KR20200037308A - 구조체, 그 적층체, 그 제조 방법 및 제조 장치 - Google Patents
구조체, 그 적층체, 그 제조 방법 및 제조 장치 Download PDFInfo
- Publication number
- KR20200037308A KR20200037308A KR1020207005584A KR20207005584A KR20200037308A KR 20200037308 A KR20200037308 A KR 20200037308A KR 1020207005584 A KR1020207005584 A KR 1020207005584A KR 20207005584 A KR20207005584 A KR 20207005584A KR 20200037308 A KR20200037308 A KR 20200037308A
- Authority
- KR
- South Korea
- Prior art keywords
- fine particles
- particles
- brittle
- substrate
- brittle material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
































Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C24/00—Coating starting from inorganic powder
- C23C24/02—Coating starting from inorganic powder by application of pressure only
- C23C24/04—Impact or kinetic deposition of particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B9/00—Automatic or semi-automatic turning-machines with a plurality of working-spindles, e.g. automatic multiple-spindle machines with spindles arranged in a drum carrier able to be moved into predetermined positions; Equipment therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B32/00—Artificial stone not provided for in other groups of this subclass
- C04B32/005—Artificial stone obtained by melting at least part of the composition, e.g. metal
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/10—Metal compounds
- C08K3/14—Carbides
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/16—Halogen-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/28—Nitrogen-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/38—Boron-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/40—Glass
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C24/00—Coating starting from inorganic powder
- C23C24/08—Coating starting from inorganic powder by application of heat or pressure and heat
- C23C24/10—Coating starting from inorganic powder by application of heat or pressure and heat with intermediate formation of a liquid phase in the layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/01—Selective coating, e.g. pattern coating, without pre-treatment of the material to be coated
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/12—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the method of spraying
- C23C4/134—Plasma spraying
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2214/00—Nature of the non-vitreous component
- C03C2214/04—Particles; Flakes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K2003/023—Silicon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2227—Oxides; Hydroxides of metals of aluminium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2244—Oxides; Hydroxides of metals of zirconium
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Ceramic Engineering (AREA)
- Structural Engineering (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
Description
도 2는 본 발명의 일 실시형태에 따른 취성 미립자 집합체의 모식도이다.
도 3은 본 발명의 일 실시형태에 따른 취성 재료 구조체 형성에 이용되는 플라즈마 원용 초미립자 구조체 형성 장치(10)의 구성 설명도이다.
도 4는 본 발명의 일 실시형태에 의해 얻어진 구조체 단면의 주사투과전자현미경 이미지 및 전자에너지손실분광법의 맵핑 도면이다. (a)는 주사투과전자현미경에 의한 원환상 암시야 이미지(annular dark-field imaging)이다. (b)는 전자에너지손실분광법에 의한 α알루미나의 맵핑 결과이며, (c)는 전자에너지손실분광법에 의한 γ알루미나의 맵핑 결과이며, (d)는 전자에너지손실분광법에 의한 비정질 알루미나의 맵핑 결과이다.
도 5는 본 발명의 일 실시형태에 따른 원료 입자, 구조체(아르곤 가스), 구조체(헬륨 가스)의 X선 회절 결과이다.
도 6의 (a)는 원료 알루미나 분말 단면의 주사전자현미경 이미지이다. 도 6의 (b)는 (a)의 점선 영역의 확대 이미지이다.
도 7은 알루미나 용사 피막 단면의 투과전자현미경 이미지이다.
도 8은 본 발명의 일 실시형태에 따른 구조체 단면의 투과전자현미경 이미지이다.
도 9는 본 발명의 일 실시형태에 따른 구조체 단면의 투과전자현미경 이미지이다.
도 10은 본 발명의 일 실시형태에 따른 적층체의 단면의 주사전자현미경 이미지이다.
도 11은 본 발명의 일 실시형태에 따른 구조체(1100)의 단면 모델이다.
도 12의 (a)는 본 발명의 일 실시형태에 따른 구조체(1200)의 단면 모델이다. 도 12의 (b)는 기재(1204)에 퇴적되어 형성된 표면 형상이 변형된 미립자(1201)의 상세한 사항을 설명하는 단면 모델이다.
도 13은 본 발명의 일 실시형태에 따른 구조체(1300)의 단면 모델이다.
도 14의 (a)는 본 발명의 일 실시형태에 따른 구조체(1100)의 미립자끼리의 접합 영역을 확대한 것이며, (b)는 본 발명의 일 실시형태에 따른 구조체(1200)의 미립자끼리의 접합 영역을 확대한 것이다.
도 15의 (a)는 단결정 미립자(1010)를 육각형 단결정으로 나타내며, (b)는 결정자(1022)를 가지는 육각형 다결정 미립자(1021)로서 나타내고, (c)는 결정자(1032)를 가지는 육각형 다결정 미립자(1031)가 응집된 응집 분말(1030)을 나타낸다.
도 16의 (a)는 본 발명의 일 실시형태에 따른 구조체를 형성하는 데 사용되는 원료 미립자(1501)를 나타내고, (b)는 본 발명의 일 실시형태에 따른 구조체를 구성하는 변형이 적은 미립자(1101)을 나타내며, (c)는 본 발명의 일 실시형태에 따른 구조체 중 변형이 큰 미립자(1201)를 나타낸다.
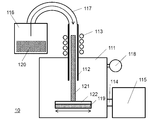
도 17은 본 발명의 일 실시형태에 따른 구조체 제조용 장치(2000)의 모식도이다.
도 18은 본 발명의 일 실시형태에 따른 구조체 제조 방법을 설명하는 도면이다.
도 19의 (a)는 종래의 에어로졸 증착법에 의한 원료 미립자(1041)의 충돌 파쇄 변형 단면 모델이며, (b)는 본 발명의 일 실시형태에 따른 제조 방법에 의한 원료 미립자(1041)가 충돌 파쇄 변형되는 단면 모델이다.
도 20의 (a)는 종래 에어로졸 증착법에 의한 입자 간 결합, 입자/기판 간 결합의 단면 모델이며, (b)는 본 발명의 일 실시형태에 따른 제조 방법에 의한 입자 간 결합, 입자/기판 간의 결합 단면 모델이다.
도 21의 (a)는 본 발명의 일 실시예에 따른 미립자의 주사투과전자현미경 이미지를 나타내며, (b)는 전자에너지손실분광법의 맵핑도를 나타낸다.
도 22는 본 발명의 일 실시예에 따른 원료 미립자를 이용한 표면 관찰 이미지를 나타낸다.
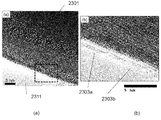
도 23의 (a)는 본 발명의 일 실시예에 따른 출발 원료로 이용한 α-Al2O3를 나타내며, (b)는 미립자를 이용하여 형성한 본 발명에 따른 구조체의 단면 투과전자현미경 이미지를 나타내며, (c)는 비교로서, 출발 원료를 이용하여 에어로졸 증착 방법에 의해 형성한 구조체의 단면 투과전자현미경 이미지를 나타낸다.
도 24의 (a)는 본 발명의 일 실시예에 따른 구조체(1600)의 단면 SEM 이미지를 나타내며, (b)는 본 발명의 일 실시예에 따른 구조체(1700)의 단면 SEM 이미지를 나타낸다.
도 25는 본 발명의 일 실시예에 따른 구조체(1600)의 X선 회절 패턴을 나타낸다.
도 26은 본 발명의 일 실시예에 따른 구조체(1700)의 X선 회절 패턴을 나타낸다.
도 27은 실시예 9 및 실시예 10에서 얻어진 구조체의 X선 회절 패턴을 나타낸다.
도 28은 본 발명의 일 실시예에 따른 원료 미립자의 이용 효율비를 나타낸다.
도 29는 본 발명의 일 실시예에 따른 원료 미립자의 이용 효율비를 나타낸다.
도 30은 본 발명의 일 실시예에 따른 다공질 세라믹을 기재(1804)로 한 구조체(1800)의 주사투과전자현미경에 의한 단면 이미지를 나타내며, (b)는 (a)의 확대도이다.
도 31의 (a)는 본 발명의 일 실시예에 따라 셀로판 테이프를 마스킹에 이용한 결과를 나타내고, (b)는 본 발명의 일 실시예에 따라 폴리이미드 테이프를 마스킹에 이용한 결과를 나타낸다.
도 32의 (a)~(e)는 본 발명의 일 실시예에 따른 구조체를 나타내고, (f)는 본 발명의 일 실시예에 따른 만곡 형상을 가지는 기재를 이용한 구조체를 나타낸다.
도 33은 본 발명의 일 실시예에 따른 세라믹 다공질 기재를 이용한 구조체의 사진이다.
도 34의 (a)는 본 발명의 일 실시예에 따른 구조체의 파단면을 FE-SEM으로 관찰한 이미지이며, (b)는(a)의 기재 계면 근방(3114)을 확대한 관찰 이미지이며, (c)는 (a)의 표층 근방(3113)을 확대한 관찰 이미지이다.
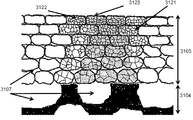
도 35는 본 발명의 일 실시예에 따른 경사 구조체(3100)의 단면 모델이다.
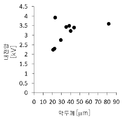
도 36은 아르곤 가스(가스 유량을 20L/min)를 이용하여 제조한 본 발명의 일 실시예에 따른 구조체의 두께와 내전압의 관계를 나타내는 도면이다.
| 가스종류 | 투입전력[kW] | 가스유량[L/min] | 온도[℃] | 비커스경도 |
| He | 2 | 10 | 300 | 700 |
| 1.5 | 10 | 200 | 900 | |
| 1 | 10 | 150 | 1100 | |
| 5 | 125 | 800 | ||
| 0.5 | 10 | 125 | 1300 | |
| 5 | 100 | 700 | ||
| Ar | 2 | 10 | 1300 | 200 |
| 1.5 | 10 | 1000 | 250 | |
| 1 | 20 | 300 | 900 | |
| 15 | 500 | 700 | ||
| 10 | 700 | 500 | ||
| 5 | 500 | 300 | ||
| 0.5 | 10 | 300 | 750 |
| 종류 | 체적저항값 Ω·cm | 절연내압 kV/mm |
| He | 1012~1015 | 100~300 |
| Ar | 1012~1015 | 50~200 |
Claims (19)
- 복수의 취성 입자를 가지는 취성 입자 집합체를 구비하는 구조체로서,
상기 취성 입자 집합체는, 서로 인접하여 배치되며, 또한 주위에 취성 재료 영역을 구비하는 상기 취성 입자가, 상기 취성 재료 영역에 의해 가교됨으로써, 상기 취성 입자 간을 결합하고, 상기 취성 입자의 이동을 저지하는 취성 재료 가교 구조체 영역을 구비하는 것을 특징으로 하는 구조체.
- 청구항 1에 있어서,
상기 취성 재료 가교 구조체 영역이 상기 취성 입자 사이에 3차원 네트워크 구조를 구비하는 것을 특징으로 하는 구조.
- 청구항 1에 있어서,
상기 취성 재료 가교 구조체 영역이 주로 비정질인 것을 특징으로 하는 구조.
- 청구항 1에 있어서,
상기 취성 재료 가교 구조체 영역이 상기 취성 입자 표면에 대체로 균일한 것을 특징으로 하는 구조.
- 청구항 1에 있어서,
상기 취성 재료 가교 구조체 영역이 공극을 구비하는 것을 특징으로 하는 구조.
- 청구항 1에 있어서,
상기 취성 재료 가교 구조체 영역의 두께가 100nm 이하인 것을 특징으로 하는 구조.
- 청구항 1에 있어서,
상기 취성 재료 가교 구조체 영역이 상기 취성 입자의 구성 원소와 동일한 원소로 구성되는 것을 특징으로 하는 구조.
- 청구항 1에 있어서,
상기 취성 입자의 크기가 5㎛ 미만인 것을 특징으로 하는 구조.
- 청구항 1에 있어서,
상기 구조체의 경도가 상기 취성 입자의 경도에 대해 0.1 이상 1 미만인 것을 특징으로 하는 구조.
- 청구항 1 내지 청구항 9 중 어느 한 항에 기재된 구조체가 기재 상에 배치된 적층 구조.
- 청구항 10에 있어서,
상기 취성 입자는, 상기 기재에 대해 수직으로 편평한 형상인 적층 구조.
- 청구항 10에 있어서,
상기 기재가 다공질체인 것을 특징으로 하는 적층 구조.
- 청구항 11에 있어서,
상기 취성 입자는, 변형 후의 결정자 크기가 1nm 이상 300nm 이하를 가지는 것을 특징으로 하는 적층 구조.
- 청구항 11에 있어서,
상기 적층 구조체는, 0.02<내부압축응력/비커스경도인 것을 특징으로 하는 적층 구조.
- 청구항 11에 있어서,
상기 취성 입자의 단변/장변 값이 상기 기재의 계면 근방의 취성 입자의 값>상기 적층 구조체의 표층 부근 취성 입자의 값으로 되는 것을 특징으로 하는 적층 구조.
- 청구항 11에 있어서,
상기 적층 구조체는, 절연내압 20kV/mm 이상을 가지는 것을 특징으로 하는 적층 구조.
- 원료 취성 입자 중 1차 입자가 응집된 응집 입자를 1차 입자로 분쇄하고, 상기 1차 입자의 표면을 활성화시켜 활성 영역을 생성하고, 복수의 상기 활성 영역을 가지는 상기 1차 입자를 기재에 분출하고, 복수의 상기 활성 영역을 가지는 1차 입자를, 상기 활성 영역을 통해 접합시키는 것을 특징으로 하는 적층 구조체의 제조 방법.
- 청구항 17에 있어서,
상기 1차 입자의 충돌 파쇄 효과와 플라즈마의 열적 효과에 의해, 상기 1차 입자 표면에 활성 영역을 형성하는 것을 특징으로 하는 적층 구조체의 제조 방법.
- 에어로졸 발생기, 분쇄기, 플라즈마 발생장치 및 상기 플라즈마 발생장치에 접속되는 노즐을 구비하고, 상기 플라즈마 발생장치의 전단에 상기 분쇄기를 마련하고, 상기 분쇄기는 에어로졸 발생기에서 반송된 1차 입자가 응집된 응집 입자를 분쇄하여, 상기 플라즈마 발생장치로 반송하는 것을 특징으로 하는 적층 구조체의 제조 장치.
Applications Claiming Priority (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017144934 | 2017-07-26 | ||
| JPJP-P-2017-144934 | 2017-07-26 | ||
| JPJP-P-2017-144933 | 2017-07-26 | ||
| JP2017144933 | 2017-07-26 | ||
| JPJP-P-2017-212171 | 2017-11-01 | ||
| JP2017212171 | 2017-11-01 | ||
| JPJP-P-2017-212207 | 2017-11-01 | ||
| JP2017212207 | 2017-11-01 | ||
| PCT/JP2018/027780 WO2019022096A1 (ja) | 2017-07-26 | 2018-07-24 | 構造体、その積層体、それらの製造方法及び製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200037308A true KR20200037308A (ko) | 2020-04-08 |
| KR102473123B1 KR102473123B1 (ko) | 2022-12-01 |
Family
ID=65039692
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207005584A Active KR102473123B1 (ko) | 2017-07-26 | 2018-07-24 | 구조체, 그 적층체, 그 제조 방법 및 제조 장치 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11535941B2 (ko) |
| JP (1) | JP7272653B2 (ko) |
| KR (1) | KR102473123B1 (ko) |
| WO (1) | WO2019022096A1 (ko) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112996763A (zh) | 2018-08-31 | 2021-06-18 | 康宁股份有限公司 | 制造具有无机过滤沉积物的蜂窝体的方法 |
| JP7258292B2 (ja) * | 2019-05-16 | 2023-04-17 | 国立大学法人東北大学 | 高分子複合材料の分析方法 |
| KR20240014597A (ko) * | 2019-09-30 | 2024-02-01 | 도카로 가부시키가이샤 | 감압 플라즈마 용사법 |
| US20230234084A1 (en) * | 2020-03-31 | 2023-07-27 | Osaka Gas Co., Ltd. | Film Forming Apparatus, Film Forming Method, and Formed Film |
| JP7849787B2 (ja) * | 2020-03-31 | 2026-04-22 | 大阪瓦斯株式会社 | 成膜装置及びセラミックス膜の製造方法 |
| KR20230023215A (ko) | 2021-08-10 | 2023-02-17 | 이창훈 | 세라믹 코팅 시스템 및 방법 |
| US12145316B1 (en) * | 2023-03-14 | 2024-11-19 | University Of South Florida | Corona discharge directed 3D structure construction |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000212766A (ja) | 1998-07-24 | 2000-08-02 | Agency Of Ind Science & Technol | 超微粒子成膜法 |
| JP2001247979A (ja) | 1998-07-24 | 2001-09-14 | Agency Of Ind Science & Technol | 超微粒子成膜法 |
| KR20080088559A (ko) | 2008-09-11 | 2008-10-02 | 엘지전자 주식회사 | 모션 벡터 예측 방법 |
| JP2012219375A (ja) * | 2011-04-07 | 2012-11-12 | General Electric Co <Ge> | 酸化物分散強化皮膜の形成方法 |
| US20150068176A1 (en) * | 2012-03-30 | 2015-03-12 | Ibiden Co., Ltd. | Honeycomb filter |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3348154B2 (ja) * | 1999-10-12 | 2002-11-20 | 独立行政法人産業技術総合研究所 | 複合構造物及びその作製方法並びに作製装置 |
| JP3850257B2 (ja) * | 2000-10-19 | 2006-11-29 | 独立行政法人産業技術総合研究所 | 脆性材料構造物の低温形成法 |
| US7175921B2 (en) * | 2000-10-23 | 2007-02-13 | National Institute Of Advanced Industrial Science And Technology | Composite structure body and method for manufacturing thereof |
| WO2002034966A1 (en) * | 2000-10-23 | 2002-05-02 | National Institute Of Advanced Industrial Science And Technology | Composite structure and method and apparatus for manufacture thereof |
| JP4457338B2 (ja) * | 2002-06-17 | 2010-04-28 | 日立金属株式会社 | セラミックハニカム構造体、その製造方法及びそのためのコート材 |
| JP2004107757A (ja) * | 2002-09-20 | 2004-04-08 | Toto Ltd | 複合構造物 |
| JP5392737B2 (ja) * | 2007-05-22 | 2014-01-22 | 独立行政法人産業技術総合研究所 | 脆性材料膜構造体 |
| JP4591498B2 (ja) * | 2007-11-15 | 2010-12-01 | Toto株式会社 | 複合構造物作製方法 |
| JP5804372B2 (ja) * | 2010-10-05 | 2015-11-04 | 国立大学法人東北大学 | 薄い樹脂へ金属ガラスを溶射する方法、及び金属ガラス被膜を有する複合材料 |
| JP5597153B2 (ja) * | 2011-03-24 | 2014-10-01 | 日本碍子株式会社 | ハニカムフィルタ及びその製造方法 |
| US20130105806A1 (en) * | 2011-11-01 | 2013-05-02 | Guojun Liu | Structures incorporating silicon nanoparticle inks, densified silicon materials from nanoparticle silicon deposits and corresponding methods |
| JP5946179B2 (ja) | 2012-07-31 | 2016-07-05 | トーカロ株式会社 | セラミックス皮膜の成膜装置及び成膜方法 |
| JP6085787B2 (ja) * | 2012-11-12 | 2017-03-01 | 北川工業株式会社 | 放熱部材の製造方法 |
| JP6365969B2 (ja) * | 2014-03-17 | 2018-08-01 | 三菱日立パワーシステムズ株式会社 | 遮熱コーティング材、これを有するタービン部材及び遮熱コーティング方法 |
-
2018
- 2018-07-24 KR KR1020207005584A patent/KR102473123B1/ko active Active
- 2018-07-24 WO PCT/JP2018/027780 patent/WO2019022096A1/ja not_active Ceased
- 2018-07-24 JP JP2019532653A patent/JP7272653B2/ja active Active
-
2020
- 2020-01-24 US US16/751,941 patent/US11535941B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000212766A (ja) | 1998-07-24 | 2000-08-02 | Agency Of Ind Science & Technol | 超微粒子成膜法 |
| JP2001247979A (ja) | 1998-07-24 | 2001-09-14 | Agency Of Ind Science & Technol | 超微粒子成膜法 |
| KR20080088559A (ko) | 2008-09-11 | 2008-10-02 | 엘지전자 주식회사 | 모션 벡터 예측 방법 |
| JP2012219375A (ja) * | 2011-04-07 | 2012-11-12 | General Electric Co <Ge> | 酸化物分散強化皮膜の形成方法 |
| US20150068176A1 (en) * | 2012-03-30 | 2015-03-12 | Ibiden Co., Ltd. | Honeycomb filter |
Non-Patent Citations (6)
| Title |
|---|
| A. Papyrin et al., Cold spray technology, Elsevier (2006) |
| C. Batista et al., Surface and Coatings Technology 200 [24] pp. 6783-6791 |
| H. Herman, Scientific American 259 [3] (1988) pp. 112-117 |
| J. Akedo, Journal of the American Ceramic Society 89 [6] (2006) pp. 1834-1839 |
| J. M. Drexler et al., Advanced Materials 23 (2011) pp. 2419-2424 |
| J.A. Thornton, Annual Review of Materials Science 7 (1977) pp. 239-260 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20200157690A1 (en) | 2020-05-21 |
| US11535941B2 (en) | 2022-12-27 |
| JPWO2019022096A1 (ja) | 2020-07-09 |
| KR102473123B1 (ko) | 2022-12-01 |
| JP7272653B2 (ja) | 2023-05-12 |
| WO2019022096A1 (ja) | 2019-01-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102473123B1 (ko) | 구조체, 그 적층체, 그 제조 방법 및 제조 장치 | |
| Akedo | Room temperature impact consolidation and application to ceramic coatings: aerosol deposition method | |
| CN1227388C (zh) | 复合构成物及其制作方法 | |
| Lee et al. | Growth process of α‐Al2O3 ceramic films on metal substrates fabricated at room temperature by aerosol deposition | |
| KR100767395B1 (ko) | 복합 구조물 | |
| CN1225570C (zh) | 复合构成物及其制作方法和制作装置 | |
| Cao et al. | Effect of process gas flow on the coating microstructure and mechanical properties of vacuum kinetic-sprayed TiN layers | |
| Zhang et al. | Low-thermal-conductivity thermal barrier coatings with a multi-scale pore design and sintering resistance following thermal exposure | |
| WO2021173968A1 (en) | Methods to create structures with engineered internal features, pores, and/or connected channels utilizing cold spray particle deposition | |
| CN104451518A (zh) | 一种低导热抗烧结热障涂层及其制备方法 | |
| KR101458815B1 (ko) | 서스펜션 플라즈마 용사를 이용한 열차폐 코팅층의 제조방법 | |
| Chun et al. | Multilayer deposition of ceramic and metal at room temperature using nanoparticle deposition system (NPDS) and planarization process | |
| JP5401805B2 (ja) | 成膜方法 | |
| Jifeng et al. | Preparation of electrical contact materials by cold gas-spray | |
| Lee et al. | Robust mechanical properties of electrically insulative alumina films by supersonic aerosol deposition | |
| KR102556297B1 (ko) | 취성 재료 구조체 | |
| Kim et al. | Role of TiO2 nanoparticles in the dry deposition of NiO micro-sized particles at room temperature | |
| CN109207988B (zh) | 一种钛合金薄壁件表面损伤修复用冷喷涂粉末及修复方法 | |
| JP2007320797A (ja) | 複合構造物及びその製造方法 | |
| Zhou et al. | Development of Gallium Nitride Coating via Aerosol Deposition | |
| KR20130117213A (ko) | 초경합금의 박막 코팅방법 | |
| Kim et al. | Powder preparation in aerosol deposition for Al2O3-polyimide composite thick films | |
| JP2018059145A (ja) | エアロゾル成膜装置、及びエアロゾル成膜方法 | |
| JP2004256920A (ja) | 複合構造物及びその製造方法並びに作製装置 | |
| Yoon et al. | Growth of batio3–ag hybrid composite films at room temperature by aerosol deposition |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| AMND | Amendment | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| AMND | Amendment | ||
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| X091 | Application refused [patent] | ||
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T13-X000 | Administrative time limit extension granted |
St.27 status event code: U-3-3-T10-T13-oth-X000 |
|
| AMND | Amendment | ||
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PX0901 | Re-examination |
St.27 status event code: A-2-3-E10-E12-rex-PX0901 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| AMND | Amendment | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PX0701 | Decision of registration after re-examination |
St.27 status event code: A-3-4-F10-F13-rex-PX0701 |
|
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 4 |