KR20190109441A - 코크스 오븐의 충전방법 - Google Patents
코크스 오븐의 충전방법 Download PDFInfo
- Publication number
- KR20190109441A KR20190109441A KR1020197023481A KR20197023481A KR20190109441A KR 20190109441 A KR20190109441 A KR 20190109441A KR 1020197023481 A KR1020197023481 A KR 1020197023481A KR 20197023481 A KR20197023481 A KR 20197023481A KR 20190109441 A KR20190109441 A KR 20190109441A
- Authority
- KR
- South Korea
- Prior art keywords
- blasting
- coal
- pile
- pipe
- coke oven
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D88/00—Large containers
- B65D88/54—Large containers characterised by means facilitating filling or emptying
- B65D88/64—Large containers characterised by means facilitating filling or emptying preventing bridge formation
- B65D88/70—Large containers characterised by means facilitating filling or emptying preventing bridge formation using fluid jets
- B65D88/703—Air blowing devices, i.e. devices for the sudden introduction of compressed air into the container
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10B—DESTRUCTIVE DISTILLATION OF CARBONACEOUS MATERIALS FOR PRODUCTION OF GAS, COKE, TAR, OR SIMILAR MATERIALS
- C10B31/00—Charging devices
- C10B31/02—Charging devices for charging vertically
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10B—DESTRUCTIVE DISTILLATION OF CARBONACEOUS MATERIALS FOR PRODUCTION OF GAS, COKE, TAR, OR SIMILAR MATERIALS
- C10B37/00—Mechanical treatments of coal charges in the oven
- C10B37/02—Levelling charges, e.g. with bars
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10B—DESTRUCTIVE DISTILLATION OF CARBONACEOUS MATERIALS FOR PRODUCTION OF GAS, COKE, TAR, OR SIMILAR MATERIALS
- C10B45/00—Other details
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10B—DESTRUCTIVE DISTILLATION OF CARBONACEOUS MATERIALS FOR PRODUCTION OF GAS, COKE, TAR, OR SIMILAR MATERIALS
- C10B45/00—Other details
- C10B45/005—Devices for recovering spilled coke, e.g. recovering the coke falling out the oven when opening doors or withdrawing the leveler bar
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Coke Industry (AREA)
Abstract
Description
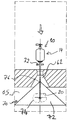
도 2는 도 1의 블라스팅 파이프의 블라스팅 단부의 상세도이다;
도 3 및 도 4는 다른 노즐 구조를 나타내는 도면이다;
도 5 내지 도 8은 코크스 오븐 챔버 내의 석탄더미를 평탄화시키는 본 발명의 레벨링 장치를 사용하는 것을 나타내는 스케치이다.
Claims (19)
- 코크스 오븐을 석탄으로 충전하는 방법으로서,
a) 석탄(70) 더미가 코크스 오븐 챔버(65) 내에 형성되도록 코크스 오븐 챔버에 석탄을 충전하는 단계; 및
b) 석탄 더미를 평탄화하는 단계;를 포함하고,
상기 석탄 더미를 평탄화하는 b)단계는,
- 블라스팅 파이프(16)의 블라스팅 단부(20)를 상기 석탄 더미에 집어넣는 단계로서, 상기 블라스팅 파이프는 가스 블라스트를 분출하도록 구성된 가압 가스 저장 용기(14)와 연통되어 있는, 단계;
- 블라스팅 충격력을 통해 상기 석탄 더미를 붕괴시켜 평탄화시키도록 상기 석탄 더미 내에서 상기 블라스팅 단부를 통해 하나 이상의 가스 블라스트를 분출하는 단계; 및
- 상기 챔버에서 상기 블라스팅 파이프를 제거하는 단계;를 포함하는 것을 특징으로 하는 방법. - 제1항에 있어서,
상기 블라스팅 파이프(16)는 상기 석탄의 원뿔형 더미(25; 72)의 상부면을 통해 상기 석탄 더미에 밀어넣어지는 것을 특징으로 하는 방법. - 제2항에 있어서,
상기 블라스팅 파이프의 블라스팅 단부는 상기 원뿔형 더미(25; 72)의 선단 하부의 영역에, 바람직하게는 중앙에 위치하는 것을 특징으로 하는 방법. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 석탄은 상기 챔버의 지붕을 통해 충전홀(62)을 경유하여 헐겁게 충전되고, 상기 블라스팅 파이프는 상기 충전홀을 통과하여 수직으로 또는 비스듬하게 이동하여 상기 석탄 더미에 밀어넣어지는 것을 특징으로 하는 방법. - 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 코크스 오븐 챔버에 석탄을 충전하는 a)단계에서, 석탄의 원뿔형 더미가 복수개로 형성되고, 상기 석탄 더미를 평탄화하는 b)단계가 복수개의 원뿔형 더미 각각에 대하여 수행되는 것을 특징으로 하는 방법. - 제1항 내지 제5항 중 어느 한 항에 있어서,
상기 블라스팅 파이프의 블라스팅 단부는 상기 원뿔형 더미(25, 72)의 선단 아래의 0.5 내지 1.5m의 깊이에, 바람직하게는 약 1m의 깊이에 삽입되는 것을 특징으로 하는 방법. - 제1항 내지 제6항 중 어느 한 항에 있어서,
상기 블라스트는 5 내지 15 바아의 압력으로, 바람직하게는 5 내지 10 바아의 압력으로 배출되는 것을 특징으로 하는 방법. - 코크스 오븐으로서,
- 지붕을 갖는 하나 이상의 코크스 오븐 챔버(65); 및
- 석탄 더미를 평탄화하는 장치(10)를 포함하고,
상기 장치는,
- 가압된 가스를 갖고, 가스 블라스트를 배출하도록 구성된 저장용기(14);
- 연결포트(19)와 블라스팅 단부(20)를 갖고, 상기 연결포트는 상기 블라스팅 단부로부터 축방향으로 이격되어 있고 상기 저장용기와 연결되어 있는, 블라스팅 파이프(16);
- 석탄 더미를 평탄화하기 위해 석탄 더미 안으로 압축가스의 블라스트를 배출시키도록 상기 블라스팅 파이프의 블라스팅 단부에 제공되는, 하나 이상의 개구(221);
- 상기 지붕을 통해서, 정지위치와 상기 블라스팅 파이프의 블라스팅 단부가 석탄 더미 내에 위치하는 작동위치 사이에서 상기 블라스팅 파이프를 이동시키는 조종장치(27);를 포함하는 것을 특징으로 하는 코크스 오븐. - 제8항에 있어서,
상기 저장용기(14)는 미리 정해진 압력에서 미리 정해진 양의 가스를 포함하고, 블로우아웃 파이프를 통해 가스를 신속하게 배출하여 가스 블라스트를 생성하도록 구성된 트리거 메커니즘을 갖는 신속 배출밸브를 포함하는 것을 특징으로 하는 코크스 오븐. - 제8항 또는 제9항에 있어서,
상기 블라스팅 파이프는 상기 저장용기에 직접적으로 또는 간접적으로 연결되어 있는 것을 특징으로 하는 코크스 오븐. - 제8항 내지 제10항 중 어느 한 항에 있어서,
상기 장치는 상기 블라스팅 파이프가 상기 저장용기에 대하여 이동할 수 있도록 구성되는 것을 특징으로 하는 코크스 오븐. - 제8항 내지 제11항 중 어느 한 항에 있어서,
상기 블라스팅 파이프의 블라스팅 단부는 하나 이상의 블라스팅 구멍(221, 222)을 갖는 노즐(40)을 포함하는 것을 특징으로 하는 코크스 오븐. - 제12항에 있어서,
상기 블라스팅 노즐은 상기 블라스팅 파이프(16)의 축방향(L)으로 연장하고, 상기 블라스팅 파이프 앞에서 가스 블라스트를 축방향으로 배출하는 하나의 블라스팅 구멍(122)을 포함하는 것을 특징으로 하는 코크스 오븐. - 제12항에 있어서,
상기 블라스팅 노즐(40)은 한 쌍의 블로우 튜브(421, 422)를 포함하고, 두 개의 상이한 방향으로 압축가스의 블라스트를 배출하기 위해 상기 한 쌍의 블로우 튜브는 각각 상기 블라스팅 파이프의 축(L)으로부터 미리 정해진 각도(a)로 편향되어 있고, 바람직하게 상기 두 개의 상이한 방향은 상기 블라스팅 파이프의 축에 대하여 대칭하는 것을 특징으로 하는 코크스 오븐. - 제14항에 있어서,
편향되는 상기 미리 정해진 각도(a)는 20° 내지 90°인 것을 특징으로 하는 코크스 오븐. - 제14항에 있어서,
상기 블로우 튜브(421, 422)는 직선형 튜브이고, 약 70° 또는 90°의 각도를 이루는 두 개의 블라스팅 방향을 형성하는 것을 특징으로 하는 코크스 오븐. - 제13항에 있어서,
상기 블로우 튜브(2421, 2422)는 곡선부분을 포함하고, 배출구멍(2221, 2222)은 서로 정반대로 향하는 방향을 따라, 특히 180°의 각도를 이루도록 정렬되어 있는 것을 특징으로 하는 코크스 오븐. - 제14항 내지 제17항 중 어느 한 항에 있어서,
상기 노즐은 정면가이드(250)를, 바람직하게는 V형상의 정면가이드를 더 포함하고, 상기 석탄 더미 안으로 블라스팅 파이프를 용이하게 삽입하도록 상기 정면가이드의 선단은 상기 제1 및 제2 블라스팅 노즐 앞에 튀어나와 있는 것을 특징으로 하는 코크스 오븐. - 제8항 내지 제18항 중 어느 한 항에 있어서,
블라스팅 중에 상기 충전홀을 밀폐하기 위해, 상기 코크스 오븐의 지붕 내 충전홀(62)과 협력하는 조임링(32)을 더 포함하는 것을 특징으로 하는 코크스 오븐.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| LU100063A LU100063B1 (en) | 2017-02-02 | 2017-02-02 | Method of charging a coke oven |
| LU100063 | 2017-02-02 | ||
| PCT/EP2018/052700 WO2018141926A1 (en) | 2017-02-02 | 2018-02-02 | Method of charging a coke oven |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20190109441A true KR20190109441A (ko) | 2019-09-25 |
| KR102507139B1 KR102507139B1 (ko) | 2023-03-07 |
Family
ID=58699220
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197023481A Active KR102507139B1 (ko) | 2017-02-02 | 2018-02-02 | 코크스 오븐의 충전방법 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US11332673B2 (ko) |
| EP (1) | EP3577196B1 (ko) |
| JP (1) | JP7037570B2 (ko) |
| KR (1) | KR102507139B1 (ko) |
| CN (1) | CN110234737A (ko) |
| BR (1) | BR112019015738B1 (ko) |
| EA (1) | EA038669B1 (ko) |
| LU (1) | LU100063B1 (ko) |
| TW (1) | TWI794206B (ko) |
| UA (1) | UA124551C2 (ko) |
| WO (1) | WO2018141926A1 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11721694B2 (en) | 2020-02-27 | 2023-08-08 | Taiwan Semiconductor Manufacturing Co., Ltd. | Semiconductor device and manufacturing method thereof |
| CN115676158B (zh) * | 2022-10-26 | 2025-09-23 | 陕西神渭煤炭管道运输有限责任公司 | 定量给料机防堵塞装置及防堵塞方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2234825A (en) * | 1938-01-03 | 1941-03-11 | Koppers Co Inc | Method and contrivance for leveling the coal charge of coke ovens |
| JPS60260687A (ja) * | 1984-06-07 | 1985-12-23 | Nippon Steel Chem Co Ltd | コ−クス炉における石炭装入レベルの検出方法およびその装置 |
| JPH01115987A (ja) * | 1987-10-28 | 1989-05-09 | Sumitomo Metal Ind Ltd | コークス炉への原料装入方法 |
| JPH1121559A (ja) * | 1997-06-30 | 1999-01-26 | Kawasaki Steel Corp | コークス炉装入孔周りのカーボン除去装置 |
| JPH11349953A (ja) * | 1998-06-05 | 1999-12-21 | Ottoo:Kk | コークス炉へ均一に石炭を装入する装置 |
| KR20040110619A (ko) * | 2003-06-20 | 2004-12-31 | 주식회사 포스코 | 코크스 오븐내의 코크스 분배장입장치 |
| JP2012172050A (ja) * | 2011-02-21 | 2012-09-10 | Jfe Steel Corp | 装入石炭のレベリング方法 |
| JP2015183113A (ja) * | 2014-03-25 | 2015-10-22 | 新日鐵住金株式会社 | コークス炉における石炭のレベル制御方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB362783A (en) | 1931-02-28 | 1931-12-10 | Still Carl | Process and apparatus for compressing the charge of coal in chamber ovens |
| US3366282A (en) * | 1966-04-25 | 1968-01-30 | Lucas Douglas Harold | Granular flow stimulating devices |
| DE6929049U (de) * | 1969-07-23 | 1971-07-03 | Hoesch Maschinenfabrik Ag | Vorrichtung zum verhindern des abzuges von fuellgas und flammen bei koksofenfuellwagen. |
| DE2510191C2 (de) | 1975-03-08 | 1977-04-28 | Bergwerksverband Gmbh | Pneumatische fuellstandsmessung |
| SU1225848A1 (ru) * | 1975-11-17 | 1986-04-23 | Государственный всесоюзный институт по проектированию предприятий коксохимической промышленности | Способ бездымной загрузки коксовых печей угольной шихтой и машина дл его осуществлени |
| JPS5316701A (en) * | 1976-07-30 | 1978-02-16 | Kouritsu Kikai Kogyo Kk | Devices for leveling charged coal in coke ovens |
| CN1247740C (zh) | 2003-10-15 | 2006-03-29 | 中国科学院过程工程研究所 | 炼焦过程焦炭脱硫方法 |
| CN102030311A (zh) | 2009-09-28 | 2011-04-27 | 琳德股份公司 | 氢气和合成气的生产方法 |
| CN101792675B (zh) * | 2010-04-08 | 2013-12-25 | 徐列 | 焦炉及炼焦工艺方法 |
| CN201643487U (zh) * | 2010-04-29 | 2010-11-24 | 王晓波 | 多功能储煤场自燃处理装置 |
| KR101400601B1 (ko) | 2012-09-27 | 2014-05-27 | 현대제철 주식회사 | 콜타워 |
| CN106147801A (zh) | 2015-04-24 | 2016-11-23 | 哈尔滨通用液压机械制造有限公司 | 一种带压紧装置的焦炉平煤杆 |
-
2017
- 2017-02-02 LU LU100063A patent/LU100063B1/en active IP Right Grant
-
2018
- 2018-02-02 US US16/482,708 patent/US11332673B2/en active Active
- 2018-02-02 BR BR112019015738-7A patent/BR112019015738B1/pt active IP Right Grant
- 2018-02-02 UA UAA201909510A patent/UA124551C2/uk unknown
- 2018-02-02 TW TW107103824A patent/TWI794206B/zh active
- 2018-02-02 JP JP2019541743A patent/JP7037570B2/ja active Active
- 2018-02-02 CN CN201880009611.9A patent/CN110234737A/zh active Pending
- 2018-02-02 EP EP18703963.1A patent/EP3577196B1/en active Active
- 2018-02-02 KR KR1020197023481A patent/KR102507139B1/ko active Active
- 2018-02-02 WO PCT/EP2018/052700 patent/WO2018141926A1/en not_active Ceased
- 2018-02-02 EA EA201991792A patent/EA038669B1/ru unknown
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2234825A (en) * | 1938-01-03 | 1941-03-11 | Koppers Co Inc | Method and contrivance for leveling the coal charge of coke ovens |
| JPS60260687A (ja) * | 1984-06-07 | 1985-12-23 | Nippon Steel Chem Co Ltd | コ−クス炉における石炭装入レベルの検出方法およびその装置 |
| JPH01115987A (ja) * | 1987-10-28 | 1989-05-09 | Sumitomo Metal Ind Ltd | コークス炉への原料装入方法 |
| JPH1121559A (ja) * | 1997-06-30 | 1999-01-26 | Kawasaki Steel Corp | コークス炉装入孔周りのカーボン除去装置 |
| JPH11349953A (ja) * | 1998-06-05 | 1999-12-21 | Ottoo:Kk | コークス炉へ均一に石炭を装入する装置 |
| KR20040110619A (ko) * | 2003-06-20 | 2004-12-31 | 주식회사 포스코 | 코크스 오븐내의 코크스 분배장입장치 |
| JP2012172050A (ja) * | 2011-02-21 | 2012-09-10 | Jfe Steel Corp | 装入石炭のレベリング方法 |
| JP2015183113A (ja) * | 2014-03-25 | 2015-10-22 | 新日鐵住金株式会社 | コークス炉における石炭のレベル制御方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7037570B2 (ja) | 2022-03-16 |
| EA038669B1 (ru) | 2021-10-01 |
| EP3577196A1 (en) | 2019-12-11 |
| BR112019015738A2 (pt) | 2020-03-24 |
| US20200002617A1 (en) | 2020-01-02 |
| KR102507139B1 (ko) | 2023-03-07 |
| US11332673B2 (en) | 2022-05-17 |
| TWI794206B (zh) | 2023-03-01 |
| CN110234737A (zh) | 2019-09-13 |
| EA201991792A1 (ru) | 2020-01-09 |
| EP3577196B1 (en) | 2020-07-15 |
| UA124551C2 (uk) | 2021-10-05 |
| BR112019015738B1 (pt) | 2022-12-20 |
| TW201833313A (zh) | 2018-09-16 |
| WO2018141926A1 (en) | 2018-08-09 |
| LU100063B1 (en) | 2018-09-27 |
| JP2020514490A (ja) | 2020-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101981839B1 (ko) | 탱크 및 시스템의 내부를 세정하기 위한 방법 및 장치 | |
| KR102507139B1 (ko) | 코크스 오븐의 충전방법 | |
| KR101741455B1 (ko) | 다중 충격형 분체 막힘 해소장치 | |
| CN210213528U (zh) | 空气鼓风机 | |
| NO142926B (no) | Fremgangsmaate og anordning for bryting av et fast materiale, saasom fjell. | |
| CN112502127A (zh) | 一种地基施工用夯锤 | |
| KR101235761B1 (ko) | 미분탄 제조설비에서의 슈트내 부착탄 제거장치 | |
| CN207109028U (zh) | 一种除尘器排灰装置 | |
| JP2001003061A (ja) | コークス炉装炭孔掃除装置 | |
| CN112502128B (zh) | 一种可自动疏通通气孔的夯锤 | |
| US2083706A (en) | Blasting apparatus | |
| CN210237659U (zh) | 一种高炉凉炉装置 | |
| US4058300A (en) | Clay gun | |
| JP3360729B2 (ja) | コークス炉装炭孔掃除装置 | |
| JP6057590B2 (ja) | クリンカ除去装置 | |
| JP6181506B2 (ja) | コークス炉炉蓋の燃焼用ガス吹込装置及び吹込方法 | |
| JP6747953B2 (ja) | コークス炉炉壁の切削方法 | |
| CN116287513A (zh) | 一种高炉下料装置和下料方法 | |
| KR101333954B1 (ko) | 재생용 오븐에 대한 선택적 석회석 분배 장치 및 이 장치를 이용하여 재생용 오븐에 선택적으로 석회석을 충전하는 방법 | |
| IE48906B1 (en) | Coke oven loading apparatus | |
| KR101202703B1 (ko) | 코크스 오븐의 화염 유도 장치 및 방법 | |
| SU1052818A1 (ru) | Устройство дл торкретировани огнеупорной футеровки | |
| CN104930870A (zh) | 一种高压气体推动弹丸清除回转窑出口结渣的装置 | |
| KR20170110249A (ko) | 장입차 | |
| US610302A (en) | Notch-gun for blast-furnaces |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 4 |