KR20200031050A - 기판 연삭 장치 및 기판 연삭 방법 - Google Patents
기판 연삭 장치 및 기판 연삭 방법 Download PDFInfo
- Publication number
- KR20200031050A KR20200031050A KR1020190111834A KR20190111834A KR20200031050A KR 20200031050 A KR20200031050 A KR 20200031050A KR 1020190111834 A KR1020190111834 A KR 1020190111834A KR 20190111834 A KR20190111834 A KR 20190111834A KR 20200031050 A KR20200031050 A KR 20200031050A
- Authority
- KR
- South Korea
- Prior art keywords
- grinding
- substrate
- grinding wheel
- wheel
- work table
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/24—Lapping pads for working plane surfaces characterised by the composition or properties of the pad materials
- B24B37/245—Pads with fixed abrasives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0076—Other grinding machines or devices grinding machines comprising two or more grinding tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/04—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor involving a rotary work-table
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B1/00—Processes of grinding or polishing; Use of auxiliary equipment in connection with such processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/02—Frames; Beds; Carriages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/04—Headstocks; Working-spindles; Features relating thereto
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/20—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground
- B24B7/22—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain
- B24B7/228—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain for grinding thin, brittle parts, e.g. semiconductors, wafers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D13/00—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor
- B24D13/14—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor acting by the front face
- B24D13/142—Wheels of special form
-
- H01L21/304—
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P52/00—Grinding, lapping or polishing of wafers, substrates or parts of devices
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
Abstract
Description
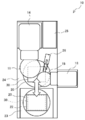
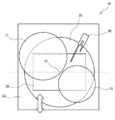
도 2는 본 개시의 실시형태에 따른 기판 연삭 장치의 연삭 스테이지 부근을 나타내는 평면도이다.
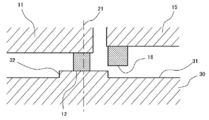
도 3은 본 개시의 실시형태에 따른 기판 연삭 장치의 연삭 스테이지 부근을 모식적으로 나타내는 종단면도이다.
도 4는 본 개시의 실시형태에 따른 기판 연삭 장치의 조연삭 공정에 있어서의 기판의 회전 중심 부근을 모식적으로 나타내는 종단면도이다.
도 5는 본 개시의 실시형태에 따른 기판 연삭 장치의 마무리 연삭 공정에 있어서의 기판의 회전 중심 부근을 모식적으로 나타내는 종단면도이다.
도 6은 본 개시의 실시형태에 따른 기판 연삭 장치의 마무리 연삭 공정에 있어서의 기판의 회전 중심 부근을 모식적으로 나타내는 종단면도이다.
Claims (6)
- 기판을 흡착하여 유지한 상태에서 회전하는 워크 테이블과,
상기 워크 테이블에 유지되어 회전하는 상기 기판을 회전하면서 연삭하는 컵휠형 제1 연삭 숫돌과,
상기 제1 연삭 숫돌과 동시에, 상기 기판에 접근하여 회전하면서 상기 기판을 연삭하는 컵휠형 제2 연삭 숫돌을 구비하는 기판 연삭 장치. - 제 1 항에 있어서,
상기 제1 연삭 숫돌은 그 연삭 범위가 상기 워크 테이블의 반경보다 큰 직경을 갖도록 구성되어 있음과 함께, 그 연삭 범위가 상기 기판의 회전 중심을 포함하는 위치에 형성되어 있고,
상기 제2 연삭 숫돌은 그 연삭 범위가 상기 워크 테이블의 반경보다 큰 직경을 갖도록 구성되어 있음과 함께, 상기 기판의 회전 중심에 가까우면서 상기 제1 연삭 숫돌에 접촉하지 않는 위치에 형성되어 있는 기판 연삭 장치. - 제 1 항 또는 제 2 항에 있어서,
상기 제1 연삭 숫돌의 입도는 상기 제2 연삭 숫돌의 입도보다 크고,
상기 제1 연삭 숫돌 및 상기 제2 연삭 숫돌은 상기 제1 연삭 숫돌보다 상기 제2 연삭 숫돌 쪽이 상기 기판에 가까운 상태에서, 상기 제1 연삭 숫돌 및 상기 제2 연삭 숫돌이 상기 기판에 접근하여 상기 기판을 연삭한 후, 상기 제2 연삭 숫돌이 상기 기판에서 떨어진 상태에서 상기 제1 연삭 숫돌이 상기 기판에 접근하여 상기 기판을 연삭하도록 구성되어 있는 기판 연삭 장치. - 회전이 자유로운 워크 테이블에 기판을 흡착시키는 척킹 공정과,
상기 워크 테이블을 회전시킴으로써, 상기 워크 테이블에 유지되어 있는 상기 기판을 회전시킴과 함께, 컵휠형 제1 연삭 숫돌 및 제2 연삭 숫돌을 회전시키면서 상기 기판에 동시에 접근시켜, 상기 기판을 연삭하는 연삭 공정을 구비하는 기판 연삭 방법. - 제 4 항에 있어서,
상기 제1 연삭 숫돌은 그 연삭 범위가 상기 워크 테이블의 반경보다 큰 직경을 갖도록 구성되어 있음과 함께, 상기 연삭 공정에 있어서, 그 연삭 범위가 상기 기판의 회전 중심을 포함하는 위치로 보내지고,
상기 제2 연삭 숫돌은 그 연삭 범위가 상기 워크 테이블의 반경보다 큰 직경을 갖도록 구성되어 있음과 함께, 상기 연삭 공정에 있어서, 상기 기판의 회전 중심에 가까우면서 상기 제1 연삭 숫돌에 접촉되지 않는 위치로 보내지는 기판 연삭 방법. - 제 4 항 또는 제 5 항에 있어서,
상기 제1 연삭 숫돌의 입도는 상기 제2 연삭 숫돌의 입도보다 크고,
상기 연삭 공정은
상기 제1 연삭 숫돌보다 상기 제2 연삭 숫돌 쪽이 상기 기판에 가까운 상태에서, 상기 제1 연삭 숫돌 및 상기 제2 연삭 숫돌이 상기 기판에 접근하여 상기 기판을 연삭하는 조연삭 공정과,
상기 조연삭 공정이 실행된 후 실행되며, 상기 제2 연삭 숫돌이 상기 기판에서 떨어진 상태에서, 상기 제1 연삭 숫돌이 상기 기판에 접근하여 상기 기판을 연삭하는 마무리 연삭 공정을 포함하는 기판 연삭 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018171475A JP7301512B2 (ja) | 2018-09-13 | 2018-09-13 | 基板研削装置及び基板研削方法 |
| JPJP-P-2018-171475 | 2018-09-13 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200031050A true KR20200031050A (ko) | 2020-03-23 |
| KR102725508B1 KR102725508B1 (ko) | 2024-11-01 |
Family
ID=69772677
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190111834A Active KR102725508B1 (ko) | 2018-09-13 | 2019-09-10 | 기판 연삭 장치 및 기판 연삭 방법 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12358095B2 (ko) |
| JP (1) | JP7301512B2 (ko) |
| KR (1) | KR102725508B1 (ko) |
| CN (1) | CN110900313B (ko) |
| TW (1) | TWI828750B (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7766435B2 (ja) * | 2021-09-14 | 2025-11-10 | 株式会社岡本工作機械製作所 | 基板研削装置及び基板研削方法 |
| CN114888712A (zh) * | 2022-04-29 | 2022-08-12 | 华能国际电力股份有限公司营口电厂 | 一种便于角度调节的发电机碳刷研磨机 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007203432A (ja) * | 2006-02-06 | 2007-08-16 | Disco Abrasive Syst Ltd | 基板の研削装置および研削方法 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05129259A (ja) * | 1991-11-07 | 1993-05-25 | Toshiba Corp | 研削装置 |
| US5622875A (en) * | 1994-05-06 | 1997-04-22 | Kobe Precision, Inc. | Method for reclaiming substrate from semiconductor wafers |
| JPH08336741A (ja) | 1995-06-09 | 1996-12-24 | Tokyo Seimitsu Co Ltd | 表面研削方法 |
| JPH1015807A (ja) * | 1996-07-01 | 1998-01-20 | Canon Inc | 研磨システム |
| JPH11138426A (ja) * | 1997-11-11 | 1999-05-25 | Tokyo Electron Ltd | 研磨装置 |
| JP3070917B2 (ja) * | 1998-06-16 | 2000-07-31 | 株式会社共立 | ディスククリーナ |
| JP2001351884A (ja) * | 2000-06-05 | 2001-12-21 | Okamoto Machine Tool Works Ltd | 基板の化学機械研磨装置 |
| US6585572B1 (en) * | 2000-08-22 | 2003-07-01 | Lam Research Corporation | Subaperture chemical mechanical polishing system |
| JP2002305164A (ja) * | 2002-02-19 | 2002-10-18 | Tokyo Seimitsu Co Ltd | 半導体ウェーハの破損を防止する方法 |
| JP2006086240A (ja) * | 2004-09-15 | 2006-03-30 | Okamoto Machine Tool Works Ltd | 半導体基板の平面研削・研磨装置および研削・研磨方法 |
| JP2009004406A (ja) | 2007-06-19 | 2009-01-08 | Disco Abrasive Syst Ltd | 基板の加工方法 |
| KR20080113682A (ko) * | 2007-06-25 | 2008-12-31 | 세크론 주식회사 | 웨이퍼용 연마 휠 및 이를 갖는 웨이퍼 이면 연마 장치 |
| JP5938296B2 (ja) * | 2012-08-14 | 2016-06-22 | 株式会社ディスコ | 研削装置 |
| JP2014065082A (ja) | 2012-09-24 | 2014-04-17 | Takatori Corp | 基板の研削装置 |
| JP2014097551A (ja) | 2012-11-15 | 2014-05-29 | Disco Abrasive Syst Ltd | 研削方法 |
| CA2857213C (en) * | 2013-08-10 | 2016-11-22 | Taizhou Federal Robot Technology Co., Ltd. | A surface processing system for a work piece |
| JP6243255B2 (ja) | 2014-02-25 | 2017-12-06 | 光洋機械工業株式会社 | ワークの平面研削方法 |
| JP6616174B2 (ja) | 2015-12-01 | 2019-12-04 | 株式会社岡本工作機械製作所 | バンプ付きデバイスシリコン基板の平坦化加工方法 |
| JP6584532B2 (ja) | 2016-02-09 | 2019-10-02 | 東京エレクトロン株式会社 | 研削装置および研削方法 |
| JP6970492B2 (ja) * | 2016-08-18 | 2021-11-24 | 株式会社ディスコ | 研削装置 |
| JP6858539B2 (ja) * | 2016-12-08 | 2021-04-14 | 株式会社ディスコ | 研削装置 |
| JP6887260B2 (ja) * | 2017-02-03 | 2021-06-16 | 株式会社ディスコ | 加工装置 |
-
2018
- 2018-09-13 JP JP2018171475A patent/JP7301512B2/ja active Active
-
2019
- 2019-09-10 US US16/565,548 patent/US12358095B2/en active Active
- 2019-09-10 KR KR1020190111834A patent/KR102725508B1/ko active Active
- 2019-09-11 TW TW108132750A patent/TWI828750B/zh active
- 2019-09-12 CN CN201910863453.XA patent/CN110900313B/zh active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007203432A (ja) * | 2006-02-06 | 2007-08-16 | Disco Abrasive Syst Ltd | 基板の研削装置および研削方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7301512B2 (ja) | 2023-07-03 |
| US12358095B2 (en) | 2025-07-15 |
| CN110900313A (zh) | 2020-03-24 |
| JP2020040189A (ja) | 2020-03-19 |
| US20200086450A1 (en) | 2020-03-19 |
| TW202031421A (zh) | 2020-09-01 |
| KR102725508B1 (ko) | 2024-11-01 |
| CN110900313B (zh) | 2023-09-29 |
| TWI828750B (zh) | 2024-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111480216B (zh) | 基板处理系统、基板处理方法以及计算机存储介质 | |
| CN101121237B (zh) | 晶片磨削装置 | |
| US7278903B2 (en) | Processing method for wafer and processing apparatus therefor | |
| US7858530B2 (en) | Processing method for wafer and processing apparatus therefor | |
| CN108326699B (zh) | 磨削装置 | |
| CN101161411A (zh) | 晶片的磨削加工方法 | |
| TWI732012B (zh) | 加工裝置 | |
| CN113352204B (zh) | 晶片的加工方法 | |
| KR20090055466A (ko) | 연삭 휠 장착 기구 | |
| CN110170892A (zh) | 磨削装置 | |
| CN101745851A (zh) | 磨削装置以及磨削方法 | |
| JP6789645B2 (ja) | 面取り加工装置 | |
| KR102725508B1 (ko) | 기판 연삭 장치 및 기판 연삭 방법 | |
| CN110856900B (zh) | 半导体装置的制造方法和制造装置 | |
| KR20200089600A (ko) | 피가공물의 가공 방법 | |
| JP7025249B2 (ja) | 被加工物の研削方法。 | |
| JP2021142602A (ja) | 研削装置 | |
| JP7766435B2 (ja) | 基板研削装置及び基板研削方法 | |
| CN116038462A (zh) | 一种晶圆减薄方法及减薄装置 | |
| JP2021133428A (ja) | 平面研削装置 | |
| JP2019177461A (ja) | 被加工物の研削方法 | |
| JP2023051365A (ja) | 被加工物の研削方法 | |
| JP2000042880A (ja) | 平面研削装置 | |
| CN116276396A (zh) | 被加工物的磨削方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |