KR20200029376A - 툴링 베이스 - Google Patents
툴링 베이스 Download PDFInfo
- Publication number
- KR20200029376A KR20200029376A KR1020197018087A KR20197018087A KR20200029376A KR 20200029376 A KR20200029376 A KR 20200029376A KR 1020197018087 A KR1020197018087 A KR 1020197018087A KR 20197018087 A KR20197018087 A KR 20197018087A KR 20200029376 A KR20200029376 A KR 20200029376A
- Authority
- KR
- South Korea
- Prior art keywords
- tooling
- base
- tooling base
- piston
- clamping fixture
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/0063—Connecting non-slidable parts of machine tools to each other
- B23Q1/0072—Connecting non-slidable parts of machine tools to each other using a clamping opening for receiving an insertion bolt or nipple
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING, OR HOLDING
- B25B1/00—Vices
- B25B1/06—Arrangements for positively actuating jaws
- B25B1/10—Arrangements for positively actuating jaws using screws
- B25B1/103—Arrangements for positively actuating jaws using screws with one screw perpendicular to the jaw faces, e.g. a differential or telescopic screw
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING, OR HOLDING
- B25B1/00—Vices
- B25B1/24—Details, e.g. jaws of special shape, slideways
- B25B1/2484—Supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING, OR HOLDING
- B25B5/00—Clamps
- B25B5/006—Supporting devices for clamps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B21/00—Means for preventing relative axial movement of a pin, spigot, shaft or the like and a member surrounding it; Stud-and-socket releasable fastenings
- F16B21/06—Releasable fastening devices with snap-action
- F16B21/07—Releasable fastening devices with snap-action in which the socket has a resilient part
- F16B21/073—Releasable fastening devices with snap-action in which the socket has a resilient part the socket having a resilient part on its inside
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B2/00—Friction-grip releasable fastenings
- F16B2/02—Clamps, i.e. with gripping action effected by positive means other than the inherent resistance to deformation of the material of the fastening
- F16B2/06—Clamps, i.e. with gripping action effected by positive means other than the inherent resistance to deformation of the material of the fastening external, i.e. with contracting action
- F16B2/12—Clamps, i.e. with gripping action effected by positive means other than the inherent resistance to deformation of the material of the fastening external, i.e. with contracting action using sliding jaws
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Jigs For Machine Tools (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Abstract
Description
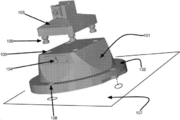
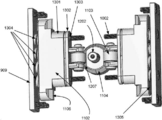
도 1은 툴링 고정구가 툴링 베이스에 부착될 때의 툴링 고정구를 도시하는 상부 사시도이다.
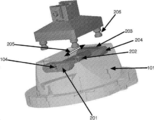
도 2는 도 1의 툴링 베이스의 내부 요소를 나타내는 도면이다.
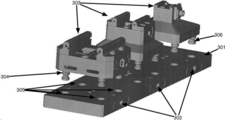
도 3은 복수의 툴링 고정구를 수용하는 툴링 베이스를 나타낸다.
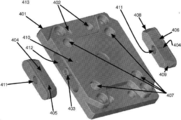
도 4a는 발명된 툴링 베이스의 부품의 추가적인 상세를 나타낸다.
도 4b는 베이스를 위한 연질의 재료의 사용을 수용하도록 변형된 도 4a의 툴링 베이스를 나타낸다.
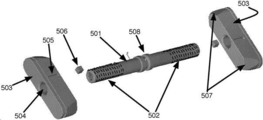
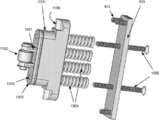
도 5는 도 4a 및 도 4b의 툴링 베이스의 내부 구성요소의 제1 실시예의 상세를 도시한다.
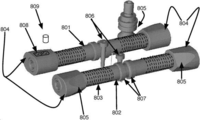
도 6은 툴링 베이스의 내부 구성요소의 제2 실시예의 상세를 나타낸다.
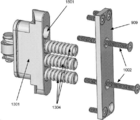
도 7은 내부 구성요소의 제3 실시예를 사용하는 툴링 베이스를 나타낸다.
도 8은 도 7의 툴링 베이스의 내부 구성요소를 나타낸다.
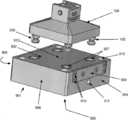
도 9는 자동화된 작동을 위해 설계된 툴링 베이스의 실시예를 나타낸다.
도 10은 도 9의 툴링 베이스의 저면도를 나타낸다.
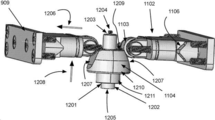
도 11은 자동적으로 작동될 수 있는 툴링 베이스의 내부 구성요소의 분해도를 나타낸다.
도 12 내지 도 15는 자동적으로 작동될 수 있는 툴링 베이스를 위한 클램핑 및 해방 기구의 다양한 모습을 나타낸다.
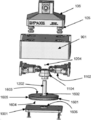
도 16은 공압식 작동 툴링 베이스를 위한 구성요소의 분해도를 나타낸다.
도 17은 도 16의 툴링 베이스의 내부 공압식 액추에이터의 추가적인 상세를 나타낸다.
Claims (9)
- 툴링 고정구를 기계의 작업 표면에 제거가능하게 정렬시키고 부착하기 위한 툴링 베이스이며,
a) 기계의 작업 표면에 부착되는 베이스 하우징으로서, 베이스 하우징은 상부 표면, 저부 표면 및 복수의 수직 측면과, 내부와, 상부 표면의 툴링 구멍을 갖고, 툴링 구멍에는 적어도 하나의 정렬 스터드가 끼워지고, 적어도 하나의 정렬 스터드 각각은 오목부를 가지며, 정렬 스터드는 툴링 고정구에 부착되는, 베이스 하우징,
b) 베이스 하우징 내부에 끼워지고 복수의 수직 측면 중 하나에 고정되는 클램핑 고정구로서, 클램핑 고정구는 적어도 하나의 테이퍼진 영역을 포함하고, 적어도 하나의 테이퍼진 영역은 적어도 하나의 정렬 스터드 상의 오목부에 끼워지도록 크기설정되고 형성되고, 오목부에 대해 가압되고 유지될 때 정렬 스터드를 제자리에 잠그고, 클램핑 고정구는 클램핑 고정구에 접촉하는 제1 단부를 갖는 적어도 하나의 스프링을 더 포함하고, 스프링의 제2 단부가 툴링 베이스의 복수의 수직 측면 중 하나에 가압되고, 스프링은 클램핑 고정구의 적어도 하나의 테이퍼진 영역을 적어도 하나의 툴링 스터드 상의 오목부에 가압하고 유지하여 정렬 스터드를 툴링 베이스 내의 제자리에 잠그며, 클램핑 고정구는 가압될 때 스프링을 압축하고 클램핑 고정구 상의 적어도 하나의 테이퍼진 영역을 정렬 스터드 상의 오목부로부터 결합해제하고 정렬 스터드를 툴링 베이스로부터 해방시키는 접촉 표면을 더 포함하는, 클램핑 고정구, 및
c) 캠이 제1 방향으로 이동될 때 캠 상의 표면이 클램핑 고정구 상의 접촉 표면에 가압되어 스프링을 압축하고 정렬 스터드를 툴링 구멍으로부터 해방시키며, 캠이 제1 방향과 반대인 제2 방향으로 액추에이터에 의해 이동될 때 캠 상의 표면이 클램핑 고정구 상의 접촉 표면에의 압력을 해방하여 클램핑 고정구의 적어도 하나의 테이퍼진 영역이 정렬 스터드 상의 오목부 안으로 가압되게 하고 이에 의해 정렬 스터드를 툴링 베이스 내의 제자리에 잠그도록 액추에이터에 의해 샤프트를 따라 미끄럼 움직임으로 이동되는 캠을 포함하는, 툴링 베이스. - 제1항에 있어서, 클램핑 고정구는 적어도 하나의 스프링의 제1 단부가 끼워지며 이에 의해 스프링의 제1 단부의 클램핑 고정구와의 정렬을 유지시키는 캐비티를 더 포함하는, 툴링 베이스.
- 제1항에 있어서, 액추에이터는 공압식 액추에이터인, 툴링 베이스.
- 제1항에 있어서, 액추에이터는 전기기계적 액추에이터인, 툴링 베이스.
- 제1항에 있어서, 액추에이터는, 샤프트가 제1 방향으로 회전될 때 오프셋 캠이 캠을 상승시키고 이에 의해 정렬 스터드를 툴링 베이스로부터 해방시키며, 샤프트가 제2 방향으로 회전될 때 오프셋 캠이 캠을 하강시키고 이에 의해 정렬 스터드를 툴링 베이스 내의 제자리에 클램핑하도록 샤프트에 부착되는 오프셋 캠인, 툴링 베이스.
- 제3항에 있어서, 공압식 액추에이터는,
a) 피스톤으로서, 피스톤은 상부 표면, 저부 표면, 원주방향 에지, 및 상부 표면을 저부 표면에 연결하는 중심 위치된 구멍을 갖는 원형 디스크를 포함하는, 피스톤을 포함하고,
b) 피스톤은 툴링 베이스의 실린더 내에 위치되고, 실린더는 원통형 벽을 가지며, 피스톤의 원주방향 에지는 실린더 벽과 함께 시일을 형성하며,
c) 피스톤의 위 및 아래에서 실린더 내에 유지되는 유체로서, 유체는, 피스톤의 저부에 대한 유체의 압력이 피스톤의 상부에 대한 압력보다 클 때 피스톤이 저부로부터 상부로의 방향으로 이동하고 이에 의해 캠에 접촉하여 캠을 제1 방향으로 이동시켜 액추에이터를 이동시키고 그래서 정렬 스터드가 툴링 베이스로부터 해방되며, 피스톤의 상부에 대한 유체의 압력이 피스톤의 저부에 대한 압력보다 클 때 피스톤은 제2 방향으로 이동하여 액추에이터를 이동시키고 그래서 정렬 스터드가 툴링 베이스 내의 제자리에 클램핑되도록 피스톤의 양 측에 대한 내부 압력을 갖는 유체를 포함하는, 툴링 베이스. - 제6항에 있어서, 유체는 공기인, 툴링 베이스.
- 제6항에 있어서, 유체는 유압 유체인, 툴링 베이스.
- 제6항에 있어서, 피스톤은 피스톤의 원주방향 에지에 위치되는 홈 및 홈 내에 끼워지는 o-링을 더 포함하고, o-링은 피스톤의 원주방향 에지와 실린더의 벽 사이에 시일을 제공하는, 툴링 베이스.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/US2018/050128 WO2019083623A1 (en) | 2018-09-09 | 2018-09-09 | TOOLING BASE |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200029376A true KR20200029376A (ko) | 2020-03-18 |
| KR102147752B1 KR102147752B1 (ko) | 2020-08-25 |
Family
ID=66247569
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197018087A Active KR102147752B1 (ko) | 2018-09-09 | 2018-09-09 | 툴링 베이스 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10987769B2 (ko) |
| EP (1) | EP3532240B1 (ko) |
| JP (1) | JP6816310B2 (ko) |
| KR (1) | KR102147752B1 (ko) |
| CN (1) | CN111183001B (ko) |
| CA (1) | CA3045312C (ko) |
| ES (1) | ES2954488T3 (ko) |
| TW (1) | TWI710426B (ko) |
| WO (1) | WO2019083623A1 (ko) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020105722A1 (de) | 2020-03-03 | 2021-09-09 | Hvm Technology Gmbh | Nullpunktspannplatte, und Werkzeugmaschine mit selbiger |
| DE102020120525A1 (de) * | 2020-08-04 | 2022-02-10 | Ott-Jakob Spanntechnik Gmbh | Werkzeug- oder Werkstückaufnahme |
| DE102021100953A1 (de) * | 2021-01-19 | 2022-07-21 | Lang Technik Gmbh | Spannanordnung |
| IT202100001679A1 (it) * | 2021-01-28 | 2022-07-28 | Officina Mecc Lombarda S R L | Dispositivo di bloccaggio per pezzi atti ad essere lavorati su macchine utensili |
| CN113732757B (zh) * | 2021-09-19 | 2022-11-04 | 湖北冶一机器人科技有限公司 | 一种用于加工机床垫块的夹具 |
| CN115890388B (zh) * | 2022-11-02 | 2026-01-16 | 合肥市尚技体育用品有限公司 | 基于废料再利用的碳素球拍精准钻孔定位系统 |
| CN115847127A (zh) * | 2022-12-22 | 2023-03-28 | 滁州兴达机电有限公司 | 一种汽车缸体加工用夹具及其夹持方法 |
| WO2024148023A1 (en) | 2023-01-03 | 2024-07-11 | 5th Axis Inc. | Tooling base with ejector components |
| USD1072007S1 (en) * | 2024-05-21 | 2025-04-22 | Brinkman Products, Inc. | Work holding device |
| DE202024106325U1 (de) | 2024-11-05 | 2026-03-05 | Tobias Ring | Spannsystem |
| CN119159381B (zh) * | 2024-11-22 | 2025-03-18 | 常州市马劲机电设备有限公司 | 盘套类零部件立式打孔插槽复合加工装置 |
| TWI894061B (zh) * | 2024-11-29 | 2025-08-11 | 協威機械工業股份有限公司 | 氣壓/液壓式夾具定位裝置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5167405A (en) * | 1991-08-21 | 1992-12-01 | Midaco Corporation | Fast change set-up device for work on work support |
| KR20080071511A (ko) * | 2007-01-30 | 2008-08-04 | 에로바 에이지 | 척 및 척 위에 해제가능하게 배치된 작업편 팔레트를포함하는 클램핑 설비 |
| DE102011108341A1 (de) * | 2011-07-22 | 2013-01-24 | Stark Spannsysteme Gmbh | Spannvorrichtung und entsprechender Einzugsnippel |
| US9902033B1 (en) * | 2017-06-08 | 2018-02-27 | Chris Taylor | Tooling base |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3921532A1 (de) * | 1989-06-30 | 1991-01-10 | Blohm Maschinenbau Gmbh | Werkstueckwechselvorrichtung |
| DE10155077B4 (de) * | 2001-11-09 | 2004-07-29 | Lang, Günter | Wiederholgenaue Spanneinrichtung |
| DK1344599T3 (da) * | 2002-03-11 | 2004-10-04 | Erowa Ag | Spændindretning med en centrerpatron og en spændtap, som kan fastspændes deri |
| AU2003238241A1 (en) * | 2002-06-13 | 2003-12-31 | Zoltan A. Kemeny | Adjustable support member for manufacturing tool and other equipment |
| US7819392B2 (en) * | 2004-05-19 | 2010-10-26 | Pascal Engineering Corporation | Positioning and clamping device and positioning device |
| US7293765B2 (en) * | 2005-07-07 | 2007-11-13 | Hooper Ronald L | Power vise |
| TW200732083A (en) | 2006-01-30 | 2007-09-01 | Tool Internat Ag F | Clamping apparatus |
| DE102007003673B3 (de) | 2007-01-18 | 2008-08-21 | Lang Technik Gmbh | Zentrierspanner |
| DE502008000432D1 (de) * | 2007-10-22 | 2010-04-22 | Erowa Ag | Spanneinrichtung mit einem Spannfutter zum lösbaren Fixieren eines Werkstückträgers |
| JP5572449B2 (ja) | 2010-06-03 | 2014-08-13 | パスカルエンジニアリング株式会社 | 物体位置決め固定装置 |
| US8708323B2 (en) | 2010-09-07 | 2014-04-29 | Jergens, Inc. | Mounting system |
| TWM426479U (en) | 2011-10-19 | 2012-04-11 | Song-Qi Liu | Fast clamp |
| US9381621B2 (en) | 2012-09-12 | 2016-07-05 | Chris Taylor | Tooling fixture and system |
| JP6036725B2 (ja) * | 2013-07-18 | 2016-11-30 | Smc株式会社 | クランプ装置 |
| CH708458B1 (de) * | 2013-08-20 | 2017-09-29 | Erowa Ag | Spanneinrichtung. |
| SE538609C2 (en) | 2015-01-20 | 2016-10-04 | Sundström Erik | Device for detachable and repeatable positioning of two objects in relation to each other |
| US10086424B2 (en) * | 2015-10-07 | 2018-10-02 | Admc Holding, Llc | Helix tool locking system |
| CN206869455U (zh) * | 2017-03-09 | 2018-01-12 | 盐城市锐金磨料磨具厂(普通合伙) | 夹紧治具 |
| US10603750B1 (en) * | 2017-04-04 | 2020-03-31 | Jergens, Inc. | Mounting system with self aligning cam system |
| CN107363571A (zh) * | 2017-07-06 | 2017-11-21 | 南通德鑫数控机床有限公司 | 一种凸轮轴数控仿形铣床中心架机构 |
| CN207757247U (zh) * | 2017-12-29 | 2018-08-24 | 上海久浩机械有限公司 | 一种液压驱动凸轮式对中机构 |
| TWM573673U (zh) * | 2018-08-28 | 2019-02-01 | 周文祥 | 具簡便定位之交換裝置 |
-
2018
- 2018-09-09 EP EP18869767.6A patent/EP3532240B1/en active Active
- 2018-09-09 KR KR1020197018087A patent/KR102147752B1/ko active Active
- 2018-09-09 WO PCT/US2018/050128 patent/WO2019083623A1/en not_active Ceased
- 2018-09-09 CN CN201880004916.0A patent/CN111183001B/zh active Active
- 2018-09-09 US US16/317,552 patent/US10987769B2/en active Active
- 2018-09-09 JP JP2019556579A patent/JP6816310B2/ja active Active
- 2018-09-09 ES ES18869767T patent/ES2954488T3/es active Active
- 2018-09-09 CA CA3045312A patent/CA3045312C/en active Active
-
2019
- 2019-06-25 TW TW108122219A patent/TWI710426B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5167405A (en) * | 1991-08-21 | 1992-12-01 | Midaco Corporation | Fast change set-up device for work on work support |
| KR20080071511A (ko) * | 2007-01-30 | 2008-08-04 | 에로바 에이지 | 척 및 척 위에 해제가능하게 배치된 작업편 팔레트를포함하는 클램핑 설비 |
| DE102011108341A1 (de) * | 2011-07-22 | 2013-01-24 | Stark Spannsysteme Gmbh | Spannvorrichtung und entsprechender Einzugsnippel |
| US9902033B1 (en) * | 2017-06-08 | 2018-02-27 | Chris Taylor | Tooling base |
Also Published As
| Publication number | Publication date |
|---|---|
| CA3045312C (en) | 2021-05-04 |
| JP2020503185A (ja) | 2020-01-30 |
| JP6816310B2 (ja) | 2021-01-20 |
| US10987769B2 (en) | 2021-04-27 |
| WO2019083623A1 (en) | 2019-05-02 |
| ES2954488T3 (es) | 2023-11-22 |
| EP3532240A1 (en) | 2019-09-04 |
| CA3045312A1 (en) | 2019-05-02 |
| EP3532240B1 (en) | 2023-06-21 |
| CN111183001A (zh) | 2020-05-19 |
| TW202017688A (zh) | 2020-05-16 |
| EP3532240A4 (en) | 2020-03-25 |
| US20200346311A1 (en) | 2020-11-05 |
| CN111183001B (zh) | 2021-08-10 |
| KR102147752B1 (ko) | 2020-08-25 |
| TWI710426B (zh) | 2020-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102147752B1 (ko) | 툴링 베이스 | |
| US6022010A (en) | Quick change jaw plate | |
| JP6612612B2 (ja) | 工具クランプ装置 | |
| US5242159A (en) | Hydraulic double lock vise | |
| US6540217B2 (en) | Clamp apparatus | |
| US9902033B1 (en) | Tooling base | |
| JP4789006B2 (ja) | クランプ装置 | |
| US6199847B1 (en) | Cylinder apparatus | |
| US9095958B2 (en) | Self centering dual direction clamping vise | |
| US6338476B1 (en) | Clamp apparatus | |
| KR20220143729A (ko) | 피가공물을 홀딩하는 디바이스들 및 관련 방법들 | |
| JP2023545186A (ja) | ワークピース保持装置用フィンガー | |
| KR20180137737A (ko) | 파워바이스 더블 클램프용 지그 | |
| US9352451B1 (en) | Workholding apparatus | |
| US9227303B1 (en) | Workholding apparatus | |
| US8454004B1 (en) | Workholding apparatus having a movable jaw member | |
| US4582306A (en) | Vise jaw | |
| CN107427974B (zh) | 快速装配系统 | |
| US20260061537A1 (en) | Clamping device | |
| JPH0230190Y2 (ko) | ||
| RU187773U1 (ru) | Устройство для установки деталей на металлорежущем станке |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20190621 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20200629 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20200819 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20200819 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| PR1001 | Payment of annual fee |
Payment date: 20230411 Start annual number: 4 End annual number: 8 |