KR20200020015A - 비늘형 미세 재질 전극 와이어 재료 및 이의 제조 방법과 응용 - Google Patents
비늘형 미세 재질 전극 와이어 재료 및 이의 제조 방법과 응용 Download PDFInfo
- Publication number
- KR20200020015A KR20200020015A KR1020207004547A KR20207004547A KR20200020015A KR 20200020015 A KR20200020015 A KR 20200020015A KR 1020207004547 A KR1020207004547 A KR 1020207004547A KR 20207004547 A KR20207004547 A KR 20207004547A KR 20200020015 A KR20200020015 A KR 20200020015A
- Authority
- KR
- South Korea
- Prior art keywords
- electrode wire
- wire material
- layer
- heat treatment
- another preferred
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H7/00—Processes or apparatus applicable to both electrical discharge machining and electrochemical machining
- B23H7/02—Wire-cutting
- B23H7/08—Wire electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H1/00—Electrical discharge machining, i.e. removing metal with a series of rapidly recurring electrical discharges between an electrode and a workpiece in the presence of a fluid dielectric
- B23H1/04—Electrodes specially adapted therefor or their manufacture
- B23H1/06—Electrode material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C1/00—Manufacture of metal sheets, wire, rods, tubes or like semi-manufactured products by drawing
- B21C1/003—Drawing materials of special alloys so far as the composition of the alloy requires or permits special drawing methods or sequences
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H7/00—Processes or apparatus applicable to both electrical discharge machining and electrochemical machining
- B23H7/22—Electrodes specially adapted therefor or their manufacture
- B23H7/24—Electrode material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/38—Wires; Tubes
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/38—Wires; Tubes
- C23C2/385—Tubes of specific length
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/02—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material
- C23C28/021—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material including at least one metal alloy layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/02—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material
- C23C28/023—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material only coatings of metal elements only
- C23C28/025—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material only coatings of metal elements only with at least one zinc-based layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/02—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material
- C23C28/028—Including graded layers in composition or in physical properties, e.g. density, porosity, grain size
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Materials Engineering (AREA)
- Electrochemistry (AREA)
- Manufacturing & Machinery (AREA)
- Electroplating Methods And Accessories (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Non-Insulated Conductors (AREA)
- Physics & Mathematics (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Thermal Sciences (AREA)
Abstract
Description
도 2는 본 발명의 제조 방법의 공정 모식도이다.
도 3은 실시예1에서 열처리된 3층 구조의 와이어 재료 반가공품1의 전자현미경(SEM) 단면 모양 테스트 결과이다.
도 4는 실시예1에서 얻은 전극 와이어 재료(1)의 전자현미경(SEM) 표면 모양의 테스트 결과이고, 여기서 (a)는 물고기 비늘 모양이며, (b)는 전극 와이어 재료(1)의 확대된 전자현미경(SEM) 표면 모양이다.
도 5는 실시예1에서 얻은 전극 와이어 재료(1)의 전자현미경(SEM) 단면 모양 테스트 결과이다.
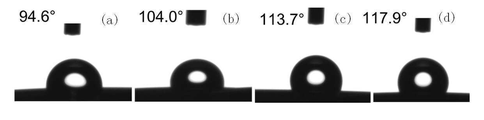
도 6은 동합금 와이어 재료, 동합금 와이어 재료(1) 및 전극 와이어 재료(1)와 냉각액의 접촉각 테스트 결과이고, 여기서 (a)는 동합금 와이어 재료이며, (b)는 동합금 와이어 재료(1)이며, (c)와 (d)는 비늘형 미세 재질 전극 와이어 재료(1)이다.
도 7은 동합금 와이어 재료, 동합금 와이어 재료(1)과 전극 와이어 재료(1)의 상대적 절단 속도 대비도이다.
도 8은 금형강 샘플로 각각 동합금 와이어 재료(1)와 전극 와이어 재료(1)를 동일한 절단 속도 하에서 절단한 후의 3차원 모양 테스트 결과이고, 여기서 (a)는 동합금 와이어 재료(1)를 절단한 후의 샘플 3차원 모양이며, (b)는 비늘형 미세 재질 전극 와이어 재료(1)를 절단한 후의 3차원 모양이다.
도 9는 실시예2~4에서 얻은 전극 와이어 재료(2~4)의 전자현미경(SEM) 표면 모양 테스트 결과 이고, 여기서 (a)는 전극 와이어 재료(2)이며, (b)는 전극 와이어 재료(3)이고,(c)는 전극 와이어 재료(4)이다.
도 10은 대비예1에서 얻은 전극 와이어 재료(C1)의 전자현미경(SEM) 표면 모양 테스트 결과이다.
도 11은 대비예2에서 얻은 전극 와이어 재료(C2)의 전자현미경(SEM) 표면 모양 테스트 결과이다.
| 계측 영역 | 아연 중량%(Zn wt.%) | 동 중량%(Cu wt.%) | 산소 중량%(O wt.%) |
| 1 | 84.64 | 12.78 | 2.58 |
| 2 | 72.84 | 25.11 | 2.03 |
| 3 | 57.44 | 41.20 | 1.36 |
| 4 | 48.76 | 50.35 | 0.89 |
| 5 | 42.92 | 56.41 | 0.67 |
| 6 | 39.04 | 60.43 | 0.53 |
| 7 | 39.68 | 59.89 | 0.43 |
| 계측 영역 | 아연 중량%(Zn wt.%) | 동 중량%(Cu wt.%) | 산소 중량%(O wt.%) |
| 1 | 72.52 | 23.1 | 4.38 |
| 2 | 64.56 | 31.87 | 3.57 |
| 3 | 49.37 | 48.22 | 2.41 |
| 4 | 43.15 | 55.23] | 1.62 |
| 5 | 39.84 | 59.12 | 1.04 |
| 6 | 39.62 | 59.45 | 0.93 |
Claims (14)
- 전극 와이어 재료에 있어서,
상기 전극 와이어 재료 표면에 비늘형 미세 재질층을 구비하고, 상기 전극 와이어 재료는,
i) 내층인 합금 소재층;
ii) 중간층인 상호 확산층; 및
iii) 외층인 도금층을 포함하며;
또한, 상기 외층의 두께는 2~20μm이고,
상기 비늘형 미세 재질층의 두께는 2~20μm이고,
상기 중간층의 두께는 5~30μm인, 전극 와이어 재료. - 제1항에 있어서,
상기 중간층은 연속적인 전극 와이어 재료. - 제1항에 있어서,
상기 전극 와이어 재료에서, 상기 내층의 직경은 0.15~0.6mm 이거나,
중간층의 두께는 10~20μm인, 전극 와이어 재료. - 제1항에 있어서,
상기 비늘형 미세 재질층의 두께는 3~18μm인 전극 와이어 재료. - 제1항에 있어서,
상기 합금 소재층은 구리, 아연, 및 이들의 조합으로 구성된 군으로부터 선택되는 원소로 제조되거나,
상기 상호 확산층은 구리, 아연, 및 이들의 조합으로 구성된 군으로부터 선택되는 원소로 제조되거나,
상기 도금층은 구리, 아연, 및 이들의 조합으로 구성된 군으로부터 선택되는 원소로 제조되는 전극 와이어 재료. - 제1항에 있어서,
상기 전극 와이어 재료의 인장강도는 1100~1200MPa이고 연신율은 1~5%인 것을 특징으로 하는 전극 와이어 재료. - 제2항에 있어서,
상기 전극 와이어 재료는
외부에서 내부로 직경 방향에 따라 아연(Zn)의 함량이 점차 낮아지고, 동(Cu)의 함량이 점차 높아지는 것을 특징으로 하는 전극 와이어 재료. - 제1항에 있어서,
상기 전극 와이어 재료는,
1) 도금된 전극 와이어를 제공하고, 상기 도금된 전극 와이어를 열처리하여, 열처리된 전극 와이어를 얻는 단계;
2) 단계1)에서 얻은 열처리된 전극 와이어를 드로잉(drawing)처리하여, 드로잉된 전극 와이어를 얻는 단계; 및
3) 단계2)에서 얻은 드로잉된 전극 와이어를 어닐링 처리하여, 상기 전극 와이어 재료를 얻는 단계를 통해 제조되는 것을 특징으로 하는 전극 와이어 재료로서,
상기 단계1)에 따른 열처리의 열처리 온도는 550 ~ 850°C인 전극 와이어 재료. - 제8항에 있어서,
상기 도금된 전극 와이어의 인장강도는 1100MPa이고 연신율은 5%인 것을 특징으로 하는 전극 와이어 재료. - 제8항에 있어서,
상기 도금층 전극 와이어는,
코어층인 합금층과 상기 코어층 표면에 위치한 금속 도금층으로 포함하고, 합금층과 비교할 때 23%, 도금된 전극 와이어와 비교할 때 16 %의 전극 와이어 재료의 절단 속도를 향상시키는 것인 도금층 전극 와이어 재료. - 1) 도금된 전극 와이어를 제공하고, 상기 도금된 전극 와이어를 열처리하여, 열처리된 전극 와이어를 얻는 단계;
2) 단계1)에서 얻은 열처리된 전극 와이어를 드로잉 처리하여, 드로잉된 전극 와이어를 얻는 단계; 및
3) 단계2)에서 얻은 드로잉된 전극 와이어를 어닐링 처리하여, 제1항에 따른 전극 와이어 재료를 얻는 단계를 포함하는 제1항에 따른 전극 와이어 재료의 제조 방법으로서,
상기 단계1)에 따른 열처리의 열처리 온도는 550 ~ 850°C인 전극 와이어 재료의 제조 방법. - 제 11항에 있어서,
단계1)에 따른 열처리가 상기 열처리 온도에서의 열처리 시간은 5~60초인 방법. - 제11항에 있어서,
단계2)에 따른 드로잉 처리는 윤활유 탱크에서 진행하고; 및/또는
단계2)에 따른 드로잉 처리는 실온 하에서 진행하며; 및/또는
단계2)에 따른 드로잉 처리의 드로잉 속도는 600~1500m/min인 것을 특징으로 하는 방법. - 제11항에 있어서,
단계3)에 따른 어닐링 처리의 어닐링 온도는 20~100°C이고; 및/또는
단계3)에 따른 어닐링 처리가 상기 어닐링 처리 온도에서의 어닐링 처리 시간은 1~20초인 것을 특징으로 하는 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201510868517.7 | 2015-12-02 | ||
| CN201510868517.7A CN106808037B (zh) | 2015-12-02 | 2015-12-02 | 仿鱼鳞微织构电极丝材料及其制备方法与应用 |
| PCT/CN2016/108423 WO2017092715A1 (zh) | 2015-12-02 | 2016-12-02 | 仿鱼鳞微织构电极丝材料及其制备方法与应用 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177024833A Division KR20170109061A (ko) | 2015-12-02 | 2016-12-02 | 비늘형 미세 재질 전극 와이어 재료 및 이의 제조 방법과 응용 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200020015A true KR20200020015A (ko) | 2020-02-25 |
| KR102233844B1 KR102233844B1 (ko) | 2021-03-30 |
Family
ID=58796307
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177024833A Ceased KR20170109061A (ko) | 2015-12-02 | 2016-12-02 | 비늘형 미세 재질 전극 와이어 재료 및 이의 제조 방법과 응용 |
| KR1020207004547A Active KR102233844B1 (ko) | 2015-12-02 | 2016-12-02 | 미세 결정립 재질 전극 와이어 재료 및 이의 제조 방법과 응용 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177024833A Ceased KR20170109061A (ko) | 2015-12-02 | 2016-12-02 | 비늘형 미세 재질 전극 와이어 재료 및 이의 제조 방법과 응용 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10926345B2 (ko) |
| EP (1) | EP3251777B1 (ko) |
| JP (1) | JP6829213B2 (ko) |
| KR (2) | KR20170109061A (ko) |
| CN (1) | CN106808037B (ko) |
| ES (1) | ES2972619T3 (ko) |
| PL (1) | PL3251777T3 (ko) |
| WO (1) | WO2017092715A1 (ko) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107671379A (zh) | 2017-09-26 | 2018-02-09 | 宁波康强微电子技术有限公司 | 织构化镀层电极丝的制备方法 |
| CN107971591A (zh) * | 2017-12-19 | 2018-05-01 | 宁波康强微电子技术有限公司 | 超精密切割极细铜线的制备方法 |
| CN108115237A (zh) * | 2017-12-31 | 2018-06-05 | 宁波博德高科股份有限公司 | 一种高效冲洗电极丝及其制备方法 |
| JP7260267B2 (ja) * | 2018-09-11 | 2023-04-18 | 日鉄Sgワイヤ株式会社 | ワイヤ放電加工用電極線 |
| CN109986153A (zh) * | 2019-03-07 | 2019-07-09 | 成都虹波实业股份有限公司 | 一种电极丝涂覆材料、电极丝的制备方法及应用 |
| CN110814449B (zh) * | 2019-11-29 | 2020-09-08 | 深圳大学 | 梯度材料电极及其制备方法 |
| CN111334843B (zh) * | 2020-04-26 | 2021-09-14 | 重庆理工大学 | 一种金属管内壁冶金结合涂层的制备装置 |
| CN113909599B (zh) * | 2021-11-02 | 2023-12-05 | 江西凯强新材料有限公司 | 一种镀锌电极丝制造方法 |
| CN114472564B (zh) * | 2022-04-14 | 2022-06-21 | 天津市天欣金属制品有限公司 | 一种用于镀锌丝生产的拉丝设备 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100543847B1 (ko) * | 2005-04-01 | 2006-01-20 | 주식회사 엠에이씨티 | 방전가공용 전극선 및 그 제조 방법 |
| KR20120122535A (ko) * | 2011-04-29 | 2012-11-07 | 성기철 | 방전가공용 전극선 및 그 제조방법 |
| CN103537768A (zh) * | 2013-11-12 | 2014-01-29 | 宁波博威麦特莱科技有限公司 | 慢走丝电火花放电加工用电极丝及其制备方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1078831C (zh) | 1997-07-30 | 2002-02-06 | 成机哲 | 放电加工用多孔性电极线及其制造方法 |
| US5945010A (en) | 1997-09-02 | 1999-08-31 | Composite Concepts Company, Inc. | Electrode wire for use in electric discharge machining and process for preparing same |
| DE19913694A1 (de) | 1999-03-25 | 2000-11-02 | Berkenhoff Gmbh | Drahtelektrode |
| JP2003291030A (ja) * | 2002-03-29 | 2003-10-14 | Oki Electric Cable Co Ltd | ワイヤ放電加工用電極線 |
| JP4089551B2 (ja) * | 2003-08-25 | 2008-05-28 | 日立電線株式会社 | 高強度ワイヤ放電加工用電極線 |
| FR2881974B1 (fr) | 2005-02-11 | 2007-07-27 | Thermocompact Sa | Fil composite pour electroerosion. |
| PL2005343T3 (pl) | 2005-12-01 | 2020-11-16 | Thermocompact | Drut EDM |
| CN201239836Y (zh) | 2008-07-16 | 2009-05-20 | 金劲 | 快走丝用复合电极丝 |
| PL2172295T3 (pl) * | 2008-10-01 | 2012-11-30 | Berkenhoff Gmbh | Elektroda drutowa do cięcia metodą obróbki elektroerozyjnej |
| PL2193867T3 (pl) * | 2008-12-03 | 2012-11-30 | Berkenhoff Gmbh | Elektroda drutowa do cięcia elektroiskrowego i sposób wytwarzania takiej elektrody drutowej |
| KR101292343B1 (ko) * | 2011-08-08 | 2013-07-31 | 성기철 | 방전가공용 전극선 및 그 제조방법 |
| KR20140051734A (ko) * | 2012-10-23 | 2014-05-02 | 성기철 | 방전가공용 전극선 및 그 제조방법 |
| JP2014136285A (ja) * | 2013-01-17 | 2014-07-28 | Hitachi Metals Ltd | 放電加工用ワイヤーおよびその製造方法 |
| DE102013009767A1 (de) | 2013-06-11 | 2014-12-11 | Heinrich Stamm Gmbh | Drahtelektrode zum funkenerosiven Schneiden von Gegenständen |
| CN105081490B (zh) * | 2014-04-23 | 2017-09-12 | 北京富纳特创新科技有限公司 | 线切割电极丝及线切割装置 |
| CN104191056B (zh) * | 2014-08-13 | 2016-06-29 | 宁波博威麦特莱科技有限公司 | 一种高精度锌基合金电极丝及其制备方法 |
| CN104400159A (zh) | 2014-10-28 | 2015-03-11 | 苏州市宝玛数控设备有限公司 | 一种高效多层复合电极丝 |
| CN105834533B (zh) | 2016-04-25 | 2017-12-01 | 宁波博德高科股份有限公司 | 用于慢走丝电火花切割用的电极丝 |
-
2015
- 2015-12-02 CN CN201510868517.7A patent/CN106808037B/zh active Active
-
2016
- 2016-12-02 ES ES16870025T patent/ES2972619T3/es active Active
- 2016-12-02 WO PCT/CN2016/108423 patent/WO2017092715A1/zh not_active Ceased
- 2016-12-02 EP EP16870025.0A patent/EP3251777B1/en active Active
- 2016-12-02 KR KR1020177024833A patent/KR20170109061A/ko not_active Ceased
- 2016-12-02 JP JP2017564789A patent/JP6829213B2/ja active Active
- 2016-12-02 KR KR1020207004547A patent/KR102233844B1/ko active Active
- 2016-12-02 US US15/554,965 patent/US10926345B2/en active Active
- 2016-12-02 PL PL16870025.0T patent/PL3251777T3/pl unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100543847B1 (ko) * | 2005-04-01 | 2006-01-20 | 주식회사 엠에이씨티 | 방전가공용 전극선 및 그 제조 방법 |
| KR20120122535A (ko) * | 2011-04-29 | 2012-11-07 | 성기철 | 방전가공용 전극선 및 그 제조방법 |
| CN103537768A (zh) * | 2013-11-12 | 2014-01-29 | 宁波博威麦特莱科技有限公司 | 慢走丝电火花放电加工用电极丝及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2017092715A1 (zh) | 2017-06-08 |
| CN106808037B (zh) | 2020-07-03 |
| EP3251777A1 (en) | 2017-12-06 |
| US20180050401A1 (en) | 2018-02-22 |
| JP6829213B2 (ja) | 2021-02-10 |
| JP2018516769A (ja) | 2018-06-28 |
| PL3251777T3 (pl) | 2024-06-10 |
| EP3251777C0 (en) | 2024-02-07 |
| US10926345B2 (en) | 2021-02-23 |
| ES2972619T3 (es) | 2024-06-13 |
| EP3251777A4 (en) | 2018-04-04 |
| EP3251777B1 (en) | 2024-02-07 |
| KR20170109061A (ko) | 2017-09-27 |
| KR102233844B1 (ko) | 2021-03-30 |
| CN106808037A (zh) | 2017-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200020015A (ko) | 비늘형 미세 재질 전극 와이어 재료 및 이의 제조 방법과 응용 | |
| CA2302202C (en) | Electrode wire for use in electric discharge machining and process for preparing same | |
| CN111687236B (zh) | 一种覆层合金线的制备方法 | |
| JP6908773B2 (ja) | 組織化メッキ電極線の製造方法 | |
| CN102239024A (zh) | 电火花切割工艺用电极丝 | |
| Kapoor et al. | Recent developments in wire electrodes for high performance WEDM | |
| JP2009280860A (ja) | Cu−Ag合金線及びその製造方法 | |
| KR101486028B1 (ko) | 방전 가공용 전극선 | |
| CN104994984A (zh) | 线放电加工用电极线及其制造方法 | |
| KR100528850B1 (ko) | 방전가공기용의 다기능 다층 코팅 전극선 및 그의 제조방법 | |
| JP2015170422A (ja) | 銅コイル材、銅平角線、被覆平角線、銅コイル材の製造方法、及び銅平角線の製造方法 | |
| JP2006159304A (ja) | ワイヤ放電加工用電極線及びその製造方法 | |
| KR20200004320A (ko) | 와이어 방전 가공용 전극선 | |
| JP4917747B2 (ja) | 放電加工用電極線 | |
| KR102016538B1 (ko) | 와이어 방전 가공용 전극선 및 그 제조 방법 | |
| KR200350116Y1 (ko) | 방전가공기용의 다기능 다층 코팅 전극선 | |
| JPH06238523A (ja) | ワイヤ放電加工用銅被覆鋼線 | |
| JPS6176215A (ja) | 放電加工用複合電極線の製造法 | |
| KR20140075442A (ko) | 방전가공용 전극선 및 그 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A107 | Divisional application of patent | ||
| A201 | Request for examination | ||
| PA0104 | Divisional application for international application |
Comment text: Divisional Application for International Patent Patent event code: PA01041R01D Patent event date: 20200217 Application number text: 1020177024833 Filing date: 20170904 |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20200312 Patent event code: PE09021S01D |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20200812 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20210218 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20210324 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20210325 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| PR1001 | Payment of annual fee |
Payment date: 20240315 Start annual number: 4 End annual number: 4 |