KR20200030861A - 크레인 및 고소 장비 차량용 베어링 장치 및 그 제작방법 - Google Patents
크레인 및 고소 장비 차량용 베어링 장치 및 그 제작방법 Download PDFInfo
- Publication number
- KR20200030861A KR20200030861A KR1020180109648A KR20180109648A KR20200030861A KR 20200030861 A KR20200030861 A KR 20200030861A KR 1020180109648 A KR1020180109648 A KR 1020180109648A KR 20180109648 A KR20180109648 A KR 20180109648A KR 20200030861 A KR20200030861 A KR 20200030861A
- Authority
- KR
- South Korea
- Prior art keywords
- race member
- bearing device
- threaded portion
- outer race
- inner race
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/22—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings
- F16C19/24—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for radial load mainly
- F16C19/26—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for radial load mainly with a single row of rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66C—CRANES; LOAD-ENGAGING ELEMENTS OR DEVICES FOR CRANES, CAPSTANS, WINCHES, OR TACKLES
- B66C23/00—Cranes comprising essentially a beam, boom, or triangular structure acting as a cantilever and mounted for translatory of swinging movements in vertical or horizontal planes or a combination of such movements, e.g. jib-cranes, derricks, tower cranes
- B66C23/62—Constructional features or details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66F—HOISTING, LIFTING, HAULING OR PUSHING, NOT OTHERWISE PROVIDED FOR, e.g. DEVICES WHICH APPLY A LIFTING OR PUSHING FORCE DIRECTLY TO THE SURFACE OF A LOAD
- B66F11/00—Lifting devices specially adapted for particular uses not otherwise provided for
- B66F11/04—Lifting devices specially adapted for particular uses not otherwise provided for for movable platforms or cabins, e.g. on vehicles, permitting workmen to place themselves in any desired position for carrying out required operations
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B11/00—Connecting constructional elements or machine parts by sticking or pressing them together, e.g. cold pressure welding
- F16B11/006—Connecting constructional elements or machine parts by sticking or pressing them together, e.g. cold pressure welding by gluing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/60—Raceways; Race rings divided or split, e.g. comprising two juxtaposed rings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/66—Special parts or details in view of lubrication
- F16C33/6696—Special parts or details in view of lubrication with solids as lubricant, e.g. dry coatings, powder
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Structural Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Geology (AREA)
- Rolling Contact Bearings (AREA)
Abstract
Description
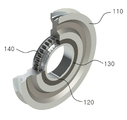
도 2는 본 발명에 따른 크레인 및 고소 장비 차량용 베어링 장치의 사시도,
도 3은 도 2에 도시된 베어링 장치의 부분 절단 사시도,
도 4는 도 2에 도시된 베어링 장치의 단면도,
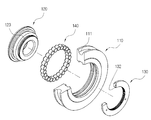
도 5는 도 2에 도시된 베어링 장치의 분해 사시도,
도 6은 도 5에 도시된 외부 레이스 부재의 단면도,
도 7은 도 5에 도시된 내부 레이스 부재의 단면도,
도 8은 도 5에 도시된 커버 부재의 단면도,
도 9는 도 5에 도시된 롤러 볼 부재의 사시도,
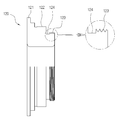
도 10은 내부 레이스 부재와 커버 부재의 너팅 결합을 실현하기 위한 너팅 체결 지그의 사시도.
110 : 외부 레이스 부재
120 : 내부 레이스 부재
130 : 커버 부재
140 : 롤러 볼 부재
Claims (5)
- 크레인 및 고소 장비 차량에 사용되는 베어링 장치로서,
환형의 외부 레이스 부재,
상기 외부 레이스 부재의 내부에 끼워 맞추어지고 제1 나사부가 형성된 환형의 내부 레이스 부재,
상기 외부 레이스 부재의 내부에 끼워 맞추어지고 제2 나사부가 형성된 환형의 커버 부재,
상기 외부 레이스 부재와 상기 내부 레이스 부재 상에서 가동 가능하게 장착된 다수의 롤러 볼 부재를 포함하고,
상기 내부 레이스 부재의 제1 나사부와 상기 커버 부재의 제2 나사부가 나사 체결되는 것을 특징으로 하는 베어링 장치. - 제1항에서,
상기 제1 나사부와 제2 나사부에는 기계적 풀림 방지 및 실링을 위한 접착제가 도포되는 것을 특징으로 하는 베어링 장치. - 제1항에서,
상기 외부 레이스 부재와 내부 레이스 부재 사이 및 상기 외부 레이스 부재와 커버 부재 사이에는 공극이 형성되고,
상기 외부 레이스 부재의 외부 둘레에는 크레인 및 고소 장비 차량에 사용되는 와이어를 안내하기 위한 환형의 안내 홈이 마련된 것을 특징으로 하는 베어링 장치. - 제1항에서,
상기 제2 나사부의 나사산 개수는 상기 제1 나사부의 나사산 개수보다 많게 마련되고,
상기 다수의 롤러 볼 부재에는 스페이서 윤활 롤러가 삽입되는 것을 특징으로 하는 베어링 장치. - 크레인 및 고소 장비 차량에 사용되는 베어링 장치의 제작 방법으로서,
(a) 환형의 외부 레이스 부재, 제1 나사부가 형성된 환형의 내부 레이스 부재, 제2 나사부가 형성된 환형의 커버 부재, 다수의 롤러 볼 부재를 마련하는 단계,
(b) 상기 제1 나사부와 제2 나사부에 각각 기계적 풀림 방지 및 실링을 위한 접착제를 도포하는 단계,
(c) 상기 단계 (a)에서 마련된 상기 다수의 롤러 볼 부재를 상기 외부 레이스 부재의 내부에 삽입하고, 상기 제1 나사부에 접착제가 도포된 상기 내부 레이스 부재를 상기 외부 레이스 부재의 내부에 삽입하는 단계,
(d) 상기 제2 나사부에 접착제가 도포된 상기 커버 부재를 상기 외부 레이스 부재의 내부에 삽입하고, 상기 내부 레이스 부재의 제1 나사부와 상기 커버 부재의 제2 나사부를 나사 체결하는 단계를 포함하는 것을 특징으로 하는 베어링 장치의 제작방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180109648A KR102095297B1 (ko) | 2018-09-13 | 2018-09-13 | 크레인 및 고소 장비 차량용 베어링 장치 및 그 제작방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180109648A KR102095297B1 (ko) | 2018-09-13 | 2018-09-13 | 크레인 및 고소 장비 차량용 베어링 장치 및 그 제작방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200030861A true KR20200030861A (ko) | 2020-03-23 |
| KR102095297B1 KR102095297B1 (ko) | 2020-03-31 |
Family
ID=69998394
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180109648A Active KR102095297B1 (ko) | 2018-09-13 | 2018-09-13 | 크레인 및 고소 장비 차량용 베어링 장치 및 그 제작방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102095297B1 (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220072333A (ko) | 2020-11-25 | 2022-06-02 | 강동길 | 크레인 선회 장치 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0258845A2 (en) * | 1986-08-29 | 1988-03-09 | Kabushiki Kaisha Nagano Keiki Seisakusho | Ceramics bearing |
| KR200221325Y1 (ko) * | 2000-11-28 | 2001-04-16 | 고려강선주식회사 | 연선 교정기용 베어링 |
| JP2004028239A (ja) * | 2002-06-26 | 2004-01-29 | Shinano Kenshi Co Ltd | 接着剤注入用の溝部を備えた基板及びナット |
| KR101059374B1 (ko) | 2011-03-24 | 2011-08-25 | (주)연합시스템 | 레이디얼 베어링 |
| KR20160063261A (ko) | 2014-11-26 | 2016-06-03 | 아크티에볼라게트 에스케이에프 | 장착식 베어링 및 이러한 장착식 베어링 제작 방법 |
| KR20180075744A (ko) | 2016-12-26 | 2018-07-05 | 셰플러코리아(유) | 조립성이 개선된 앵귤러 컨택트 볼 베어링, 그 조립 방법 및 앵귤러 컨택트 볼 베어링용 케이지 |
-
2018
- 2018-09-13 KR KR1020180109648A patent/KR102095297B1/ko active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0258845A2 (en) * | 1986-08-29 | 1988-03-09 | Kabushiki Kaisha Nagano Keiki Seisakusho | Ceramics bearing |
| KR200221325Y1 (ko) * | 2000-11-28 | 2001-04-16 | 고려강선주식회사 | 연선 교정기용 베어링 |
| JP2004028239A (ja) * | 2002-06-26 | 2004-01-29 | Shinano Kenshi Co Ltd | 接着剤注入用の溝部を備えた基板及びナット |
| KR101059374B1 (ko) | 2011-03-24 | 2011-08-25 | (주)연합시스템 | 레이디얼 베어링 |
| KR20160063261A (ko) | 2014-11-26 | 2016-06-03 | 아크티에볼라게트 에스케이에프 | 장착식 베어링 및 이러한 장착식 베어링 제작 방법 |
| KR20180075744A (ko) | 2016-12-26 | 2018-07-05 | 셰플러코리아(유) | 조립성이 개선된 앵귤러 컨택트 볼 베어링, 그 조립 방법 및 앵귤러 컨택트 볼 베어링용 케이지 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102095297B1 (ko) | 2020-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3201640U (ja) | スイベル・ドライブ | |
| US10738829B2 (en) | Wire race bearing | |
| US9188154B2 (en) | Rolling bearing, notably used in a wind turbine | |
| KR20170130427A (ko) | 출력 베어링 및 그 위에 장착될 수 있는 스트레인 웨이브 기어를 구비하는 트랜스미션 부품 세트 | |
| EP3404274A1 (en) | Tapered roller bearing | |
| EP0967404B1 (en) | Mounting device for a bearing unit | |
| US9702411B2 (en) | Bearing assembly with split outer ring having interference fit tabs and method of assembly of bearing | |
| JP2015224793A (ja) | 新規の円錐ころ軸受および当該軸受を用いた新規のシャフトシステム | |
| KR102095297B1 (ko) | 크레인 및 고소 장비 차량용 베어링 장치 및 그 제작방법 | |
| US20160025134A1 (en) | Cage for angular ball bearing | |
| KR102095296B1 (ko) | 크레인 및 고소 장비 차량용 베어링 장치 | |
| US10408259B1 (en) | Self-aligning roller bearing | |
| US20030210841A1 (en) | Bearing seat | |
| US8727630B2 (en) | Self-aligning miniature ball bearings with press-fit and self-clinching capabilities | |
| US20160040730A1 (en) | Clutch unit assembly method | |
| CN113719531A (zh) | 圆锥滚子轴承、rv减速器、机器人 | |
| EP2828539B1 (en) | Self-aligning miniature ball bearings with press-fit and self-clinching capabilities | |
| TW202246677A (zh) | 減速機 | |
| US11440172B2 (en) | Alignment tool for aligning bores in structural members | |
| JP2013117298A (ja) | リテーナープレート付き軸受ユニット | |
| JP7253027B1 (ja) | スペーサリテーナ | |
| JP5961925B2 (ja) | ボールねじ装置及びその製造方法 | |
| JP2013047529A (ja) | ボールねじ装置及びその製造方法 | |
| CN209724967U (zh) | 一种自调心零间隙跟踪机构 | |
| WO2025164593A1 (ja) | ボールねじ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R13-asn-PN2301 St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 7 |