KR20200025592A - 다층 섬유강화 수지복합재의 제조방법 및 그에 따라 제조되는 성형품 - Google Patents
다층 섬유강화 수지복합재의 제조방법 및 그에 따라 제조되는 성형품 Download PDFInfo
- Publication number
- KR20200025592A KR20200025592A KR1020180103199A KR20180103199A KR20200025592A KR 20200025592 A KR20200025592 A KR 20200025592A KR 1020180103199 A KR1020180103199 A KR 1020180103199A KR 20180103199 A KR20180103199 A KR 20180103199A KR 20200025592 A KR20200025592 A KR 20200025592A
- Authority
- KR
- South Korea
- Prior art keywords
- core
- sheet
- resin composite
- preparing
- inner mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/34—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation
- B29C70/345—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation using matched moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/22—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least two directions forming a two-dimensional [2D] structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
- B29C70/48—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs and impregnating the reinforcements in the closed mould, e.g. resin transfer moulding [RTM], e.g. by vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R19/00—Wheel guards; Radiator guards, e.g. grilles; Obstruction removers; Fittings damping bouncing force in collisions
- B60R19/02—Bumpers, i.e. impact receiving or absorbing members for protecting vehicles or fending off blows from other vehicles or objects
- B60R19/03—Bumpers, i.e. impact receiving or absorbing members for protecting vehicles or fending off blows from other vehicles or objects characterised by material, e.g. composite
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D13/00—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft
- D03D13/004—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft with weave pattern being non-standard or providing special effects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3055—Cars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R19/00—Wheel guards; Radiator guards, e.g. grilles; Obstruction removers; Fittings damping bouncing force in collisions
- B60R19/02—Bumpers, i.e. impact receiving or absorbing members for protecting vehicles or fending off blows from other vehicles or objects
- B60R19/18—Bumpers, i.e. impact receiving or absorbing members for protecting vehicles or fending off blows from other vehicles or objects characterised by the cross-section; Means within the bumper to absorb impact
- B60R2019/1806—Structural beams therefor, e.g. shock-absorbing
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Textile Engineering (AREA)
- Moulding By Coating Moulds (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
본 발명의 일 실시형태에 따른 다층 섬유강화 수지복합재의 제조방법은 적어도 3개의 파트로 분리되는 인너금형을 준비하는 단계와; 강화 섬유가 서로 다른 배열방향으로 마련된 다수의 강화섬유시트를 길이방향을 따라 순차적으로 배치하여 연결된 멀티 시트를 준비하는 단계와; 상기 인너금형의 외주면에 상기 멀티 시트가 권취되도록 상기 인너금형을 롤링하여 복수의 층을 갖는 파이프 형상의 멀티 코어를 준비하는 단계와; 상기 인너금형 중 적어도 하나의 파트를 권취된 멀티 코어의 내부에서 분리하여 멀티 코어의 내부에 더미중공부를 형성하는 단계와; 상기 멀티 코어의 외부에서 상기 더미중공부 방향으로 상기 멀티 코어를 가압하여 상기 멀티 코어에 절곡부를 형성하는 단계와; 상기 멀티 코어에 수지를 함침시키는 단계를 포함한다.
Description
도 2는 본 발명의 일 실시예에 따른 다층 섬유강화 수지복합재의 제조방법에 의해 제조되는 성형품의 단면을 보여주는 도면이며,
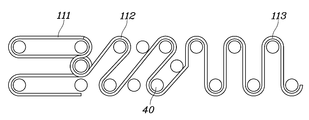
도 3a 및 도 3b는 본 발명의 실시예에 따른 멀티 시트를 준비하는 방법을 보여주는 도면이고,
도 4 및 도 5는 본 발명의 일 실시예에 따른 다층 섬유강화 수지복합재의 제조방법에 의해 차량용 백빔을 제조하는 방법을 보여주는 도면이며,
도 6a 및 도 6b는 본 발명의 일 실시예에 따른 다층 섬유강화 수지복합재의 제조방법에 의해 제조된 차량용 백빔을 보여주는 도면이다.
12: 제 2 사이드 파트 13: 센터 파트
14: 회전축선 20: 아우터금형
30a: 상부금형 30b: 하부금형
40: 구속핀 50: 수지 공급수단
110: 멀티 시트 111, 112, 113: 섬유강화시트
120: 수지 200: 성형품(백빔)
210: 멀티 코어 211: 더미 중공부
212a:, 212b: 중공부 213: 절곡부
220: 몰딩층
Claims (16)
- 적어도 3개의 파트로 분리되는 인너금형을 준비하는 단계와;
강화 섬유가 서로 다른 배열방향으로 마련된 다수의 강화섬유시트를 길이방향을 따라 순차적으로 배치하여 연결된 멀티 시트를 준비하는 단계와;
상기 인너금형의 외주면에 상기 멀티 시트가 권취되도록 상기 인너금형을 롤링하여 복수의 층을 갖는 파이프 형상의 멀티 코어를 준비하는 단계와;
상기 인너금형 중 적어도 하나의 파트를 권취된 멀티 코어의 내부에서 분리하여 멀티 코어의 내부에 더미중공부를 형성하는 단계와;
상기 멀티 코어의 외부에서 상기 더미중공부 방향으로 상기 멀티 코어를 가압하여 상기 멀티 코어에 절곡부를 형성하는 단계와;
상기 멀티 코어에 수지를 함침시키는 단계를 포함하는 다층 섬유강화 수지복합재의 제조방법.
- 청구항 1에 있어서,
상기 인너금형을 준비하는 단계에서 준비되는 인너금형은 한 쌍의 사이드 파트와; 상기 한 쌍의 사이드 파트 사이에 개재되는 적어도 하나 이상의 센터 파트를 포함하고, 상기 한 쌍의 사이드 파트와 센터 파트가 하나의 회전축선을 기준으로 일체로 회전되며,
상기 더미중공부를 형성하는 단계는, 상기 인너금형 중 센터 파트를 한 쌍의 사이드 파트에서 분리하여 멀티 코어의 내부에서 탈거시키는 것을 특징으로 하는 다층 섬유강화 수지복합재의 제조방법.
- 청구항 2에 있어서,
상기 멀티 코어에 절곡부를 형성하는 단계에서, 상기 한 쌍의 사이드 파트 중 적어도 어느 하나를 서로 가까워지는 방향으로 소정 간격만큼 이동시킨 상태에서 상기 멀티 코어의 소정 지점을 가압하는 것을 특징으로 하는 다층 섬유강화 수지복합재의 제조방법.
- 청구항 3에 있어서,
상기 멀티 코어에 절곡부를 형성하는 단계는 상기 멀티 코어의 소정 지점을 멀티 코어 외부에 구비되는 아우터금형으로 가압하되, 가압되는 멀티 코어의 가압 지점이 대향되는 멀티 코어의 소정 지점에 접하거나 근접되도록 하여 멀티 코어의 내부에는 각 사이드 파트의 외주면을 둘러싸는 한 쌍의 중공부가 형성되는 것을 특징으로 하는 다층 섬유강화 수지복합재의 제조방법.
- 청구항 1에 있어서,
상기 멀티 시트를 준비하는 단계에서 상기 다수의 강화섬유시트는 동일 평면상에서 길이방향을 따라 순차적으로 배치되어 연속적으로 연결되는 것을 특징으로 하는 다층 섬유강화 수지복합재의 제조방법.
- 청구항 1에 있어서,
상기 멀티 시트를 준비하는 단계는,
강화 섬유가 서로 다른 배열방향으로 직조된 다수의 강화섬유시트를 인접배치되는 강화섬유시트끼리 서로의 단부를 연결시켜서 멀티 시트를 마련하는 것을 특징으로 하는 다층 섬유강화 수지복합재의 제조방법.
- 청구항 6에 있어서,
상기 멀티 시트를 준비하는 단계는,
서로 인접하는 강화섬유시트의 단부를 소정 길이만큼 오버랩시키고, 오버랩 구간을 스티치하여 연결시키는 것을 특징으로 하는 다층 섬유강화 수지복합재의 제조방법.
- 청구항 1에 있어서,
상기 멀티 시트를 준비하는 단계는,
강화섬유를 영역별로 다른 배열방향을 갖도록 연속적으로 직조하여 멀티 시트를 마련하는 것을 특징으로 하는 다층 섬유 강화 수지 복합내의 제조방법.
- 청구항 8에 있어서,
상기 멀티 시트를 준비하는 단계는,
TFP(Tailored Fiber Placement) 설비를 이용하여 영역별로 서로 다른 배열 패턴을 갖도록 직조방향을 변경하면서 연속적으로 직조하는 것을 특징으로 하는 다층 섬유강화 수지복합재의 제조방법.
- 청구항 2에 있어서,
상기 멀티 코어를 준비하는 단계는,
회전축선을 기준으로 회전되는 인너금형의 외주면에 상기 멀티 시트를 연속적으로 권취하여 복수의 층을 형성하는 것을 특징으로 하는 다층 섬유강화 수지복합재의 제조방법.
- 청구항 10에 있어서,
상기 멀티 시트를 준비하는 단계에서 각 강화섬유시트의 길이는 상기 멀티 코어를 준비하는 단계에서 사용되는 인너금형의 외주면 둘레 길이에 대응하여 결정되는 것을 특징으로 하는 다층 섬유강화 수지복합재의 제조방법.
- 청구항 1에 있어서,
상기 함침시키는 단계는,
상부 금형과 하부 금형이 합형되어 마련되는 캐비티에 상기 멀티 코어를 배치하고, 상기 캐비티에 수지를 주입하여 상기 멀티 코어에 수지를 함침시키는 것을 특징으로 하는 다층 섬유강화 수지복합재의 제조방법.
- 강화 섬유가 서로 다른 배열방향으로 마련된 다수의 강화섬유시트를 길이방향을 따라 순차적으로 배치하여 연속적으로 연결시킨 멀티 시트가 복수의 층을 갖는 파이프 형상으로 롤링된 상태에서 소정의 지점이 가압에 의해 대향되는 지점에 접하거나 근접되는 절곡부가 형성된 멀티 코어를 포함하고,
상기 멀티 코어에는 수지가 함침되는 것을 특징으로 하는 성형품.
- 청구항 13에 있어서,
상기 멀티 코어는 상기 멀티 시트의 일측 단부에서 타측 방향을 향하여 파이프 형상으로 롤링되어 형성되는 것을 특징으로 하는 성형품.
- 청구항 14에 있어서,
상기 멀티 코어의 내부는 폐단면을 갖는 한 쌍의 중공부가 상기 절곡부를 사이에 두고 멀티 코어의 폭방향을 따라 형성된 것을 특징으로 하는 성형품.
- 청구항 13에 있어서,
상기 성형품은 차량용 백빔인 것을 특징으로 하는 성형품.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180103199A KR102507820B1 (ko) | 2018-08-31 | 2018-08-31 | 다층 섬유강화 수지복합재의 제조방법 및 그에 따라 제조되는 성형품 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180103199A KR102507820B1 (ko) | 2018-08-31 | 2018-08-31 | 다층 섬유강화 수지복합재의 제조방법 및 그에 따라 제조되는 성형품 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200025592A true KR20200025592A (ko) | 2020-03-10 |
| KR102507820B1 KR102507820B1 (ko) | 2023-03-07 |
Family
ID=69800516
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180103199A Active KR102507820B1 (ko) | 2018-08-31 | 2018-08-31 | 다층 섬유강화 수지복합재의 제조방법 및 그에 따라 제조되는 성형품 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102507820B1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023524330A (ja) * | 2019-12-16 | 2023-06-12 | ファイバーコア・アイピー・ビー.ブイ. | コア要素又は空隙のアレイと介在するシートとを有する製品及びそのような製品を形成するための方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025216418A1 (ko) * | 2024-04-09 | 2025-10-16 | 삼성전자 주식회사 | 홀을 포함하는 직물 기반의 착용 부재 및 그 제조 방법 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0767704B2 (ja) * | 1991-02-21 | 1995-07-26 | 川崎重工業株式会社 | 中空複合部材の製造方法 |
| WO2008038429A1 (fr) * | 2006-09-28 | 2008-04-03 | Toray Industries, Inc. | Plastique renforcé par fibres et son procédé de production |
| KR20130047211A (ko) | 2011-10-31 | 2013-05-08 | 현대자동차주식회사 | 경량화 범퍼 백 빔용 유리섬유강화복합소재 조성물 |
| KR20150072178A (ko) | 2013-12-19 | 2015-06-29 | 현대자동차주식회사 | 차량용 백빔 |
| KR101552315B1 (ko) * | 2014-11-14 | 2015-09-10 | 변상영 | 패브릭 와인딩 방식을 이용한 복합소재 제품의 제조방법 |
| KR102194789B1 (ko) * | 2019-12-12 | 2020-12-23 | 주식회사 휴먼컴퍼지트 | 분리형 몰드를 이용한 복합재 빔 제조방법 및 이에 의하여 제조된 중공형 복합재 빔 |
-
2018
- 2018-08-31 KR KR1020180103199A patent/KR102507820B1/ko active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0767704B2 (ja) * | 1991-02-21 | 1995-07-26 | 川崎重工業株式会社 | 中空複合部材の製造方法 |
| WO2008038429A1 (fr) * | 2006-09-28 | 2008-04-03 | Toray Industries, Inc. | Plastique renforcé par fibres et son procédé de production |
| KR20130047211A (ko) | 2011-10-31 | 2013-05-08 | 현대자동차주식회사 | 경량화 범퍼 백 빔용 유리섬유강화복합소재 조성물 |
| KR20150072178A (ko) | 2013-12-19 | 2015-06-29 | 현대자동차주식회사 | 차량용 백빔 |
| KR101552315B1 (ko) * | 2014-11-14 | 2015-09-10 | 변상영 | 패브릭 와인딩 방식을 이용한 복합소재 제품의 제조방법 |
| KR102194789B1 (ko) * | 2019-12-12 | 2020-12-23 | 주식회사 휴먼컴퍼지트 | 분리형 몰드를 이용한 복합재 빔 제조방법 및 이에 의하여 제조된 중공형 복합재 빔 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023524330A (ja) * | 2019-12-16 | 2023-06-12 | ファイバーコア・アイピー・ビー.ブイ. | コア要素又は空隙のアレイと介在するシートとを有する製品及びそのような製品を形成するための方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102507820B1 (ko) | 2023-03-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2189273B1 (en) | Fiber-reinforced resin member, process for producing the same, and apparatus for producing woven fiber fabric | |
| EP1842656B1 (en) | Three-dimensional fiber structure and method for manufacturing three-dimensional fiber structure | |
| JP2008543670A (ja) | 補強ビームおよび補強ビームを製造するための方法ならびに繊維積層物 | |
| US10858047B2 (en) | Method of manufacturing partition panel for vehicles | |
| KR101714164B1 (ko) | 차량용 복합재 멤버 및 그 제조방법 | |
| KR20120091168A (ko) | 직조 모재, 복합물 및 그 제조방법 | |
| KR102464884B1 (ko) | 다층 섬유강화 수지복합재의 제조방법 및 그에 따라 제조되는 성형품 | |
| KR102507820B1 (ko) | 다층 섬유강화 수지복합재의 제조방법 및 그에 따라 제조되는 성형품 | |
| EP3190307B1 (en) | Energy-absorbing member | |
| JP6493094B2 (ja) | 繊維構造体及び繊維強化複合材 | |
| JP2009107408A (ja) | クラッシュボックスとその製造方法 | |
| JP6639682B2 (ja) | 複合材部材、間隙材、引抜成形装置及び引抜成形方法 | |
| JP6641489B2 (ja) | 複合材部材、引抜成形装置及び引抜成形方法 | |
| US11203178B2 (en) | Reinforced substrate for composite material, composite material, and method for manufacturing reinforced substrate for composite material | |
| JP2010220748A (ja) | シートフレーム及びシートフレームの製造方法 | |
| KR102238037B1 (ko) | 가변부를 갖는 맨드릴 및 이를 이용한 복합재 차체부품 제조방법 | |
| JP4326311B2 (ja) | 偏平曲がり梁 | |
| WO2020100797A1 (ja) | 紡績糸 | |
| KR101905996B1 (ko) | 복합재 차체부품 및 그 제조방법 | |
| WO2019013239A1 (ja) | 車両用ホイール | |
| JP2007168122A (ja) | 繊維強化プラスチック構造体 | |
| JP2013059947A (ja) | スキン・リブ構造体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 4 |