KR20200029346A - 클래드 배관 용접용 파지장치 - Google Patents
클래드 배관 용접용 파지장치 Download PDFInfo
- Publication number
- KR20200029346A KR20200029346A KR1020190091976A KR20190091976A KR20200029346A KR 20200029346 A KR20200029346 A KR 20200029346A KR 1020190091976 A KR1020190091976 A KR 1020190091976A KR 20190091976 A KR20190091976 A KR 20190091976A KR 20200029346 A KR20200029346 A KR 20200029346A
- Authority
- KR
- South Korea
- Prior art keywords
- pipe
- welding
- gripping
- fixture
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/04—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work
- B23K37/0426—Fixtures for other work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/02—Seam welding; Backing means; Inserts
- B23K9/025—Seam welding; Backing means; Inserts for rectilinear seams
- B23K9/0253—Seam welding; Backing means; Inserts for rectilinear seams for the longitudinal seam of tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
- B23K9/167—Arc welding or cutting making use of shielding gas and of a non-consumable electrode
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/32—Accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/06—Tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/16—Composite materials
- B23K2103/166—Multilayered materials
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Optics & Photonics (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
이를 위해 클래드 배관 용접용 파지장치는 배관을 지지하여 용접작업이 진행될 수 있도록 하는 맨드릴의 상부에 배치되어 일정 구간의 배관을 고정하거나 고정 해제하는 복수개의 파지유닛, 및 상기 파지유닛의 동작을 제어할 수 있도록 연결되어 배관을 용접하는 용접토치와 상기 파지유닛이 연동됨으로써 상기 용접토치의 이동에 따라 상기 파지유닛이 순차적으로 배관을 파지하는 제어부를 포함한다.
Description
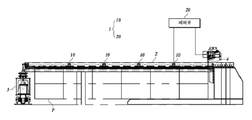
도 2는 본 발명의 일 실시예에 따른 클래드 배관 용접용 파지장치의 구조를 개략적으로 도시한 도면이다.
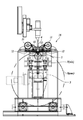
도 3은 본 발명의 일 실시예에 따른 파지유닛이 배관의 상부에 설치된 상태를 개략적으로 도시한 도면이다.
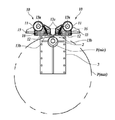
도 4는 본 발명의 일 실시예에 따른 파지유닛의 구조를 개략적으로 도시한 도면이다.
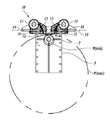
도 5는 본 발명의 일 실시예에 따른 파지유닛이 배관의 용접부 주변을 눌러 고정하는 상태를 개략적으로 도시한 도면이다.
3: 지지유닛 4: 용접토치
10: 파지유닛 11: 지지레일
12: 고정대 13: 연결부재
13a: 제1 연결로드 13b: 제2 연결로드
13c: 복귀 스프링 14: 위치감지센서
15: 위치조절부재 16: 유압 모터
17: 유압 실린더 20: 제어부
P, P(max), P(min): 배관
Claims (4)
- 배관을 지지하여 용접작업이 진행될 수 있도록 하는 맨드릴의 상부에 배치되어 용접토치가 위치하는 일정 구간의 배관을 고정하거나 고정 해제하는 복수개의 파지유닛; 및 상기 파지유닛의 동작을 제어할 수 있도록 연결되어 배관을 용접하는 용접토치와 상기 파지유닛이 연동됨으로써 상기 용접토치의 이동되는 위치에 따라 상기 파지유닛이 순차적으로 배관을 파지하도록 제어하는 제어부;를 포함하고,
상기 파지유닛은 상기 용접토치를 중심으로 양측에 각각 대칭되게 배치되어 배관의 길이방향을 따라 설치되는 지지레일과, 상기 지지레일의 하부에 설치되어 배관의 용접부 외측을 눌러 용접 시 배관을 고정하는 고정대, 상기 지지레일과 상기 고정대 사이에 설치되어 상기 고정대가 배관을 탄력적으로 눌러줄 수 있도록 하는 연결부재, 및 상기 고정대에 연결 설치되어 배관의 크기에 따라 전진 또는 후진되면서 상기 고정대의 위치를 조절하는 위치조절부재를 포함하며,
상기 연결부재는 상기 지지레일에 연결되는 제1 연결로드와, 상기 고정대에 연결되는 제2 연결로드, 및 상기 제1 연결로드와 상기 제2 연결로드의 사이에 설치되어 상기 고정대를 원위치로 이동시키는 복귀 스프링을 포함하며,
상기 복수개의 파지유닛 중, 상기 제어부에 의해 판단된 상기 용접토치의 위치를 기준으로, 상기 용접토치가 위치하는 일정구간에서 상기 용접토치의 바로 앞 전방과 바로 뒤 후방에 위치하는 파지유닛만이 작동되어 상기 배관을 파지하는 것을 특징으로 하는 클래드 배관 용접용 파지장치. - 제 1 항에 있어서,
상기 파지유닛은 배관의 용접 후, 배관의 냉각이 완료된 시점에서 상기 제어부의 신호에 의해 배관의 파지를 해제하는 구조의 클래드 배관 용접용 파지장치. - 제 1 항에 있어서,
상기 파지유닛은 상기 지지레일에 일정 간격을 두고 설치되어 상기 용접토치의 위치를 파악한 후, 상기 제어부에 신호를 보내는 복수개의 위치감지센서를 더 포함하는 클래드 배관 용접용 파지장치. - 제 1 항에 있어서,
상기 파지유닛은 상기 고정대에 연결 설치되고, 유압 모터의 동력으로 신장되어 상기 고정대를 배관에 밀어 고정하는 유압 실린더를 더 포함하는 클래드 배관 용접용 파지장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190091976A KR20200029346A (ko) | 2019-07-29 | 2019-07-29 | 클래드 배관 용접용 파지장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190091976A KR20200029346A (ko) | 2019-07-29 | 2019-07-29 | 클래드 배관 용접용 파지장치 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180107780 Division | 2018-09-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200029346A true KR20200029346A (ko) | 2020-03-18 |
Family
ID=69999294
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190091976A Ceased KR20200029346A (ko) | 2019-07-29 | 2019-07-29 | 클래드 배관 용접용 파지장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20200029346A (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210143418A (ko) | 2020-05-20 | 2021-11-29 | 주식회사 휴인에프앤아이 | 관형 대상물의 고정장치 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100994986B1 (ko) | 2010-10-26 | 2010-11-17 | 박영기 | 파이프 용접 장치 및 그 방법 |
| KR101708046B1 (ko) | 2016-07-25 | 2017-02-17 | 주식회사 디에이치피 | 파이프 용접물 고정장치 |
-
2019
- 2019-07-29 KR KR1020190091976A patent/KR20200029346A/ko not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100994986B1 (ko) | 2010-10-26 | 2010-11-17 | 박영기 | 파이프 용접 장치 및 그 방법 |
| KR101708046B1 (ko) | 2016-07-25 | 2017-02-17 | 주식회사 디에이치피 | 파이프 용접물 고정장치 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210143418A (ko) | 2020-05-20 | 2021-11-29 | 주식회사 휴인에프앤아이 | 관형 대상물의 고정장치 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4316072A (en) | Apparatus for positioning and securing components of a workpiece | |
| JP2009142840A (ja) | パイプの溶接方法及びパイプの水平自動溶接装置 | |
| JP5499577B2 (ja) | レーザー溶接装置 | |
| US7028882B2 (en) | Process and apparatus for boiler tube panel welding and straightening | |
| CN102689088A (zh) | 点焊装置及点焊方法 | |
| JP6472821B2 (ja) | 梯子製造装置及び梯子製造方法 | |
| KR101991398B1 (ko) | 스폿용접시스템 | |
| KR20200029346A (ko) | 클래드 배관 용접용 파지장치 | |
| JP2006051531A (ja) | 水平型自動溶接装置 | |
| JP2003205369A (ja) | 金属薄板材の自動溶接装置 | |
| JPH0890264A (ja) | レーザ溶接方法 | |
| JP5860281B2 (ja) | スポット溶接装置 | |
| KR101996856B1 (ko) | 파지장치를 이용한 클래드 배관 제조방법 | |
| CN102170993A (zh) | 生产低变形焊接接头的方法 | |
| KR101996855B1 (ko) | 클래드 배관 제조장치 | |
| KR101317324B1 (ko) | 튜브 핀 결합체의 레일형 용접 장치 | |
| JP2011529397A (ja) | 溶接ワイヤーの端部を成形する方法および装置 | |
| KR101360562B1 (ko) | 용접장치 및 그의 동작 방법 | |
| US20060027541A1 (en) | Programmable non-contact fusion welding apparatus and method | |
| JP2007021566A (ja) | 水平型自動溶接装置 | |
| KR101282349B1 (ko) | 맞대기 용접을 위한 용접 가이딩 장치 | |
| US20060214342A1 (en) | Apparatus and method for holding in position adjacent facing ends of tube sections for joining them by welding | |
| JP2712117B2 (ja) | 異厚金属材の水平突き合わせアーク溶接方法 | |
| JP4646605B2 (ja) | アーク溶接ロボットの制御方法 | |
| JP5032913B2 (ja) | リム溶接ライン装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0107 | Divisional application |
Comment text: Divisional Application of Patent Patent event date: 20190729 Patent event code: PA01071R01D Filing date: 20180910 Application number text: 1020180107780 |
|
| PA0201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20200317 Patent event code: PE09021S01D |
|
| PG1501 | Laying open of application | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20200812 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20200317 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |