KR20190133765A - 패시브 정전식 co2 복합재 스프레이 어플리케이터 - Google Patents
패시브 정전식 co2 복합재 스프레이 어플리케이터 Download PDFInfo
- Publication number
- KR20190133765A KR20190133765A KR1020197032660A KR20197032660A KR20190133765A KR 20190133765 A KR20190133765 A KR 20190133765A KR 1020197032660 A KR1020197032660 A KR 1020197032660A KR 20197032660 A KR20197032660 A KR 20197032660A KR 20190133765 A KR20190133765 A KR 20190133765A
- Authority
- KR
- South Korea
- Prior art keywords
- additive
- nozzle
- spray
- air
- aerosol
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/025—Discharge apparatus, e.g. electrostatic spray guns
- B05B5/03—Discharge apparatus, e.g. electrostatic spray guns characterised by the use of gas, e.g. electrostatically assisted pneumatic spraying
- B05B5/032—Discharge apparatus, e.g. electrostatic spray guns characterised by the use of gas, e.g. electrostatically assisted pneumatic spraying for spraying particulate materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/025—Discharge apparatus, e.g. electrostatic spray guns
- B05B5/0255—Discharge apparatus, e.g. electrostatic spray guns spraying and depositing by electrostatic forces only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/025—Discharge apparatus, e.g. electrostatic spray guns
- B05B5/03—Discharge apparatus, e.g. electrostatic spray guns characterised by the use of gas, e.g. electrostatically assisted pneumatic spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/16—Arrangements for supplying liquids or other fluent material
- B05B5/1683—Arrangements for supplying liquids or other fluent material specially adapted for particulate materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/02—Spray pistols; Apparatus for discharge
- B05B7/08—Spray pistols; Apparatus for discharge with separate outlet orifices, e.g. to form parallel jets, i.e. the axis of the jets being parallel, to form intersecting jets, i.e. the axis of the jets converging but not necessarily intersecting at a point
- B05B7/0876—Spray pistols; Apparatus for discharge with separate outlet orifices, e.g. to form parallel jets, i.e. the axis of the jets being parallel, to form intersecting jets, i.e. the axis of the jets converging but not necessarily intersecting at a point to form parallel jets constituted by a liquid or a mixture containing a liquid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C1/00—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods
- B24C1/003—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods using material which dissolves or changes phase after the treatment, e.g. ice, CO2
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C11/00—Selection of abrasive materials or additives for abrasive blasts
- B24C11/005—Selection of abrasive materials or additives for abrasive blasts of additives, e.g. anti-corrosive or disinfecting agents in solid, liquid or gaseous form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/16—Arrangements for controlling delivery; Arrangements for controlling the spray area for controlling the spray area
- B05B12/18—Arrangements for controlling delivery; Arrangements for controlling the spray area for controlling the spray area using fluids, e.g. gas streams
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Nozzles (AREA)
- Electrostatic Spraying Apparatus (AREA)
Abstract
Description
도 2는 내부 동축 첨가제 주입 수단을 설명하는 동축 스프레이 어플리케이터를 개시하는 종래 기술의 미국 특허 제 7,451,941 호(도 5)의 고밀도 유체 세정 프로세스 및 장치에서 발췌한 것이다.
도 3은 도 2(미국 특허 제 7,451,941 호)에서 설명된 예시적인 CO2 복합재 스프레이 시스템과 함께 사용하기 위한 외부 코안다-유동 첨가제 주입 수단을 사용하는 동축 스프레이 혼합 노즐을 개시하는 종래 기술의 미국 특허 제 7,389,941 호(도 2)에서 발췌한 것이다.
도 4a 및 도 4b는 도 3의 종래 기술의 코안다 스프레이 장치 및 방법을 사용하여 공기-CO2 복합재 세정 스프레이와 공기-CO2-오일 복합재 기계가공 스프레이를 비교하는 사진을 나란히 제공한다.
도 5a 및 도 5b는 패시브 대전된 CO2 복합재 스프레이 장치를 형성하기 위한 예시적인 정전기장 생성 CO2 복합재 스프레이 노즐, 첨가제 주입 노즐, 및 이들의 축 대칭 클러스터링 배열의 기본 양태 및 기능을 개략적으로 도시한다.
도 6a, 도 6b 및 도 6c는 본 발명과 함께 사용하기 위한 예시적인 축 대칭 클러스터 스프레이 노즐 구성을 도시한다.
도 7a 및 도 7b는 공중 및 방사상 스프레이 밀도 모두를 조정하기 위한 다수의 클러스터 스프레이 어플리케이터의 배열을 도시한다.
도 8은 중앙에 배치된 부동 접지 첨가제 주입 노즐 주위에 그리고 축 대칭으로 배치된 부유 전하 캐리어 노즐들 사이에 설정된 대칭적인 정전기장을 도시하는 개략도이다.
도 9는 공기 중의 패시브 대전된 CO2 입자 및 첨가제 입자를 포함하는 공간에서의 복합재 스프레이의 형성, 및 예시적인 기판에의 도포를 묘사한다.
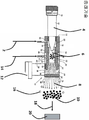
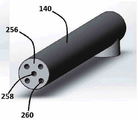
도 10a, 도 10b, 도 10c, 도 10d 및 도 10e는 본 발명과 함께 사용하기 위한 패시브 정전하 생성 CO2 복합재 스프레이 노즐을 위한 예시적인 디자인의 측면, 배면 및 정면 및 슬라이스형 등각도를 제공한다.
도 11a, 도 11b 및 도 11c는 본 발명과 함께 사용하기 위한 예시적인 무화 첨가제 주입 노즐을 위한 예시적인 디자인의 측면, 배면 및 정면 등각도를 제공한다.
도 12a, 도 12b 및 도 12c는 CO2 복합재 스프레이 노즐 및 첨가제 주입 노즐을 축 대칭으로 배열하기 위한 4x1 클러스터 스프레이 어플리케이터 본체와, 추진제 공기, CO2 입자 및 이들에 사용하기 위한 첨가제를 제공하기 위한 수단에 대한 예시적인 디자인의 배면, 저면 및 정면 등각도를 제공한다.
도 13은 도 12의 예시적인 스프레이 어플리케이터를 사용하는 예시적인 3D 인쇄된 핸드건 조립체의 등각도이다.
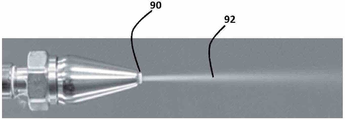
도 14는 본 발명의 4x1 클러스터 스프레이 노즐을 사용하여 생성된 비가열 공기-CO2-오일 복합재 스프레이의 사진이다.
도 15는 본 발명을 사용하는 예시적인 표면 전처리 및 세정 프로세스이다.
Claims (19)
- 기판 표면 상에 사용하기 위한, 첨가제를 함유하는 정전기적으로 대전되고 균질한 CO2 복합재 스프레이를 제조하기 위한 장치에 있어서,
a. 첨가제 주입 노즐을 중심으로 축 대칭으로 위치된 다수의 노즐 전극을 포함하며,
b. 상기 노즐 전극은 중앙 관통 구멍을 갖는 노즐 팁을 가지는 세장형 본체를 포함하고, 상기 중앙 관통 구멍으로부터 기인하는 적어도 3개의 축 대칭 관통 포트가 있으며,
c. 상기 적어도 3개의 관통 포트는 조정 가능한 팽창 튜브 조립체를 중심설정 및 위치시키기 위한 3개의 랜딩 가이드를 형성하고,
d. 상기 조정 가능한 팽창 튜브 조립체는 제 2 모세관 내에 제 1 모세관을 포함하고,
e. 상기 제 1 및 제 2 모세관은 상기 중앙 관통 구멍 내에서 조정 가능하고,
f. 상기 첨가제 주입 노즐은 첨가제 전달 튜브를 포함하는 관통 포팅되고 접지된 첨가제 주입 노즐 본체를 포함하고, 상기 접지된 첨가제 주입 노즐 본체는 공기를 유동시켜 공기-첨가제 에어로졸을 형성하고,
이에 의해, CO2 입자가 상기 조정 가능한 팽창 튜브 조립체를 통해 유동되어 정전하를 생성하고, 상기 정전하는 상기 3개의 랜딩 가이드로 분로되어 상기 노즐 전극을 정전기적으로 대전하고, 다음에 CO2 입자는 공기와 혼합하여 공기-CO2 에어로졸을 형성하며,
상기 정전기적으로 대전된 노즐 전극 및 공기-CO2 에어로졸은 공기-첨가제 에어로졸을 패시브 대전하고,
상기 공기-첨가제 에어로졸과 공기-CO2 에어로졸은 상기 노즐로부터 떨어져서 결합하여 정전기적으로 대전된 공기-첨가제-C02 에어로졸을 형성하며, 상기 공기-첨가제-C02 에어로졸은 상기 기판 표면에 사출되고, 이에 의해 상기 CO2 입자와 첨가제가 상호 작용하여, 상기 노즐과 상기 기판 표면 사이의 공간에서 첨가제 혼합물을 함유하는 정전기적으로 대전되고 균질한 CO2 복합재 스프레이를 형성하고,
첨가제를 함유하는 정전기적으로 대전되고 균질한 CO2 복합재 스프레이가 상기 기판 표면에 사출되는
CO2 복합재 스프레이 제조 장치. - 제 1 항에 있어서,
적어도 2개의 노즐 전극이 상기 첨가제 주입 노즐을 중심으로 축 대칭으로 배열되는
CO2 복합재 스프레이 제조 장치. - 제 1 항에 있어서,
상기 첨가제는 유동성 유기 및 무기 액체 및 고체를 포함하는
CO2 복합재 스프레이 제조 장치. - 제 1 항에 있어서,
상기 기판 표면은 절삭 구역인
CO2 복합재 스프레이 제조 장치. - 제 1 항에 있어서,
상기 첨가제는 기계가공 윤활제인
CO2 복합재 스프레이 제조 장치. - 기판 표면 상에 사용하기 위한, 첨가제를 함유하는 정전기적으로 대전되고 균질한 CO2 복합재 스프레이를 제조하기 위한 장치에 있어서,
a. 첨가제 주입 노즐을 중심으로 축 대칭으로 위치된 다수의 노즐 전극을 포함하며,
b. 상기 노즐 전극은 중앙 관통 구멍을 갖는 노즐 팁을 가지는 세장형 본체를 포함하고, 상기 중앙 관통 구멍으로부터 기인하는 다수의 축 대칭 관통 포트가 있으며,
c. 상기 다수의 관통 포트에 근접하게, 조정 가능한 팽창 튜브 조립체를 중심설정 및 위치시키기 위한 랜딩 가이드가 있으며,
d. 상기 조정 가능한 팽창 튜브 조립체는 제 2 모세관 내에 제 1 모세관을 포함하고,
e. 상기 제 1 및 제 2 모세관은 상기 중앙 관통 구멍 내에서 조정 가능하고,
f. 상기 첨가제 주입 노즐은 첨가제 전달 튜브를 포함하는 관통 포팅되고 접지된 첨가제 주입 노즐 본체를 포함하고, 상기 접지된 첨가제 주입 노즐 본체는 공기를 유동시켜 공기-첨가제 에어로졸을 형성하고,
이에 의해, CO2 입자가 상기 조정 가능한 팽창 튜브 조립체를 통해 유동되어 정전하를 생성하고, 상기 정전하는 상기 랜딩 가이드로 분로되어 상기 노즐 전극을 정전기적으로 대전하고, 다음에 CO2 입자는 공기와 혼합하여 공기-CO2 에어로졸을 형성하며,
상기 정전기적으로 대전된 노즐 전극 및 공기-CO2 에어로졸은 공기-첨가제 에어로졸을 패시브 대전하고,
상기 공기-첨가제 에어로졸과 공기-CO2 에어로졸은 상기 노즐로부터 떨어져서 결합하여 정전기적으로 대전된 공기-첨가제-C02 에어로졸을 형성하며, 상기 공기-첨가제-C02 에어로졸은 상기 기판 표면에 사출되고, 이에 의해 상기 CO2 입자와 첨가제가 상호 작용하여, 상기 노즐과 상기 기판 표면 사이의 공간에서 첨가제 혼합물을 함유하는 정전기적으로 대전되고 균질한 CO2 복합재 스프레이를 형성하고,
첨가제를 함유하는 정전기적으로 대전되고 균질한 CO2 복합재 스프레이가 상기 기판 표면에 사출되는
CO2 복합재 스프레이 제조 장치. - 제 6 항에 있어서,
상기 중앙 관통 구멍으로부터 기인하는 적어도 3개의 축 대칭 관통 포트가 있으며, 상기 적어도 3개의 관통 포트는 조정 가능한 팽창 튜브 조립체를 중심설정 및 위치시키기 위한 3개의 랜딩 가이드를 형성하는
CO2 복합재 스프레이 제조 장치. - 제 6 항에 있어서,
적어도 2개의 노즐 전극이 상기 첨가제 주입 노즐을 중심으로 축 대칭으로 배열되는
CO2 복합재 스프레이 제조 장치. - 제 6 항에 있어서,
상기 첨가제는 유동성 유기 및 무기 액체 및 고체를 포함하고,
상기 기판 표면은 절삭 구역이며,
상기 첨가제는 기계가공 윤활제인
CO2 복합재 스프레이 제조 장치. - 정전기장을 생성하기 위한 노즐 전극 장치에 있어서,
a. 중앙 관통 구멍을 갖는 노즐 팁을 가지는 세장형 본체를 포함하며, 상기 중앙 관통 구멍으로부터 기인하는 적어도 3개의 축 대칭 관통 포트가 있으며,
b. 상기 적어도 3개의 관통 포트는 조정 가능한 팽창 튜브 조립체를 위치시키기 위한 3개의 랜딩 가이드를 형성하고,
c. 상기 조정 가능한 팽창 튜브 조립체는 제 2 모세관 내에 제 1 모세관을 포함하고,
d. 상기 제 1 및 제 2 모세관은 관통 포트형 중앙 구멍 내에서 위치 조정 가능하고,
e. 이에 의해, CO2 입자가 상기 조정 가능한 팽창 튜브 조립체를 통해 유동되어 정전하를 생성하고, 상기 정전하는 상기 3개의 랜딩 가이드로 분로되어 상기 노즐 전극을 정전기적으로 대전하는
노즐 전극 장치. - 제 10 항에 있어서,
상기 노즐 전극 장치는 반도체 재료 또는 금속으로 구성되는
노즐 전극 장치. - 제 10 항에 있어서,
상기 노즐 전극 장치는 길이가 0.5 내지 6.0 인치인
노즐 전극 장치. - 제 10 항에 있어서,
상기 노즐 전극 장치는 접지로 분로되는
노즐 전극 장치. - 기판 표면 상에 사용하기 위한, 첨가제를 함유하는 정전기적으로 대전되고 균질한 CO2 복합재 스프레이를 제조하기 위한 장치를 사용하여 표면을 처리하는 방법으로서,
a. 상기 장치는 첨가제 주입 노즐을 중심으로 축 대칭으로 위치된 다수의 노즐 전극을 포함하며,
b. 상기 노즐 전극은 중앙 관통 구멍을 갖는 노즐 팁을 가지는 세장형 본체를 포함하고, 상기 중앙 관통 구멍으로부터 기인하는 다수의 축 대칭 관통 포트가 있으며,
c. 상기 다수의 관통 포트에 근접하게, 조정 가능한 팽창 튜브 조립체를 중심설정 및 위치시키기 위한 랜딩 가이드가 있으며,
d. 상기 조정 가능한 팽창 튜브 조립체는 제 2 모세관 내에 제 1 모세관을 포함하고,
e. 상기 제 1 및 제 2 모세관은 상기 중앙 관통 구멍 내에서 조정 가능하고,
f. 상기 첨가제 주입 노즐은 첨가제 전달 튜브를 포함하는 관통 포팅되고 접지된 첨가제 주입 노즐 본체를 포함하고, 상기 접지된 첨가제 주입 노즐 본체는 공기를 유동시켜 공기-첨가제 에어로졸을 형성하고,
이에 의해, CO2 입자가 상기 조정 가능한 팽창 튜브 조립체를 통해 유동되어 정전하를 생성하고, 상기 정전하는 상기 랜딩 가이드로 분로되어 상기 노즐 전극을 정전기적으로 대전하고, 다음에 CO2 입자는 공기와 혼합하여 공기-CO2 에어로졸을 형성하며,
상기 정전기적으로 대전된 노즐 전극 및 공기-CO2 에어로졸은 공기-첨가제 에어로졸을 패시브 대전하고,
상기 공기-첨가제 에어로졸과 공기-CO2 에어로졸은 상기 노즐로부터 떨어져서 결합하여 정전기적으로 대전된 공기-첨가제-C02 에어로졸을 형성하며, 상기 공기-첨가제-C02 에어로졸은 상기 기판 표면에 사출되고, 이에 의해 상기 CO2 입자와 첨가제가 상호 작용하여, 상기 노즐과 상기 기판 표면 사이의 공간에서 첨가제 혼합물을 함유하는 정전기적으로 대전되고 균질한 CO2 복합재 스프레이를 형성하고,
첨가제를 함유하는 정전기적으로 대전되고 균질한 CO2 복합재 스프레이가 상기 기판 표면에 사출되는, 표면 처리 방법에 있어서,
a. 상기 기판 표면으로부터 떨어진 제 1 위치에 상기 장치를 위치시키는 단계와,
b. 상기 첨가제를 함유하는 정전기적으로 대전되고 균질한 CO2 복합재 스프레이로 상기 기판 표면을 코팅하는 단계와,
c. 상기 첨가제를 함유하는 정전기적으로 대전되고 균질한 CO2 복합재 스프레이로 상기 기판 표면을 코팅하는 것을 중단시키는 단계와,
d. 상기 장치를 제 2 위치에 위치시키는 단계와,
e. 첨가제를 갖지 않는 정전기적으로 대전되고 균일한 CO2 복합재 스프레이를 도포함으로써 상기 기판 표면으로부터 상기 첨가제를 제거하는 단계를 포함하는
표면 처리 방법. - 제 14 항에 있어서,
상기 제 1 위치는 상기 기판 표면으로부터 6 내지 18 인치에 있는
표면 처리 방법. - 제 14 항에 있어서,
상기 제 1 위치에서 상기 첨가제를 함유하는 정전기적으로 대전되고 균질한 CO2 복합재 스프레이의 도포 후에 1 내지 600 초의 소킹 기간이 이어지는
표면 처리 방법. - 제 14 항에 있어서,
상기 제 2 위치는 상기 기판 표면으로부터 0.5 내지 6 인치에 있는
표면 처리 방법. - 제 14 항에 있어서,
상기 첨가제는 유동성 유기 및 무기 액체 및 고체를 포함하는
표면 처리 방법. - 제 14 항에 있어서,
상기 기판 표면은 제조된 표면인
표면 처리 방법.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762481575P | 2017-04-04 | 2017-04-04 | |
| US62/481,575 | 2017-04-04 | ||
| US15/945,698 US10661287B2 (en) | 2017-04-04 | 2018-04-04 | Passive electrostatic CO2 composite spray applicator |
| US15/945,698 | 2018-04-04 | ||
| PCT/US2018/026143 WO2018187513A1 (en) | 2017-04-04 | 2018-04-04 | Passive electrostatic co2 composite spray applicator |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20190133765A true KR20190133765A (ko) | 2019-12-03 |
| KR102302840B1 KR102302840B1 (ko) | 2021-09-15 |
Family
ID=63671979
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197032660A Expired - Fee Related KR102302840B1 (ko) | 2017-04-04 | 2018-04-04 | 패시브 정전식 co2 복합재 스프레이 어플리케이터 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US10661287B2 (ko) |
| EP (1) | EP3648898B1 (ko) |
| JP (1) | JP6918200B2 (ko) |
| KR (1) | KR102302840B1 (ko) |
| CN (1) | CN110740817B (ko) |
| BR (1) | BR112019020910A2 (ko) |
| MX (1) | MX2019011852A (ko) |
| WO (1) | WO2018187513A1 (ko) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR112019020910A2 (pt) * | 2017-04-04 | 2020-04-28 | Cleanlogix Llc | aplicador de pulverização eletrostática de compósito de co2 passivo |
| WO2018187177A1 (en) | 2017-04-05 | 2018-10-11 | Sang In Lee | Depositing of material by spraying precursor using supercritical fluid |
| US11117161B2 (en) * | 2017-04-05 | 2021-09-14 | Nova Engineering Films, Inc. | Producing thin films of nanoscale thickness by spraying precursor and supercritical fluid |
| CL2018000341A1 (es) * | 2018-02-06 | 2018-07-06 | Ingeagro Eirl | Dispositivo y método de aplicación electrostática. |
| WO2021062570A1 (es) * | 2019-10-04 | 2021-04-08 | Mella Labrana Marcelo | Equipo multimodal de limpieza y desinfección por descarga en alta velocidad de partículas |
| US11780051B2 (en) | 2019-12-31 | 2023-10-10 | Cold Jet, Llc | Method and apparatus for enhanced blast stream |
| JP6948487B1 (ja) * | 2021-06-23 | 2021-10-13 | アーベーベー・シュバイツ・アーゲーABB Schweiz AG | 静電塗装装置 |
| CN115401621B (zh) * | 2022-08-17 | 2023-06-23 | 武汉船用机械有限责任公司 | 一种通过电场加速的喷丸处理装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR920021225A (ko) * | 1991-05-29 | 1992-12-18 | 토마스 엘. 무어헤드 | 펄스된 정전기장과 스프레이 패턴을 가진 복수의 스프레이 스트림을 사용하는 정전기적 분말 코팅방법 및 장치 |
| US5176321A (en) * | 1991-11-12 | 1993-01-05 | Illinois Tool Works Inc. | Device for applying electrostatically charged lubricant |
| US20070164130A1 (en) * | 2005-10-13 | 2007-07-19 | Cool Clean Technologies, Inc. | Nozzle device and method for forming cryogenic composite fluid spray |
| JP2008522850A (ja) * | 2004-12-13 | 2008-07-03 | クール クリーン テクノロジーズ, インコーポレイテッド | 低温合成物を適用するための装置およびその装置を使用する方法 |
Family Cites Families (104)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2052869A (en) | 1934-10-08 | 1936-09-01 | Coanda Henri | Device for deflecting a stream of elastic fluid projected into an elastic fluid |
| US2302289A (en) | 1938-12-06 | 1942-11-17 | Union Oil Co | Electrified spray method and apparatus |
| US2894691A (en) | 1955-01-11 | 1959-07-14 | Sedlacsik John | Electrostatic deposition |
| BE560119A (ko) | 1956-09-13 | |||
| US3117726A (en) | 1960-01-05 | 1964-01-14 | Schoberg Borje Lennart | Detachable apparatus for cleaning hollows by blowing |
| US3708993A (en) | 1969-11-12 | 1973-01-09 | Chemetron Corp | Solidified gas pellets and apparatus for manufacturing |
| US3648401A (en) | 1970-02-04 | 1972-03-14 | Ulv Mfg Corp | Low volume insecticide aerosol generator |
| US3672181A (en) | 1970-02-26 | 1972-06-27 | Lewis Tyree Jr | Method and apparatus for carbon dioxide cooling |
| US3628737A (en) | 1970-10-02 | 1971-12-21 | American Air Filter Co | Fuel nozzle |
| US3670606A (en) | 1970-10-12 | 1972-06-20 | Inter Probe | Method and apparatus for cooling the workpiece and/or the cutting tools of a machining apparatus |
| DE2061837A1 (de) | 1970-12-16 | 1972-06-22 | Air Products GmbH, 4000 Düsseldorf; Klöckner-Humboldt-Deutz AG, 5000 Köln | Verfahren zur Durchführung von Niedrigtemperatur-Mahlprozessen in einer Schwingmühle |
| US3747284A (en) | 1971-03-18 | 1973-07-24 | Inter Probe | Cooling apparatus |
| US3702519A (en) | 1971-07-12 | 1972-11-14 | Chemotronics International Inc | Method for the removal of unwanted portions of an article by spraying with high velocity dry ice particles |
| US3806039A (en) | 1972-03-14 | 1974-04-23 | Src Lab | Coanda type nozzle with discontinuous slot |
| US3743186A (en) | 1972-03-14 | 1973-07-03 | Src Lab | Air gun |
| US3801020A (en) | 1972-12-19 | 1974-04-02 | Src Lab | Air gun and nozzle therefor |
| US3795367A (en) | 1973-04-05 | 1974-03-05 | Src Lab | Fluid device using coanda effect |
| US4073966A (en) | 1973-07-26 | 1978-02-14 | Ball Corporation | Method for applying lubricating materials to metallic substrates |
| US3862391A (en) | 1973-12-20 | 1975-01-21 | Inter Probe | Method and apparatus for removing material from a workpiece |
| GB1458407A (en) | 1974-01-30 | 1976-12-15 | Gross M | Newspaper or like article vending machine |
| GB1593391A (en) | 1977-01-28 | 1981-07-15 | British Petroleum Co | Flare |
| US3984054A (en) | 1974-08-26 | 1976-10-05 | Barry Wright Corporation | Nozzle |
| US4038786A (en) | 1974-09-27 | 1977-08-02 | Lockheed Aircraft Corporation | Sandblasting with pellets of material capable of sublimation |
| US3985302A (en) | 1975-06-12 | 1976-10-12 | Barry Wright Corporation | Variable two stage air nozzle |
| US3990332A (en) | 1975-11-24 | 1976-11-09 | General Electric Company | Oxygen assisted machining |
| US4022119A (en) | 1975-12-22 | 1977-05-10 | Shasta Beverages Division Of Consolidated Food Corporation | Liquid carbon dioxide carbonation apparatus |
| US4046492A (en) | 1976-01-21 | 1977-09-06 | Vortec Corporation | Air flow amplifier |
| CA1077541A (en) | 1977-12-01 | 1980-05-13 | Vortec Corporation | Flow amplifying nozzle |
| US4341347A (en) | 1980-05-05 | 1982-07-27 | S. C. Johnson & Son, Inc. | Electrostatic spraying of liquids |
| US4389820A (en) | 1980-12-29 | 1983-06-28 | Lockheed Corporation | Blasting machine utilizing sublimable particles |
| US4385728A (en) | 1981-01-30 | 1983-05-31 | Vortec Corporation | Flow-amplifying nozzle |
| US4555059A (en) | 1984-08-06 | 1985-11-26 | Vortec Corporation | Flow-amplifying liquid-atomizing nozzle |
| DK550884A (da) | 1984-11-20 | 1986-05-21 | Knud Erik Westergaard | Fremgangsmaade og apparat til partikelblaesning med partikler af et materiale, der skifter tilstandsform |
| FR2576821B1 (fr) | 1985-02-04 | 1987-03-27 | Carboxyque Francaise | Installation pour la projection de particules de glace carbonique |
| GB8504254D0 (en) | 1985-02-19 | 1985-03-20 | Ici Plc | Spraying apparatus |
| US4776515A (en) | 1986-08-08 | 1988-10-11 | Froughieh Michalchik | Electrodynamic aerosol generator |
| US4829859A (en) | 1986-08-29 | 1989-05-16 | Ulticon Systems, Inc. | Method of high speed machining |
| US4749125A (en) | 1987-01-16 | 1988-06-07 | Terronics Development Corp. | Nozzle method and apparatus |
| US4806171A (en) | 1987-04-22 | 1989-02-21 | The Boc Group, Inc. | Apparatus and method for removing minute particles from a substrate |
| US5106650A (en) * | 1988-07-14 | 1992-04-21 | Union Carbide Chemicals & Plastics Technology Corporation | Electrostatic liquid spray application of coating with supercritical fluids as diluents and spraying from an orifice |
| SE464761B (sv) | 1989-05-31 | 1991-06-10 | Post Mix Equipment Ab | Foerfarande och anordning foer kolsyresaettning och kylning av en vaetska |
| US5002156A (en) | 1989-10-10 | 1991-03-26 | Illinois Tool Works, Inc. | Positive displacement pneumatic lubricator |
| US5125979A (en) | 1990-07-02 | 1992-06-30 | Xerox Corporation | Carbon dioxide snow agglomeration and acceleration |
| GB9019188D0 (en) | 1990-09-03 | 1990-10-17 | Turbotak Inc | Improved spray nozzle design |
| US5056720A (en) | 1990-09-19 | 1991-10-15 | Nordson Corporation | Electrostatic spray gun |
| US5222332A (en) | 1991-04-10 | 1993-06-29 | Mains Jr Gilbert L | Method for material removal |
| US5124132A (en) | 1991-06-20 | 1992-06-23 | Plasma Technics, Inc. | Corona discharge ozone generator |
| US5315793A (en) | 1991-10-01 | 1994-05-31 | Hughes Aircraft Company | System for precision cleaning by jet spray |
| CN2125463U (zh) * | 1992-04-27 | 1992-12-23 | 史继龄 | 负压摩擦式静电喷塑机 |
| US5409418A (en) | 1992-09-28 | 1995-04-25 | Hughes Aircraft Company | Electrostatic discharge control during jet spray |
| US5344082A (en) | 1992-10-05 | 1994-09-06 | Nordson Corporation | Tribo-electric powder spray gun |
| US5333640A (en) | 1993-05-24 | 1994-08-02 | Swift Steven M | Flow divider to receive, split, and distribute a substance, consisting of multiple small units, being moved via flow gas under pressure into respective passageways |
| US5312598A (en) | 1993-08-26 | 1994-05-17 | Alanco Environmental Resource Corp. | Hopper system and electrostatic gun for injection of an electrostatically charged sorbent into a polluted gas stream |
| US5509335A (en) | 1994-02-25 | 1996-04-23 | Value Tech Engineering, Inc. | Cryogenic vapor oxygen free machining method |
| US5444634A (en) | 1994-04-28 | 1995-08-22 | Illinois Tool Works Inc. | Lubricant nozzle positioning system and method |
| EP0775031B1 (en) | 1994-08-09 | 2002-07-03 | The Edison Materials Technology Center | Cryogenic machining |
| US5611491A (en) | 1995-02-27 | 1997-03-18 | Hughes Aircraft Company | Modular CO2 jet spray device |
| US5591412A (en) | 1995-04-26 | 1997-01-07 | Alanco Environmental Resources Corp. | Electrostatic gun for injection of an electrostatically charged sorbent into a polluted gas stream |
| US6105886A (en) | 1995-05-19 | 2000-08-22 | Nordson Corporation | Powder spray gun with rotary distributor |
| US5765761A (en) | 1995-07-26 | 1998-06-16 | Universtiy Of Georgia Research Foundation, Inc. | Electrostatic-induction spray-charging nozzle system |
| US5704554A (en) | 1996-03-21 | 1998-01-06 | University Of Georgia Reseach Foundation, Inc. | Electrostatic spray nozzles for abrasive and conductive liquids in harsh environments |
| US5725154A (en) | 1995-08-18 | 1998-03-10 | Jackson; David P. | Dense fluid spray cleaning method and apparatus |
| US5592863A (en) | 1995-09-25 | 1997-01-14 | Xerox Corporation | Cryogenic machining of soft/ductile materials |
| US5846338A (en) * | 1996-01-11 | 1998-12-08 | Asyst Technologies, Inc. | Method for dry cleaning clean room containers |
| JP3315611B2 (ja) | 1996-12-02 | 2002-08-19 | 三菱電機株式会社 | 洗浄用2流体ジェットノズル及び洗浄装置ならびに半導体装置 |
| JP3404241B2 (ja) | 1997-02-05 | 2003-05-06 | 明治製菓株式会社 | 油性菓子原料自動スプレー装置 |
| US5853128A (en) | 1997-03-08 | 1998-12-29 | Bowen; Howard S. | Solid/gas carbon dioxide spray cleaning system |
| US6206764B1 (en) | 1997-04-17 | 2001-03-27 | The United States Of America As Represented By The Secretary Of Commerce | Methods for machining hard materials using alcohols |
| US6056213A (en) | 1998-01-30 | 2000-05-02 | 3M Innovative Properties Company | Modular system for atomizing a liquid |
| US6039269A (en) | 1998-10-15 | 2000-03-21 | Premier Farnell Corp. | Coanda effect nozzle |
| DE19903243A1 (de) | 1999-01-28 | 2000-08-03 | Linde Tech Gase Gmbh | Kombinierte Reinigung und Niederdruckplasmabehandlung |
| US6785400B1 (en) | 1999-08-17 | 2004-08-31 | Image Therm Engineering, Inc. | Spray data acquisition system |
| US6802961B2 (en) | 2000-03-13 | 2004-10-12 | David P. Jackson | Dense fluid cleaning centrifugal phase shifting separation process and apparatus |
| AU2001247406A1 (en) | 2000-03-13 | 2001-10-15 | The Deflex Llc | Dense fluid spray cleaning process and apparatus |
| US6696662B2 (en) | 2000-05-25 | 2004-02-24 | Advanced Energy Industries, Inc. | Methods and apparatus for plasma processing |
| US20030038193A1 (en) | 2000-07-11 | 2003-02-27 | Rehman William R. | Unipolarity powder coating systems including improved tribocharging and corona guns |
| US20040011378A1 (en) | 2001-08-23 | 2004-01-22 | Jackson David P | Surface cleaning and modification processes, methods and apparatus using physicochemically modified dense fluid sprays |
| US6564682B1 (en) | 2000-11-14 | 2003-05-20 | Air Products And Chemicals, Inc. | Machine tool distributor for cryogenic cooling of cutting tools on a turret plate |
| JP3509738B2 (ja) * | 2000-11-14 | 2004-03-22 | 株式会社アイテック | ドライアイス噴射装置 |
| US7225819B2 (en) | 2000-12-08 | 2007-06-05 | David P Jackson | Apparatus process and method for mounting and treating a substrate |
| US7601112B2 (en) | 2001-03-13 | 2009-10-13 | Jackson David P | Dense fluid cleaning centrifugal phase shifting separation process and apparatus |
| US7451941B2 (en) | 2001-03-13 | 2008-11-18 | Jackson David P | Dense fluid spray cleaning process and apparatus |
| US6656017B2 (en) | 2001-04-24 | 2003-12-02 | David P. Jackson | Method and apparatus for creating an open cell micro-environment for treating a substrate with an impingement spray |
| WO2002085528A2 (en) | 2001-04-24 | 2002-10-31 | Deflex Llc | Apparatus and process for treatment, delivery and recycle of process fluids for dense phase carbon dioxide applications |
| US7219677B1 (en) | 2001-07-31 | 2007-05-22 | David P Jackson | Method and apparatus for supercritical ozone treatment of a substrate |
| JP2003145062A (ja) | 2001-11-14 | 2003-05-20 | Mitsubishi Electric Corp | 洗浄用2流体ジェットノズル、洗浄装置およびこれらを用いた半導体装置の製造方法 |
| KR100436540B1 (ko) | 2001-11-23 | 2004-06-19 | 한국수력원자력 주식회사 | Co₂ 분사제염 발생 오염입자 포집방법 및 장치 |
| US20040003828A1 (en) | 2002-03-21 | 2004-01-08 | Jackson David P. | Precision surface treatments using dense fluids and a plasma |
| US20040045578A1 (en) | 2002-05-03 | 2004-03-11 | Jackson David P. | Method and apparatus for selective treatment of a precision substrate surface |
| US7387477B2 (en) | 2003-02-25 | 2008-06-17 | Shimane University | Controlled atmosphere cutting method using oxygen enrichment and cutting tool |
| US20060027679A1 (en) * | 2004-08-03 | 2006-02-09 | Mr. Jack Gratteau | Ejector Nozzle |
| US20090197512A1 (en) * | 2004-09-28 | 2009-08-06 | Moeller Godehard | Nozzle for co2 snow/crystals |
| US7131598B2 (en) | 2004-10-04 | 2006-11-07 | Ratnik Industries, Inc. | Snow-gun |
| US7293570B2 (en) | 2004-12-13 | 2007-11-13 | Cool Clean Technologies, Inc. | Carbon dioxide snow apparatus |
| US7134946B1 (en) | 2004-12-13 | 2006-11-14 | Cool Clean Technologies, Inc. | Apparatus to treat and inspect a substrate |
| JP2006308176A (ja) * | 2005-04-27 | 2006-11-09 | Taiyo Nippon Sanso Corp | 冷却剤、冷却方法および冷却剤供給装置 |
| US7198043B1 (en) | 2005-08-26 | 2007-04-03 | Gang Zhang | Method for extending diamond tool life in diamond machining of materials that chemically react with diamond |
| US8048830B1 (en) | 2008-06-19 | 2011-11-01 | Cool Clean Technologies, Inc. | Method of forming and using carbonated machining fluid |
| US8454409B2 (en) * | 2009-09-10 | 2013-06-04 | Rave N.P., Inc. | CO2 nozzles |
| KR101872671B1 (ko) * | 2011-03-10 | 2018-07-02 | 에어 워터 가부시키가이샤 | 드라이아이스 스노우 분사 장치 |
| US9352355B1 (en) | 2012-04-15 | 2016-05-31 | David P. Jackson | Particle-plasma ablation process |
| US9221067B2 (en) * | 2013-06-18 | 2015-12-29 | Cleanlogic Llc | CO2 composite spray method and apparatus |
| BR112016006083B1 (pt) * | 2013-09-20 | 2020-12-01 | Spraying Systems Co | conjunto de bocal de pulverização eletrostática |
| BR112019020910A2 (pt) * | 2017-04-04 | 2020-04-28 | Cleanlogix Llc | aplicador de pulverização eletrostática de compósito de co2 passivo |
-
2018
- 2018-04-04 BR BR112019020910A patent/BR112019020910A2/pt not_active Application Discontinuation
- 2018-04-04 WO PCT/US2018/026143 patent/WO2018187513A1/en not_active Ceased
- 2018-04-04 MX MX2019011852A patent/MX2019011852A/es unknown
- 2018-04-04 EP EP18781065.0A patent/EP3648898B1/en not_active Not-in-force
- 2018-04-04 JP JP2020504268A patent/JP6918200B2/ja active Active
- 2018-04-04 KR KR1020197032660A patent/KR102302840B1/ko not_active Expired - Fee Related
- 2018-04-04 CN CN201880036835.9A patent/CN110740817B/zh not_active Expired - Fee Related
- 2018-04-04 US US15/945,698 patent/US10661287B2/en not_active Expired - Fee Related
-
2020
- 2020-05-25 US US16/882,711 patent/US20200282412A1/en not_active Abandoned
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR920021225A (ko) * | 1991-05-29 | 1992-12-18 | 토마스 엘. 무어헤드 | 펄스된 정전기장과 스프레이 패턴을 가진 복수의 스프레이 스트림을 사용하는 정전기적 분말 코팅방법 및 장치 |
| US5176321A (en) * | 1991-11-12 | 1993-01-05 | Illinois Tool Works Inc. | Device for applying electrostatically charged lubricant |
| JP2008522850A (ja) * | 2004-12-13 | 2008-07-03 | クール クリーン テクノロジーズ, インコーポレイテッド | 低温合成物を適用するための装置およびその装置を使用する方法 |
| US20070164130A1 (en) * | 2005-10-13 | 2007-07-19 | Cool Clean Technologies, Inc. | Nozzle device and method for forming cryogenic composite fluid spray |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112019020910A2 (pt) | 2020-04-28 |
| EP3648898A4 (en) | 2021-01-27 |
| JP6918200B2 (ja) | 2021-08-11 |
| US20200282412A1 (en) | 2020-09-10 |
| JP2020512934A (ja) | 2020-04-30 |
| EP3648898B1 (en) | 2022-02-09 |
| CN110740817A (zh) | 2020-01-31 |
| EP3648898A1 (en) | 2020-05-13 |
| US10661287B2 (en) | 2020-05-26 |
| WO2018187513A1 (en) | 2018-10-11 |
| US20180280998A1 (en) | 2018-10-04 |
| CN110740817B (zh) | 2021-03-30 |
| KR102302840B1 (ko) | 2021-09-15 |
| MX2019011852A (es) | 2020-12-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102302840B1 (ko) | 패시브 정전식 co2 복합재 스프레이 어플리케이터 | |
| US7389941B2 (en) | Nozzle device and method for forming cryogenic composite fluid spray | |
| KR102458213B1 (ko) | 코팅될 표면에 코팅 제품을 적용하기 위한 적용 헤드 | |
| US4508265A (en) | Method for spray combination of liquids and apparatus therefor | |
| KR950007143B1 (ko) | 이형계 | |
| EP3639927B1 (en) | Method and apparatus for electrostatic painting | |
| KR102214363B1 (ko) | 윤활유 제품을 위한 분무기 및 상기 분무기를 포함하는 윤활 시스템 | |
| EP2851128A1 (en) | Electrostatic application apparatus and method for applying liquid | |
| CN106391347A (zh) | 一种电磁场雾化的金刚石磨粒均匀喷射装置及方法 | |
| WO2016117641A1 (ja) | 静電噴霧装置 | |
| CN109477450A (zh) | 具有碰撞射流的液体雾化喷嘴插入件 | |
| CN105473234A (zh) | 用于液体涂覆产品的喷涂器和包括这种喷涂器的喷涂设备 | |
| WO2003031074A1 (en) | Electrostatic atomizer and method of producing atomized fluid sprays | |
| KR102948615B1 (ko) | 조합된 전기수력학적 및 에어로졸 인쇄 | |
| KR101263591B1 (ko) | 콘젯 모드 정전기 스프레이 장치 | |
| JP5010111B2 (ja) | 粉体塗装用スプレーガン | |
| GB2043701A (en) | Granulatising liquid metals | |
| JPH0646128B2 (ja) | ガス浮遊粒子流の冷却装置 | |
| JP2006110660A (ja) | 油膜付水滴生成混合器 | |
| JP6613481B2 (ja) | 液体塗着方法 | |
| JP5833781B1 (ja) | 静電噴霧装置 | |
| RU2129691C1 (ru) | Устройство для получения искусственного снега | |
| JP2017100080A (ja) | 静電噴霧方法及び静電噴霧装置 | |
| CN119013104A (zh) | 用于等离子体涂层设备的改进的雾化器 | |
| RU2006140563A (ru) | Способ напыления плазменного покрытия (варианты) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20240911 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20240911 |