KR20200027651A - 사출성형시스템 및 이를 제어하는 게이트 밸브 제어장치 - Google Patents
사출성형시스템 및 이를 제어하는 게이트 밸브 제어장치 Download PDFInfo
- Publication number
- KR20200027651A KR20200027651A KR1020180105712A KR20180105712A KR20200027651A KR 20200027651 A KR20200027651 A KR 20200027651A KR 1020180105712 A KR1020180105712 A KR 1020180105712A KR 20180105712 A KR20180105712 A KR 20180105712A KR 20200027651 A KR20200027651 A KR 20200027651A
- Authority
- KR
- South Korea
- Prior art keywords
- injection
- screw
- gate valve
- resin
- injection molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/28—Closure devices therefor
- B29C45/2806—Closure devices therefor consisting of needle valve systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/2701—Details not specific to hot or cold runner channels
- B29C45/2708—Gates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/76083—Position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76177—Location of measurement
- B29C2945/76254—Mould
- B29C2945/76274—Mould runners, nozzles
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
Description
도 2는 도 1의 게이트 밸브를 예시적으로 나타낸 도면이다.
도 3은 도 1의 사출성형시스템을 이용한 차량용 범프의 사출성형을 예시적으로 나타낸 것이다.
도 4는 도 3의 사출성형에 적용된 사출속도를 나타낸 것이다.
도 5는 도 3의 사출성형에서 스크류의 변위에 따른 게이트 동작을 나타낸 것이다.
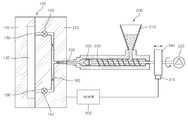
100: 사출금형
110, 120: 블록
130: 캐비티
140: 게이트 밸브
141: 밸브 핀
142: 핀 구동부
150: 게이트
160: 유로
200: 사출기
210: 호퍼
220: 스크류
222: 회전 모터
230: 사출 실린더
232: 노즐
240: 인젝션 실린더
300: 제어부
310: 변위 센서
Claims (6)
- 수지를 용융 압출하여 소정의 제품으로 성형하는 사출성형시스템으로서,
수지를 공급하기 위한 호퍼와, 상기 호퍼로부터 유입된 수지를 가열하여 용융시키는 사출 실린더와, 상기 사출 실린더 내에 배치되고 용융된 수지를 노즐을 통해 사출시키는 스크류를 포함하는 사출기;
서로 마주보도록 설치되고 경계면에 캐비티가 형성된 한 쌍의 블록과, 상기 사출기로부터 공급받은 용융된 수지를 상기 캐비티 내로 사출하는 복수의 게이트 밸브를 포함하는 사출금형; 및
상기 스크류의 변위값을 측정하는 변위 센서와, 상기 변위값을 기준으로 상기 각 게이트 밸브의 개폐를 제어하는 제어부를 포함하는 제어장치;를 포함하는 사출성형시스템. - 제1항에 있어서,
상기 제어부는 상기 사출기의 사출속도가 변경하더라도 이 변경에 독립적으로 상기 게이트 밸브를 제어하는 것을 특징으로 하는 사출성형시스템. - 제1항에 있어서,
상기 변위 센서는 상기 스크류의 선형 이동위치를 측정하는 센서로서, 상기 스크류 또는 상기 스크류의 선형 운동을 제어하는 인젝션 실린더에 설치되는 이동파트와, 와이어에 의해 상기 이동파트와 연결되고 주변 고정물에 결합된 고정파트를 포함하고, 상기 와이어는 상기 스크류의 축과 평행하게 배치되는 것을 특징으로 하는 사출성형시스템. - 수지를 공급하기 위한 호퍼와, 상기 호퍼로부터 유입된 수지를 가열하여 용융시키는 사출 실린더와, 상기 사출 실린더 내에 배치되고 용융된 수지를 노즐을 통해 사출시키는 스크류를 포함하는 사출기; 및 서로 마주보도록 설치되고 경계면에 캐비티가 형성된 한 쌍의 블록과, 상기 사출기로부터 공급받은 용융된 수지를 상기 캐비티 내로 사출하는 복수의 게이트 밸브를 포함하는 사출금형;을 포함한 사출성형시스템을 제어하는 게이트 밸브 제어장치로서,
상기 스크류의 변위값을 측정하는 변위 센서와, 상기 변위값을 기준으로 상기 각 게이트 밸브의 개폐를 제어하는 제어부를 포함하는 게이트 밸브 제어장치. - 제4항에 있어서,
상기 제어부는 상기 사출기의 사출속도가 변경하더라도 이 변경에 독립적으로 상기 게이트 밸브를 제어하는 것을 특징으로 하는 게이트 밸브 제어장치. - 제4항에 있어서,
상기 변위 센서는 상기 스크류의 선형 이동위치를 측정하는 센서로서, 상기 스크류 또는 상기 스크류의 선형 운동을 제어하는 인젝션 실린더에 설치되는 이동파트와, 와이어에 의해 상기 이동파트와 연결되고 주변 고정물에 결합된 고정파트를 포함하고, 상기 와이어는 상기 스크류의 축과 평행하게 배치되는 것을 특징으로 하는 게이트 밸브 제어장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180105712A KR20200027651A (ko) | 2018-09-05 | 2018-09-05 | 사출성형시스템 및 이를 제어하는 게이트 밸브 제어장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180105712A KR20200027651A (ko) | 2018-09-05 | 2018-09-05 | 사출성형시스템 및 이를 제어하는 게이트 밸브 제어장치 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200027651A true KR20200027651A (ko) | 2020-03-13 |
Family
ID=69938559
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180105712A Ceased KR20200027651A (ko) | 2018-09-05 | 2018-09-05 | 사출성형시스템 및 이를 제어하는 게이트 밸브 제어장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20200027651A (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20240156748A (ko) | 2023-04-24 | 2024-10-31 | 주식회사 퍼팩트 | 가변용량 용융 플라스틱 자동 저장ㆍ이송용 압축시스템 |
-
2018
- 2018-09-05 KR KR1020180105712A patent/KR20200027651A/ko not_active Ceased
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20240156748A (ko) | 2023-04-24 | 2024-10-31 | 주식회사 퍼팩트 | 가변용량 용융 플라스틱 자동 저장ㆍ이송용 압축시스템 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4994220A (en) | Process for injection molding of injection molded parts of plasticized liquid crystal polymer material | |
| US5074772A (en) | Mold for injection molded parts made of plasticizable material | |
| US8496461B2 (en) | Motor driven mold | |
| CA2644229C (en) | Integrated system for producing composites | |
| KR100691907B1 (ko) | 합성수지로다이캐스트부품을제작하기위한방법및장치 | |
| US10471637B2 (en) | Side gating hot runner apparatus with continuous valve pin movement | |
| US20110165424A1 (en) | Compounding molding method, amongst other things | |
| US20220024094A1 (en) | Method and injection-molding nozzle for producing injection-molded parts from plastic | |
| CN108349138B (zh) | 模制组件 | |
| JP2018176727A (ja) | プラスチック材料の射出成形のための方法、装置、およびプレス | |
| EP2735418A1 (en) | Injection molding machine, injection molding system, and raw material metering unit | |
| KR20200027651A (ko) | 사출성형시스템 및 이를 제어하는 게이트 밸브 제어장치 | |
| US9039954B2 (en) | Injection tool for producing components by injection moulding | |
| US7799259B2 (en) | Two-color molding method | |
| US6015281A (en) | Injection molding machine having a heated nozzle touch plate | |
| JP4088676B2 (ja) | 射出成型用金型 | |
| JPH02281919A (ja) | 射出成形機の射出可塑化装置 | |
| KR20050103501A (ko) | 가용성 재료 처리용 사출 장치 | |
| US12409592B2 (en) | Injection molding machine and injection apparatus | |
| CN206999497U (zh) | 用于高流动性材料射出成型机器上的nv喷嘴 | |
| CN101312815A (zh) | 模制方法和设备 | |
| JP7743143B2 (ja) | 射出成形装置 | |
| KR101022748B1 (ko) | 진동 충전 및 보압을 위한 사출성형장치 | |
| CN112793098B (zh) | 一种可提高高分子材料流动性的注塑成型机 | |
| KR102109442B1 (ko) | 사출 성형 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20180905 |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20210906 Comment text: Request for Examination of Application Patent event code: PA02011R01I Patent event date: 20180905 Comment text: Patent Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20220805 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20230605 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20220805 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |