KR20190107014A - 무연 패턴팅 방법 및 장치 - Google Patents
무연 패턴팅 방법 및 장치 Download PDFInfo
- Publication number
- KR20190107014A KR20190107014A KR1020197019847A KR20197019847A KR20190107014A KR 20190107014 A KR20190107014 A KR 20190107014A KR 1020197019847 A KR1020197019847 A KR 1020197019847A KR 20197019847 A KR20197019847 A KR 20197019847A KR 20190107014 A KR20190107014 A KR 20190107014A
- Authority
- KR
- South Korea
- Prior art keywords
- bath
- wires
- refrigerant
- cooling
- liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/63—Quenching devices for bath quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/573—Continuous furnaces for strip or wire with cooling
- C21D9/5732—Continuous furnaces for strip or wire with cooling of wires; of rods
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/63—Quenching devices for bath quenching
- C21D1/64—Quenching devices for bath quenching with circulating liquids
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/009—Pearlite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/573—Continuous furnaces for strip or wire with cooling
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
- Transition And Organic Metals Composition Catalysts For Addition Polymerization (AREA)
- Preparation Of Compounds By Using Micro-Organisms (AREA)
Abstract
Description
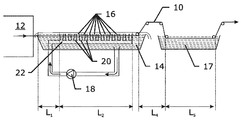
도 2는 본 발명에 따른 냉각 공정의 실시의 개략도이다.
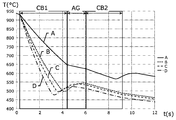
도 3은 상이한 루틴에 따른 가열된 강선의 냉각 곡선을 도시한다.
도 4는 냉각 속도에 대한 유량의 영향을 도시한다.
도 5는 본 발명의 예에 따른 상이한 유량에서 강제 냉각을 겪는 강선의 냉각 곡선을 도시한다.
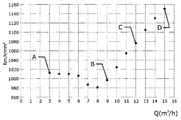
도 6은 본 발명의 예에 따른 상이한 유량에서 강제 냉각을 겪는 강선의 인장 강도를 도시한다.
도 7은 본 발명의 다른 예에 따른 상이한 유량에서 강제 냉각을 겪는 강선의 냉각 곡선을 도시한다.
도 8은 본 발명의 다른 예에 따른 상이한 유량에서 강제 냉각을 겪는 강선의 인장 강도를 도시한다.
Claims (15)
- 하나 또는 복수개의 미리 가열된 실질적으로 직선의 강선/강선들을 미리결정된 온도 범위로 제어 냉각하는 방법이며, 미리 가열된 실질적으로 직선의 강선은 2.8 ㎜ 초과의 직경을 가지며, 상기 방법은
a) 미리 가열된 실질적으로 직선의 강선/강선들을 개별 경로/경로들을 따라서 하나 또는 복수개의 제1 냉매 배스/배스들을 통해서 안내하는 단계로서, 상기 제1 냉매 배스/배스들은 배스 액체를 포함하고, 상기 배스 액체는 물과 안정화 첨가제를 포함하며, 상기 배스 액체와 복수개의 미리 가열된 실질적으로 직선의 강선은 각각의 개별 경로를 따라서 각각의 강선 자체 주위에 스팀 필름을 생성하는 단계;
b) 상기 제1 냉매 배스/배스들 내부에 침지된 충돌 액체를 개별 경로/경로들을 따라서 특정 길이(L)에 걸쳐서 미리 가열된 실질적으로 직선의 강선/강선들 쪽으로 인도하여, 미리 가열된 실질적으로 직선의 강선/강선들을 냉각시키는 단계로서, 충돌 액체는 스팀 필름의 두께를 감소시키거나 스팀 필름을 불안정화시키며, 따라서 개별 경로/경로들을 따라서 길이(L)에 걸쳐서 냉각 속도를 증가시키는 단계,
c) 미리 가열된 실질적으로 직선의 강선/강선들을 개별 경로/경로들을 따라서 제1 냉매 배스/배스들 밖으로 안내하여 공기 중에서 추가로 냉각시키는 단계,
d) 공기 중에서의 추가 냉각 이후, 미리 가열된 실질적으로 직선의 강선/강선들을 개별 경로/경로들을 따라서 하나 또는 복수개의 제2 냉매 배스/배스들을 통해서 안내하는 단계를 포함하고,
상기 실질적으로 직선의 강선/강선들은 오스테나이트에서 펄라이트로의 냉각 변태를 겪는, 방법. - 제1항에 있어서, 상기 충돌 액체는 각각의 개별 경로를 따라서, 미리 가열된 실질적으로 직선의 강선 자체 아래에 침지되거나; 상기 충돌 액체는 그 개별 경로를 따라서 복수개의 미리 가열된 실질적으로 직선의 강선 중 일부의 아래에 부분적으로 침지되는, 방법.
- 제1항 또는 제2항에 있어서, 상기 제1 냉매 배스 및/또는 상기 제2 냉매 배스/배스들의 길이는 조절 가능한, 방법.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 제1 냉매 배스에는 제1 냉매 배스 내의 강선을 강선 주위의 스팀 필름이 충돌 액체에 의해 이를 따라서 영향받는 강선의 전체 길이를 따라서 분리시키는 분할 벽이 제공되며, 따라서 제1 강선에 대한 충돌 액체는 제2 강선 주위의 스팀 필름에 영향을 미치지 않는, 방법.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 충돌 액체의 강도는 각각의 개별 강선에 대해 또는 복수개의 강선의 서브세트에 대해 개별적으로 설정 및/또는 제어되는, 방법.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 제1 냉매 배스(들)는 고정된 길이를 갖는, 방법.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 상기 충돌 액체는 제1 냉매 배스의 배스 액체와 동일한 화학적 조성을 갖는, 방법.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 충돌 액체는 유량 제어 시스템에 의해 연속적으로 재순환 및 제어되는, 방법.
- 제8항에 있어서, 하나 또는 복수개의 강선의 자기 응답을 측정하기 위해, 그리고 피드백을 제공하여 제1 냉매 배스 내의 충돌 액체를 폐쇄 루프 제어에서 적응시키기 위해 하나 또는 복수개의 센서가 제공되는, 방법.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 각각의 미리 가열된 실질적으로 직선의 강선(들)의 직경은 2.8 ㎜ 내지 20 ㎜의 범위에 있는, 방법.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 오스테나이트로부터 펄라이트로의 냉각 변태는 미리 가열된 실질적으로 직선의 강선이 제1 냉매 배스와 제2 냉매 배스 사이의 공기 중에서 냉각될 때 실질적으로 시작되는, 방법.
- 제1항 내지 제11항 중 어느 한 항에 있어서, 상기 강선의 각각은 오스테나이트화 온도 이상으로 미리 가열되고 400℃ 내지 650℃의 미리결정된 온도로 냉각되는, 방법.
- 하나 또는 복수개의 미리 가열된 강선을 미리결정된 온도 범위로 제어 냉각하기 위한 장치이며,
a) 제1 냉매 배스(들)로서, 물과 바람직하게 안정화 폴리머를 포함하는 배스 액체를 수용하기 위해 제공되는, 제1 냉매 배스(들);
b) 상기 제1 냉매 배스(들) 내부에 침지되고, 충돌 액체를 개별 경로를 따라서 각각의 강선을 향해 분사하도록 구성되는, 하나 또는 복수개의 충돌 액체 발생기(들);
c) 제2 냉배 배스(들)로서, 물과 바람직하게 안정화 첨가제를 포함하는 배스 액체를 수용하기 위해 제공되며, 그 사이의 에어 갭에 의해 제1 냉매 배스(들)로부터 분리되는, 제2 냉배 배스(들);
d) 하나 또는 복수개의 미리 가열된 강선을 개별 경로를 따라서 연속적으로 이어서 제1 냉매 배스(들), 에어 갭 및 제2 냉매 배스(들)를 통해서 안내하는, 안내 수단
을 포함하는, 장치. - 제13항에 있어서, 상기 제1 냉매 배스, 충돌 액체 발생기 및 에어 갭은 각각의 개별 경로를 따라서 고정된 길이를 갖는, 장치.
- 제13항 또는 제14항에 있어서, 상기 제1 냉매 배스 및/또는 상기 제2 냉매 배스의 길이는 조절 가능한, 장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17151117 | 2017-01-12 | ||
| EP17151117.3 | 2017-01-12 | ||
| PCT/EP2018/050388 WO2018130498A1 (en) | 2017-01-12 | 2018-01-09 | Lead-free patenting process and equipment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20190107014A true KR20190107014A (ko) | 2019-09-18 |
| KR102492108B1 KR102492108B1 (ko) | 2023-01-27 |
Family
ID=57868033
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197019847A Active KR102492108B1 (ko) | 2017-01-12 | 2018-01-09 | 무연 패턴팅 방법 및 장치 |
| KR1020197019854A Withdrawn KR20190107015A (ko) | 2017-01-12 | 2018-01-09 | 강선의 제어된 패턴팅을 위한 방법 및 장치 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197019854A Withdrawn KR20190107015A (ko) | 2017-01-12 | 2018-01-09 | 강선의 제어된 패턴팅을 위한 방법 및 장치 |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US11299795B2 (ko) |
| EP (2) | EP3568500B1 (ko) |
| JP (2) | JP7029458B2 (ko) |
| KR (2) | KR102492108B1 (ko) |
| CN (2) | CN110177890B (ko) |
| ES (1) | ES2954319T3 (ko) |
| MY (1) | MY199748A (ko) |
| PL (1) | PL3568500T3 (ko) |
| PT (1) | PT3568500T (ko) |
| WO (2) | WO2018130498A1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102492108B1 (ko) * | 2017-01-12 | 2023-01-27 | 엔브이 베카에르트 에스에이 | 무연 패턴팅 방법 및 장치 |
| BE1027482B1 (fr) | 2019-08-07 | 2021-03-08 | Fib Belgium | Réservoir pour bain de liquide d'échange thermique et installation comprenant un tel réservoir |
| WO2024251972A1 (en) | 2023-06-09 | 2024-12-12 | Nv Bekaert Sa | Isothermal patenting of steel wires |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6228188B1 (en) * | 1991-07-22 | 2001-05-08 | N.V. Bekaert S.A. | Heat treatment of a steel wire |
| US20150361536A1 (en) * | 2013-02-01 | 2015-12-17 | Nv Bekaert Sa | Forced water cooling of thick steel wires |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1276738A (en) | 1969-08-21 | 1972-06-07 | Sumitomo Electric Industries | Method for heat-treating of hot rolled rod |
| JPS5938284B2 (ja) * | 1977-10-28 | 1984-09-14 | 川崎製鉄株式会社 | 高炭素鋼条材の連続熱処理方法ならびに装置 |
| GB8523882D0 (en) * | 1985-09-27 | 1985-10-30 | Bekaert Sa Nv | Treatment of steel wires |
| BE1014869A3 (fr) * | 2002-06-06 | 2004-05-04 | Four Industriel Belge | Dispositif de refroidissement et/ou de rincage de fils et/ou |
| BE1014868A3 (fr) * | 2002-06-06 | 2004-05-04 | Four Industriel Belge | Procede et dispositif de patentage de fils d'acier |
| JP2007056300A (ja) | 2005-08-23 | 2007-03-08 | Sumitomo Electric Ind Ltd | 熱間圧延線材の直接熱処理方法および装置 |
| CN100387731C (zh) * | 2006-03-03 | 2008-05-14 | 上海诸光机械有限公司 | 一种钢筋束流水淬火方法及装置 |
| US8506878B2 (en) * | 2006-07-14 | 2013-08-13 | Thermcraft, Incorporated | Rod or wire manufacturing system, related methods, and related products |
| CN101967548A (zh) * | 2010-11-19 | 2011-02-09 | 江苏巨力钢绳有限公司 | 一种钢丝的水浴热处理方法 |
| KR102492108B1 (ko) * | 2017-01-12 | 2023-01-27 | 엔브이 베카에르트 에스에이 | 무연 패턴팅 방법 및 장치 |
-
2018
- 2018-01-09 KR KR1020197019847A patent/KR102492108B1/ko active Active
- 2018-01-09 KR KR1020197019854A patent/KR20190107015A/ko not_active Withdrawn
- 2018-01-09 EP EP18701671.2A patent/EP3568500B1/en active Active
- 2018-01-09 PL PL18701671.2T patent/PL3568500T3/pl unknown
- 2018-01-09 CN CN201880006647.1A patent/CN110177890B/zh active Active
- 2018-01-09 JP JP2019536530A patent/JP7029458B2/ja active Active
- 2018-01-09 JP JP2019536529A patent/JP2020514539A/ja active Pending
- 2018-01-09 CN CN201880006289.4A patent/CN110191969A/zh active Pending
- 2018-01-09 EP EP18701258.8A patent/EP3568499A1/en not_active Withdrawn
- 2018-01-09 ES ES18701671T patent/ES2954319T3/es active Active
- 2018-01-09 US US16/473,875 patent/US11299795B2/en active Active
- 2018-01-09 WO PCT/EP2018/050388 patent/WO2018130498A1/en not_active Ceased
- 2018-01-09 PT PT187016712T patent/PT3568500T/pt unknown
- 2018-01-09 US US16/473,887 patent/US20190338390A1/en not_active Abandoned
- 2018-01-09 WO PCT/EP2018/050389 patent/WO2018130499A1/en not_active Ceased
- 2018-01-09 MY MYPI2019003233A patent/MY199748A/en unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6228188B1 (en) * | 1991-07-22 | 2001-05-08 | N.V. Bekaert S.A. | Heat treatment of a steel wire |
| US20150361536A1 (en) * | 2013-02-01 | 2015-12-17 | Nv Bekaert Sa | Forced water cooling of thick steel wires |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3568499A1 (en) | 2019-11-20 |
| PL3568500T3 (pl) | 2023-10-16 |
| PT3568500T (pt) | 2023-08-03 |
| US11299795B2 (en) | 2022-04-12 |
| EP3568500A1 (en) | 2019-11-20 |
| JP7029458B2 (ja) | 2022-03-03 |
| EP3568500B1 (en) | 2023-06-07 |
| CN110191969A (zh) | 2019-08-30 |
| US20190338390A1 (en) | 2019-11-07 |
| JP2020514539A (ja) | 2020-05-21 |
| KR20190107015A (ko) | 2019-09-18 |
| KR102492108B1 (ko) | 2023-01-27 |
| CN110177890A (zh) | 2019-08-27 |
| MY199748A (en) | 2023-11-21 |
| ES2954319T3 (es) | 2023-11-21 |
| WO2018130498A1 (en) | 2018-07-19 |
| WO2018130499A1 (en) | 2018-07-19 |
| CN110177890B (zh) | 2021-06-18 |
| JP2020514540A (ja) | 2020-05-21 |
| US20190345578A1 (en) | 2019-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102492108B1 (ko) | 무연 패턴팅 방법 및 장치 | |
| WO2019087805A1 (ja) | 厚鋼板の製造設備及び製造方法 | |
| EP0216434B1 (en) | Method and apparatus for the treatment of steel wires | |
| JP6870701B2 (ja) | 鋼板の冷却方法、鋼板の冷却装置および鋼板の製造方法 | |
| US10400319B2 (en) | Forced water cooling of thick steel wires | |
| TW202108264A (zh) | 連續鑄造鑄片之二次冷卻方法及裝置 | |
| JP5065282B2 (ja) | 炭素鋼、特に帯鋼にベイナイト組織を連続的に形成するための方法および装置 | |
| US4704166A (en) | Process for the production of medium carbon steel wire rod | |
| FI3555324T3 (en) | Method and section for quick cooling of a continuous line for treating metal belts | |
| JP2009515045A6 (ja) | 炭素鋼、特に帯鋼にベイナイト組織を連続的に形成するための方法および装置 | |
| JP4106412B1 (ja) | 棒鋼の制御冷却方法 | |
| RU2116360C1 (ru) | Способ термической обработки протяжных изделий и установка для его реализации | |
| JPS6324048B2 (ko) | ||
| JPWO2023026774A5 (ko) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |