KR20200031044A - 레디밀 트레이 제조용 가열 밀봉가능한 폴리에스테르 필름, 그의 제조 방법 및 필름의 용도 - Google Patents
레디밀 트레이 제조용 가열 밀봉가능한 폴리에스테르 필름, 그의 제조 방법 및 필름의 용도 Download PDFInfo
- Publication number
- KR20200031044A KR20200031044A KR1020190109903A KR20190109903A KR20200031044A KR 20200031044 A KR20200031044 A KR 20200031044A KR 1020190109903 A KR1020190109903 A KR 1020190109903A KR 20190109903 A KR20190109903 A KR 20190109903A KR 20200031044 A KR20200031044 A KR 20200031044A
- Authority
- KR
- South Korea
- Prior art keywords
- mol
- film
- polyester
- outer layer
- particularly preferably
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 229920006267 polyester film Polymers 0.000 title claims abstract description 46
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 41
- 238000000034 method Methods 0.000 title claims description 32
- 230000008569 process Effects 0.000 title description 15
- 229920000728 polyester Polymers 0.000 claims abstract description 103
- -1 aromatic dicarboxylic acids Chemical class 0.000 claims abstract description 40
- 235000013305 food Nutrition 0.000 claims abstract description 17
- 238000004806 packaging method and process Methods 0.000 claims abstract description 12
- 239000010954 inorganic particle Substances 0.000 claims abstract description 4
- 239000011146 organic particle Substances 0.000 claims abstract description 4
- 229920000642 polymer Polymers 0.000 claims description 41
- 125000002947 alkylene group Chemical group 0.000 claims description 21
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 21
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 claims description 19
- 239000005977 Ethylene Substances 0.000 claims description 19
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 claims description 18
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 claims description 16
- 239000000203 mixture Substances 0.000 claims description 16
- 239000002994 raw material Substances 0.000 claims description 13
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 claims description 12
- QQVIHTHCMHWDBS-UHFFFAOYSA-L isophthalate(2-) Chemical compound [O-]C(=O)C1=CC=CC(C([O-])=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-L 0.000 claims description 12
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 claims description 12
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 claims description 10
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 claims description 10
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 claims description 8
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 claims description 7
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 claims description 6
- BDJRBEYXGGNYIS-UHFFFAOYSA-N nonanedioic acid Chemical compound OC(=O)CCCCCCCC(O)=O BDJRBEYXGGNYIS-UHFFFAOYSA-N 0.000 claims description 6
- WLJVNTCWHIRURA-UHFFFAOYSA-N pimelic acid Chemical compound OC(=O)CCCCCC(O)=O WLJVNTCWHIRURA-UHFFFAOYSA-N 0.000 claims description 6
- TYFQFVWCELRYAO-UHFFFAOYSA-N suberic acid Chemical compound OC(=O)CCCCCCC(O)=O TYFQFVWCELRYAO-UHFFFAOYSA-N 0.000 claims description 6
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 claims description 5
- 239000001361 adipic acid Substances 0.000 claims description 5
- 235000011037 adipic acid Nutrition 0.000 claims description 5
- 125000001931 aliphatic group Chemical group 0.000 claims description 5
- 125000003118 aryl group Chemical group 0.000 claims description 5
- 150000001925 cycloalkenes Chemical class 0.000 claims description 5
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 claims description 5
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 claims description 5
- 229940116351 sebacate Drugs 0.000 claims description 5
- CXMXRPHRNRROMY-UHFFFAOYSA-L sebacate(2-) Chemical compound [O-]C(=O)CCCCCCCCC([O-])=O CXMXRPHRNRROMY-UHFFFAOYSA-L 0.000 claims description 5
- 125000000383 tetramethylene group Chemical group [H]C([H])([*:1])C([H])([H])C([H])([H])C([H])([H])[*:2] 0.000 claims description 5
- YPFDHNVEDLHUCE-UHFFFAOYSA-N 1,3-propanediol Substances OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 claims description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 claims description 4
- WNLRTRBMVRJNCN-UHFFFAOYSA-L adipate(2-) Chemical compound [O-]C(=O)CCCCC([O-])=O WNLRTRBMVRJNCN-UHFFFAOYSA-L 0.000 claims description 4
- 150000001408 amides Chemical class 0.000 claims description 4
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 claims description 4
- RTBFRGCFXZNCOE-UHFFFAOYSA-N 1-methylsulfonylpiperidin-4-one Chemical compound CS(=O)(=O)N1CCC(=O)CC1 RTBFRGCFXZNCOE-UHFFFAOYSA-N 0.000 claims description 3
- ALQSHHUCVQOPAS-UHFFFAOYSA-N Pentane-1,5-diol Chemical compound OCCCCCO ALQSHHUCVQOPAS-UHFFFAOYSA-N 0.000 claims description 3
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 claims description 3
- JFCQEDHGNNZCLN-UHFFFAOYSA-N anhydrous glutaric acid Natural products OC(=O)CCCC(O)=O JFCQEDHGNNZCLN-UHFFFAOYSA-N 0.000 claims description 3
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 claims description 3
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 claims description 3
- 238000004804 winding Methods 0.000 claims description 3
- DNIAPMSPPWPWGF-VKHMYHEASA-N (+)-propylene glycol Chemical compound C[C@H](O)CO DNIAPMSPPWPWGF-VKHMYHEASA-N 0.000 claims description 2
- YIMQCDZDWXUDCA-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCC(CO)CC1 YIMQCDZDWXUDCA-UHFFFAOYSA-N 0.000 claims description 2
- 229920001903 high density polyethylene Polymers 0.000 claims description 2
- 239000004700 high-density polyethylene Substances 0.000 claims description 2
- 229920000092 linear low density polyethylene Polymers 0.000 claims description 2
- 239000004707 linear low-density polyethylene Substances 0.000 claims description 2
- RXOHFPCZGPKIRD-UHFFFAOYSA-N naphthalene-2,6-dicarboxylic acid Chemical compound C1=C(C(O)=O)C=CC2=CC(C(=O)O)=CC=C21 RXOHFPCZGPKIRD-UHFFFAOYSA-N 0.000 claims description 2
- 229920000166 polytrimethylene carbonate Polymers 0.000 claims description 2
- 238000007711 solidification Methods 0.000 claims description 2
- 230000008023 solidification Effects 0.000 claims description 2
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 claims description 2
- 238000007789 sealing Methods 0.000 abstract description 64
- 239000010410 layer Substances 0.000 description 142
- 239000002245 particle Substances 0.000 description 33
- 229920001577 copolymer Polymers 0.000 description 19
- 229920000139 polyethylene terephthalate Polymers 0.000 description 18
- 239000000463 material Substances 0.000 description 17
- 235000013372 meat Nutrition 0.000 description 14
- 230000009477 glass transition Effects 0.000 description 12
- 229920008790 Amorphous Polyethylene terephthalate Polymers 0.000 description 10
- 230000003287 optical effect Effects 0.000 description 10
- 239000002699 waste material Substances 0.000 description 10
- 239000004698 Polyethylene Substances 0.000 description 9
- 235000011389 fruit/vegetable juice Nutrition 0.000 description 8
- LLLVZDVNHNWSDS-UHFFFAOYSA-N 4-methylidene-3,5-dioxabicyclo[5.2.2]undeca-1(9),7,10-triene-2,6-dione Chemical compound C1(C2=CC=C(C(=O)OC(=C)O1)C=C2)=O LLLVZDVNHNWSDS-UHFFFAOYSA-N 0.000 description 7
- 229920001634 Copolyester Polymers 0.000 description 7
- 239000000758 substrate Substances 0.000 description 7
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 6
- 239000000654 additive Substances 0.000 description 6
- 239000003054 catalyst Substances 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 238000002844 melting Methods 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- 229920000573 polyethylene Polymers 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 239000004743 Polypropylene Substances 0.000 description 5
- 238000011109 contamination Methods 0.000 description 5
- 229920001155 polypropylene Polymers 0.000 description 5
- 238000003856 thermoforming Methods 0.000 description 5
- LZFNKJKBRGFWDU-UHFFFAOYSA-N 3,6-dioxabicyclo[6.3.1]dodeca-1(12),8,10-triene-2,7-dione Chemical compound O=C1OCCOC(=O)C2=CC=CC1=C2 LZFNKJKBRGFWDU-UHFFFAOYSA-N 0.000 description 4
- 239000002253 acid Substances 0.000 description 4
- 239000002981 blocking agent Substances 0.000 description 4
- 238000005266 casting Methods 0.000 description 4
- 150000001991 dicarboxylic acids Chemical class 0.000 description 4
- JXTHNDFMNIQAHM-UHFFFAOYSA-N dichloroacetic acid Chemical compound OC(=O)C(Cl)Cl JXTHNDFMNIQAHM-UHFFFAOYSA-N 0.000 description 4
- 150000002009 diols Chemical group 0.000 description 4
- 229920001038 ethylene copolymer Polymers 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 4
- 239000002344 surface layer Substances 0.000 description 4
- XFQHIELVPOKJIM-UHFFFAOYSA-N 1,4-dioxacyclotetradecane-5,14-dione Chemical compound O=C1CCCCCCCCC(=O)OCCO1 XFQHIELVPOKJIM-UHFFFAOYSA-N 0.000 description 3
- 241000251468 Actinopterygii Species 0.000 description 3
- 239000004594 Masterbatch (MB) Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 230000032050 esterification Effects 0.000 description 3
- 238000005886 esterification reaction Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- JFNLZVQOOSMTJK-KNVOCYPGSA-N norbornene Chemical compound C1[C@@H]2CC[C@H]1C=C2 JFNLZVQOOSMTJK-KNVOCYPGSA-N 0.000 description 3
- 238000006068 polycondensation reaction Methods 0.000 description 3
- 244000144977 poultry Species 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 238000010998 test method Methods 0.000 description 3
- XBFJAVXCNXDMBH-UHFFFAOYSA-N tetracyclo[6.2.1.1(3,6).0(2,7)]dodec-4-ene Chemical compound C1C(C23)C=CC1C3C1CC2CC1 XBFJAVXCNXDMBH-UHFFFAOYSA-N 0.000 description 3
- 239000004408 titanium dioxide Substances 0.000 description 3
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 2
- 150000007513 acids Chemical class 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000012790 adhesive layer Substances 0.000 description 2
- 150000001335 aliphatic alkanes Chemical class 0.000 description 2
- 229910052787 antimony Inorganic materials 0.000 description 2
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 description 2
- ADCOVFLJGNWWNZ-UHFFFAOYSA-N antimony trioxide Chemical compound O=[Sb]O[Sb]=O ADCOVFLJGNWWNZ-UHFFFAOYSA-N 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 2
- 229910052791 calcium Inorganic materials 0.000 description 2
- 239000011575 calcium Substances 0.000 description 2
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000001186 cumulative effect Effects 0.000 description 2
- NNBZCPXTIHJBJL-UHFFFAOYSA-N decalin Chemical compound C1CCCC2CCCCC21 NNBZCPXTIHJBJL-UHFFFAOYSA-N 0.000 description 2
- 229960005215 dichloroacetic acid Drugs 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000004880 explosion Methods 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 238000009472 formulation Methods 0.000 description 2
- 150000002291 germanium compounds Chemical class 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- PQXKHYXIUOZZFA-UHFFFAOYSA-M lithium fluoride Chemical compound [Li+].[F-] PQXKHYXIUOZZFA-UHFFFAOYSA-M 0.000 description 2
- 150000002696 manganese Chemical class 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 239000002985 plastic film Substances 0.000 description 2
- 229920006255 plastic film Polymers 0.000 description 2
- 238000004064 recycling Methods 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 239000007858 starting material Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- 239000001993 wax Substances 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 229940035437 1,3-propanediol Drugs 0.000 description 1
- PXGZQGDTEZPERC-UHFFFAOYSA-N 1,4-cyclohexanedicarboxylic acid Chemical class OC(=O)C1CCC(C(O)=O)CC1 PXGZQGDTEZPERC-UHFFFAOYSA-N 0.000 description 1
- WKBPZYKAUNRMKP-UHFFFAOYSA-N 1-[2-(2,4-dichlorophenyl)pentyl]1,2,4-triazole Chemical compound C=1C=C(Cl)C=C(Cl)C=1C(CCC)CN1C=NC=N1 WKBPZYKAUNRMKP-UHFFFAOYSA-N 0.000 description 1
- NEQFBGHQPUXOFH-UHFFFAOYSA-N 4-(4-carboxyphenyl)benzoic acid Chemical compound C1=CC(C(=O)O)=CC=C1C1=CC=C(C(O)=O)C=C1 NEQFBGHQPUXOFH-UHFFFAOYSA-N 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 239000004605 External Lubricant Substances 0.000 description 1
- 239000004610 Internal Lubricant Substances 0.000 description 1
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- ORLQHILJRHBSAY-UHFFFAOYSA-N [1-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1(CO)CCCCC1 ORLQHILJRHBSAY-UHFFFAOYSA-N 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 229910021486 amorphous silicon dioxide Inorganic materials 0.000 description 1
- 238000004380 ashing Methods 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- DSAJWYNOEDNPEQ-UHFFFAOYSA-N barium atom Chemical compound [Ba] DSAJWYNOEDNPEQ-UHFFFAOYSA-N 0.000 description 1
- AYJRCSIUFZENHW-DEQYMQKBSA-L barium(2+);oxomethanediolate Chemical compound [Ba+2].[O-][14C]([O-])=O AYJRCSIUFZENHW-DEQYMQKBSA-L 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000001506 calcium phosphate Substances 0.000 description 1
- 229910000389 calcium phosphate Inorganic materials 0.000 description 1
- 235000011010 calcium phosphates Nutrition 0.000 description 1
- 238000011088 calibration curve Methods 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 239000012792 core layer Substances 0.000 description 1
- QYQADNCHXSEGJT-UHFFFAOYSA-N cyclohexane-1,1-dicarboxylate;hydron Chemical class OC(=O)C1(C(O)=O)CCCCC1 QYQADNCHXSEGJT-UHFFFAOYSA-N 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 150000001990 dicarboxylic acid derivatives Chemical class 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000007765 extrusion coating Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 150000002290 germanium Chemical class 0.000 description 1
- 235000015220 hamburgers Nutrition 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 230000007062 hydrolysis Effects 0.000 description 1
- 238000006460 hydrolysis reaction Methods 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 238000002372 labelling Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 229910001386 lithium phosphate Inorganic materials 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- GVALZJMUIHGIMD-UHFFFAOYSA-H magnesium phosphate Chemical compound [Mg+2].[Mg+2].[Mg+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O GVALZJMUIHGIMD-UHFFFAOYSA-H 0.000 description 1
- 239000004137 magnesium phosphate Substances 0.000 description 1
- 229910000157 magnesium phosphate Inorganic materials 0.000 description 1
- 229960002261 magnesium phosphate Drugs 0.000 description 1
- 235000010994 magnesium phosphates Nutrition 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000009448 modified atmosphere packaging Methods 0.000 description 1
- KYTZHLUVELPASH-UHFFFAOYSA-N naphthalene-1,2-dicarboxylic acid Chemical compound C1=CC=CC2=C(C(O)=O)C(C(=O)O)=CC=C21 KYTZHLUVELPASH-UHFFFAOYSA-N 0.000 description 1
- 125000003518 norbornenyl group Chemical group C12(C=CC(CC1)C2)* 0.000 description 1
- 230000005693 optoelectronics Effects 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920002959 polymer blend Polymers 0.000 description 1
- 235000015277 pork Nutrition 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 229920001897 terpolymer Polymers 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000005809 transesterification reaction Methods 0.000 description 1
- QORWJWZARLRLPR-UHFFFAOYSA-H tricalcium bis(phosphate) Chemical compound [Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O QORWJWZARLRLPR-UHFFFAOYSA-H 0.000 description 1
- TWQULNDIKKJZPH-UHFFFAOYSA-K trilithium;phosphate Chemical compound [Li+].[Li+].[Li+].[O-]P([O-])([O-])=O TWQULNDIKKJZPH-UHFFFAOYSA-K 0.000 description 1
- PXXNTAGJWPJAGM-UHFFFAOYSA-N vertaline Natural products C1C2C=3C=C(OC)C(OC)=CC=3OC(C=C3)=CC=C3CCC(=O)OC1CC1N2CCCC1 PXXNTAGJWPJAGM-UHFFFAOYSA-N 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
- B32B7/028—Heat-shrinkability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D7/00—Producing flat articles, e.g. films or sheets
- B29D7/01—Films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/325—Layered products comprising a layer of synthetic resin comprising polyolefins comprising polycycloolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/327—Layered products comprising a layer of synthetic resin comprising polyolefins comprising polyolefins obtained by a metallocene or single-site catalyst
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/15—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/15—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state
- B32B37/153—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state at least one layer is extruded and immediately laminated while in semi-molten state
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Rigid or semi-rigid containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material or by deep-drawing operations performed on sheet material
- B65D1/34—Trays or like shallow containers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
- C08G63/02—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds
- C08G63/12—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from polycarboxylic acids and polyhydroxy compounds
- C08G63/16—Dicarboxylic acids and dihydroxy compounds
- C08G63/18—Dicarboxylic acids and dihydroxy compounds the acids or hydroxy compounds containing carbocyclic rings
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
- C08G63/02—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds
- C08G63/12—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from polycarboxylic acids and polyhydroxy compounds
- C08G63/16—Dicarboxylic acids and dihydroxy compounds
- C08G63/18—Dicarboxylic acids and dihydroxy compounds the acids or hydroxy compounds containing carbocyclic rings
- C08G63/181—Acids containing aromatic rings
- C08G63/183—Terephthalic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
- C08L67/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
- B29K2067/003—PET, i.e. poylethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/244—All polymers belonging to those covered by group B32B27/36
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/02—Synthetic macromolecular particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2272/00—Resin or rubber layer comprising scrap, waste or recycling material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/738—Thermoformability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2367/00—Polyesters, e.g. PET, i.e. polyethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/02—Open containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Ceramic Engineering (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Materials Engineering (AREA)
- Laminated Bodies (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Wrappers (AREA)
Abstract
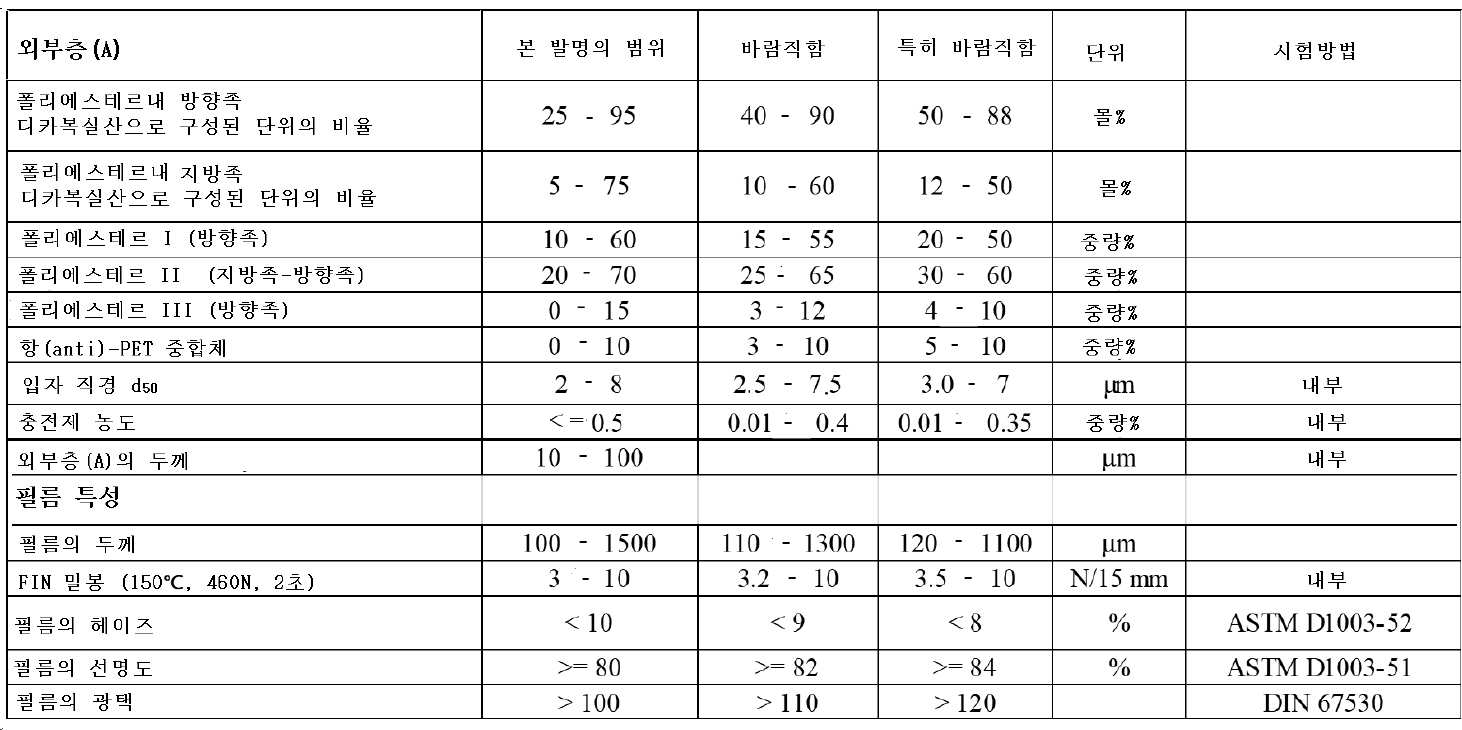
a) 상기 외부층(A)의 상기 폴리에스테르는 1종 이상의 방향족 디카복실산으로부터 유래된 단위 25 내지 95 몰% 및 1종 이상의 지방족 디카복실산으로부터 유래된 단위 5 내지 75 몰%로 구성되며, 몰% 데이터는 항상 총 100%로 주어지고,
b) 상기 외부층(A)은 2.0 내지 8.0㎛의 평균 직경 d50을 갖는 무기 또는 유기 입자를 최대 0.4 중량% 포함하고,
c) 상기 외부층(A)의 두께는 10 내지 100㎛, 및
d) 상기 필름의 두께는 100 내지 1500㎛의 범위이다.
또한, 본 발명은 본 발명의 필름의 제조 방법과, 식품 및 기타 소모품의 포장, 특히 식품 및 기타 소모품을 트레이에 포장하기 위한 상기 필름의 용도에 관한 것이다.
Description


Claims (15)
- a-PET로 제조된 하나 이상의 기재층(B) 및 하나의 가열 밀봉가능한 외부층(A)을 포함하는 공압출된 비정형의 투명한 열성형성 폴리에스테르 필름으로, 가열 밀봉가능한 외부층(A)은 80 중량% 이상의 폴리에스테르를 포함하고,
a) 외부층(A)의 폴리에스테르는 1종 이상의 방향족 디카복실산으로부터 유래된 단위 25 내지 95 몰% 및 1종 이상의 지방족 디카복실산으로부터 유래된 단위 5 내지 75 몰%로 구성되며, 지방족 디올을 기반으로 하고, 몰% 데이터는 항상 총 100%로 주어지며,
b) 외부층(A)은 2.0 내지 8.0㎛의 평균 직경 d50을 갖는 무기 또는 유기 입자를 최대 0.4 중량% 포함하고,
c) 외부층(A)의 두께는 10 내지 100㎛ 및,
d) 필름의 두께는 100 내지 1500㎛의 범위인 폴리에스테르 필름. - 제 1항에 있어서, 필름의 헤이즈는 10% 미만이고, 필름의 선명도는 80% 이상인 폴리에스테르 필름.
- 제 1항 또는 제 2항에 있어서, 필름 자체(= FIN 밀봉)에 대한 필름의 밀봉 심 강도는 3 내지 10 N/15㎜의 범위에 있는 폴리에스테르 필름.
- 제 1항 내지 제 3항 중 어느 한 항에 있어서, 방향족 디카복실산은 테레프탈산, 이소프탈산, 프탈산 및 나프탈렌-2,6-디카복실산으로 이루어진 군으로부터 선택된 하나 이상의 원소인 폴리에스테르 필름.
- 제 1항 내지 제 4항 중 어느 한 항에 있어서, 지방족 디카복실산은 숙신산, 글루타르산, 아디프산, 피멜산, 수베린산, 아젤레인산 및 세바신산으로 이루어진 군으로부터 선택된 하나 이상의 원소이고, 바람직하게는 아디프산 및 세바신산인 폴리에스테르 필름.
- 제 1항 내지 제 5항 중 어느 한 항에 있어서, 지방족 디올은 에틸렌 글리콜, 1,3-프로판디올, 1,3-부탄디올, 1,4-부탄디올, 1,5-펜탄디올, 2,2-디메틸-1,3-프로판디올, 디에틸렌 글리콜, 트리에틸렌 글리콜, 1,4-시클로헥산디메탄올 및 네오펜틸 글리콜로 이루어진 군으로부터 선택된 하나 이상의 원소인 폴리에스테르 필름.
- 제 1항 내지 제 6항 중 어느 한 항에 있어서, 폴리에스테르는 각 경우에 디카복실레이트의 총량, 및 각각 알킬렌의 총량을 기준으로, 다음의 디카복실레이트 잔기 및 알킬렌 잔기, 즉:
· 테레프탈레이트 25 내지 95 몰%, 바람직하게는 30 내지 90 몰%, 특히 바람직하게는 40 내지 70 몰%,
· 이소프탈레이트 0 내지 25 몰%, 바람직하게는 5 내지 20 몰%, 특히 바람직하게는 10 내지 20 몰%,
· 세바케이트 5 내지 75 몰%, 바람직하게는 8 내지 70 몰%, 특히 바람직하게는 11 내지 65 몰%,
· 아디페이트 0 내지 50 몰%, 바람직하게는 0 내지 40 몰%, 특히 바람직하게는 0 내지 30 몰%, 및
· 에틸렌 또는 부틸렌 30 몰% 초과, 바람직하게는 40 몰% 초과, 특히 바람직하게는 50 몰% 초과를 포함하는 폴리에스테르 필름. - 제 1항 내지 제 7항 중 어느 한 항에 있어서, 외부층(A)의 원료는 최대 10 중량%의 폴리에스테르와 비상용성인 중합체 (= 항-PET 중합체)를 포함하는 폴리에스테르 필름.
- 제 8항에 있어서, 항-PET 중합체는 에틸렌 (LLDPE, HDPE), 프로필렌 (PP), 시클로올레핀 (CO)이나, 아미드 (PA) 또는 스티렌 (PS)을 기반으로 하는 1종 이상의 중합체를 포함하는 폴리에스테르 필름.
- 제 1항 내지 제 9항 중 어느 한 항에 있어서, 상기 필름은 3개의 층으로 구성되고, 기재층(B), 기재층(B)의 양면 중 일면에 가열 밀봉가능한 외부층(A), 및 기재층(B)의 타면에 외부층(C)을 갖는 폴리에스테르 필름.
- 제 1항에 따른 폴리에스테르 필름의 제조방법에 있어서, 필름의 개별 층(A 및 B 또는 A, B 및 C)용 중합체를 개별 압출기에서 용융시키고, 상응하는 용융물을 평탄 필름 다이를 통해 공압출하고, 생성된 필름을 고화를 위해 하나 이상의 롤 위로 인출한 다음, 권취하는 단계들을 포함하는 제조방법.
- 제 11항에 있어서, 외부층(A)용 폴리에스테르는 2종의 폴리에스테르 I 및 II, 또는 바람직하게는 3종의 폴리에스테르 I, II 및 III의 혼합물이고, 이들 폴리에스테르는 층(A)용 압출기에 도입되는 제조방법.
- 제 12항에 있어서, 폴리에스테르 I은 각 경우에 디카복실레이트의 총량 및, 각각 알킬렌의 총량을 기준으로, 다음의 디카복실레이트 잔기 및 알킬렌 잔기, 즉:
· 테레프탈레이트 60 내지 100 몰%, 바람직하게는 62 내지 95 몰%, 특히 바람직하게는 66 내지 93 몰%,
· 이소프탈레이트 0 내지 40 몰%, 바람직하게는 5 내지 38 몰%, 특히 바람직하게는 7 내지 34 몰%,
· 에틸렌 단위 50 몰% 초과, 바람직하게는 65 몰% 초과, 특히 바람직하게는 80 몰% 초과를 기반으로 하고,
폴리에스테르 II는 각 경우에 디카복실레이트의 총량 및, 각각 알킬렌의 총량을 기준으로, 다음의 디카복실레이트 잔기 및 알킬렌 잔기, 즉:
· 세바케이트 20 내지 70 몰%, 바람직하게는 30 내지 65 몰%, 특히 바람직하게는 35 내지 60 몰%,
· 아디페이트 0 내지 50 몰%, 바람직하게는 0 내지 45 몰%, 특히 바람직하게는 0 내지 40 몰%,
· 테레프탈레이트 10 내지 80 몰%, 바람직하게는 20 내지 70 몰%, 특히 바람직하게는 30 내지 60 몰%,
· 이소프탈레이트 0 내지 30 몰%, 바람직하게는 3 내지 25 몰%, 특히 바람직하게는 5 내지 20 몰%, 및
· 에틸렌 또는 부틸렌 30 몰% 초과, 바람직하게는 40 몰% 초과, 특히 바람직하게는 50 몰% 초과를 기반으로 하며,
폴리에스테르 III은 각 경우에 디카복실레이트의 총량 및, 각각 알킬렌의 총량을 기준으로, 다음의 디카복실레이트 잔기 및 알킬렌 잔기, 즉:
· 테레프탈레이트 80 내지 98 몰%, 바람직하게는 82 내지 96 몰%, 특히 바람직하게는 74 내지 95 몰%
· 이소프탈레이트 2 내지 20 몰%, 바람직하게는 4 내지 18 몰%, 특히 바람직하게는 5 내지 17 몰%, 및
· 에틸렌 단위 50 몰% 초과, 바람직하게는 65 몰% 초과, 특히 바람직하게는 80 몰% 초과를 기반으로 하는 제조방법. - 제 12항 또는 제 13항에 있어서, 외부층(A)내 폴리에스테르 I의 비율은 10 내지 60 중량%이고, 폴리에스테르 II의 비율은 20 내지 70 중량%이며, 폴리에스테르 III의 비율은 0 내지 15 중량%인 제조방법.
- 식품 및 기타 소모품의 패키징, 특히 트레이에서 식품 및 기타 소모품의 패키징을 위한 제 1항에 따른 폴리에스테르 필름의 용도.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102018215422.8 | 2018-09-11 | ||
| DE102018215422.8A DE102018215422A1 (de) | 2018-09-11 | 2018-09-11 | Heißsiegelbare Polyesterfolie für die Herstellung von Menüschalen, Verfahren zu ihrer Herstellung und ihre Verwendung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200031044A true KR20200031044A (ko) | 2020-03-23 |
Family
ID=68051593
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190109903A Ceased KR20200031044A (ko) | 2018-09-11 | 2019-09-05 | 레디밀 트레이 제조용 가열 밀봉가능한 폴리에스테르 필름, 그의 제조 방법 및 필름의 용도 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20200079064A1 (ko) |
| EP (1) | EP3623154B1 (ko) |
| JP (1) | JP2020040400A (ko) |
| KR (1) | KR20200031044A (ko) |
| DE (1) | DE102018215422A1 (ko) |
| DK (1) | DK3623154T3 (ko) |
| ES (1) | ES2905121T3 (ko) |
| PL (1) | PL3623154T3 (ko) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12162250B2 (en) | 2016-08-15 | 2024-12-10 | Klöckner Pentaplast Of America, Inc. | Hot fill laminate |
| DE102017117328A1 (de) * | 2017-07-31 | 2019-01-31 | Mitsubishi Polyester Film Gmbh | Peelfähige Polyesterfolie, Verfahren zu ihrer Herstellung und ihre Verwendung |
| DE102018112817A1 (de) | 2018-05-29 | 2019-12-05 | Klöckner Pentaplast Gmbh | Transparente Polymerfolie mit Verfärbungskompensation |
| JP2023551656A (ja) | 2020-11-18 | 2023-12-12 | クロックナー、ペンタプラスト、オブ、アメリカ、インコーポレイテッド | 熱成形包装およびその形成方法 |
| KR102349063B1 (ko) * | 2021-02-01 | 2022-01-10 | 조익래 | 열 부착 pet 필름 |
| JP7727482B2 (ja) * | 2021-10-20 | 2025-08-21 | 東洋製罐株式会社 | 積層フィルム及び包装容器 |
| DE102023100500A1 (de) | 2023-01-11 | 2024-07-11 | Mitsubishi Polyester Film Gmbh | Polyesterverpackung bestehend aus thermoformbarer Unterfolie und peelfähiger Oberfolie, Verfahren zu ihrer Herstellung und ihre Verwendung |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5003019A (en) | 1987-03-02 | 1991-03-26 | Mitsui Petrochemical Industries, Ltd. | Cyclo-olefinic random copolymer, olefinic random copolymer, and process for producing cyclo-olefinic random copolymers |
| DE3922546A1 (de) | 1989-07-08 | 1991-01-17 | Hoechst Ag | Verfahren zur herstellung von cycloolefinpolymeren |
| TW227005B (ko) | 1990-11-14 | 1994-07-21 | Hoechst Ag | |
| DE59209354D1 (de) | 1991-03-09 | 1998-07-09 | Targor Gmbh | Verfahren zur Herstellung chemisch einheitlicher Cycloolefincopolymere |
| JP3131466B2 (ja) | 1991-07-02 | 2001-01-31 | ユニチカ株式会社 | 軽量化ポリエステルフィルム及びその製造方法 |
| JP3112603B2 (ja) * | 1993-06-28 | 2000-11-27 | 株式会社サンエー化研 | 熱成形用ポリエステルシート |
| US5972445A (en) * | 1996-01-17 | 1999-10-26 | Mitsubishi Chemical Corporation | Multilayer polyester sheet |
| DE69706201T2 (de) * | 1996-01-17 | 2002-05-23 | Mitsubishi Chemical Corp., Tokio/Tokyo | Polyestermehrschichtfolie |
| JP2000095227A (ja) * | 1998-09-25 | 2000-04-04 | Teijin Ltd | 容 器 |
| DE19932384A1 (de) | 1999-07-14 | 2001-01-18 | Mitsubishi Polyester Film Gmbh | Weiße, biaxial orientierte Polyesterfolie mit Cycloolefincopolymer (COC), Verfahren zu ihrer Herstellung und ihre Verwendung |
| DE10015633A1 (de) | 2000-03-29 | 2001-10-04 | Mitsubishi Polyester Film Gmbh | Siegelfähige biaxial orientierte Polyesterfolie |
| JP4495912B2 (ja) * | 2003-01-14 | 2010-07-07 | 三菱樹脂株式会社 | 多層フィルムおよび容器 |
| DE10318097A1 (de) | 2003-04-22 | 2004-11-11 | Mitsubishi Polyester Film Gmbh | Coextrudierte, heißsiegelbare und peelfähige Polyesterfolie, Verfahren zu ihrer Herstellung und ihre Verwendung |
| DE10318102A1 (de) * | 2003-04-22 | 2004-11-11 | Mitsubishi Polyester Film Gmbh | Coextrudierte, heißsiegelbare und peelfähige Polyesterfolie mit starker Peelbarkeit, Verfahren zu ihrer Herstellung und ihre Verwendung |
| DE10318101A1 (de) * | 2003-04-22 | 2004-11-11 | Mitsubishi Polyester Film Gmbh | Coextrudierte, heißsiegelbare und peelfähige Polyesterfolie, Verfahren zu ihrer Herstellung und ihre Verwendung |
| WO2012037087A1 (en) * | 2010-09-14 | 2012-03-22 | Dupont Teijin Films U.S. Limited Partnership | Thermoformable copolyester laminate |
| HRP20160628T4 (hr) | 2010-11-25 | 2023-03-31 | R. Faerch Plast A/S | Zabrtvljena posuda za hranu |
| US9656447B2 (en) * | 2012-08-31 | 2017-05-23 | Toray Plastics (America), Inc. | Lidding structure based on aromatic polyester film, extrusion-coated with a sealable/peelable copolyester layer |
| DK179002B1 (en) | 2016-09-14 | 2017-08-07 | R Faerch Plast As | Food container |
-
2018
- 2018-09-11 DE DE102018215422.8A patent/DE102018215422A1/de not_active Withdrawn
-
2019
- 2019-09-03 PL PL19195029T patent/PL3623154T3/pl unknown
- 2019-09-03 DK DK19195029.4T patent/DK3623154T3/da active
- 2019-09-03 EP EP19195029.4A patent/EP3623154B1/de active Active
- 2019-09-03 ES ES19195029T patent/ES2905121T3/es active Active
- 2019-09-05 KR KR1020190109903A patent/KR20200031044A/ko not_active Ceased
- 2019-09-09 JP JP2019163677A patent/JP2020040400A/ja active Pending
- 2019-09-10 US US16/565,900 patent/US20200079064A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| EP3623154B1 (de) | 2021-11-10 |
| US20200079064A1 (en) | 2020-03-12 |
| PL3623154T3 (pl) | 2022-02-28 |
| DE102018215422A1 (de) | 2020-03-12 |
| ES2905121T3 (es) | 2022-04-07 |
| EP3623154A1 (de) | 2020-03-18 |
| JP2020040400A (ja) | 2020-03-19 |
| DK3623154T3 (da) | 2021-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200031044A (ko) | 레디밀 트레이 제조용 가열 밀봉가능한 폴리에스테르 필름, 그의 제조 방법 및 필름의 용도 | |
| US7205040B2 (en) | Peelable polyester film having improved oxygen barrier, process for its production and its use | |
| US7211306B2 (en) | Peelable polyester film with self-venting, process for its production and its use | |
| US7329453B2 (en) | White, heatsealable, peelable polyester film, process for its production and its use | |
| US20050121822A1 (en) | Process for producing a coextruded, peelable polyester film | |
| US20040213967A1 (en) | Coextruded, heatsealable and peelable polyester film, process for its production and its use | |
| US7144615B2 (en) | Coextruded, hot-sealable and peelable polyester film, process for its production and its use | |
| US7141293B2 (en) | Coextruded, hot-sealable and peelable polyester film having high peeling resistance, process for its production and its use | |
| US20050042441A1 (en) | Coextruded, heatsealable and peelable polyester film, process for its production and its use | |
| US20050019559A1 (en) | Coextruded, hotsealable and peelable polyester film having easy peelability, process for its production and its use | |
| US7186452B2 (en) | Coextruded, hot-sealable and peelable polyester film having high peeling resistance, process for its production and its use | |
| US20040229060A1 (en) | Coextruded, heatsealable and peelable polyester film, process for its production and its use | |
| US20040213966A1 (en) | Coextruded, heatsealable and peelable polyester film having strong peelability, process for its production and its use | |
| US20050173050A1 (en) | Process for producing a heatsealable and peelable polyester film | |
| US7288312B2 (en) | Coextruded, hot-sealable and peelable polyester film having low peeling resistance, process for its production and its use | |
| US7442427B2 (en) | Coextruded, hot-sealable and peelable polyester film, process for its production and its use | |
| US20040213968A1 (en) | Coextruded, heatsealable and peelable polyester film, process for its production and its use | |
| US10618260B2 (en) | Thermoformable transparent packing made of polyester with a lower foil and an upper foil, process for production thereof and use thereof | |
| US20100291396A1 (en) | Polyester film that seals at low temperature for nonpolar substrates | |
| US7223459B2 (en) | Coextruded, hot-sealable and peelable polyester film, process for its production and its use | |
| US11136175B2 (en) | Pack made of polyester with a thermoformable lower film and a sealable and peelable upper film, use thereof, and process for its production | |
| JP2001315284A (ja) | ポリエステル積層体 | |
| CN101535047B (zh) | 可热密封的复合聚酯膜 | |
| JP2023088586A (ja) | 多層ポリエステルシート及びそれを用いた包装用容器 | |
| US20190390002A1 (en) | Transparent, thermoformable, biaxially oriented polyester film, process for production thereof and use thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20190905 |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20220803 Comment text: Request for Examination of Application Patent event code: PA02011R01I Patent event date: 20190905 Comment text: Patent Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20240201 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20241008 Comment text: Decision to Refuse Application Patent event code: PE06012S01D |