KR20190100211A - 스파이럴 튜브 형상의 드릴 생크를 갖는 코어 비트, 및 코어 비트에 대한 스파이럴 튜브 형상의 드릴 생크를 제조하기 위한 방법 - Google Patents
스파이럴 튜브 형상의 드릴 생크를 갖는 코어 비트, 및 코어 비트에 대한 스파이럴 튜브 형상의 드릴 생크를 제조하기 위한 방법 Download PDFInfo
- Publication number
- KR20190100211A KR20190100211A KR1020197018566A KR20197018566A KR20190100211A KR 20190100211 A KR20190100211 A KR 20190100211A KR 1020197018566 A KR1020197018566 A KR 1020197018566A KR 20197018566 A KR20197018566 A KR 20197018566A KR 20190100211 A KR20190100211 A KR 20190100211A
- Authority
- KR
- South Korea
- Prior art keywords
- drill
- drill shank
- seam
- spiral
- core bit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
- B23B51/04—Drills for trepanning
-
- B23B51/0406—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/28—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass cutting tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
- B23B51/04—Drills for trepanning
- B23B51/042—Drills for trepanning with lubricating or cooling equipment
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH OR ROCK DRILLING; MINING
- E21B—EARTH OR ROCK DRILLING; OBTAINING OIL, GAS, WATER, SOLUBLE OR MELTABLE MATERIALS OR A SLURRY OF MINERALS FROM WELLS
- E21B10/00—Drill bits
- E21B10/62—Drill bits characterised by parts, e.g. cutting elements, which are detachable or adjustable
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH OR ROCK DRILLING; MINING
- E21B—EARTH OR ROCK DRILLING; OBTAINING OIL, GAS, WATER, SOLUBLE OR MELTABLE MATERIALS OR A SLURRY OF MINERALS FROM WELLS
- E21B17/00—Drilling rods or pipes; Flexible drill strings; Kellies; Drill collars; Sucker rods; Cables; Casings; Tubings
- E21B17/02—Couplings; joints
- E21B17/04—Couplings; joints between rod or the like and bit or between rod and rod or the like
- E21B17/046—Couplings; joints between rod or the like and bit or between rod and rod or the like with ribs, pins, or jaws, and complementary grooves or the like, e.g. bayonet catches
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2240/00—Details of connections of tools or workpieces
- B23B2240/16—Welded connections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2250/00—Compensating adverse effects during turning, boring or drilling
- B23B2250/12—Cooling and lubrication
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/40—Flutes, i.e. chip conveying grooves
- B23B2251/408—Spiral grooves
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Geology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mining & Mineral Resources (AREA)
- Environmental & Geological Engineering (AREA)
- Fluid Mechanics (AREA)
- Physics & Mathematics (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Earth Drilling (AREA)
- Drilling Tools (AREA)
Abstract
Description
도 2a 및 도 2b는 도 1b의 단면 라인(A-A)을 따른 도 1의 코어 비트를 통한 종단면도(도 2a)로 도시하고, 도 2a의 드릴 생크의 상세를 확대도(도 2b)로 도시한다.
도 3은 복수의 절삭 세그먼트와 연결되고 내부 측면 상에 3개의 리세스를 포함하는 스파이럴 형상의 드릴 생크를 갖는 본 발명에 따른 코어 비트의 제2 실시예를 도시한다.
도 4a 및 도 4b는 도 3의 단면 라인(A-A)을 따른 도 3의 코어 비트를 통한 종단면도(도 4a)를 도시하고, 도 4a의 드릴 생크의 상세를 확대도(도 4b)로 도시한다.
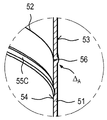
도 5는 복수의 절삭 세그먼트와 연결되고 프로파일 시트로 제작된 스파이럴 형상의 드릴 생크를 갖는 본 발명에 따른 코어 비트의 제3 실시예를 도시한다.
도 6a 및 도 6b는 도 5의 단면 라인(A-A)을 따른 도 5의 코어 비트를 통한 종단면도(도 6a)를 도시하고, 도 6a의 드릴 생크의 상세를 확대도(도 6b)로 도시한다.
Claims (16)
- 공작물(23) 내에 드릴 구멍 직경(d2)을 갖는 드릴 구멍(25) 및 코어 직경(d1)을 갖는 드릴 코어(24)를 생성하기 위한 코어 비트(10; 40; 60)로서,
· 튜브 형상의 드릴 생크(18; 44; 64)를 갖는 드릴 생크 부분(11; 41; 61),
· 커버(19; 47; 67) 및 삽입 단부(20; 48; 68)를 갖는 리셉터클 부분(12; 42; 62) 및
· 상기 드릴 생크 부분(12; 42; 62)과 상기 리셉터클 부분(12; 42; 62)을 해제 가능하게 또는 해제 불가능하게 서로 연결하는 연결 장치(13; 43; 63)
를 포함하는, 상기 코어 비트에 있어서,
상기 튜브 형상의 드릴 생크(18; 44; 64)는 용접된 스파이럴 튜브(spiral tube)로서 형성되는 것을 특징으로 하는 코어 비트. - 제1항에 있어서, 상기 튜브 형상의 드릴 생크(18; 44; 64)는 N, N ≥ 1개의 스트립 재료(31; 51; 71)로 성형되고, 상기 스트립 재료(31; 51; 71)의 스트립 에지는 N, N ≥ 1개의 스파이럴 형상의 연결 용접 시임(seam)(32; 52; 72)을 통해 재료 결합 방식으로 결합되는 것을 특징으로 하는 코어 비트.
- 제2항에 있어서, 상기 N, N ≥ 1개의 스트립 재료(31)는 일정한 시트 두께를 갖는 편평한 시트로서 형성되는 것을 특징으로 하는 코어 비트.
- 제2항에 있어서, 상기 N, N ≥ 1개의 스트립 재료(51)는 적어도 하나의 리세스(55A, 55B, 55C)를 갖는 편평한 시트로서 형성되는 것을 특징으로 하는 코어 비트.
- 제2항에 있어서, 상기 N, N ≥ 1개의 스트립 재료(71)는 프로파일 단면을 갖는 프로파일 시트로서 형성되고, 상기 프로파일 시트는 시트 두께 및 프로파일 높이를 갖는 것을 특징으로 하는 코어 비트.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 드릴 생크(18; 44)의 적어도 하나의 스파이럴 형상의 연결 용접 시임(32; 52)은 상기 스파이럴 튜브의 상기 성형된 스트립 재료(31; 51)에 대해 돌출되고, 상기 적어도 하나의 돌출된 스파이럴 형상의 연결 용접 시임(32; 52)은 시임 재료(35; 55)를 포함하는 것을 특징으로 하는 코어 비트.
- 제6항에 있어서, 상기 시임 재료(35; 55) 및 상기 N, N ≥ 1개의 스트립 재료(31; 51)는 동일한 재료 특성을 포함하는 것을 특징으로 하는 코어 비트.
- 제6항에 있어서, 상기 시임 재료(35; 55) 및 상기 N, N ≥ 1개의 스트립 재료(31; 51)는 상이한 재료 특성을 포함하는 것을 특징으로 하는 코어 비트.
- 제8항에 있어서, 상기 시임 재료(35, 55)는 보다 높은 인장 강도, 보다 높은 내마모성, 또는 상기 스트립 재료(31; 51)보다 높은 인장 강도 및 내마모성을 갖는 것을 특징으로 하는 코어 비트.
- 제6항 내지 제9항 중 어느 한 항에 있어서, 상기 적어도 하나의 돌출된 스파이럴 형상의 연결 용접 시임(32; 52)은 상기 스파이럴 튜브의 상기 성형된 스트립 재료(31; 51)에 대해 상기 드릴 생크(18; 44)의 내부 측면(34; 54) 상에서 내부 돌출 길이(ΔI)로 돌출되는 것을 특징으로 하는 코어 비트.
- 제6항 내지 제9항 중 어느 한 항에 있어서, 상기 적어도 하나의 돌출된 스파이럴 형상의 연결 용접 시임(32)은 상기 스파이럴 튜브의 상기 성형된 스트립 재료(31)에 대해 상기 드릴 생크(18)의 외부 측면(33) 상에서 외부 돌출 길이(ΔA)로 돌출되는 것을 특징으로 하는 코어 비트.
- 제6항 내지 제9항 중 어느 한 항에 있어서, 상기 적어도 하나의 돌출된 스파이럴 형상의 연결 용접 시임(32)은 상기 스파이럴 튜브의 상기 성형된 스트립 재료(31)에 대해 상기 드릴 생크(18)의 내부 측면(34) 상에서 내부 돌출 길이(ΔI)로 돌출되고 그리고 상기 드릴 생크(18)의 외부 측면(33) 상에서 외부 돌출 길이(ΔA)로 돌출되는 것을 특징으로 하는 코어 비트.
- 제1항 내지 제12항 중 어느 한 항에 따른 코어 비트(10; 40; 60)에 대한 드릴 생크(18; 46; 66)를 제조하기 위한 방법으로서,
N, N ≥ 1개의 스트립 재료(31; 51; 71)가 스파이럴 튜브로 성형되고, 맞닿는 스트립 에지에서 N, N ≥ 1개의 스파이럴 형상의 연결 용접 시임(32; 52; 72)을 통해 재료 결합 방식으로 결합되는 것인 방법. - 제13항에 있어서, 상기 N, N ≥ 1개의 스파이럴 형상의 연결 용접 시임(32; 52)을 통해 상기 N, N ≥ 1개의 스트립 재료(31; 51)의 상기 맞닿는 스트립 에지를 결합할 때, 시임 재료(35; 55)가 사용되는 것을 특징으로 하는 방법.
- 제14항에 있어서, 상기 시임 재료(35, 55)는 보다 높은 인장 강도, 보다 높은 내마모성 또는 상기 스트립 재료(31; 51)보다 높은 인장 강도 및 내마모성을 갖는 것을 특징으로 하는 방법.
- 제15항에 있어서, 상기 스파이럴 형상의 연결 용접 시임(32; 52)을 통해 상기 N, N ≥ 1개의 스트립 재료(31; 51)의 상기 맞닿는 스트립 에지를 결합할 때, 제1 시임 재료 및 제2 시임 재료가 사용되며, 상기 제1 시임 재료의 재료 특성은 상기 제2 시임 재료의 재료 특성과 상이한 것을 특징으로 하는 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16206533.8A EP3338923A1 (de) | 2016-12-23 | 2016-12-23 | Bohrkrone mit einem spiralrohrförmigen bohrschaft und verfahren zur herstellung eines spiralrohrförmigen bohrschaftes für eine bohrkrone |
| EP16206533.8 | 2016-12-23 | ||
| PCT/EP2017/080663 WO2018114240A1 (de) | 2016-12-23 | 2017-11-28 | Bohrkrone mit einem spiralrohrförmigen bohrschaft und verfahren zur herstellung eines spiralrohrförmigen bohrschaftes für eine bohrkrone |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20190100211A true KR20190100211A (ko) | 2019-08-28 |
| KR102539883B1 KR102539883B1 (ko) | 2023-06-02 |
Family
ID=57590406
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197018566A Active KR102539883B1 (ko) | 2016-12-23 | 2017-11-28 | 스파이럴 튜브 형상의 드릴 생크를 갖는 코어 비트, 및 코어 비트에 대한 스파이럴 튜브 형상의 드릴 생크를 제조하기 위한 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20190366451A1 (ko) |
| EP (2) | EP3338923A1 (ko) |
| JP (1) | JP7039599B2 (ko) |
| KR (1) | KR102539883B1 (ko) |
| CN (1) | CN110035854B (ko) |
| WO (1) | WO2018114240A1 (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210187626A1 (en) * | 2019-12-18 | 2021-06-24 | Decatur Diamond, Llc | Rotary cutting tool |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4061264A (en) * | 1975-05-09 | 1977-12-06 | Blohm & Voss Ag | Method for producing helical seam pipes |
| US5676501A (en) * | 1995-04-27 | 1997-10-14 | Hawera Probst Gmbh | Drill bit tube |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US921463A (en) * | 1908-07-28 | 1909-05-11 | Harry C Roberts | Spiral punch. |
| US1795380A (en) * | 1923-03-26 | 1931-03-10 | American Rolling Mill Co | Apparatus for making spiral tubing by electric welding |
| US3025917A (en) * | 1959-06-11 | 1962-03-20 | Arthur W Knoblauch | Ice drill |
| US3153885A (en) * | 1961-10-09 | 1964-10-27 | Chauncey A R Keller | Cyclindrical cutter device |
| US3797088A (en) * | 1972-09-08 | 1974-03-19 | Grotnes Machine Works Inc | Method of manufacturing cylindrical blanks |
| GB1583860A (en) * | 1976-08-20 | 1981-02-04 | Moppes & Sons Ltd L Van | Core drills |
| JPH0118256Y2 (ko) * | 1981-05-08 | 1989-05-29 | ||
| US4968101A (en) * | 1987-07-06 | 1990-11-06 | Bossow Emory R | Vertical asphalt and concrete miller |
| JPH03268874A (ja) * | 1990-03-16 | 1991-11-29 | Kubota Corp | スパイラル鋼管の製造方法及び開先装置 |
| JPH08142039A (ja) * | 1994-11-18 | 1996-06-04 | Hitachi Koki Co Ltd | ダイヤモンドコアビット |
| DE19648868A1 (de) * | 1996-11-26 | 1998-05-28 | Hilti Ag | Bohrwerkzeug mit hohlzylinderförmigem Trägerkörper |
| US10137507B2 (en) * | 2010-01-13 | 2018-11-27 | Irwin Industrial Tool Company | Hole cutter with multiple fulcrums |
| DE102011089546A1 (de) * | 2011-12-22 | 2013-06-27 | Hilti Aktiengesellschaft | Bohrkrone mit einem austauschbaren Bohrkronenabschnitt |
| DE102012203088A1 (de) * | 2012-02-29 | 2013-08-29 | Robert Bosch Gmbh | Bohrkrone |
| EP2745965A1 (de) * | 2012-12-21 | 2014-06-25 | HILTI Aktiengesellschaft | Bohrkrone mit einem austauschbaren Schneidabschnitt |
| EP2745966A1 (de) * | 2012-12-21 | 2014-06-25 | HILTI Aktiengesellschaft | Bohrkrone mit einem austauschbaren Schneidabschnitt |
| EP2745964A1 (de) * | 2012-12-21 | 2014-06-25 | HILTI Aktiengesellschaft | Schneidabschnitt |
| CA2855404C (en) * | 2013-07-02 | 2016-09-13 | Irwin Industrial Tool Company | Hole cutter |
| ES2820703T3 (es) * | 2014-11-19 | 2021-04-22 | Kjell Andersson | Taladro saca núcleos con porción de extremo desmontable |
-
2016
- 2016-12-23 EP EP16206533.8A patent/EP3338923A1/de not_active Withdrawn
-
2017
- 2017-11-28 JP JP2019534746A patent/JP7039599B2/ja active Active
- 2017-11-28 CN CN201780075239.7A patent/CN110035854B/zh active Active
- 2017-11-28 WO PCT/EP2017/080663 patent/WO2018114240A1/de not_active Ceased
- 2017-11-28 EP EP17811884.0A patent/EP3558574B1/de active Active
- 2017-11-28 US US16/472,695 patent/US20190366451A1/en not_active Abandoned
- 2017-11-28 KR KR1020197018566A patent/KR102539883B1/ko active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4061264A (en) * | 1975-05-09 | 1977-12-06 | Blohm & Voss Ag | Method for producing helical seam pipes |
| US5676501A (en) * | 1995-04-27 | 1997-10-14 | Hawera Probst Gmbh | Drill bit tube |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2018114240A1 (de) | 2018-06-28 |
| EP3558574A1 (de) | 2019-10-30 |
| EP3338923A1 (de) | 2018-06-27 |
| CN110035854B (zh) | 2020-09-15 |
| US20190366451A1 (en) | 2019-12-05 |
| EP3558574B1 (de) | 2021-03-31 |
| KR102539883B1 (ko) | 2023-06-02 |
| JP2020514584A (ja) | 2020-05-21 |
| CN110035854A (zh) | 2019-07-19 |
| JP7039599B2 (ja) | 2022-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6079985B2 (ja) | 回転ドリル工具及びそのための本体部 | |
| KR101101727B1 (ko) | 공구 | |
| CN102006959B (zh) | 刀具、刀具本体及切削头 | |
| US20120288337A1 (en) | Rotary cutting tool having pcd cutting tip | |
| US20090155006A1 (en) | Basic body for tools for chip removing machining | |
| CN105188998A (zh) | 带内部冷却通道的多刃钻孔刀具 | |
| CN105033291A (zh) | 切削加工工具和用于制造切削加工工具的方法 | |
| BR102012002415A2 (pt) | Furadeira orbital segmentada | |
| KR20190100211A (ko) | 스파이럴 튜브 형상의 드릴 생크를 갖는 코어 비트, 및 코어 비트에 대한 스파이럴 튜브 형상의 드릴 생크를 제조하기 위한 방법 | |
| KR102508845B1 (ko) | 드릴 보디 및 드릴 | |
| KR20190100212A (ko) | 스파이럴 튜브 형상의 드릴 생크를 갖는 코어 비트, 및 코어 비트에 대한 스파이럴 튜브 형상의 드릴 생크를 제조하기 위한 방법 | |
| US11724339B2 (en) | Method for producing a drill shaft for a wet drill bit | |
| KR20170030007A (ko) | 드릴 구조 | |
| JP6705890B2 (ja) | チップ、ドリル | |
| JP2007090565A (ja) | ドリル用コアビット | |
| WO2013099326A1 (ja) | ドリルおよびそれを用いた切削加工物の製造方法 | |
| JP2007268628A (ja) | 合成樹脂管用スクレーパー | |
| EP1166947A1 (de) | Reibschweissrohrverbindung und reibgeschweisstes Gesteinsbohrwerkzeug mit Bohrflüssigkeitskanal | |
| KR101144428B1 (ko) | 라우터 비트의 재생 방법 | |
| KR101080533B1 (ko) | 잔여소재의 이용이 가능한 원형 절삭공구의 제조방법 | |
| JP4272021B2 (ja) | 深孔切削具 | |
| JP2008062323A (ja) | 嵌合式小型ドリル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20190626 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20201126 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20220418 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20230227 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20230531 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20230531 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |