KR20190119089A - 선재 및 평강선 - Google Patents
선재 및 평강선 Download PDFInfo
- Publication number
- KR20190119089A KR20190119089A KR1020197026762A KR20197026762A KR20190119089A KR 20190119089 A KR20190119089 A KR 20190119089A KR 1020197026762 A KR1020197026762 A KR 1020197026762A KR 20197026762 A KR20197026762 A KR 20197026762A KR 20190119089 A KR20190119089 A KR 20190119089A
- Authority
- KR
- South Korea
- Prior art keywords
- wire rod
- flat steel
- content
- steel wire
- composite oxide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C1/00—Refining of pig-iron; Cast iron
- C21C1/02—Dephosphorising or desulfurising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/0037—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00 by injecting powdered material
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
- C21C7/064—Dephosphorising; Desulfurising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
- C21C7/068—Decarburising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
- C21C7/072—Treatment with gases
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/10—Handling in a vacuum
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/13—Modifying the physical properties of iron or steel by deformation by hot working
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/06—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/525—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length for wire, for rods
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Steel (AREA)
- Treatment Of Steel In Its Molten State (AREA)
Abstract
Description
도 2는 본 실시 형태에 관한 평강선의 C단면의 모식도이다.
도 3은 본 실시 형태에 관한 평강선의 L단면의 모식도이다.


11 : 중심부
2 : 평강선
21 : 중앙부
Claims (14)
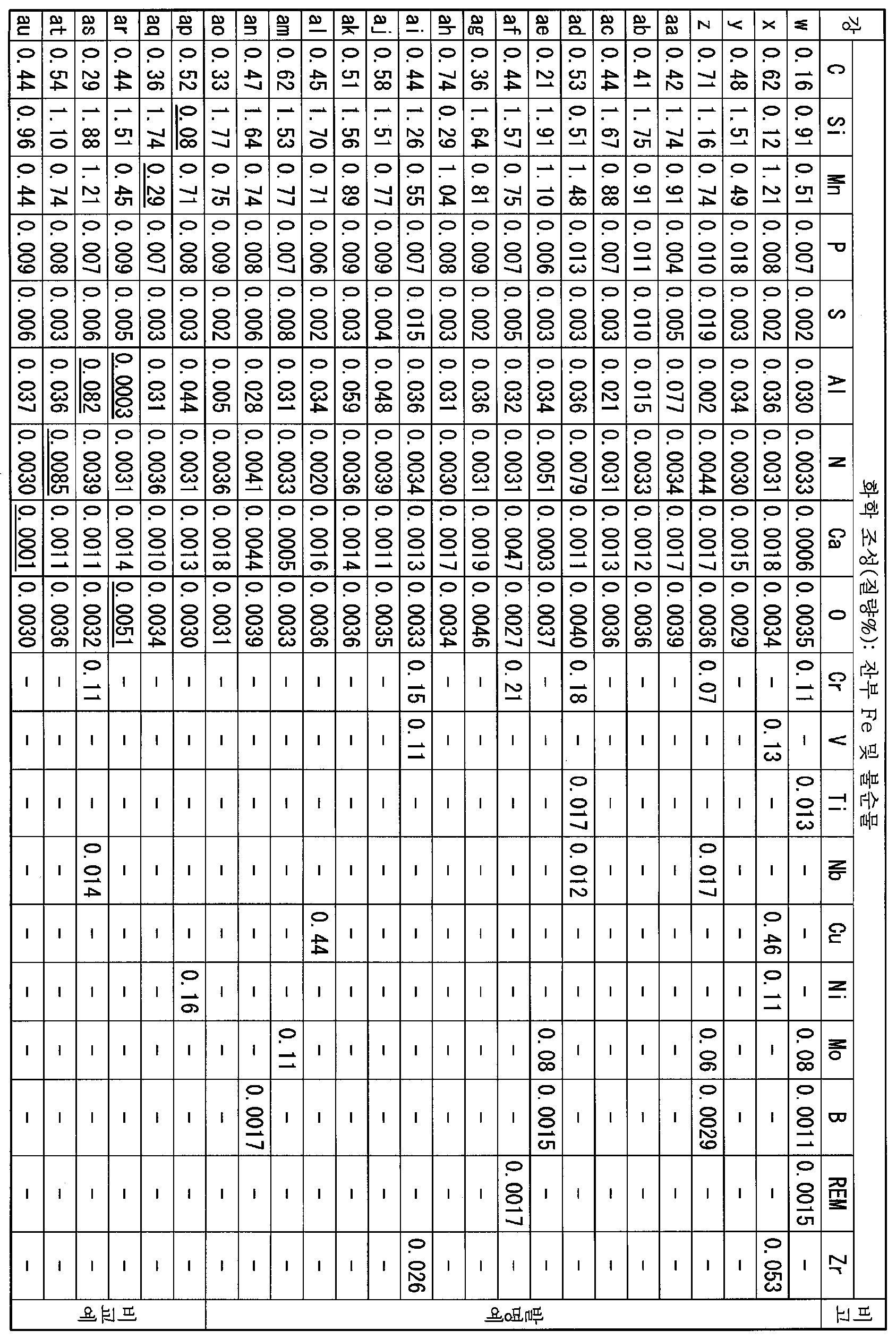
- 화학 조성이, 질량%로,
C: 0.15 내지 0.85%,
Si: 0.10 내지 2.00%,
Mn: 0.30 내지 1.50%,
Al: 0.001 내지 0.080%,
Ca: 0.0002 내지 0.0050%,
N: 0.0020 내지 0.0080%,
P: 0.020% 이하,
S: 0.020% 이하,
O: 0.0050% 이하,
Cr: 0 내지 1.00%,
V: 0 내지 0.15%,
Ti: 0 내지 0.050%,
Nb: 0 내지 0.050%,
Cu: 0 내지 1.00%,
Ni: 0 내지 1.50%,
Mo: 0 내지 1.00%,
B: 0 내지 0.0100%,
REM: 0 내지 0.0100%,
Zr: 0 내지 0.1000%,
잔부: Fe 및 불순물인 선재이며,
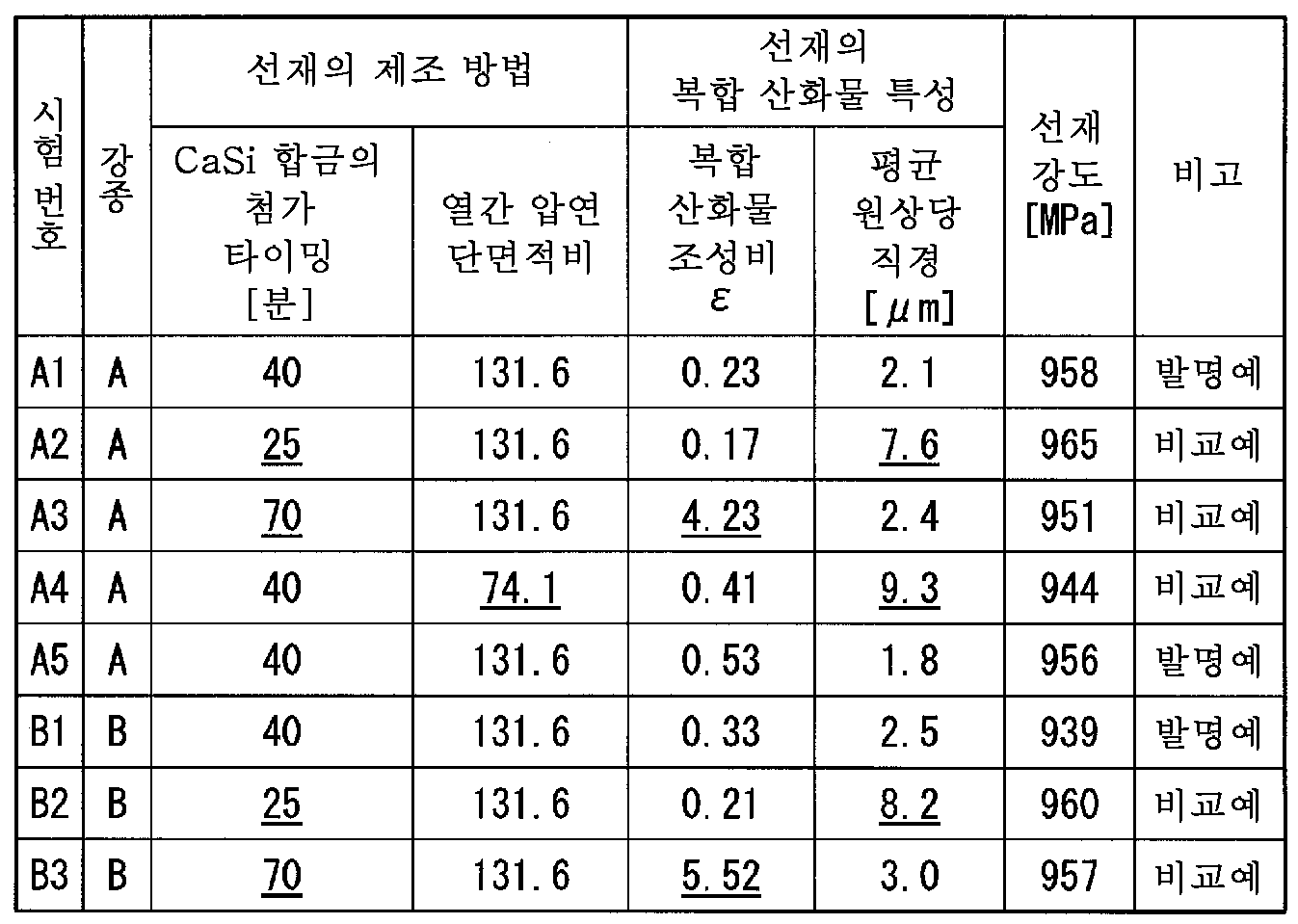
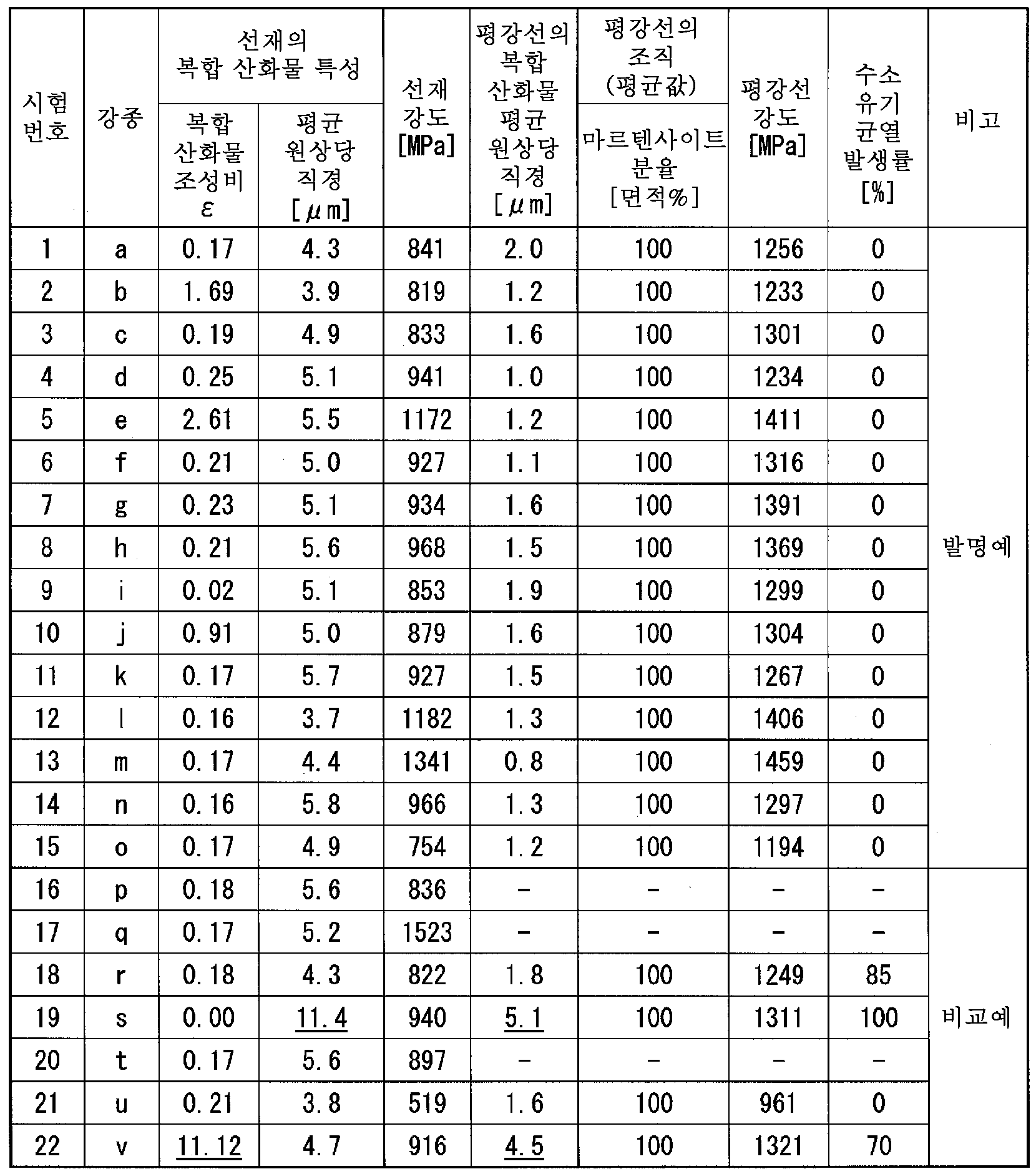
CaO과 Al2O3을 포함하고, 또한 식 A 및 식 B를 만족시키는 산화물이 복합 산화물이라고 정의되고,
상기 선재의 압연 방향과 수직인 단면에 있어서의, 상기 선재의 중심축으로부터 상기 선재의 직경의 1/10의 범위 내인 중심부에 있어서 측정되는, 식 C에 의해 정의되는 상기 복합 산화물의 조성비 ε의 평균값이 0.00≤ε<3.00이고,
상기 단면의 상기 중심부에 있어서 측정되는 상기 복합 산화물의 원 상당 직경의 평균값이 6.0㎛ 이하인
것을 특징으로 하는 선재.
(산화물 중의 Ca, Al 이외의 산화물 형성 원소의 단위mol%에서의 함유량)<(1/3)×(산화물 중의 단위mol%에서의 Ca 함유량 또는 Al 함유량 중 많은 쪽): 식 A
(단위mol%에서의 산화물 중의 O 함유량)≥(단위mol%에서의 산화물 중의 S 함유량): 식 B
(조성비 ε)=(단위 질량%에서의 상기 복합 산화물 중의 CaO 농도)/(단위 질량%에서의 상기 복합 산화물 중의 Al2O3 농도): 식 C - 제1항에 있어서, 상기 화학 조성이, 질량%로,
Cr: 0.05 내지 1.00%
를 함유하는 것을 특징으로 하는 선재. - 제1항 또는 제2항에 있어서, 상기 화학 조성이, 질량%로,
V: 0.02 내지 0.15%,
Ti: 0.002 내지 0.050% 및
Nb: 0.002 내지 0.050%
의 1종 또는 2종 이상을 함유하는 것을 특징으로 하는 선재. - 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 화학 조성이, 질량%로,
Cu: 0.01 내지 1.00%,
Ni: 0.01 내지 1.50%,
Mo: 0.01 내지 1.00% 및
B: 0.0002 내지 0.0100%
의 1종 또는 2종 이상을 함유하는 것을 특징으로 하는 선재. - 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 화학 조성이, 질량%로,
REM: 0.0002 내지 0.0100% 및
Zr: 0.0002 내지 0.1000%
의 1종 또는 2종 이상을 함유하는 것을 특징으로 하는 선재. - 제1항 내지 제5항 중 어느 한 항에 있어서, 인장 강도가 600 내지 1400㎫인 것을 특징으로 하는 선재.
- 화학 조성이, 질량%로,
C: 0.15 내지 0.85%,
Si: 0.10 내지 2.00%,
Mn: 0.30 내지 1.50%,
Al: 0.001 내지 0.080%,
Ca: 0.0002 내지 0.0050%,
N: 0.0020 내지 0.0080%,
P: 0.020% 이하,
S: 0.020% 이하,
O: 0.0050% 이하,
Cr: 0 내지 1.00%,
V: 0 내지 0.15%,
Ti: 0 내지 0.050%,
Nb: 0 내지 0.050%,
Cu: 0 내지 1.00%,
Ni: 0 내지 1.50%,
Mo: 0 내지 1.00%,
B: 0 내지 0.0100%,
REM: 0 내지 0.0100% 및
Zr: 0 내지 0.1000%,
잔부: Fe 및 불순물인 평강선이며,
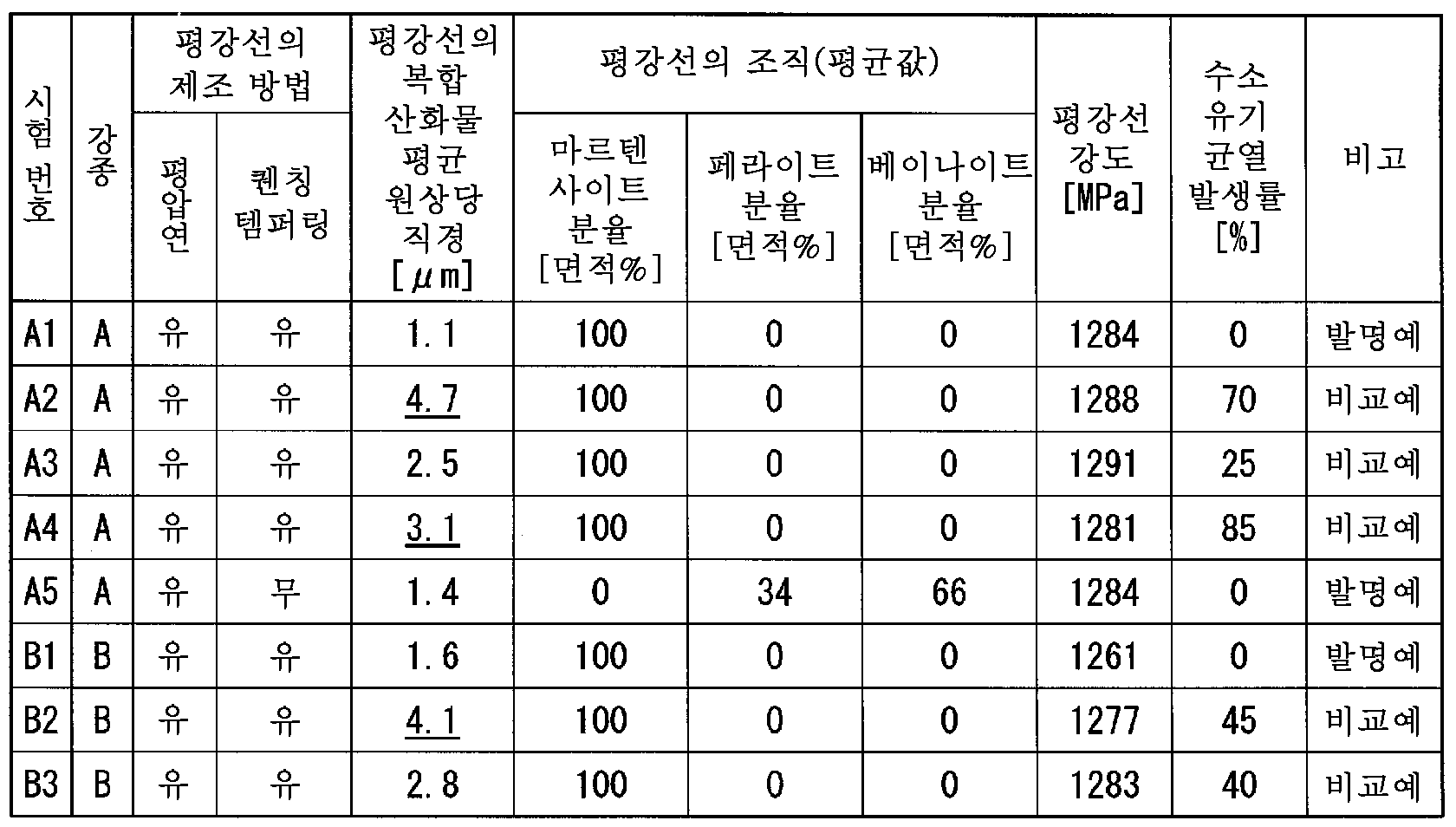
CaO과 Al2O3을 포함하고, 또한 식 A 및 식 B를 만족시키는 산화물이 복합 산화물이라고 정의되고,
상기 평강선의 압연 방향 및 짧은 직경 방향에 평행이며, 또한 상기 평강선의 중앙축을 포함하는 단면에 있어서의, 상기 중앙축으로부터 상기 평강선의 짧은 직경의 1/7 이내의 범위 내인 중앙부에 있어서 측정되는, 하기 식 C에 의해 정의되는 상기 복합 산화물의 조성비 ε의 평균값이 0.00≤ε<3.00이고,
상기 단면의 상기 중앙부에 있어서 측정되는 상기 복합 산화물의 원 상당 직경의 평균값이 3.0㎛ 이하인
것을 특징으로 하는 평강선.
(산화물 중의 Ca, Al 이외의 산화물 형성 원소의 단위mol%에서의 함유량)<(1/3)×(산화물 중의 단위mol%에서의 Ca 함유량 또는 Al 함유량 중 많은 쪽): 식 A
(단위mol%에서의 산화물 중의 O 함유량)≥(단위mol%에서의 산화물 중의 S 함유량): 식 B
(조성비 ε)=(단위 질량%에서의 상기 복합 산화물 중의 CaO 농도)/(단위 질량%에서의 상기 복합 산화물 중의 Al2O3 농도): 식 C - 제7항에 있어서, 상기 중앙부에 있어서의 조직이, 98면적% 이상의 템퍼링 마르텐사이트를 포함하는 것을 특징으로 하는 평강선.
- 제7항에 있어서, 상기 중앙부에 있어서의 조직이, 20 내지 60면적%의 페라이트와 40 내지 60면적%의 베이나이트를 포함하는 것을 특징으로 하는 평강선.
- 제7항 내지 제9항 중 어느 한 항에 있어서, 인장 강도가 1100 내지 1500㎫인 것을 특징으로 하는 평강선.
- 제7항 내지 제10항 중 어느 한 항에 있어서, 상기 화학 조성이, 질량%로,
Cr: 0.05 내지 1.00%
를 함유하는 것을 특징으로 하는 평강선. - 제7항 내지 제11항 중 어느 한 항에 있어서, 상기 화학 조성이, 질량%로,
V: 0.02 내지 0.15%,
Ti: 0.002 내지 0.050% 및
Nb: 0.002 내지 0.050%
의 1종 또는 2종 이상을 함유하는 것을 특징으로 하는 평강선. - 제7항 내지 제12항 중 어느 한 항에 있어서, 상기 화학 조성이, 질량%로,
Cu: 0.01 내지 1.00%,
Ni: 0.01 내지 1.50%,
Mo: 0.01 내지 1.00% 및
B: 0.0002 내지 0.0100%
의 1종 또는 2종 이상을 함유하는 것을 특징으로 하는 평강선. - 제7항 내지 제13항 중 어느 한 항에 있어서, 상기 화학 조성이, 질량%로,
REM: 0.0002 내지 0.0100% 및
Zr: 0.0002 내지 0.1000%
의 1종 또는 2종 이상을 함유하는 것을 특징으로 하는 평강선.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017059111 | 2017-03-24 | ||
| JPJP-P-2017-059111 | 2017-03-24 | ||
| PCT/JP2018/011862 WO2018174270A1 (ja) | 2017-03-24 | 2018-03-23 | 線材、及び平鋼線 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20190119089A true KR20190119089A (ko) | 2019-10-21 |
Family
ID=63584572
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197026762A Ceased KR20190119089A (ko) | 2017-03-24 | 2018-03-23 | 선재 및 평강선 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3604590A4 (ko) |
| JP (1) | JP6733808B2 (ko) |
| KR (1) | KR20190119089A (ko) |
| BR (1) | BR112019017993A2 (ko) |
| WO (1) | WO2018174270A1 (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021106936A1 (ja) * | 2019-11-26 | 2021-06-03 | 日本製鉄株式会社 | ホットスタンプ成形品及びホットスタンプ用鋼板 |
| SE545660C2 (en) * | 2021-10-28 | 2023-11-28 | Suzuki Garphyttan Ab | Flat wire and method for production thereof |
| CN117506218A (zh) * | 2022-07-26 | 2024-02-06 | 宝山钢铁股份有限公司 | 一种耐候埋弧焊丝用盘条、焊丝及其应用 |
| CN117845137B (zh) * | 2024-01-08 | 2024-09-13 | 钢铁研究总院有限公司 | 一种Mn-Si-V-Ti-Nb-Cr多元合金化热轧盘条及其制备方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013534966A (ja) | 2010-05-31 | 2013-09-09 | アルセロールミタル・ワイヤ・フランス | 水素脆化に対する耐性を示す高い機械的特性を有する鋼で作製された異形線 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3601388B2 (ja) * | 1999-12-17 | 2004-12-15 | 住友金属工業株式会社 | 鋼線材及び鋼線材用鋼の製造方法 |
| JP2007002294A (ja) * | 2005-06-23 | 2007-01-11 | Kobe Steel Ltd | 伸線性および疲労特性に優れた鋼線材並びにその製造方法 |
| JP4718359B2 (ja) * | 2005-09-05 | 2011-07-06 | 株式会社神戸製鋼所 | 伸線性と疲労特性に優れた鋼線材およびその製造方法 |
| EP2682489B1 (en) * | 2011-03-01 | 2021-01-13 | Nippon Steel Corporation | High-carbon steel wire rod excellent in drawability and fatigue characteristics after wire drawing |
| JP5824401B2 (ja) * | 2012-03-30 | 2015-11-25 | 株式会社神戸製鋼所 | 耐水素誘起割れ性に優れた鋼板およびその製造方法 |
| JP6036997B2 (ja) * | 2013-04-23 | 2016-11-30 | 新日鐵住金株式会社 | 耐疲労特性に優れたばね鋼及びその製造方法 |
| DE102013012118A1 (de) * | 2013-07-18 | 2015-01-22 | C.D. Wälzholz GmbH | Kaltgewalztes Schmalband in Form von Flachdraht oder Profilen aus einem hochfesten Stahl für den Einsatz in flexiblen Rohren, insbesondere in flexiblen Rohren für Offshore-Anwendungen sowie Verfahren zur Herstellung derartiger kaltgewalzter Schmalbänder |
| JP2015163735A (ja) * | 2014-01-29 | 2015-09-10 | 株式会社神戸製鋼所 | 疲労特性に優れたばね用鋼線材、およびばね |
| US10202665B2 (en) * | 2014-04-23 | 2019-02-12 | Nippon Steel & Sumitomo Metal Corporation | Spring steel and method for producing the same |
| JP6648896B2 (ja) | 2015-09-18 | 2020-02-14 | Necソリューションイノベータ株式会社 | 組織改善活動支援システム、情報処理装置、方法およびプログラム |
-
2018
- 2018-03-23 WO PCT/JP2018/011862 patent/WO2018174270A1/ja not_active Ceased
- 2018-03-23 JP JP2019507037A patent/JP6733808B2/ja active Active
- 2018-03-23 BR BR112019017993-3A patent/BR112019017993A2/pt not_active IP Right Cessation
- 2018-03-23 KR KR1020197026762A patent/KR20190119089A/ko not_active Ceased
- 2018-03-23 EP EP18770555.3A patent/EP3604590A4/en not_active Withdrawn
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013534966A (ja) | 2010-05-31 | 2013-09-09 | アルセロールミタル・ワイヤ・フランス | 水素脆化に対する耐性を示す高い機械的特性を有する鋼で作製された異形線 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2018174270A1 (ja) | 2020-01-09 |
| WO2018174270A1 (ja) | 2018-09-27 |
| BR112019017993A2 (pt) | 2020-05-19 |
| EP3604590A1 (en) | 2020-02-05 |
| JP6733808B2 (ja) | 2020-08-05 |
| EP3604590A4 (en) | 2020-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3421635B1 (en) | High-strength cold-rolled steel sheet having excellent bendability | |
| JP5748032B1 (ja) | ラインパイプ用鋼板及びラインパイプ | |
| KR101830023B1 (ko) | 스프링강 및 그 제조 방법 | |
| CN108884531B (zh) | 耐磨损钢板及耐磨损钢板的制造方法 | |
| KR101492782B1 (ko) | 강판 | |
| KR102021216B1 (ko) | 산세성 및 담금질 템퍼링 후의 내지연파괴성이 우수한 볼트용 선재, 및 볼트 | |
| EP2163658A1 (en) | Ferritic stainless steel sheet having excellent corrosion resistance against sulfuric acid, and method for production thereof | |
| JP2022528420A (ja) | 高硬度鋼材およびその製造方法 | |
| US20100247957A1 (en) | High-strength cold-rolled steel sheet excellent in bending workability | |
| RU2561947C1 (ru) | Рельс | |
| EP3112491A1 (en) | Rolled material for high strength spring, and wire for high strength spring | |
| CN111601908B (zh) | 渗碳轴承钢部件及渗碳轴承钢部件用棒钢 | |
| EP2942415A1 (en) | Abrasion resistant steel plate having low-temperature toughness and hydrogen embrittlement resistance, and manufacturing method therefor | |
| WO2013147197A1 (ja) | 耐水素誘起割れ性に優れた高強度ラインパイプ用鋼管及びこれに用いる高強度ラインパイプ用鋼板、並びにこれらの製造方法 | |
| EP3144407B1 (en) | Method for producing seamless steel pipe for line pipe | |
| WO2016148037A1 (ja) | 冷間加工性と浸炭熱処理後の靱性に優れる浸炭用鋼板 | |
| JP2006063351A (ja) | 耐水素誘起割れ性に優れた高強度鋼板および製造方法、並びにラインパイプ用鋼管 | |
| KR20220062609A (ko) | 내마모 강판 및 그의 제조 방법 | |
| CN112639149A (zh) | 钢轨以及钢轨的制造方法 | |
| KR20170013340A (ko) | 강선용 선재 및 강선 | |
| KR20190119089A (ko) | 선재 및 평강선 | |
| CN113557312B (zh) | 钢轨 | |
| EP3239334A1 (en) | Steel plate having excellent resistance to hydrogen-induced cracking, and steel pipe for line pipe | |
| JP6131890B2 (ja) | 耐硫化物応力腐食割れ性に優れた油井用低合金高強度継目無鋼管の製造方法ならびにその選定方法 | |
| JP4254551B2 (ja) | 耐hic特性に優れたラインパイプ用高強度鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
Patent event date: 20190911 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20201124 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20210222 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20201124 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |