KR20200040698A - 얀을 제조하기 위한 방법 및 장치 - Google Patents
얀을 제조하기 위한 방법 및 장치 Download PDFInfo
- Publication number
- KR20200040698A KR20200040698A KR1020197038032A KR20197038032A KR20200040698A KR 20200040698 A KR20200040698 A KR 20200040698A KR 1020197038032 A KR1020197038032 A KR 1020197038032A KR 20197038032 A KR20197038032 A KR 20197038032A KR 20200040698 A KR20200040698 A KR 20200040698A
- Authority
- KR
- South Korea
- Prior art keywords
- fibers
- guide
- fiber
- spinning
- yarn
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/26—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre with characteristics dependent on the amount or direction of twist
- D02G3/28—Doubled, plied, or cabled threads
- D02G3/281—Doubled, plied, or cabled threads using one drawing frame for two slivers and twisting of the slivers to a single yarn, i.e. spin-twisting
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H13/00—Other common constructional features, details or accessories
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H13/00—Other common constructional features, details or accessories
- D01H13/04—Guides for slivers, rovings, or yarns; Smoothing dies
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H5/00—Drafting machines or arrangements ; Threading of roving into drafting machine
- D01H5/18—Drafting machines or arrangements without fallers or like pinned bars
- D01H5/70—Constructional features of drafting elements
- D01H5/72—Fibre-condensing guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H1/00—Spinning or twisting machines in which the product is wound-up continuously
- D01H1/02—Spinning or twisting machines in which the product is wound-up continuously ring type
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
- D02G3/04—Blended or other yarns or threads containing components made from different materials
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2211/00—Protein-based fibres, e.g. animal fibres
- D10B2211/01—Natural animal fibres, e.g. keratin fibres
- D10B2211/02—Wool
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Or Twisting Of Yarns (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
Abstract
Description
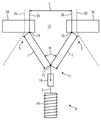
도 3은 도 1에 도시된 세부 사항 III의 확대도이고,
도 4는 도 2에 도시된 세부 사항 IV의 확대도이다.
Claims (21)
- 적어도 2개의 개별 섬유(2a 내지 2c)를 방적(spinning)함으로써 형성된 적어도 하나의 얀(3)을 제조하는 방법으로서,
-제조될 적어도 하나의 얀(3)을 형성하기 위해 방적될 적어도 두 개의 개별 섬유(2a 내지 2c)를 제공하는 단계,
-복수의, 특히 실린더형 또는 원통형 가이드 요소(5a 내지 5e)를 포함하는 가이드 장치(5)를 통해 적어도 하나의 스핀들 요소 또는 보빈 요소(10)를 포함하는 방적 장치(6)에 적어도 두 개의 제공된 섬유(2a 내지 2c)를 공급하는 단계;
-공급된 섬유(2a, 2b)를 방적 장치(6)에서 방적하여, 제조 대상인 적어도 하나의 얀(3)을 형성하는 단계를 포함하는, 방법에 있어서,
상기 적어도 2개의 섬유(2a, 2b)는 적어도 하나의 공간 방향으로 서로 공간적으로 분리되도록 배열되는 적어도 두 개의 별개의, 특히 실린더형 또는 원통형 가이드 요소(5d, 5e)를 통해 상기 방적 장치(6)에 공급되는 것을 특징으로 하는, 방법. - 제 1 항에 있어서,
상기 방적 장치(6)가 사용되며, 상기 방적 장치의 스핀들 요소 또는 보빈 요소(10)는, 상기 섬유 안내 방향으로 상기 방적 장치에 할당된 상기 가이드 요소(5d, 5e)의 공간적으로 분리된 배열에 의해 상기 가이드 요소들(5d, 5e) 사이에 형성된 공간(13)과 일렬로 정렬되어 배열되는 것을 특징으로 하는, 방법. - 제 1 항 또는 제 2 항에 있어서,
상기 섬유 안내 방향을 가로질러 연장되는 공간 방향으로 서로 공간적으로 분리되도록 배열된 적어도 두 개의 가이드 요소(5d, 5e)가 사용되는 것을 특징으로하는, 방법. - 제 3 항에 있어서,
실린더형 또는 원통형 기본 형상을 각각 갖는 동축으로 배열된 가이드 요소(5a 내지 5e)가 사용되며, 상기 가이드 요소는 상기 가이드 요소의 각각의 중심 축선의 방향으로 서로 공간적으로 분리되도록 배열되는 것을 특징으로 하는, 방법. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 섬유 안내 방향에 평행하게 연장되는 공간 방향으로 서로 공간적으로 분리되도록 배열된 적어도 2개의 가이드 요소(5d, 5e)가 사용되는 것을 특징으로 하는, 방법. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 섬유(2a, 2b)는 섬유 병합 지점(12)에서 모이고,
상기 섬유 병합 지점(12)은 상기 방적 장치(6)를 향하는 방적 삼각형의 정점을 형성하고,
상기 방적 장치(6)를 향하는 정점의 영역에서 상기 방적 삼각형의 각도(α)는 90° 이하, 특히 45° 미만, 특히 30° 미만인 것을 특징으로 하는, 방법. - 제 1 항 내지 제 6 항 중 어느 한 항에 있어서,
상기 가이드 장치(5)와 병합 지점(12) 사이의 각각의 섬유(2a, 2b)의 자유 길이(L)가 4 내지 20 cm의 범위, 특히 7.5 내지 15 cm의 범위, 및 바람직하게는 10 cm인 것을 특징으로 하는, 방법. - 제 1 항 내지 제 7 항 중 어느 한 항에 있어서,
각각의 섬유(2a, 2b)가 상기 병합 지점(12)의 방향으로 각각의 가이드 요소(5d, 5e)를 떠나는 각각의 지점(14, 15) 사이의 자유 길이(L')가 4 내지 10 cm의 범위, 특히 5 내지 9 cm의 범위, 바람직하게는 약 6 cm인 것을 특징으로 하는, 방법. - 제 1 항 내지 제 8 항 중 어느 한 항에 있어서,
적어도 3개의 섬유(2a 내지 2c)가 함께 방적되어 적어도 하나의 얀(3)을 형성하는 것을 특징으로 하는, 방법. - 제 9 항에 있어서,
적어도 두 개의 섬유(2a, 2c)가 제 1 가이드 요소(5d)를 통해 함께 상기 방적 장치(6)에 공급되고 적어도 하나의 추가 섬유(2b)가 적어도 하나의 공간 방향으로 제 1 가이드 요소(5d)로부터 공간적으로 분리되도록 배열된 추가의 가이드 요소(5e)를 경유하여 공급되는 것을 특징으로 하는, 방법. - 제 9 항에 있어서,
상기 적어도 세 개의 섬유(2a 내지 2c)는 적어도 하나의 공간 방향으로 서로 분리되도록 배열되는 3개의 분리된, 특히 실린더형 또는 원통형 가이드 요소를 통해 상기 방적 장치(6)에 공급되고,
적어도 하나의 제 1 섬유(2a)는 제 1 가이드 요소를 통해 공급되고, 적어도 하나의 제 2 섬유(2b)는 적어도 하나의 공간 방향으로 제 1 가이드 요소로부터 공간적으로 분리되도록 배열되는 제 2 가이드 요소를 통해 공급되며, 적어도 하나의 제 3 섬유(2c)는 적어도 하나의 공간 방향으로 제 2 가이드 요소와 공간적으로 분리되도록 배열되는 제 3 가이드 요소를 통해 공급되는 것을 특징으로 하는, 방법. - 제 1 항 내지 제 11 항 중 어느 한 항에 있어서,
적어도 두 개의 섬유(2a, 2b) 및 적어도 하나의 필라멘트(17)가 함께 방적되어 적어도 1 개의 얀(3)을 형성하는 것을 특징으로 하는, 방법. - 제 12 항에 있어서,
상기 적어도 두 개의 섬유(2a, 2b)가 적어도 하나의 공간 방향으로 서로 분리되도록 배열되는 2개의 별개의, 특히 실린더형 또는 원통형 가이드 요소(5d, 5e)를 통해 상기 방적 장치(6)에 공급되고, 적어도 하나의 필라멘트(17)가 필라멘트 저장 유닛(18), 특히 스풀형 또는 스풀 형상의 필라멘트 저장 유닛(18)으로부터 또는 2개의 별개의 가이드 요소(5d, 5e)와 분리되는 제 3 가이드 요소를 통해 공급되는 것을 특징으로 하는, 방법. - 제 1 항 내지 제 13 항 중 어느 한 항에 따른 방법에 의해 제조된 얀(3).
- 제 14 항에 따른 적어도 하나의 얀(3)으로부터 형성되거나 적어도 하나의 이러한 얀(3)을 포함하는, 직물 제품.
- 특히 제 1 항 내지 제 13 항 중 어느 한 항에 따른 방법에 의해, 적어도 2개의 개별 섬유(2a, 2b)를 방적함으로써 형성된 적어도 하나의 얀(3)을 제조하기 위한 장치(1)로서,
-가이드 장치(5)로서, 상기 가이드 장치(5)에서 다수의 섬유(2a 내지 2c)를 하류에 배열된 방적 장치(6)로 안내하도록 구성된 복수의, 특히 실린더형 또는 원통형 가이드 요소(5a 내지 5e)를 포함하는, 가이드 장치(5);
-상기 가이드 장치(5)의 하류에 배열된 방적 장치(6)로서, 상기 가이드 장치를 통해 공급된 상기 섬유(2a, 2b) 중 적어도 두 개를 함께 방적하도록 구성되는, 적어도 하나의 스핀들 요소 또는 보빈 요소(10)를 포함하여 적어도 하나의 얀(3)을 형성하는, 방적 장치를 포함하는, 방법에 있어서,
상기 가이드 장치(5)는 적어도 하나의 공간 방향으로 서로 공간적으로 분리되도록 배열되는 적어도 두 개의 별개의, 특히 실린더형 또는 원통형 가이드 요소(5d, 5e)를 포함하며, 상기 가이드 요소를 통해 적어도 두 개의 섬유(2a, 2b)가 상기 방적 장치(6)에 공급될 수 있거나 공급되는 것을 특징으로 하는, 장치. - 제 16 항에 있어서,
상기 방적 장치(6)의 스핀들 요소 또는 보빈 요소(10)는 상기 섬유 안내 방향으로 상기 방적 장치에 할당된 상기 가이드 요소(5d, 5e)의 공간적으로 분리된 배열에 의해 상기 가이드 요소(5d, 5e) 사이에 형성된 공간(13)과 일렬로 정렬되도록 배열되는 것을 특징으로 하는, 장치. - 제 16 항 또는 제 17 항에 있어서,
적어도 두 개의 가이드 요소(5d, 5e)는 상기 섬유 안내 방향을 가로질러 연장되는 공간 방향 또는 평면에서 서로 공간적으로 분리되도록 배열되는 것을 특징으로 하는, 장치. - 제 18 항에 있어서,
상기 가이드 요소(5d, 5e)는 각각 실린더형 또는 원통형 기본 형상을 가지며 동축으로 배열되고,
상기 가이드 요소(5d, 5e)는 각각의 중심 축선의 방향으로 서로 공간적으로 분리되도록 배열되는 것을 특징으로 하는, 장치. - 제 16 항 내지 제 19 항 중 어느 한 항에 있어서,
두 개의 가이드 요소(5d, 5e)는 상기 섬유 안내 방향에 평행하게 연장되는 공간 방향으로 서로 공간적으로 분리되도록 배열되는 것을 특징으로 하는, 장치. - 제 16 항 내지 제 20 항 중 어느 한 항에 있어서,
상기 방적 장치(6)에 공급되는 섬유(2a, 2c)의 드래프팅(drafting), 특히 종방향 드래프팅을 위해 구성된 드래프팅 장치를 포함하는 것을 특징으로 하는, 장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017124659.2 | 2017-10-23 | ||
| DE102017124659.2A DE102017124659B3 (de) | 2017-10-23 | 2017-10-23 | Verfahren und Vorrichtung zur Herstellung eines Garns |
| PCT/EP2018/075968 WO2019081144A1 (de) | 2017-10-23 | 2018-09-25 | Verfahren und vorrichtung zur herstellung eines garns |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200040698A true KR20200040698A (ko) | 2020-04-20 |
| KR102286454B1 KR102286454B1 (ko) | 2021-08-05 |
Family
ID=63708365
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197038032A Active KR102286454B1 (ko) | 2017-10-23 | 2018-09-25 | 얀을 제조하기 위한 방법 및 장치 |
Country Status (19)
| Country | Link |
|---|---|
| US (1) | US20200173061A1 (ko) |
| EP (1) | EP3701070B1 (ko) |
| JP (2) | JP7074841B2 (ko) |
| KR (1) | KR102286454B1 (ko) |
| CN (1) | CN111032935B (ko) |
| AU (1) | AU2018356200B2 (ko) |
| CA (1) | CA3074642C (ko) |
| CL (1) | CL2020000008A1 (ko) |
| DE (1) | DE102017124659B3 (ko) |
| DK (1) | DK3701070T3 (ko) |
| ES (1) | ES2963158T3 (ko) |
| LT (1) | LT3701070T (ko) |
| MX (1) | MX2020000210A (ko) |
| NZ (1) | NZ760028A (ko) |
| PL (1) | PL3701070T3 (ko) |
| PT (1) | PT3701070T (ko) |
| RU (1) | RU2750553C2 (ko) |
| WO (1) | WO2019081144A1 (ko) |
| ZA (2) | ZA201908405B (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108456956A (zh) * | 2017-02-17 | 2018-08-28 | 香港纺织及成衣研发中心有限公司 | 一种用于环锭细纱机的纱线加捻方法和装置 |
| NL2023085B1 (en) * | 2019-05-08 | 2020-11-30 | Innovative Mechanical Engineering Tech B V | Method and device for depositing a fiber material layer on a carrier |
| CN112522824A (zh) * | 2020-10-20 | 2021-03-19 | 江阴市华宏化纤有限公司 | 一种化纤涤纶复合丝的生产方法 |
| CN114808209B (zh) * | 2022-04-28 | 2023-10-13 | 江苏东智禾新纤维科技有限公司 | 一种绢丝机可洗处理工艺 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3616632A (en) * | 1969-05-07 | 1971-11-02 | Ver Volkseigener Betriebebaumw | Method of and apparatus for spinning doubling and threading staple fibers and/or silk |
| EP0017943A1 (de) * | 1979-04-14 | 1980-10-29 | B. Th. Vonachten. Nachf. GmbH & Co. KG | Verfahren und Ringspinnmaschine zum Herstellen von Zwirnfäden |
| JPH05247759A (ja) * | 1992-03-06 | 1993-09-24 | Toray Ind Inc | 多層複合紡績糸及びその製造方法 |
| JP2010510396A (ja) * | 2006-11-15 | 2010-04-02 | ロリカ インターナショナル インコーポレイテッド | 難燃性組成物ならびにそれを製造するための方法および装置 |
| JP2013544983A (ja) * | 2010-11-12 | 2013-12-19 | サンコ テキスタイル イスレットメレリ サン ベ ティク エーエス | 伸縮性複合ヤーン、その製造方法、製造装置及び織物 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE638955A (ko) * | 1962-10-22 | |||
| DD72714A1 (de) | 1967-11-08 | 1970-04-20 | Verfahren und Vorrichtung zum Spinnen,Doublieren und Zwirnen von Stapelfasern und/oder Seiden in einem Arbeitsgang | |
| GB1256528A (ko) * | 1968-12-23 | 1971-12-08 | ||
| GB1263285A (en) * | 1969-04-11 | 1972-02-09 | Ver Volkseigener Betr E Baumwo | Improvements in or relating to continuous spinning |
| US3599416A (en) * | 1969-06-09 | 1971-08-17 | Ver Volkseigener Betriebebaumw | Method of and apparatus for spinning, doubling and twisting |
| GB1413963A (en) * | 1972-01-14 | 1975-11-12 | Platt Saco Lowell Ltd | Manufacture of multi-fold yarns |
| FR2544346B1 (fr) * | 1983-04-14 | 1987-09-04 | Baulip Fil Sarl | Procede et dispositif pour le filage des files de fibres, comportant eventuellement au moins une ame |
| JPS6128028A (ja) * | 1984-07-19 | 1986-02-07 | Asahi Chem Ind Co Ltd | 二層構造粗糸の製造方法と装置 |
| JPS61215722A (ja) * | 1985-03-20 | 1986-09-25 | Mitsubishi Rayon Co Ltd | 意匠紡績糸の製造法 |
| JPH06248528A (ja) * | 1993-02-22 | 1994-09-06 | Toray Ind Inc | 表面変化に富んだ紡績糸・複合紡績糸およびその製造方法 |
| WO1995025190A1 (en) * | 1994-03-16 | 1995-09-21 | E.I. Du Pont De Nemours And Company | A process and apparatus for making uniform alternate ply-twisted yarn and product |
| JP2001140136A (ja) | 2000-10-19 | 2001-05-22 | Toyobo Co Ltd | 複合紡績糸の製造方法 |
| DE10218794A1 (de) * | 2002-04-22 | 2003-11-06 | Schurr Stahlecker & Grill | Vorrichtung zum Herstellen eines Scheinzwirnes |
| DE10236450A1 (de) * | 2002-08-08 | 2004-02-19 | Maschinenfabrik Rieter Ag | Spinnmaschine mit einem Mehrstufen-Verdichtungs-Streckwerk |
| US8850784B2 (en) * | 2005-11-16 | 2014-10-07 | Lorica International Corporation | Fire retardant compositions and methods and apparatuses for making the same |
| DE102006023097A1 (de) | 2006-05-16 | 2007-11-22 | Saurer Gmbh & Co. Kg | Herstellen von Scheinzwirn |
| JP2010095824A (ja) | 2008-10-17 | 2010-04-30 | Unitika Trading Co Ltd | 複合紡績糸及びその製造方法 |
| RU2443809C1 (ru) * | 2010-12-27 | 2012-02-27 | Государственное образовательное учреждение высшего профессионального образования "Ивановская государственная текстильная академия" (ИГТА) | Нитепроводящее устройство кольцевой прядильной машины |
| CN102493064A (zh) * | 2011-12-12 | 2012-06-13 | 丹阳市丹盛纺织有限公司 | 水晶棉精梳棉紧密赛络纺纱的生产方法 |
| KR101574164B1 (ko) * | 2014-04-11 | 2015-12-04 | 한국섬유개발연구원 | 항 필링성과 신축성이 우수한 복합 방적사 제조 방법 및 제조 장치 |
| EP3207172A4 (en) * | 2014-10-14 | 2018-08-08 | Coolcore LLC | Hybrid yarns, methods of making hybrid yarns and fabrics made of hybrid yarns |
-
2017
- 2017-10-23 DE DE102017124659.2A patent/DE102017124659B3/de active Active
-
2018
- 2018-09-25 NZ NZ760028A patent/NZ760028A/en unknown
- 2018-09-25 ES ES18779336T patent/ES2963158T3/es active Active
- 2018-09-25 CA CA3074642A patent/CA3074642C/en active Active
- 2018-09-25 LT LTEPPCT/EP2018/075968T patent/LT3701070T/lt unknown
- 2018-09-25 KR KR1020197038032A patent/KR102286454B1/ko active Active
- 2018-09-25 CN CN201880052326.5A patent/CN111032935B/zh active Active
- 2018-09-25 JP JP2020509488A patent/JP7074841B2/ja active Active
- 2018-09-25 WO PCT/EP2018/075968 patent/WO2019081144A1/de not_active Ceased
- 2018-09-25 MX MX2020000210A patent/MX2020000210A/es unknown
- 2018-09-25 RU RU2019143368A patent/RU2750553C2/ru active
- 2018-09-25 EP EP18779336.9A patent/EP3701070B1/de active Active
- 2018-09-25 AU AU2018356200A patent/AU2018356200B2/en active Active
- 2018-09-25 DK DK18779336.9T patent/DK3701070T3/da active
- 2018-09-25 US US16/629,542 patent/US20200173061A1/en not_active Abandoned
- 2018-09-25 PT PT187793369T patent/PT3701070T/pt unknown
- 2018-09-25 PL PL18779336.9T patent/PL3701070T3/pl unknown
-
2019
- 2019-12-17 ZA ZA2019/08405A patent/ZA201908405B/en unknown
-
2020
- 2020-01-02 CL CL2020000008A patent/CL2020000008A1/es unknown
- 2020-12-17 ZA ZA2020/07869A patent/ZA202007869B/en unknown
-
2022
- 2022-02-25 JP JP2022028002A patent/JP7425815B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3616632A (en) * | 1969-05-07 | 1971-11-02 | Ver Volkseigener Betriebebaumw | Method of and apparatus for spinning doubling and threading staple fibers and/or silk |
| EP0017943A1 (de) * | 1979-04-14 | 1980-10-29 | B. Th. Vonachten. Nachf. GmbH & Co. KG | Verfahren und Ringspinnmaschine zum Herstellen von Zwirnfäden |
| JPH05247759A (ja) * | 1992-03-06 | 1993-09-24 | Toray Ind Inc | 多層複合紡績糸及びその製造方法 |
| JP2010510396A (ja) * | 2006-11-15 | 2010-04-02 | ロリカ インターナショナル インコーポレイテッド | 難燃性組成物ならびにそれを製造するための方法および装置 |
| JP2013544983A (ja) * | 2010-11-12 | 2013-12-19 | サンコ テキスタイル イスレットメレリ サン ベ ティク エーエス | 伸縮性複合ヤーン、その製造方法、製造装置及び織物 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3701070B1 (de) | 2023-08-23 |
| RU2019143368A (ru) | 2021-06-24 |
| JP7425815B2 (ja) | 2024-01-31 |
| KR102286454B1 (ko) | 2021-08-05 |
| JP2022071040A (ja) | 2022-05-13 |
| AU2018356200B2 (en) | 2022-02-03 |
| RU2019143368A3 (ko) | 2021-06-24 |
| EP3701070A1 (de) | 2020-09-02 |
| CN111032935B (zh) | 2022-10-11 |
| ZA202007869B (en) | 2024-07-31 |
| US20200173061A1 (en) | 2020-06-04 |
| JP7074841B2 (ja) | 2022-05-24 |
| JP2020532659A (ja) | 2020-11-12 |
| ZA201908405B (en) | 2023-10-25 |
| DE102017124659B3 (de) | 2019-02-07 |
| CA3074642A1 (en) | 2019-05-02 |
| DK3701070T3 (da) | 2023-11-06 |
| NZ760028A (en) | 2022-02-25 |
| CA3074642C (en) | 2023-08-01 |
| WO2019081144A1 (de) | 2019-05-02 |
| MX2020000210A (es) | 2020-07-22 |
| ES2963158T3 (es) | 2024-03-25 |
| AU2018356200A1 (en) | 2020-01-16 |
| PT3701070T (pt) | 2023-11-17 |
| RU2750553C2 (ru) | 2021-06-29 |
| CL2020000008A1 (es) | 2020-07-24 |
| CN111032935A (zh) | 2020-04-17 |
| PL3701070T3 (pl) | 2024-02-19 |
| BR112020000237A2 (pt) | 2020-07-07 |
| LT3701070T (lt) | 2023-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7425815B2 (ja) | 糸の製造方法 | |
| CN112166211B (zh) | 包含芯和鞘的纱 | |
| CN104060360B (zh) | 一种长度差异化纤维纱线的赛络纺成纱方法、装置与纱线 | |
| CN112119185B (zh) | 包含纤维芯和纤维鞘的纱 | |
| US3722202A (en) | Spinning a filament-wrapped staple fiber core yarn | |
| CN102747486B (zh) | 不等根数分束的同轴束网复合纱、纺纱方法及应用 | |
| KR102188327B1 (ko) | 다양한 방적사의 제조가 용이한 멀티 콜렉터 | |
| CN107002321B (zh) | 用于制造针织物的机器和方法 | |
| CN106149136A (zh) | 一种牦牛绒包缠包芯纱及其生产方法 | |
| Chattopadhyay | Introduction: types of technical textile yarn | |
| US20240240367A1 (en) | Method and apparatus for producing a yarn | |
| CN102995204A (zh) | 一种包芯纱制备方法 | |
| US763377A (en) | Yarn formed of fibrous materials. | |
| US20190186056A1 (en) | Multinucleus yarn with improved fibre distribution and terry fabric produced from the yarn | |
| KR102886964B1 (ko) | 불균제도와 마모강도가 향상된 가변식 듀얼 사이로필 복합 방적방법과 복합 방적장치 및 이로 인해 제조된 듀얼 사이로필 복합 방적사 | |
| US2356887A (en) | Process for the manufacture of strongly curled, woollike twisted yarns of endless threads | |
| BR112020000237B1 (pt) | Processo e dispositivo para a produção de um fio | |
| RU2608808C2 (ru) | Способ получения пряжи знакопеременной крутки | |
| JP2025518686A (ja) | 紡織繊維束を紡績ライン向けに強化する方法、電界紡糸ステーション、強化糸およびその使用 | |
| HK40036957A (en) | Spinning process for the production of a yarn | |
| HK40036957B (en) | Spinning process for the production of a yarn | |
| Gao | Structure and Properties of Double-filament Tri-component Combined Yarn | |
| TW200831730A (en) | An arrangement for producing a knitted fabric with a drafting device | |
| KR20080005085U (ko) | 도전성 합연사의 함침조 | |
| JP2011127246A (ja) | 長短複合糸およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| R17-X000 | Change to representative recorded |
St.27 status event code: A-3-3-R10-R17-oth-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R14-asn-PN2301 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 5 |