KR20190100229A - 분말 재료로부터 구성부를 적층 제조하기 위한 방법 - Google Patents
분말 재료로부터 구성부를 적층 제조하기 위한 방법 Download PDFInfo
- Publication number
- KR20190100229A KR20190100229A KR1020197019468A KR20197019468A KR20190100229A KR 20190100229 A KR20190100229 A KR 20190100229A KR 1020197019468 A KR1020197019468 A KR 1020197019468A KR 20197019468 A KR20197019468 A KR 20197019468A KR 20190100229 A KR20190100229 A KR 20190100229A
- Authority
- KR
- South Korea
- Prior art keywords
- powder
- component
- cross
- cavity
- particles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/001—Rapid manufacturing of 3D objects by additive depositing, agglomerating or laminating of material
-
- B22F3/008—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/10—Formation of a green body
- B22F10/14—Formation of a green body by jetting of binder onto a bed of metal powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/10—Formation of a green body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/40—Structures for supporting workpieces or articles during manufacture and removed afterwards
- B22F10/47—Structures for supporting workpieces or articles during manufacture and removed afterwards characterised by structural features
-
- B22F3/1055—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/008—Producing shaped prefabricated articles from the material made from two or more materials having different characteristics or properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/40—Structures for supporting 3D objects during manufacture and intended to be sacrificed after completion thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B22F2003/1057—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6026—Computer aided shaping, e.g. rapid prototyping
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Ceramic Engineering (AREA)
- Powder Metallurgy (AREA)
Abstract
Description
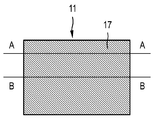
도 2a 내지 도 2e는 구축 방향에 대해 수직인 2차원 단면적과 구축 방향에 대해 평행한 층두께로 이루어진 도 1의 제 1 구성부의 5개의 횡단면 영역을 도시한 도면.
도 3a 및 도 3b는 도 2a 내지 도 2e의 절단면 A-A을 따라(도 3a) 그리고 도 2a 내지 도 2e의 절단면 B-B을 따라(도 3b) 구축 방향에 대해 평행하게 도 1의 제 1 구성부의 제 1 및 제 2 횡단면을 도시한 도면.
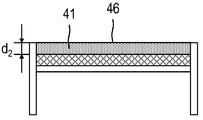
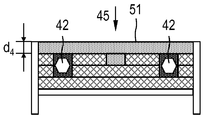
도 4a 내지 도 4t는 규정되어 배치된 경질 재료 입자에 의해 도 1의 제 1 구성부를 적층 제조하기 위한 본 발명에 따른 방법의 연속하는 방법 단계들을 도시한 도면.
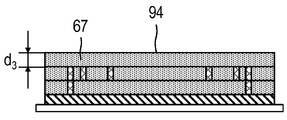
도 5a 내지 도 5e는 기판 상에 구성부를 적층 제조하기 위한 본 발명에 따른 방법을 이용해서 구성된 제 2 구성부의 실린더형 횡단면 영역을 도시한 도면.
도 6a 및 도 6b는 도 5a 내지 도 5e의 절단면 A-A을 따라(도 6a) 그리고 도 5a 내지 도 5e의 절단면 B-B를 따라(도 6b) 구축 방향에 대해 평행하게 제 2 구성부의 제 1 및 제 2 횡단면을 도시한 도면.
도 7a 내지 도 7m은 규정되어 배치된 경질 재료 입자에 의해 제 2 구성부를 적층 제조하기 위한 본 발명에 따른 방법의 연속하는 방법 단계들을 도시한 도면.
Claims (8)
- 구성부(10; 60)의 3차원 데이터에 기초하여 자유 분말 입자를 포함하는 분말 재료(41; 67)로부터 구성부(10; 60)를 적층 제조하기 위한 방법으로서, 하기 방법 단계들, 즉
- 상기 구성부(10; 60)를 N ≥ 2인, N 개의, 구축 방향(16; 66)으로 연속하는 실린더형 횡단면 영역(11, 12, 13, 14, 15; 61, 62, 63, 64, 65)으로 분해하는 단계로서, 각각의 상기 횡단면 영역(11, 12, 13, 14, 15; 61, 62, 63, 64, 65)은 상기 구축 방향(16; 66)에 대해 수직인 2차원 단면적과 상기 구축 방향(16; 66)에 대해 평행한 층 두께(d1, d2, d3, d4, d5)로 형성되는 것인 단계,
- 상기 구축 방향(16; 66)에 대해 수직인 구축 평면(43; 91) 위에 상기 분말 재료(41; 67)의 제 1 분말층(44; 92)을 적층하는 단계,
- 상기 구성부(10; 60)의 제 1 횡단면 영역(11; 61)에서 상기 제 1 분말충(44; 92)의 자유 분말 입자를 적어도 부분적으로 서로 결합시키는 단계,
- 상기 구축 평면(43; 91) 위에 상기 구축 방향(16; 66)으로 상기 분말 재료(41; 67)의 추가 분말층들(46, 47, 51, 53; 93, 94, 96, 97)을 차례로 적층하는 단계, 및
- 상기 분말 재료(41; 67)의 각각의 추가 분말층(46, 47, 51, 53; 93, 94, 96, 97)에서 상기 구성부(10; 60)의 각각의 횡단면 영역(12, 13, 14, 15; 62, 63, 64, 65) 내의 자유 분말 입자를 적어도 부분적으로 서로 결합시키고 그 아래에 놓인 상기 구성부(10; 60)의 횡단면 영역(11, 12, 13, 14; 61, 62, 63, 64)에 결합시키는 단계
를 포함하는 방법에 있어서,
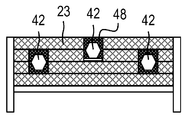
상기 구성부(10; 60)의 적층 제조 동안 상기 횡단면 영역(11, 12, 13, 14, 15; 61, 62, 63, 64, 65) 내에 또는 상기 구축 방향(16; 66)으로 연속하는 다수의 횡단면 영역(11, 12, 13, 14, 15; 61, 62, 63, 64, 65) 내에 배치된 자유 분말 입자는 상기 구성부(10; 60)로부터 적어도 부분적으로 제거되는 것을 특징으로 하는 방법. - 제 1 항에 있어서, 상기 구성부(10; 60)에서 삽입 요소들(42)을 위한 배치 영역(19, 22, 24; 72, 76, 80, 84)이 규정되고, 상기 배치 영역(19, 22, 24; 72, 76, 80, 84)을 둘러싸는 상기 분말 재료(41; 67)의 자유 분말 입자는 서로 결합되는 것을 특징으로 하는 방법.
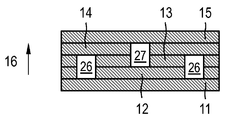
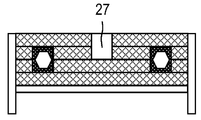
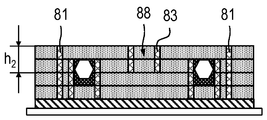
- 제 2 항에 있어서, 상기 구성부(10) 내에 상기 삽입 요소들(42)을 위한 공동부(26, 27)가 적층 구성되고, 적층 제조 동안 상기 삽입 요소들(42)은 상기 공동부(26, 27) 내에 배치되는 것을 특징으로 하는 방법.
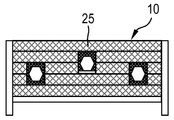
- 제 3 항에 있어서, 배치 영역(19, 22, 24)을 포함하는 상기 구성부(10)의 횡단면 영역(12, 13, 14)에 대해 상기 배치 영역(19, 22, 24) 외에 재료 영역(18, 21, 23)이 규정되고, 상기 배치 영역(19, 22, 24)을 포함하지 않는 상기 구성부(10)의 횡단면 영역(11, 15)에 대해 재료 영역(17, 25)이 규정되고, 재료 영역(17, 18, 21, 23, 25) 내의 상기 분말 재료(41)의 자유 분말 입자는 서로 결합되고, 상기 재료 영역들(17, 18, 21, 23, 25)은 상기 삽입 요소들(42)을 위한 상기 공동부(26, 27)를 제한하는 것을 특징으로 하는 방법.
- 제 3 항 또는 제 4 항에 있어서, 상기 공동부(26, 27)가 상기 삽입 요소들(42)의 배치를 위해 요구되는 삽입 높이(h1, h2)를 가지면, 상기 분말 재료(41)의 자유 분말 입자는 상기 공동부(26, 27)로부터 적어도 부분적으로 제거되는 것을 특징으로 하는 방법.
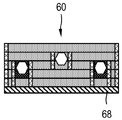
- 제 2 항에 있어서, 상기 구성부(60) 내에 상기 삽입 요소들(42)을 위한 폐쇄형 지지 구조(87, 88)가 적층 구성되고, 적층 제조 동안 상기 삽입 요소들(42)은 상기 폐쇄형 지지 구조(87, 88) 내에 배치되는 것을 특징으로 하는 방법.
- 제 6 항에 있어서, 배치 영역(72, 76, 80, 84)을 포함하는 상기 구성부(60)의 횡단면 영역(61, 62, 63, 64)에 대해 지지 링(71, 75, 79, 83)이 규정되고, 상기 지지 링(71, 75, 79, 83)은 상기 배치 영역(72, 76, 80, 84)을 둘러싸는 것을 특징으로 하는 방법.
- 제 6 항 또는 제 7 항에 있어서, 상기 지지 구조(87, 88)가 상기 삽입 요소들(42)의 배치를 위해 요구되는 삽입 높이(h1, h2)를 가지면, 분말 재료(67)의 자유 분말 입자는 상기 지지 구조(87, 88)로부터 적어도 부분적으로 제거되는 것을 특징으로 하는 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16206210.3 | 2016-12-22 | ||
| EP16206210.3A EP3338916A1 (de) | 2016-12-22 | 2016-12-22 | Verfahren zur schichtweisen fertigung eines bauteils aus pulverförmigem werkstoff |
| PCT/EP2017/080761 WO2018114254A1 (de) | 2016-12-22 | 2017-11-29 | Verfahren zur schichtweisen fertigung eines bauteils aus pulverförmigem werkstoff |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20190100229A true KR20190100229A (ko) | 2019-08-28 |
| KR102390703B1 KR102390703B1 (ko) | 2022-04-26 |
Family
ID=57629383
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197019468A Active KR102390703B1 (ko) | 2016-12-22 | 2017-11-29 | 분말 재료로부터 구성부를 적층 제조하기 위한 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11148359B2 (ko) |
| EP (2) | EP3338916A1 (ko) |
| JP (1) | JP2020503454A (ko) |
| KR (1) | KR102390703B1 (ko) |
| CN (1) | CN110035850A (ko) |
| WO (1) | WO2018114254A1 (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018197876A1 (en) * | 2017-04-26 | 2018-11-01 | The University Of Manchester | Apparatus for and process of additive manufacturing |
| EP3722075B1 (en) * | 2019-04-08 | 2022-06-29 | LayerWise N.V. | Three-dimensional printing system optimizing seams between zones for multiple energy beams |
| CN115007877B (zh) * | 2022-05-11 | 2024-04-09 | 浙江工业大学 | 一种使用掩膜实现同层异质材料选区激光熔化的增材制造方法 |
| WO2024006296A1 (en) * | 2022-06-28 | 2024-01-04 | Entegris, Inc. | De-powdering of green samples using freezing method for additive manufacturing |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000190086A (ja) * | 1998-12-22 | 2000-07-11 | Matsushita Electric Works Ltd | 三次元形状造形物の製造方法および金型 |
| KR20140069021A (ko) * | 2011-08-26 | 2014-06-09 | 디지털 메탈 아베 | 프리 폼 다중 재료 마이크로 컴포넌트의 적층식 제조방법 |
| US20150037498A1 (en) * | 2013-08-01 | 2015-02-05 | Siemens Energy, Inc. | Methods and preforms to mask holes and support open-substrate cavities during laser cladding |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0452618A1 (de) | 1990-04-17 | 1991-10-23 | Delta Engineering | Verfahren und Vorrichtung zur Herstellung von Schleifkörpern fÀ¼r Werkzeuge zur abtragenden Bearbeitung von Materialien |
| US6363606B1 (en) * | 1998-10-16 | 2002-04-02 | Agere Systems Guardian Corp. | Process for forming integrated structures using three dimensional printing techniques |
| JP2003001715A (ja) * | 2001-06-26 | 2003-01-08 | Matsushita Electric Works Ltd | 三次元形状造形物の製造方法及び製造装置 |
| EP2700459B1 (en) | 2012-08-21 | 2019-10-02 | Ansaldo Energia IP UK Limited | Method for manufacturing a three-dimensional article |
| EP3140103B1 (en) * | 2014-05-04 | 2020-01-08 | EoPlex Limited | Multi-material three dimensional printer |
| US20160023272A1 (en) * | 2014-05-22 | 2016-01-28 | United Technologies Corporation | Turbulating cooling structures |
| CN105886923B (zh) * | 2016-07-01 | 2017-10-13 | 西安铂力特增材技术股份有限公司 | 用于增材制造的高温耐磨耐腐蚀钢粉末及增材制造方法 |
-
2016
- 2016-12-22 EP EP16206210.3A patent/EP3338916A1/de not_active Withdrawn
-
2017
- 2017-11-29 US US16/471,631 patent/US11148359B2/en active Active
- 2017-11-29 KR KR1020197019468A patent/KR102390703B1/ko active Active
- 2017-11-29 CN CN201780075256.0A patent/CN110035850A/zh active Pending
- 2017-11-29 WO PCT/EP2017/080761 patent/WO2018114254A1/de not_active Ceased
- 2017-11-29 JP JP2019534744A patent/JP2020503454A/ja active Pending
- 2017-11-29 EP EP17804575.3A patent/EP3558567A1/de not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000190086A (ja) * | 1998-12-22 | 2000-07-11 | Matsushita Electric Works Ltd | 三次元形状造形物の製造方法および金型 |
| KR20140069021A (ko) * | 2011-08-26 | 2014-06-09 | 디지털 메탈 아베 | 프리 폼 다중 재료 마이크로 컴포넌트의 적층식 제조방법 |
| US20150037498A1 (en) * | 2013-08-01 | 2015-02-05 | Siemens Energy, Inc. | Methods and preforms to mask holes and support open-substrate cavities during laser cladding |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2018114254A1 (de) | 2018-06-28 |
| US11148359B2 (en) | 2021-10-19 |
| CN110035850A (zh) | 2019-07-19 |
| KR102390703B1 (ko) | 2022-04-26 |
| EP3338916A1 (de) | 2018-06-27 |
| JP2020503454A (ja) | 2020-01-30 |
| EP3558567A1 (de) | 2019-10-30 |
| US20200122390A1 (en) | 2020-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20190100229A (ko) | 분말 재료로부터 구성부를 적층 제조하기 위한 방법 | |
| KR100609129B1 (ko) | 절삭팁, 절삭팁의 제조방법 및 절삭공구 | |
| EP2582478B1 (en) | Cutter element of a ball nose end mill and method for making same | |
| CN103814441B (zh) | 用于形成复合材料的方法和散热器 | |
| EP2767364A8 (en) | A bonded abrasive tool | |
| JPH0691409A (ja) | 差込み工具及び工作物を切削する方法 | |
| RU2001117220A (ru) | Способ изготовления изделия методом спекания и изделия, полученные этим способом | |
| KR100537474B1 (ko) | 연마재료 제조 방법 | |
| KR20050118074A (ko) | 절삭팁, 절삭팁의 제조방법 및 절삭공구 | |
| CN104582903A (zh) | 具有可翻转互换的研磨区段的研磨制品 | |
| KR100623304B1 (ko) | 절삭팁, 절삭팁의 제조방법 및 절삭공구 | |
| KR20170095391A (ko) | 코어 드릴 비트용 연속 드릴 링을 제조하기 위한 방법 | |
| KR20170093981A (ko) | 코어 드릴 비트용 연속 드릴 링을 제조하는 방법 | |
| KR20190099447A (ko) | 규정되어 배치된 삽입 요소들을 갖춘 압분체를 분말 재료로부터 적층 제조하기 위한 방법 | |
| KR102388239B1 (ko) | 한정된 방식으로 배치되는 절삭 요소들과 함께 분말 또는 페이스트-형 재료로 생소지를 적층 제조하기 위한 방법 | |
| CN102985200A (zh) | 可转位的刀片、用于该刀片的构造和用于制造该刀片的方法 | |
| JP5340755B2 (ja) | セラミックス多孔体及びその製造方法 | |
| JPH07504619A (ja) | 研磨工具の製作方法およびこの方法で製作された工具 | |
| KR100603977B1 (ko) | 다이아몬드공구의 세그먼트 및 그 제조방법 | |
| KR100966308B1 (ko) | 다이아몬드 공구 | |
| JP6608595B2 (ja) | トンネル付きセラミック部材の製造方法 | |
| KR101153214B1 (ko) | 다이아몬드 연마공구의 제조방법 | |
| KR20070077533A (ko) | 초연마재 프리폼을 이용한 가공팁 및 그 제조방법 | |
| KR20110007805A (ko) | 다이아몬드 연마공구의 제조방법 | |
| JP2007044797A (ja) | 超砥粒カッター及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20190704 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20201116 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20210726 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20220120 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20220421 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20220422 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |