KR20190101466A - 표면 처리 도금재, 커넥터 단자, 커넥터, ffc 단자, ffc, fpc 및 전자 부품 - Google Patents
표면 처리 도금재, 커넥터 단자, 커넥터, ffc 단자, ffc, fpc 및 전자 부품 Download PDFInfo
- Publication number
- KR20190101466A KR20190101466A KR1020197023337A KR20197023337A KR20190101466A KR 20190101466 A KR20190101466 A KR 20190101466A KR 1020197023337 A KR1020197023337 A KR 1020197023337A KR 20197023337 A KR20197023337 A KR 20197023337A KR 20190101466 A KR20190101466 A KR 20190101466A
- Authority
- KR
- South Korea
- Prior art keywords
- plating material
- layer
- surface treatment
- group
- upper layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000007747 plating Methods 0.000 title claims abstract description 194
- 238000004381 surface treatment Methods 0.000 title claims abstract description 48
- 239000000463 material Substances 0.000 claims abstract description 130
- 229910052718 tin Inorganic materials 0.000 claims abstract description 46
- 150000001875 compounds Chemical class 0.000 claims abstract description 35
- 229910052738 indium Inorganic materials 0.000 claims abstract description 26
- 239000000758 substrate Substances 0.000 claims abstract description 19
- 229910052751 metal Inorganic materials 0.000 claims description 60
- 239000002184 metal Substances 0.000 claims description 60
- 239000000470 constituent Substances 0.000 claims description 44
- 229910045601 alloy Inorganic materials 0.000 claims description 30
- 239000000956 alloy Substances 0.000 claims description 30
- 229910052802 copper Inorganic materials 0.000 claims description 22
- 229910052759 nickel Inorganic materials 0.000 claims description 21
- 125000000217 alkyl group Chemical group 0.000 claims description 18
- 125000000547 substituted alkyl group Chemical group 0.000 claims description 18
- 229910052742 iron Inorganic materials 0.000 claims description 16
- 229910052748 manganese Inorganic materials 0.000 claims description 16
- 150000002739 metals Chemical class 0.000 claims description 16
- 229910052804 chromium Inorganic materials 0.000 claims description 13
- 229910052783 alkali metal Inorganic materials 0.000 claims description 12
- 150000001340 alkali metals Chemical class 0.000 claims description 12
- 229910052737 gold Inorganic materials 0.000 claims description 12
- 229910052739 hydrogen Inorganic materials 0.000 claims description 12
- 239000001257 hydrogen Substances 0.000 claims description 12
- 229910052709 silver Inorganic materials 0.000 claims description 12
- 229910052725 zinc Inorganic materials 0.000 claims description 10
- 229910052741 iridium Inorganic materials 0.000 claims description 9
- 229910007637 SnAg Inorganic materials 0.000 claims description 8
- 229910052762 osmium Inorganic materials 0.000 claims description 8
- 229910052763 palladium Inorganic materials 0.000 claims description 8
- 229910052697 platinum Inorganic materials 0.000 claims description 8
- 229910052703 rhodium Inorganic materials 0.000 claims description 8
- 229910052707 ruthenium Inorganic materials 0.000 claims description 8
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 claims description 6
- 229910052787 antimony Inorganic materials 0.000 claims description 6
- 150000002431 hydrogen Chemical class 0.000 claims description 6
- 238000007373 indentation Methods 0.000 claims description 6
- 229910052745 lead Inorganic materials 0.000 claims description 6
- 229910052750 molybdenum Inorganic materials 0.000 claims description 6
- 229910052721 tungsten Inorganic materials 0.000 claims description 6
- 229910052698 phosphorus Inorganic materials 0.000 claims description 4
- 229910052784 alkaline earth metal Inorganic materials 0.000 claims description 3
- 150000001342 alkaline earth metals Chemical class 0.000 claims description 3
- 229910052796 boron Inorganic materials 0.000 claims description 3
- 229910052711 selenium Inorganic materials 0.000 claims description 3
- 229910052716 thallium Inorganic materials 0.000 claims description 3
- 229910052793 cadmium Inorganic materials 0.000 claims description 2
- 238000003780 insertion Methods 0.000 abstract description 17
- 230000037431 insertion Effects 0.000 abstract description 17
- 238000004519 manufacturing process Methods 0.000 abstract description 4
- 230000002349 favourable effect Effects 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 222
- 238000005260 corrosion Methods 0.000 description 38
- 239000007789 gas Substances 0.000 description 38
- 230000007797 corrosion Effects 0.000 description 37
- 238000011282 treatment Methods 0.000 description 25
- 239000010949 copper Substances 0.000 description 22
- 229910000679 solder Inorganic materials 0.000 description 22
- 239000002585 base Substances 0.000 description 21
- 239000007788 liquid Substances 0.000 description 21
- 238000000034 method Methods 0.000 description 18
- 238000012360 testing method Methods 0.000 description 16
- 239000010408 film Substances 0.000 description 14
- IUVCFHHAEHNCFT-INIZCTEOSA-N 2-[(1s)-1-[4-amino-3-(3-fluoro-4-propan-2-yloxyphenyl)pyrazolo[3,4-d]pyrimidin-1-yl]ethyl]-6-fluoro-3-(3-fluorophenyl)chromen-4-one Chemical compound C1=C(F)C(OC(C)C)=CC=C1C(C1=C(N)N=CN=C11)=NN1[C@@H](C)C1=C(C=2C=C(F)C=CC=2)C(=O)C2=CC(F)=CC=C2O1 IUVCFHHAEHNCFT-INIZCTEOSA-N 0.000 description 13
- 238000005452 bending Methods 0.000 description 12
- YXIWHUQXZSMYRE-UHFFFAOYSA-N benzothiazolyl mercaptan Natural products C1=CC=C2SC(S)=NC2=C1 YXIWHUQXZSMYRE-UHFFFAOYSA-N 0.000 description 12
- 238000010438 heat treatment Methods 0.000 description 11
- 230000000694 effects Effects 0.000 description 10
- 239000000203 mixture Substances 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 9
- 238000009713 electroplating Methods 0.000 description 9
- -1 for example Substances 0.000 description 9
- 238000005461 lubrication Methods 0.000 description 8
- 239000011701 zinc Substances 0.000 description 8
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 7
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 239000010409 thin film Substances 0.000 description 6
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical compound S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 5
- 229910019142 PO4 Inorganic materials 0.000 description 5
- 238000009792 diffusion process Methods 0.000 description 5
- 229910000037 hydrogen sulfide Inorganic materials 0.000 description 5
- 239000010452 phosphate Substances 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- 229910000881 Cu alloy Inorganic materials 0.000 description 4
- AFVFQIVMOAPDHO-UHFFFAOYSA-N Methanesulfonic acid Chemical compound CS(O)(=O)=O AFVFQIVMOAPDHO-UHFFFAOYSA-N 0.000 description 4
- 229910001128 Sn alloy Inorganic materials 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- RAADJDWNEAXLBL-UHFFFAOYSA-N 1,2-di(nonyl)naphthalene Chemical compound C1=CC=CC2=C(CCCCCCCCC)C(CCCCCCCCC)=CC=C21 RAADJDWNEAXLBL-UHFFFAOYSA-N 0.000 description 3
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 3
- 229910018956 Sn—In Inorganic materials 0.000 description 3
- 239000002253 acid Substances 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 230000036541 health Effects 0.000 description 3
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 3
- LNOPIUAQISRISI-UHFFFAOYSA-N n'-hydroxy-2-propan-2-ylsulfonylethanimidamide Chemical compound CC(C)S(=O)(=O)CC(N)=NO LNOPIUAQISRISI-UHFFFAOYSA-N 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 230000002265 prevention Effects 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 229910052717 sulfur Inorganic materials 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- KZBUYRJDOAKODT-UHFFFAOYSA-N Chlorine Chemical compound ClCl KZBUYRJDOAKODT-UHFFFAOYSA-N 0.000 description 2
- 229910018104 Ni-P Inorganic materials 0.000 description 2
- 229910018536 Ni—P Inorganic materials 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- LSNNMFCWUKXFEE-UHFFFAOYSA-N Sulfurous acid Chemical compound OS(O)=O LSNNMFCWUKXFEE-UHFFFAOYSA-N 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 2
- QRUDEWIWKLJBPS-UHFFFAOYSA-N benzotriazole Chemical class C1=CC=C2N[N][N]C2=C1 QRUDEWIWKLJBPS-UHFFFAOYSA-N 0.000 description 2
- 239000012964 benzotriazole Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000002845 discoloration Methods 0.000 description 2
- 125000003438 dodecyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 2
- 230000004907 flux Effects 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 229940098779 methanesulfonic acid Drugs 0.000 description 2
- 235000019271 petrolatum Nutrition 0.000 description 2
- 150000003014 phosphoric acid esters Chemical class 0.000 description 2
- 238000012805 post-processing Methods 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- CVHZOJJKTDOEJC-UHFFFAOYSA-N saccharin Chemical compound C1=CC=C2C(=O)NS(=O)(=O)C2=C1 CVHZOJJKTDOEJC-UHFFFAOYSA-N 0.000 description 2
- 229940081974 saccharin Drugs 0.000 description 2
- 235000019204 saccharin Nutrition 0.000 description 2
- 239000000901 saccharin and its Na,K and Ca salt Substances 0.000 description 2
- 150000003839 salts Chemical class 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- ARXJGSRGQADJSQ-UHFFFAOYSA-N 1-methoxypropan-2-ol Chemical compound COCC(C)O ARXJGSRGQADJSQ-UHFFFAOYSA-N 0.000 description 1
- GQCZPFJGIXHZMB-UHFFFAOYSA-N 1-tert-Butoxy-2-propanol Chemical compound CC(O)COC(C)(C)C GQCZPFJGIXHZMB-UHFFFAOYSA-N 0.000 description 1
- 229910001316 Ag alloy Inorganic materials 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 208000032544 Cicatrix Diseases 0.000 description 1
- XFXPMWWXUTWYJX-UHFFFAOYSA-N Cyanide Chemical compound N#[C-] XFXPMWWXUTWYJX-UHFFFAOYSA-N 0.000 description 1
- OAKJQQAXSVQMHS-UHFFFAOYSA-N Hydrazine Chemical compound NN OAKJQQAXSVQMHS-UHFFFAOYSA-N 0.000 description 1
- 229910020836 Sn-Ag Inorganic materials 0.000 description 1
- 229910020988 Sn—Ag Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- 229910001069 Ti alloy Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000003064 anti-oxidating effect Effects 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 229910052785 arsenic Inorganic materials 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- DSAJWYNOEDNPEQ-UHFFFAOYSA-N barium atom Chemical compound [Ba] DSAJWYNOEDNPEQ-UHFFFAOYSA-N 0.000 description 1
- 229910052797 bismuth Inorganic materials 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000005536 corrosion prevention Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- VYQRBKCKQCRYEE-UHFFFAOYSA-N ctk1a7239 Chemical compound C12=CC=CC=C2N2CC=CC3=NC=CC1=C32 VYQRBKCKQCRYEE-UHFFFAOYSA-N 0.000 description 1
- IOJUPLGTWVMSFF-UHFFFAOYSA-N cyclobenzothiazole Natural products C1=CC=C2SC=NC2=C1 IOJUPLGTWVMSFF-UHFFFAOYSA-N 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000001177 diphosphate Substances 0.000 description 1
- 235000011180 diphosphates Nutrition 0.000 description 1
- 208000037265 diseases, disorders, signs and symptoms Diseases 0.000 description 1
- 208000035475 disorder Diseases 0.000 description 1
- ILRSCQWREDREME-UHFFFAOYSA-N dodecanamide Chemical compound CCCCCCCCCCCC(N)=O ILRSCQWREDREME-UHFFFAOYSA-N 0.000 description 1
- 230000002500 effect on skin Effects 0.000 description 1
- 238000001962 electrophoresis Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 235000013312 flour Nutrition 0.000 description 1
- 239000000383 hazardous chemical Substances 0.000 description 1
- 231100000206 health hazard Toxicity 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 238000007733 ion plating Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- WTHCDEDKJUFXJG-UHFFFAOYSA-M lithium;2,3-di(nonyl)naphthalene-1-sulfonate Chemical compound [Li+].C1=CC=C2C(S([O-])(=O)=O)=C(CCCCCCCCC)C(CCCCCCCCC)=CC2=C1 WTHCDEDKJUFXJG-UHFFFAOYSA-M 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 125000001570 methylene group Chemical group [H]C([H])([*:1])[*:2] 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 1
- LYRFLYHAGKPMFH-UHFFFAOYSA-N octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(N)=O LYRFLYHAGKPMFH-UHFFFAOYSA-N 0.000 description 1
- FATBGEAMYMYZAF-KTKRTIGZSA-N oleamide Chemical compound CCCCCCCC\C=C/CCCCCCCC(N)=O FATBGEAMYMYZAF-KTKRTIGZSA-N 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 239000012188 paraffin wax Substances 0.000 description 1
- 235000019809 paraffin wax Nutrition 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- ABLZXFCXXLZCGV-UHFFFAOYSA-N phosphonic acid group Chemical group P(O)(O)=O ABLZXFCXXLZCGV-UHFFFAOYSA-N 0.000 description 1
- OJMIONKXNSYLSR-UHFFFAOYSA-N phosphorous acid Chemical compound OP(O)O OJMIONKXNSYLSR-UHFFFAOYSA-N 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 231100000241 scar Toxicity 0.000 description 1
- 230000037387 scars Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000011734 sodium Chemical class 0.000 description 1
- RPACBEVZENYWOL-XFULWGLBSA-M sodium;(2r)-2-[6-(4-chlorophenoxy)hexyl]oxirane-2-carboxylate Chemical compound [Na+].C=1C=C(Cl)C=CC=1OCCCCCC[C@]1(C(=O)[O-])CO1 RPACBEVZENYWOL-XFULWGLBSA-M 0.000 description 1
- DHQIJSYTNIUZRY-UHFFFAOYSA-M sodium;2,3-di(nonyl)naphthalene-1-sulfonate Chemical compound [Na+].C1=CC=C2C(S([O-])(=O)=O)=C(CCCCCCCCC)C(CCCCCCCCC)=CC2=C1 DHQIJSYTNIUZRY-UHFFFAOYSA-M 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- PXQLVRUNWNTZOS-UHFFFAOYSA-N sulfanyl Chemical class [SH] PXQLVRUNWNTZOS-UHFFFAOYSA-N 0.000 description 1
- 238000005211 surface analysis Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000004704 ultra performance liquid chromatography Methods 0.000 description 1
- 239000003643 water by type Substances 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
- 239000003871 white petrolatum Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/018—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of a noble metal or a noble metal alloy
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/56—Electroplating: Baths therefor from solutions of alloys
- C25D3/60—Electroplating: Baths therefor from solutions of alloys containing more than 50% by weight of tin
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/56—Electroplating: Baths therefor from solutions of alloys
- C25D3/64—Electroplating: Baths therefor from solutions of alloys containing more than 50% by weight of silver
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/10—Electroplating with more than one layer of the same or of different metals
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/10—Electroplating with more than one layer of the same or of different metals
- C25D5/12—Electroplating with more than one layer of the same or of different metals at least one layer being of nickel or chromium
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/48—After-treatment of electroplated surfaces
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/48—After-treatment of electroplated surfaces
- C25D5/50—After-treatment of electroplated surfaces by heat-treatment
- C25D5/505—After-treatment of electroplated surfaces by heat-treatment of electroplated tin coatings, e.g. by melting
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/60—Electroplating characterised by the structure or texture of the layers
- C25D5/605—Surface topography of the layers, e.g. rough, dendritic or nodular layers
- C25D5/611—Smooth layers
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/627—Electroplating characterised by the visual appearance of the layers, e.g. colour, brightness or mat appearance
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/02—Contact members
- H01R13/03—Contact members characterised by the material, e.g. plating, or coating materials
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C13/00—Alloys based on tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C5/00—Alloys based on noble metals
- C22C5/06—Alloys based on silver
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/04—Alloys based on copper with zinc as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/12—Electroplating: Baths therefor from solutions of nickel or cobalt
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/30—Electroplating: Baths therefor from solutions of tin
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/38—Electroplating: Baths therefor from solutions of copper
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/46—Electroplating: Baths therefor from solutions of silver
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/54—Electroplating: Baths therefor from solutions of metals not provided for in groups C25D3/04 - C25D3/50
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/56—Electroplating: Baths therefor from solutions of alloys
- C25D3/562—Electroplating: Baths therefor from solutions of alloys containing more than 50% by weight of iron or nickel or cobalt
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R12/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, specially adapted for printed circuits, e.g. printed circuit boards [PCB], flat or ribbon cables, or like generally planar structures, e.g. terminal strips, terminal blocks; Coupling devices specially adapted for printed circuits, flat or ribbon cables, or like generally planar structures; Terminals specially adapted for contact with, or insertion into, printed circuits, flat or ribbon cables, or like generally planar structures
- H01R12/50—Fixed connections
- H01R12/51—Fixed connections for rigid printed circuits or like structures
- H01R12/55—Fixed connections for rigid printed circuits or like structures characterised by the terminals
- H01R12/58—Fixed connections for rigid printed circuits or like structures characterised by the terminals terminals for insertion into holes
- H01R12/585—Terminals having a press fit or a compliant portion and a shank passing through a hole in the printed circuit board
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Mechanical Engineering (AREA)
- Electroplating Methods And Accessories (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Laminated Bodies (AREA)
Abstract
Description













11: 기재
12: 층(하층)
13: 층(중층)
14: 층(상층)
Claims (32)
- 기재에 상층이 마련되고, 상기 상층이 Sn 또는 In을 함유하는 도금재를 구비하고,
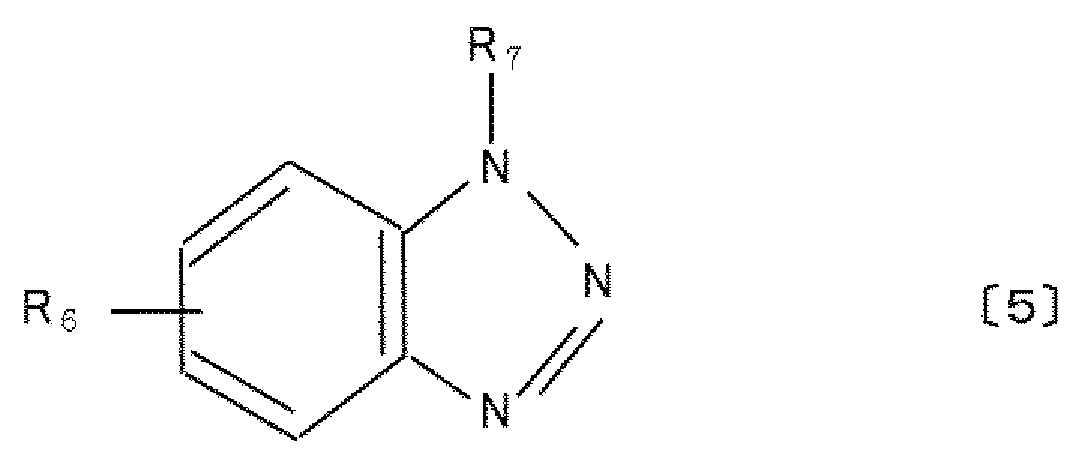
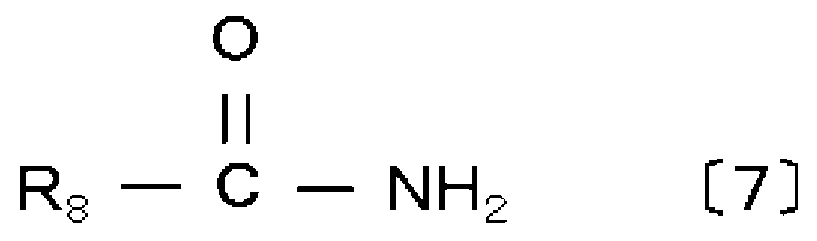
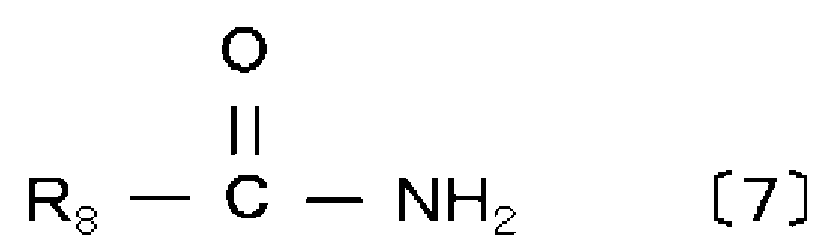
상기 도금재 표면에 하기 일반식 〔1〕 또는 〔2〕로 표시되는 화합물과, 하기 일반식 〔3〕으로 표시되는 화합물을 포함하고, 또한 하기 일반식 〔4〕 내지 〔8〕로 표시되는 D 구성 화합물 군으로부터 선택된 1종 또는 2종 이상을 상기 상층측의 표면에 부착시킨 표면 처리 도금재.
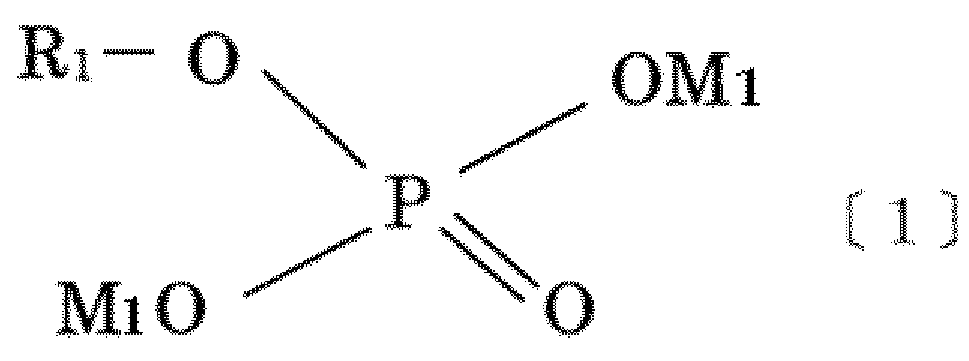
(식 〔1〕, 〔2〕에 있어서, R1, R2는 알킬, 치환 알킬을 나타내고, M1은 수소, 알칼리 금속을 나타냄)

(식 〔3〕에 있어서, R3은 알칼리 금속 또는 수소를 나타냄)

(식 〔4〕에 있어서, R4, R5는 알킬, 치환 알킬을 나타내고, M2는 알칼리 금속, 알칼리 토금속을 나타내고, n은 정수를 나타냄)
(식 〔5〕에 있어서, R6은 수소, 알킬, 치환 알킬을 나타내고, R7은 알칼리 금속, 수소, 알킬, 치환 알킬을 나타냄)

(식 〔6〕에 있어서, n, m은 정수를 나타냄)
(식 〔7〕에 있어서, R8은 알킬, 치환 알킬을 나타냄)

(식 〔8〕에 있어서, R9, R10은 알킬, 치환 알킬을 나타냄) - 제1항에 있어서, 상기 도금재 표면에 존재하는 상기 D 구성 화합물의 부착량이, 합계로 0.005 내지 10.0μg/㎟인 표면 처리 도금재.
- 제1항 또는 제2항에 있어서, 상기 도금재가, 상기 기재 상에 형성된, Ni, Cr, Mn, Fe, Co 및 Cu로 이루어지는 군인 A 구성 원소 군으로부터 선택된 1종 또는 2종 이상으로 구성된 하층과,
상기 하층 상에 형성된, 상기 A 구성 원소 군으로부터 선택된 1종 또는 2종 이상과, Sn 및 In으로 이루어지는 군인 B 구성 원소 군으로부터 선택된 1종 또는 2종으로 구성된 중층과,
상기 중층 상에 형성된, 상기 B 구성 원소 군으로부터 선택된 1종 또는 2종과, Ag, Au, Pt, Pd, Ru, Rh, Os 및 Ir로 이루어지는 군인 C 구성 원소 군으로부터 선택된 1종 또는 2종류 이상의 합금으로 구성된 상층
을 구비하는 표면 처리 도금재. - 제3항에 있어서, 상기 하층의 두께가 0.05㎛ 이상 5.00㎛ 미만이고,
상기 중층의 두께가 0.01 ㎛ 이상 0.40㎛ 미만이고,
상기 상층의 두께가 0.02㎛ 이상 1.00㎛ 미만인 표면 처리 도금재. - 제3항 도는 제4항에 있어서, 상기 상층이, 상기 B 구성 원소 군의 금속을 10 내지 50at% 함유하는 표면 처리 도금재.
- 제3항 내지 제5항 중 어느 한 항에 있어서, 상기 상층에, Sn을 11.8 내지 22.9at% 포함하는 SnAg 합금인 ζ(제타)상이 존재하는 표면 처리 도금재.
- 제3항 내지 제5항 중 어느 한 항에 있어서, 상기 상층에, Ag3Sn인 ε(입실론)상이 존재하는 표면 처리 도금재.
- 제3항 내지 제5항 중 어느 한 항에 있어서, 상기 상층에, Sn을 11.8 내지 22.9at% 포함하는 SnAg 합금인 ζ(제타)상과, Ag3Sn인 ε(입실론)상이 존재하는 표면 처리 도금재.
- 제3항 내지 제5항 중 어느 한 항에 있어서, 상기 상층에, Ag3Sn인 ε(입실론)상만이 존재하는 표면 처리 도금재.
- 제3항 내지 제5항 중 어느 한 항에 있어서, 상기 상층에, Ag3Sn인 ε(입실론)상과, Sn 단상인 βSn이 존재하는 표면 처리 도금재.
- 제3항 내지 제5항 중 어느 한 항에 있어서, 상기 상층에, Sn을 11.8 내지 22.9at% 포함하는 SnAg 합금인 ζ(제타)상과, Ag3Sn인 ε(입실론)상과, Sn 단상인 βSn이 존재하는 표면 처리 도금재.
- 제3항 내지 제11항 중 어느 한 항에 있어서, 상기 중층이, 상기 B 구성 원소 군의 금속을 35at% 이상 함유하는 표면 처리 도금재.
- 제3항 내지 제11항 중 어느 한 항에 있어서, 상기 중층에, Ni3Sn4가 존재하는 표면 처리 도금재.
- 제3항 내지 제11항 중 어느 한 항에 있어서, 상기 중층에, Ni3Sn4와, Sn 단상인 βSn이 존재하는 표면 처리 도금재.
- 제3항 내지 제14항 중 어느 한 항에 있어서, 상기 상층과 상기 중층의 두께의 비가, 상층:중층=9:1 내지 3:7인 표면 처리 도금재.
- 제3항 내지 제15항 중 어느 한 항에 있어서, 초미소 경도계에 의해, 상기 상층의 표면에 하중 3mN으로 타흔을 찍어서 측정하여 얻어진 경도인, 상기 상층의 표면 압입 경도가 1000MPa 이상 10000MPa 이하인 표면 처리 도금재.
- 제3항 내지 제16항 중 어느 한 항에 있어서, 상기 상층의 표면의 산술 평균 높이(Ra)가 0.3㎛ 이하인 표면 처리 도금재.
- 제3항 내지 제17항 중 어느 한 항에 있어서, 상기 상층의 표면의 최대 높이(Rz)가 3㎛ 이하인 표면 처리 도금재.
- 제3항 내지 제18항 중 어느 한 항에 있어서, 상기 A 구성 원소 군의 금속이 Ni, Cr, Mn, Fe, Co, Cu의 합계로 50mass% 이상이고, 또한 B, P, Sn 및 Zn으로부터 이루어지는 군으로부터 선택된 1종 또는 2종 이상을 포함하는 표면 처리 도금재.
- 제3항 내지 제19항 중 어느 한 항에 있어서, 상기 B 구성 원소 군의 금속이 Sn과 In의 합계로 50mass% 이상이고, 잔 합금 성분이 Ag, Au, Bi, Cd, Co, Cr, Cu, Fe, Mn, Mo, Ni, Pb, Sb, W 및 Zn으로 이루어지는 군으로부터 선택된 1종 또는 2종 이상이 금속으로 이루어지는 표면 처리 도금재.
- 제3항 내지 제20항 중 어느 한 항에 있어서, 상기 C 구성 원소 군의 금속이 Ag와 Au와 Pt와 Pd와 Ru와 Rh와 Os와 Ir의 합계로 50mass% 이상이고, 잔 합금 성분이 Bi, Cd, Co, Cu, Fe, In, Mn, Mo, Ni, Pb, Sb, Se, Sn, W, Tl 및 Zn으로 이루어지는 군으로부터 선택된 1종 또는 2종 이상의 금속으로 이루어지는 표면 처리 도금재.
- 제3항 내지 제21항 중 어느 한 항에 있어서, 상기 중층이 Ni3Sn과 Ni3Sn2로 구성되어 있는 표면 처리 도금재.
- 제3항 내지 제21항 중 어느 한 항에 있어서, 상기 중층이 Ni3Sn2로 구성되어 있는 표면 처리 도금재.
- 제3항 내지 제21항 중 어느 한 항에 있어서, 상기 중층이 Ni3Sn4로 구성되어 있는 표면 처리 도금재.
- 제3항 내지 제24항 중 어느 한 항에 있어서, 상기 하층과 중층 사이에, 추가로 A 구성 원소 군의 금속과 C 구성 원소 군의 금속의 합금으로 구성된 층을 구비하는 표면 처리 도금재.
- 제1항 내지 제25항 중 어느 한 항에 기재된 표면 처리 도금재를 접점 부분에 구비한 커넥터 단자.
- 제26항에 기재된 커넥터 단자를 구비한 커넥터.
- 제1항 내지 제25항 중 어느 한 항에 기재된 표면 처리 도금재를 접점 부분에 구비한 FFC 단자.
- 제28항에 기재된 FFC 단자를 구비한 FFC.
- 제28항에 기재된 FFC 단자를 구비한 FPC.
- 제1항 내지 제25항 중 어느 한 항에 기재된 표면 처리 도금재를 외부 접속용 전극에 구비한 전자 부품.
- 하우징에 설치하는 장착부의 일방측에 암형 단자 접속부가, 타방측에 기판 접속부가 각각 마련되고, 상기 기판 접속부를 기판에 형성된 관통 구멍에 압입하여 상기 기판에 설치하는 압입형 단자를 구비한 전자 부품이고,
상기 압입형 단자가, 제1항 내지 제25항 중 어느 한 항에 기재된 표면 처리 도금재인 전자 부품.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2017/003243 WO2018138928A1 (ja) | 2017-01-30 | 2017-01-30 | 表面処理めっき材、コネクタ端子、コネクタ、ffc端子、ffc、fpc及び電子部品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20190101466A true KR20190101466A (ko) | 2019-08-30 |
Family
ID=61020645
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197023337A Ceased KR20190101466A (ko) | 2017-01-30 | 2017-01-30 | 표면 처리 도금재, 커넥터 단자, 커넥터, ffc 단자, ffc, fpc 및 전자 부품 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10868383B2 (ko) |
| EP (1) | EP3575446B1 (ko) |
| JP (1) | JP6267404B1 (ko) |
| KR (1) | KR20190101466A (ko) |
| CN (1) | CN110199054B (ko) |
| TW (1) | TWI649451B (ko) |
| WO (1) | WO2018138928A1 (ko) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6653340B2 (ja) * | 2018-02-01 | 2020-02-26 | Jx金属株式会社 | バーンインテストソケット用表面処理金属材料、それを用いたバーンインテストソケット用コネクタ及びバーンインテストソケット |
| JP6957568B2 (ja) * | 2019-08-09 | 2021-11-02 | 株式会社オートネットワーク技術研究所 | 端子付き電線 |
| JP6936836B2 (ja) | 2019-08-09 | 2021-09-22 | 株式会社オートネットワーク技術研究所 | 端子付き電線 |
| JP7040544B2 (ja) * | 2020-02-20 | 2022-03-23 | 三菱マテリアル株式会社 | コネクタ用端子材 |
| WO2021188674A1 (en) * | 2020-03-18 | 2021-09-23 | Xtalic Corporation | Nanostructured palladium-based alloys and related methods |
| JP7676806B2 (ja) | 2021-02-24 | 2025-05-15 | 株式会社オートネットワーク技術研究所 | 金属材、接続端子、および金属材の製造方法 |
| TWI838060B (zh) * | 2022-12-30 | 2024-04-01 | 南亞塑膠工業股份有限公司 | 剝離膜及其製造方法 |
| JP7849905B1 (ja) | 2024-10-30 | 2026-04-22 | 有限会社鷲津メッキ工業所 | メッキ材 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004360004A (ja) | 2003-06-04 | 2004-12-24 | Jfe Steel Kk | 半田付け性に優れる錫めっき鋼板 |
| JP2007197791A (ja) | 2006-01-27 | 2007-08-09 | Daiwa Fine Chemicals Co Ltd (Laboratory) | めっき後処理剤組成物 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04314896A (ja) * | 1991-04-15 | 1992-11-06 | Nikko Kyodo Co Ltd | 表面処理液及び方法 |
| JPH04314897A (ja) * | 1991-04-15 | 1992-11-06 | Nikko Kyodo Co Ltd | 表面処理液及び方法 |
| JP3350026B2 (ja) * | 2000-08-01 | 2002-11-25 | エフシーエム株式会社 | 電子部品用材料、電子部品用材料の接続方法、ボールグリッドアレイ型電子部品およびボールグリッドアレイ型電子部品の接続方法 |
| JP2005240093A (ja) * | 2004-02-26 | 2005-09-08 | Nippon Macdermid Kk | 錫系合金めっき皮膜のリフロー後の変色防止剤 |
| CN102702073B (zh) * | 2007-05-11 | 2015-06-10 | 巴斯夫欧洲公司 | 肟酯光引发剂 |
| WO2009123144A1 (ja) * | 2008-03-31 | 2009-10-08 | 日鉱金属株式会社 | 耐摩耗性、挿入性及び耐熱性に優れた銅合金すずめっき条 |
| JP5914907B2 (ja) * | 2008-08-11 | 2016-05-11 | 株式会社オートネットワーク技術研究所 | 防錆剤および表面処理金属材 |
| WO2010074067A1 (ja) * | 2008-12-24 | 2010-07-01 | 日鉱金属株式会社 | 無電解錫又は錫合金めっき液及び該めっき液を用いて錫又は錫合金被膜を形成した電子部品 |
| JP5473135B2 (ja) * | 2010-03-26 | 2014-04-16 | Jx日鉱日石金属株式会社 | 金属の表面処理剤 |
| JP5284526B1 (ja) * | 2011-10-04 | 2013-09-11 | Jx日鉱日石金属株式会社 | 電子部品用金属材料及びその製造方法 |
| JP5138827B1 (ja) * | 2012-03-23 | 2013-02-06 | Jx日鉱日石金属株式会社 | 電子部品用金属材料、それを用いたコネクタ端子、コネクタ及び電子部品 |
| JP5427945B2 (ja) * | 2012-06-27 | 2014-02-26 | Jx日鉱日石金属株式会社 | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 |
| EP2878704B1 (en) * | 2012-07-25 | 2017-08-09 | JX Nippon Mining & Metals Corporation | Metal material for electronic components, method for producing same, connector terminal using same, connector and electronic component |
| JP5667152B2 (ja) * | 2012-09-19 | 2015-02-12 | Jx日鉱日石金属株式会社 | 表面処理めっき材およびその製造方法、並びに電子部品 |
| TWI488733B (zh) * | 2012-10-04 | 2015-06-21 | Jx日鑛日石金屬股份有限公司 | Metal material for electronic parts and manufacturing method thereof |
| JP5646105B1 (ja) * | 2013-06-27 | 2014-12-24 | 日新製鋼株式会社 | Snめっきステンレス鋼板 |
| JP2015045045A (ja) * | 2013-08-27 | 2015-03-12 | Jx日鉱日石金属株式会社 | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 |
| JP5894133B2 (ja) * | 2013-10-17 | 2016-03-23 | 株式会社オートネットワーク技術研究所 | 電気接続構造、及び電気接続構造の製造方法 |
| JP5843406B2 (ja) * | 2014-02-19 | 2016-01-13 | 株式会社オートネットワーク技術研究所 | 金属表面コーティング用組成物およびこれを用いた端子付き被覆電線 |
| JP6332043B2 (ja) * | 2015-01-09 | 2018-05-30 | 株式会社オートネットワーク技術研究所 | コネクタ用端子対 |
| JP2017033776A (ja) * | 2015-08-03 | 2017-02-09 | 矢崎総業株式会社 | 圧着端子及びその製造方法並びに電線、ワイヤハーネス |
| JP6755096B2 (ja) * | 2016-01-22 | 2020-09-16 | 日立オートモティブシステムズ株式会社 | 車載用電子モジュール、カードエッジコネクタ、およびコネクタ |
-
2017
- 2017-01-30 CN CN201780084240.6A patent/CN110199054B/zh not_active Expired - Fee Related
- 2017-01-30 KR KR1020197023337A patent/KR20190101466A/ko not_active Ceased
- 2017-01-30 US US15/764,474 patent/US10868383B2/en not_active Expired - Fee Related
- 2017-01-30 JP JP2017530781A patent/JP6267404B1/ja not_active Expired - Fee Related
- 2017-01-30 EP EP17851920.3A patent/EP3575446B1/en active Active
- 2017-01-30 WO PCT/JP2017/003243 patent/WO2018138928A1/ja not_active Ceased
- 2017-12-21 TW TW106145062A patent/TWI649451B/zh not_active IP Right Cessation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004360004A (ja) | 2003-06-04 | 2004-12-24 | Jfe Steel Kk | 半田付け性に優れる錫めっき鋼板 |
| JP2007197791A (ja) | 2006-01-27 | 2007-08-09 | Daiwa Fine Chemicals Co Ltd (Laboratory) | めっき後処理剤組成物 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3575446C0 (en) | 2023-06-07 |
| WO2018138928A1 (ja) | 2018-08-02 |
| CN110199054B (zh) | 2022-02-25 |
| EP3575446B1 (en) | 2023-06-07 |
| JPWO2018138928A1 (ja) | 2019-01-31 |
| CN110199054A (zh) | 2019-09-03 |
| EP3575446A4 (en) | 2020-11-04 |
| US20200243995A1 (en) | 2020-07-30 |
| US10868383B2 (en) | 2020-12-15 |
| JP6267404B1 (ja) | 2018-01-24 |
| TW201829843A (zh) | 2018-08-16 |
| EP3575446A1 (en) | 2019-12-04 |
| TWI649451B (zh) | 2019-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101639994B1 (ko) | 표면 처리 도금재 및 그 제조 방법, 그리고 전자 부품 | |
| JP6050664B2 (ja) | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 | |
| JP5427945B2 (ja) | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 | |
| KR20190101466A (ko) | 표면 처리 도금재, 커넥터 단자, 커넥터, ffc 단자, ffc, fpc 및 전자 부품 | |
| KR101705562B1 (ko) | 전자 부품용 금속 재료 및 그 제조 방법, 그것을 사용한 커넥터 단자, 커넥터 및 전자 부품 | |
| CN104379811B (zh) | 电子部件用金属材料及其制造方法、使用了其的连接器端子、连接器和电子部件 | |
| JP2013079439A (ja) | 電子部品用金属材料及びその製造方法 | |
| KR20170071614A (ko) | 전자 부품용 금속 재료 및 그 제조 방법 | |
| JP2018123422A (ja) | 表面処理めっき材、コネクタ端子、コネクタ、ffc端子、ffc、fpc及び電子部品 | |
| KR20160139054A (ko) | 전자 부품용 금속 재료 및 그 제조 방법 | |
| JP5275504B1 (ja) | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 | |
| JP5980746B2 (ja) | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 | |
| JP2014139345A (ja) | 表面処理めっき材およびその製造方法、並びに電子部品 | |
| JP6012564B2 (ja) | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 | |
| JP2015046268A (ja) | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 | |
| JP2015045044A (ja) | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 | |
| JP2015045053A (ja) | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 | |
| JP2015045043A (ja) | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 | |
| JP2015045051A (ja) | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 | |
| JP2015045046A (ja) | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 | |
| JP2015046266A (ja) | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
Patent event date: 20190808 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20201029 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20210105 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20201029 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |