KR20180126111A - 형상기억합금 스프링의 연속 제조장치, 형상기억합금 스프링의 연속 제조방법 및 이에 의해 제조되는 형상기억합금 스프링 - Google Patents
형상기억합금 스프링의 연속 제조장치, 형상기억합금 스프링의 연속 제조방법 및 이에 의해 제조되는 형상기억합금 스프링 Download PDFInfo
- Publication number
- KR20180126111A KR20180126111A KR1020170060299A KR20170060299A KR20180126111A KR 20180126111 A KR20180126111 A KR 20180126111A KR 1020170060299 A KR1020170060299 A KR 1020170060299A KR 20170060299 A KR20170060299 A KR 20170060299A KR 20180126111 A KR20180126111 A KR 20180126111A
- Authority
- KR
- South Korea
- Prior art keywords
- wire
- shape memory
- memory alloy
- rotation
- unwinding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F35/00—Making springs from wire
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F3/00—Coiling wire into particular forms
- B21F3/02—Coiling wire into particular forms helically
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Springs (AREA)
- Wire Processing (AREA)
Abstract
Description
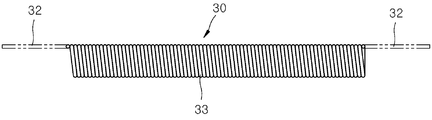
도 2는 종래의 형상기억합금 스프링 제조공정으로 제조된 형상기억합금 스프링을 나타낸 예시도이다.
도 3 내지 도 5는 본 발명의 제1실시예에 따른 형상기억합금 스프링의 연속 제조장치를 나타낸 예시도이다.
도 6은 본 발명의 제1실시예에 따른 형상기억합금 스프링의 연속 제조장치의 제1회전부를 중심으로 나타낸 예시도이다.
도 7은 본 발명의 제1실시예에 따른 형상기억합금 스프링의 연속 제조방법을 나타낸 흐름도이다.
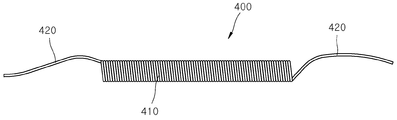
도 8은 본 발명의 제1실시예에 따른 형상기억합금 스프링을 나타낸 예시도이다.
도 9 및 도 10은 본 발명의 제2실시예에 따른 형상기억합금 스프링의 연속 제조장치의 와이어 제조부를 나타낸 예시도이다.
도 11 및 도 12는 본 발명의 제2실시예에 따른 형상기억합금 스프링의 형상기억합금 와이어를 나타낸 단면예시도이다.
120: 제1회전부
130: 제2언와인딩부
140: 제1고정부
150: 제2고정부
160: 제1와인딩부
170: 제1지지부
180: 제어부
210: 베이스 와이어
220,1220,2220: 형상기억합금 와이어
230: 코어 와이어
240: 둘레 와이어
250: 절연층
400: 형상기억합금 스프링
410: 몸체부
420: 연결부
500: 와이어 제조부
Claims (12)
- 감겨진 베이스 와이어가 풀리는 제1언와인딩부;
상기 제1언와인딩부에서 풀리는 상기 베이스 와이어가 관통 공급되는 제1관통공을 가지고, 상기 제1관통공의 중심축을 중심으로 회전하는 제1회전부;
상기 제1회전부에 구비되어 상기 제1회전부와 함께 회전하고, 감겨진 형상기억합금 와이어가 풀리면서 상기 제1회전부를 통과하여 공급되는 상기 베이스 와이어의 외주면에 감겨 복수의 단위 스프링 형상이 연속적으로 형성되도록 하는 제2언와인딩부;
상기 제2언와인딩부에서 풀리는 형상기억합금 와이어의 전단부 및 후단부를 상기 제1회전부를 통과하여 공급되는 상기 베이스 와이어에 각각 결속시키고, 상기 베이스 와이어와 함께 이송되는 제1고정부 및 제2고정부; 그리고
상기 형상기억합금 와이어가 감긴 상태의 상기 베이스 와이어가 권취되는 제1와인딩부를 포함하는 형상기억합금 스프링의 연속 제조장치. - 제1항에 있어서,
상기 제1회전부가 제1 회전속도 및 상기 제1 회전속도보다 느린 제2 회전속도로 교대로 회전되도록 상기 제1 회전부의 회전속도를 제어하는 제어부를 더 포함하며,
상기 제1 회전속도에서는 상기 형상기억합금 와이어가 상기 베이스 와이어에 제1피치로 감겨 상기 단위 스프링의 몸체부가 형성되고, 상기 제2 회전속도에서는 상기 형상기억합금 와이어가 상기 베이스 와이어에 상기 제1피치보다 큰 제2피치로 감겨 상기 단위 스프링의 몸체부의 양단부에 연결부가 형성되는 것을 특징으로 하는 형상기억합금 스프링의 연속 제조장치. - 제1항에 있어서,
상기 제2언와인딩부는 상기 제1회전부의 중심축을 중심으로 하는 제1회전 및 상기 제1회전부의 반경 방향으로 구비되는 회전축을 중심으로 하는 제2회전을 동시에 하는 것을 특징으로 하는 형상기억합금 스프링의 연속 제조장치. - 제1항에 있어서,
감겨진 코어 와이어가 풀리는 제3언와인딩부와,
상기 제3언와인딩부에서 풀리는 상기 코어 와이어가 관통 공급되는 제2관통공을 가지고, 상기 제2관통공의 축 방향을 중심으로 회전하는 제2회전부와,
상기 제2회전부에 구비되어 상기 제2회전부와 함께 회전하고, 감겨진 둘레 와이어가 풀리면서 상기 제2회전부를 통과하여 공급되는 상기 코어 와이어의 외주면에 감겨 상기 형상기억합금 와이어가 형성되도록 하는 제4언와인딩부와,
상기 제4언와인딩부에서 풀리는 둘레 와이어의 전단부 및 후단부를 상기 제2회전부를 통과하여 공급되는 상기 코어 와이어에 각각 결속시키고, 상기 코어 와이어와 함께 이송되는 제3고정부 및 제4고정부를 가지는 와이어 제조부를 더 포함하고,
상기 둘레 와이어가 감긴 상태의 상기 코어 와이어는 제2와인딩부에 권취되는 것을 특징으로 하는 형상기억합금 스프링의 연속 제조장치. - a) 축 방향으로 관통 형성되는 제1관통공을 가지는 제1회전부가 회전되고, 제1언와인딩부에서 풀리는 베이스 와이어가 상기 제1관통공을 통해 공급되는 단계;
b) 상기 제1회전부에 구비되어 상기 제1회전부와 함께 회전하는 제2언와인딩부에 감겨진 형상기억합금 와이어가 풀리고, 상기 형상기억합금 와이어의 전단부가 제1고정부에 의해 상기 제1관통공을 통과해 공급되는 상기 베이스 와이어에 결속되는 단계;
c) 상기 제2언와인딩부에서 풀리는 형상기억합금 와이어가 상기 제1회전부를 통과하여 공급되는 상기 베이스 와이어의 외주면에 감겨 복수의 단위 스프링 형상이 연속적으로 형성되는 단계;
d) 상기 복수의 단위 스프링의 형상 풀림이 방지되도록, 상기 제2언와인딩부에서 풀리는 형상기억합금 와이어의 후단부가 제2고정부에 의해 상기 제1회전부를 통과하여 공급되는 상기 베이스 와이어에 결속되는 단계; 그리고
e) 제1와인딩부에 권취된 상기 형상기억합금 와이어가 감긴 상태의 상기 베이스 와이어가 상기 제1와인딩부에서 분리되는 단계를 포함하는 형상기억합금 스프링의 연속 제조방법. - 제5항에 있어서,
상기 e) 단계 이후에, 상기 형상기억합금 와이어가 감긴 상태의 상기 베이스 와이어가 고온로에서 가열되어 스프링 형상으로 기억되도록 열처리되는 열처리 단계 및 상기 베이스 와이어가 제거되고 몸체부 및 연결부를 포함하는 복수의 개별 단위의 형상기억합금 스프링을 얻는 스프링 획득 단계를 더 포함하는 것을 특징으로 하는 형상기억합금 스프링의 연속 제조방법. - 제6항에 있어서,
상기 열처리 단계 및 상기 스프링 획득 단계의 사이에, 상기 열처리된 상기 형상기억합금 와이어 및 상기 베이스 와이어가 커팅되는 단계가 더 포함되고, 상기 커팅은 각각의 상기 연결부의 중앙 지점에서 이루어지는 것을 특징으로 하는 형상기억합금 스프링의 연속 제조방법. - 제5항에 있어서,
상기 제2언와인딩부에서 풀리는 형상기억합금 와이어는
축 방향으로 관통 형성되는 제2관통공을 가지는 제2회전부가 회전되고, 제3언와인딩부에서 풀리는 코어 와이어가 상기 제2관통공을 통해 공급되는 단계와,
상기 제2회전부에 구비되어 상기 제2회전부와 함께 회전하는 제4언와인딩부에 감겨진 둘레 와이어가 풀리고, 상기 둘레 와이어의 전단부가 제3고정부에 의해 상기 제2관통공을 통과해 공급되는 상기 코어 와이어에 결속되는 단계와,
상기 제4언와인딩부에서 풀리는 상기 둘레 와이어가 상기 제2회전부를 통과하여 공급되는 상기 코어 와이어의 외주면에 감기는 단계와,
상기 둘레 와이어의 풀림이 방지되도록, 상기 제4언와인딩부에서 풀리는 둘레 와이어의 후단부가 제4고정부에 의해 상기 제2회전부를 통과하여 공급되는 상기 코어 와이어에 결속되는 단계를 통해 제조되는 것을 특징으로 하는 형상기억합금 스프링의 연속 제조방법. - 제5항 내지 8항 중 어느 하나의 항에 따르는 형상기억합금 스프링의 연속 제조방법으로 제조되는 형상기억합금 스프링.
- 제9항에 있어서,
상기 형상기억합금 와이어는 코어 와이어 및 상기 코어 와이어에 감기는 둘레 와이어를 가지며, 상기 코어 와이어 및 상기 둘레 와이어는 형상기억합금인 것을 특징으로 하는 형상기억합금 스프링. - 제9항에 있어서,
상기 형상기억합금 와이어는 코어 와이어 및 상기 코어 와이어에 감기는 둘레 와이어를 가지며, 상기 코어 와이어는 형상기억합금이고, 상기 둘레 와이어는 상기 코어 와이어에 열을 공급하기 위한 저항 소재로 형성되는 것을 특징으로 하는 형상기억합금 스프링. - 제11항에 있어서,
상기 코어 와이어 및 상기 둘레 와이어의 사이에는 상기 둘레 와이어와 상기 코어 와이어를 전기적으로 절연시키는 절연층이 더 마련되는 것을 특징으로 하는 형상기억합금 스프링.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020170060299A KR101967214B1 (ko) | 2017-05-16 | 2017-05-16 | 형상기억합금 스프링의 연속 제조장치, 형상기억합금 스프링의 연속 제조방법 및 이에 의해 제조되는 형상기억합금 스프링 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020170060299A KR101967214B1 (ko) | 2017-05-16 | 2017-05-16 | 형상기억합금 스프링의 연속 제조장치, 형상기억합금 스프링의 연속 제조방법 및 이에 의해 제조되는 형상기억합금 스프링 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20180126111A true KR20180126111A (ko) | 2018-11-27 |
| KR101967214B1 KR101967214B1 (ko) | 2019-04-10 |
Family
ID=64603251
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020170060299A Active KR101967214B1 (ko) | 2017-05-16 | 2017-05-16 | 형상기억합금 스프링의 연속 제조장치, 형상기억합금 스프링의 연속 제조방법 및 이에 의해 제조되는 형상기억합금 스프링 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101967214B1 (ko) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210105147A (ko) * | 2020-02-18 | 2021-08-26 | 성균관대학교산학협력단 | 트위스팅 및 코일링을 통한 스프링 자동 제작 장치 |
| CN113414326A (zh) * | 2021-06-24 | 2021-09-21 | 黄山立铖精密弹簧有限公司 | 一种圆柱弹簧生产用成型装置及其成型方法 |
| KR20210114180A (ko) * | 2020-03-10 | 2021-09-23 | 한국기계연구원 | 형상기억합금 스프링의 제조방법 |
| KR102306350B1 (ko) * | 2021-02-24 | 2021-09-30 | 임효민 | 형상기억 합금을 이용한 장신구용 볼 와이어 제조방법 |
| CN114524335A (zh) * | 2022-03-09 | 2022-05-24 | 武汉理工大学 | 芯轴缠绕式光纤传感器绕制设备及绕制方法 |
| KR20240005619A (ko) * | 2021-03-30 | 2024-01-12 | 한국기계연구원 | Sma 스프링이 직조된 패브릭 및 이를 이용한 옷감형 유연구동기, 이를 포함하는 웨어러블 로봇 및 마사지 장치 |
| KR102668487B1 (ko) * | 2024-05-03 | 2024-05-22 | 이옥주 | 형상기억 합금을 이용한 순금 볼체인 제조 방법 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102837474B1 (ko) | 2024-11-05 | 2025-07-22 | 한국섬유개발연구원 | 금속 와이어를 이용한 코일 스프링 구조 형태를 갖는 실의 연속 제조장치 및 이 실의 제조방법 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20100075341A (ko) * | 2008-12-24 | 2010-07-02 | 실버레이 주식회사 | 마이크로 스프링 제조방법 및 그 제조장치 |
| KR20110024977A (ko) | 2009-09-03 | 2011-03-09 | 한국과학기술연구원 | 형상기억합금 코일스프링 제조방법 |
| KR20170007909A (ko) * | 2015-07-13 | 2017-01-23 | 한국기계연구원 | 형상기억합금 스프링 제작 장치 및 방법 |
-
2017
- 2017-05-16 KR KR1020170060299A patent/KR101967214B1/ko active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20100075341A (ko) * | 2008-12-24 | 2010-07-02 | 실버레이 주식회사 | 마이크로 스프링 제조방법 및 그 제조장치 |
| KR20110024977A (ko) | 2009-09-03 | 2011-03-09 | 한국과학기술연구원 | 형상기억합금 코일스프링 제조방법 |
| KR20170007909A (ko) * | 2015-07-13 | 2017-01-23 | 한국기계연구원 | 형상기억합금 스프링 제작 장치 및 방법 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210105147A (ko) * | 2020-02-18 | 2021-08-26 | 성균관대학교산학협력단 | 트위스팅 및 코일링을 통한 스프링 자동 제작 장치 |
| KR20210114180A (ko) * | 2020-03-10 | 2021-09-23 | 한국기계연구원 | 형상기억합금 스프링의 제조방법 |
| KR102306350B1 (ko) * | 2021-02-24 | 2021-09-30 | 임효민 | 형상기억 합금을 이용한 장신구용 볼 와이어 제조방법 |
| KR20240005619A (ko) * | 2021-03-30 | 2024-01-12 | 한국기계연구원 | Sma 스프링이 직조된 패브릭 및 이를 이용한 옷감형 유연구동기, 이를 포함하는 웨어러블 로봇 및 마사지 장치 |
| CN113414326A (zh) * | 2021-06-24 | 2021-09-21 | 黄山立铖精密弹簧有限公司 | 一种圆柱弹簧生产用成型装置及其成型方法 |
| CN113414326B (zh) * | 2021-06-24 | 2024-04-19 | 黄山立铖精密弹簧有限公司 | 一种圆柱弹簧生产用成型装置及其成型方法 |
| CN114524335A (zh) * | 2022-03-09 | 2022-05-24 | 武汉理工大学 | 芯轴缠绕式光纤传感器绕制设备及绕制方法 |
| CN114524335B (zh) * | 2022-03-09 | 2022-11-29 | 武汉理工大学 | 芯轴缠绕式光纤传感器绕制设备及绕制方法 |
| KR102668487B1 (ko) * | 2024-05-03 | 2024-05-22 | 이옥주 | 형상기억 합금을 이용한 순금 볼체인 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101967214B1 (ko) | 2019-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101967214B1 (ko) | 형상기억합금 스프링의 연속 제조장치, 형상기억합금 스프링의 연속 제조방법 및 이에 의해 제조되는 형상기억합금 스프링 | |
| Kim et al. | Micro artificial muscle fiber using NiTi spring for soft robotics | |
| EP1130257B1 (en) | Shape memory alloy bundles and actuators | |
| US11199181B2 (en) | Continuous production of muscle fibers | |
| KR101102755B1 (ko) | 자벌레 로봇 | |
| US10174745B2 (en) | Braided shape memory actuator | |
| KR20170129988A (ko) | 인공근육모듈, 인공근육모듈의 제작방법 및 인공근육모듈 제어시스템 | |
| JP2004249099A (ja) | 管状下位構造を伴った複合型の弾性的な内視鏡挿入シャフトの構造 | |
| JP2011117452A (ja) | 作動装置 | |
| Tsabedze et al. | Design, characterization, modeling, and comparison of helically wrapped super-coiled polymer artificial muscles | |
| Grellmann et al. | Fundamentals and working mechanisms of artificial muscles with textile application in the loop | |
| KR102442460B1 (ko) | 형상기억합금 스프링의 제조방법 | |
| JP6911209B2 (ja) | 人工筋肉触手 | |
| KR20230075262A (ko) | 전자석을 이용한 인공근육 | |
| KR101684904B1 (ko) | 저항재료가 코팅된 형상기억합금 스프링 및 그 제작방법 | |
| CN107304753A (zh) | 使用形状记忆合金制成的旋转促动器 | |
| JP2884320B2 (ja) | アクチュエータの製造方法、製造装置およびそのアクチュエータを有する構造体 | |
| Yang et al. | Soft fabric actuator for robotic applications | |
| EP3687617B1 (en) | Invasive medical device and manufacturing method | |
| Kirsch et al. | SMA antagonistic-micro-wire bundle: first measurement results | |
| JP6975340B2 (ja) | ねじられていない人工筋肉 | |
| KR101844959B1 (ko) | 저항선을 포함하는 형상기억합금 스프링 및 그 제작방법 | |
| Pyo et al. | Silver-nanowires coated pitch-tuned coiled polymer actuator for large contractile strain under light-loading | |
| US11338432B2 (en) | Bending muscle sleeve | |
| KR101318207B1 (ko) | 형상기억합금 이중 스프링 및 이를 구비한 형상기억합금 액츄에이터 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| AMND | Amendment | ||
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| AMND | Amendment | ||
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PX0901 | Re-examination |
St.27 status event code: A-2-3-E10-E12-rex-PX0901 |
|
| PX0701 | Decision of registration after re-examination |
St.27 status event code: A-3-4-F10-F13-rex-PX0701 |
|
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 8 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 8 |