von Fluidtropfen |
| DE102010025159A1 (de) * | 2010-06-25 | 2011-12-29 | Hamberger Industriewerke Gmbh | Verfahren und Vorrichtung zum farblichen Gestalten von Oberflächenstrukturen |
| US20140020192A1 (en) * | 2012-07-19 | 2014-01-23 | Nike, Inc. | Footwear Assembly Method With 3D Printing |
| US20140300676A1 (en) * | 2013-04-04 | 2014-10-09 | Nike, Inc. | Image Correction with 3D Printing |
| US20150139960A1 (en) * | 2013-11-20 | 2015-05-21 | Innovative Therapies, Inc. | Skin printing and auto-grafting |
| US20160023403A1 (en) * | 2014-07-28 | 2016-01-28 | Massachusetts Institute Of Technology | Systems and methods of machine vision assisted additive fabrication |
Also Published As
| Publication number | Publication date |
|---|---|
| US20210016559A1 (en) | 2021-01-21 |
| EP3950277B1 (en) | 2023-12-27 |
| WO2017155702A8 (en) | 2018-12-06 |
| TWI687303B (zh) | 2020-03-11 |
| US20240034051A1 (en) | 2024-02-01 |
| US20190315117A1 (en) | 2019-10-17 |
| US11813839B2 (en) | 2023-11-14 |
| US12202247B2 (en) | 2025-01-21 |
| MX2018010604A (es) | 2019-01-30 |
| EP3950277A1 (en) | 2022-02-09 |
| US10357962B2 (en) | 2019-07-23 |
| CN109153169A (zh) | 2019-01-04 |
| EP3426471A1 (en) | 2019-01-16 |
| KR102130423B1 (ko) | 2020-08-05 |
| EP4349571A1 (en) | 2024-04-10 |
| EP3426471B1 (en) | 2021-09-15 |
| CN113650284A (zh) | 2021-11-16 |
| CN109153169B (zh) | 2021-08-06 |
| TW201736095A (zh) | 2017-10-16 |
| WO2017155702A1 (en) | 2017-09-14 |
| MX394877B (es) | 2025-03-24 |
| US20170259500A1 (en) | 2017-09-14 |
| US10800160B2 (en) | 2020-10-13 |
| CN113650284B (zh) | 2023-06-23 |
| CN116690966A (zh) | 2023-09-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12202247B2 (en) | Printing utilizing a virtual mask | |
| US11396126B2 (en) | Printing layer in response to substrate contour | |
| US12558848B2 (en) | Method and apparatus for printing three-dimensional structures with image information | |
| US20230124156A1 (en) | Patterns on objects in additive manufacturing | |
| US20230173545A1 (en) | Method and system for classifying additive manufactured objects | |
| US20180009170A1 (en) | Print dead zone identification | |
| US11673332B2 (en) | Patterns of variable reflectance in additive manufacturing | |
| US20210116880A1 (en) | Object orientation and/or position for additive manufacturing | |
| US20220024126A1 (en) | Additive manufacturing process using colorant and laser fusion |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
Patent event date: 20181004 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20200403 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20200630 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20200701 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| PR1001 | Payment of annual fee |
Payment date: 20240522 Start annual number: 5 End annual number: 5 |