KR20200043424A - 복합 휠의 스포크 부분을 위한 성형된 프리폼 - Google Patents
복합 휠의 스포크 부분을 위한 성형된 프리폼 Download PDFInfo
- Publication number
- KR20200043424A KR20200043424A KR1020207007775A KR20207007775A KR20200043424A KR 20200043424 A KR20200043424 A KR 20200043424A KR 1020207007775 A KR1020207007775 A KR 1020207007775A KR 20207007775 A KR20207007775 A KR 20207007775A KR 20200043424 A KR20200043424 A KR 20200043424A
- Authority
- KR
- South Korea
- Prior art keywords
- molded preform
- composite
- fiber
- resin
- molded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/86—Incorporated in coherent impregnated reinforcing layers, e.g. by winding
- B29C70/865—Incorporated in coherent impregnated reinforcing layers, e.g. by winding completely encapsulated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B5/00—Wheels, spokes, disc bodies, rims, hubs, wholly or predominantly made of non-metallic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B3/00—Disc wheels, i.e. wheels with load-supporting disc body
- B60B3/002—Disc wheels, i.e. wheels with load-supporting disc body characterised by the shape of the disc
- B60B3/004—Disc wheels, i.e. wheels with load-supporting disc body characterised by the shape of the disc in the hub section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B3/00—Disc wheels, i.e. wheels with load-supporting disc body
- B60B3/02—Disc wheels, i.e. wheels with load-supporting disc body with a single disc body integral with rim
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B3/00—Disc wheels, i.e. wheels with load-supporting disc body
- B60B3/08—Disc wheels, i.e. wheels with load-supporting disc body with disc body formed by two or more axially spaced discs
- B60B3/087—Discs having several mutual contact regions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B3/00—Disc wheels, i.e. wheels with load-supporting disc body
- B60B3/10—Disc wheels, i.e. wheels with load-supporting disc body apertured to simulate spoked wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B5/00—Wheels, spokes, disc bodies, rims, hubs, wholly or predominantly made of non-metallic material
- B60B5/02—Wheels, spokes, disc bodies, rims, hubs, wholly or predominantly made of non-metallic material made of synthetic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B7/00—Wheel cover discs, rings, or the like, for ornamenting, protecting, venting, or obscuring, wholly or in part, the wheel body, rim, hub, or tyre sidewall, e.g. wheel cover discs, wheel cover discs with cooling fins
- B60B7/06—Fastening arrangements therefor
- B60B7/061—Fastening arrangements therefor characterised by the part of the wheels to which the discs, rings or the like are mounted
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/36—Silica
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
- C08K7/06—Elements
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/22—Expanded, porous or hollow particles
- C08K7/24—Expanded, porous or hollow particles inorganic
- C08K7/28—Glass
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2307/00—Use of elements other than metals as reinforcement
- B29K2307/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/32—Wheels, pinions, pulleys, castors or rollers, Rims
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2310/00—Manufacturing methods
- B60B2310/20—Shaping
- B60B2310/204—Shaping by moulding, e.g. injection moulding, i.e. casting of plastics material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2310/00—Manufacturing methods
- B60B2310/50—Thermal treatment
- B60B2310/52—Curing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2310/00—Manufacturing methods
- B60B2310/50—Thermal treatment
- B60B2310/54—Hardening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2360/00—Materials; Physical forms thereof
- B60B2360/30—Synthetic materials
- B60B2360/34—Reinforced plastics
- B60B2360/341—Reinforced plastics with fibres
- B60B2360/3416—Carbone fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2360/00—Materials; Physical forms thereof
- B60B2360/30—Synthetic materials
- B60B2360/34—Reinforced plastics
- B60B2360/346—Material impregnated with resin before being put into form, i.e. prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2360/00—Materials; Physical forms thereof
- B60B2360/30—Synthetic materials
- B60B2360/36—Composite materials
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Materials Engineering (AREA)
- Moulding By Coating Moulds (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
Description

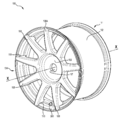
도 1은 본 발명의 일 실시예에 따라 복합 휠의 면 부분과 림 부분 사이에 연결부를 포함하는 복합 휠의 사시도이다.
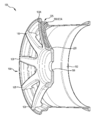
도 2는 도 1에 도시된 복합 휠의 림 대 면 연결 영역의 더 상세한 도면이다.
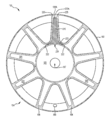
도 3은 도 1 및 도 2에 도시된 복합 휠의 정면 단면도를 제공한다.
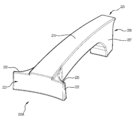
도 4는 본 발명의 일 실시예에 따른 성형된 프리폼의 등각 상면도를 제공한다.

Claims (29)
- 복합 휠의 스포크 부분을 위한 성형된 프리폼 컴포넌트로서,
복합 휠의 스포크에 위치되도록 구성된 세장형 본체를 포함하고,
상기 성형된 프리폼 컴포넌트는 50 bar 정수압 및 60 내지 150 ℃의 몰딩 조건들 하에서 < 2% 용적의 압축률을 갖는 경화된 복합 섬유 재료로부터 형성되고,
상기 경화된 복합 섬유 재료의 밀도는 상기 복합 휠에 대한 질량 추가를 위한 카운터 밸런스 질량을 형성하도록 선택되는,
성형된 프리폼 컴포넌트. - 제1항에 있어서,
상기 질량 추가는 밸브, 바람직하게는 타이어 압력 모니터링 밸브를 포함하는,
성형된 프리폼 컴포넌트. - 제1항 또는 제2항에 있어서,
상기 성형된 프리폼의 압축률은 50 bar 정수압의 몰딩 조건들 하에서 <1 % 용적인,
성형된 프리폼 컴포넌트. - 제1항, 제2항 또는 제3항에 있어서,
상기 성형된 프리폼은 0.3 내지 3 g/cm3, 바람직하게는 0.4 내지 2 g/cm3 및 더 바람직하게는 0.5 내지 1.5 g/cm3의 밀도를 갖는,
성형된 프리폼 컴포넌트. - 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 성형된 프리폼은,
20 내지 80 MPa, 바람직하게는 20 내지 60 MPa의 인장 강도; 또는
1.5 내지 30 GPa, 바람직하게는 10 내지 25 GPa의 강성
중 적어도 하나를 갖는,
성형된 프리폼 컴포넌트. - 제1항 내지 제5항 중 어느 한 항에 있어서,
상기 성형된 프리폼의 표면은 적어도 Ra = 0.2 μm의 거칠기를 갖는 조면화된 표면을 갖는,
성형된 프리폼 컴포넌트. - 제6항에 있어서,
상기 조면화된 표면은 화학적으로 에칭된 표면 또는 기계적으로 연마된 표면을 포함하는,
성형된 프리폼 컴포넌트. - 제1항 내지 제7항 중 어느 한 항에 있어서,
상기 성형된 프리폼은, 부직포, 등방성 또는 이방성 섬유들 중 적어도 하나의 층; 등방성 섬유 배열; 직교이방성 섬유 배열; 충전재들; 유리 미세구들; 세라믹 미세구들; 황산 바륨; 소수성 퓸드(fumed) 실리카; 에폭시 수지/경화제; 페놀 수지; 밀드(milled) 탄소 섬유; 분쇄된 탄소 섬유, 또는 이들의 조합으로부터 형성되는,
성형된 프리폼 컴포넌트. - 제8항에 있어서,
상기 유리 미세구는 중공 미세구들을 포함하는,
성형된 프리폼 컴포넌트. - 제1항 내지 제9항 중 어느 한 항에 있어서,
상기 성형된 프리폼은,
(i) 수지, 밀드 탄소 섬유 및 중공 유리 미세구들의 혼합물;
(ii) 수지, 분쇄된 탄소 섬유 및 중공 유리 미세구들의 혼합물;
(iii) 수지, 및 중공 유리 미세구들의 혼합물;
(iv) 수지 및 밀드 탄소 섬유들의 혼합물;
(v) 수지 및 분쇄된 탄소 섬유들의 혼합물;
(vi) 수지, 밀드 탄소 섬유 및 솔리드 세라믹 미세구들의 혼합물;
(vii) 수지, 분쇄된 탄소 섬유 및 솔리드 세라믹 미세구들의 혼합물;
(viii) 수지 및 솔리드 세라믹 미세구들의 혼합물; 또는
(ix) 실질적으로 오직 수지
로부터 형성되는,
성형된 프리폼 컴포넌트. - 제10항에 있어서,
상기 수지는 수지 및 수지 경화제의 혼합물을 포함하는,
성형된 프리폼 컴포넌트. - 제8항 내지 제11항 중 어느 한 항에 있어서,
상기 성형된 프리폼은 1 내지 5 wt%, 바람직하게는 1 내지 2 wt%의 소수성 퓸드 실리카를 더 포함하는,
성형된 프리폼 컴포넌트. - 제8항 내지 제12항 중 어느 한 항에 있어서,
상기 밀드 탄소 섬유들은 <500 마이크론 길이, 바람직하게는 100 마이크론 미만의 길이를 갖는,
성형된 프리폼 컴포넌트. - 제1항 내지 제13항 중 어느 한 항에 있어서,
상기 성형된 프리폼의 구성 컴포넌트들을 감싸는 경화가능 매트릭스 재료를 더 포함하는,
성형된 프리폼 컴포넌트. - 제14항에 있어서,
상기 매트릭스 재료는 불포화 폴리에스테르, 폴리우레탄, 폴리비닐 에스테르, 에폭시, 열가소성 수지, 또는 이들의 조합들에 기초한 수지를 포함하는,
성형된 프리폼 컴포넌트. - 제1항 내지 제15항 중 어느 한 항에 있어서,
상기 성형된 프리폼이 내부에 포함되도록 구성되는 복합 휠의 면 부분의 전체 복합 재료의 열 속성들에 실질적으로 매칭하도록 설계되는 열 속성들을 갖는,
성형된 프리폼 컴포넌트. - 제1항 내지 제16항 중 어느 한 항에 있어서,
상기 성형된 프리폼은 불완전하거나 과소-경화된 프리폼을 포함하는,
성형된 프리폼 컴포넌트. - 제1항 내지 제17항 중 어느 한 항에 있어서,
일반적으로 직육면체 본체를 포함하는,
성형된 프리폼 컴포넌트. - 제18항에 있어서,
상기 세장형 본체의 일 단부의 측방향 외측으로 연장되는 적어도 2개의 아암들을 포함하는,
성형된 프리폼 컴포넌트. - 제18항 또는 제19항에 있어서,
상기 세장형 본체의 일 단부의 축방향 외측으로 연장되는 적어도 하나의 L-형상 단부를 포함하는,
성형된 프리폼 컴포넌트. - 제1항 내지 제20항 중 어느 한 항에 있어서,
섬유 플라이(ply) 보유 형성부들;
플라이의 에지들이 위치되어야 하는 위치를 시각적으로 표시하는 안내선들; 또는
성형된 프리폼의 처리를 최적화하기 위한 유지/조작 형성부들
중 적어도 하나를 포함하는,
성형된 프리폼 컴포넌트. - 제1항 내지 제21항 중 어느 한 항에 있어서,
상기 성형된 프리폼은 상기 복합 휠과 일체형으로 형성되는,
성형된 프리폼 컴포넌트. - 복합 섬유 휠의 면 부분을 형성하는 방법으로서,
제1항 내지 제22항 중 어느 한 항에 따른 성형된 프리폼을, 복합 휠의 면 부분의 중심 축 주위에서 질량 추가를 밸런싱하기에 적합한 위치에서 상기 복합 휠의 면 부분의 섬유 레이업의 스포크 부분에 위치시키는 단계; 및
상기 성형된 프리폼 주위에 복합 섬유 요소들을 레이업하여, 복합 섬유 휠의 상기 스포크 부분의 사전-몰딩된 구조를 형성하는 단계를 포함하는,
방법. - 제23항에 있어서,
상기 면 부분의 사전-몰딩된 구조와 접촉하는 매트릭스 재료를 제공하는 단계; 및
상기 면 부분을 경화시키는 단계를 더 포함하는,
방법. - 제23항 또는 제24항에 있어서,
상기 휠의 각각의 림 부분 및 상기 면 부분과 접촉하는 매트릭스 재료를 동시에 제공하는 단계; 및
상기 휠의 상기 림 부분 및 상기 면 부분을 공동-경화시키는 단계를 더 포함하는,
방법. - 제23항 내지 제25항 중 어느 한 항에 있어서,
상기 복합 휠의 상기 면 부분의 상기 섬유 레이업의 섬유 요소들은 탄소 섬유들을 포함하는,
방법. - 제23항 내지 제26항 중 어느 한 항에 있어서,
상기 섬유 요소들은 프리프레그(prepreg)들, 반-프레그들, 직포 또는 부직포들, 매트(mat)들, 프리폼들, 사전-통합된 프리폼들, 개별적인 섬유 또는 섬유들의 그룹들, 토우(tow)들 또는 토우-프레그들 중 적어도 하나로서 제공되는,
방법. - 제23항 내지 제27항 중 어느 한 항에 있어서,
상기 섬유 요소들은 적어도 하나의 직물 시트(fabric sheet), 바람직하게는 다중-축 직물로서 제공되는,
방법. - 제1항 내지 제23항 중 어느 한 항에 따른 성형된 프리폼을 포함하는 복합 휠.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AU2017903324A AU2017903324A0 (en) | 2017-08-18 | Shaped preform for face portion of a composite wheel | |
| AU2017903324 | 2017-08-18 | ||
| PCT/AU2018/050878 WO2019033175A1 (en) | 2017-08-18 | 2018-08-17 | SHAPED PREFORM FOR A RADIUS PART OF A COMPOSITE WHEEL |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200043424A true KR20200043424A (ko) | 2020-04-27 |
| KR102549476B1 KR102549476B1 (ko) | 2023-06-30 |
Family
ID=65361642
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207007775A Active KR102549476B1 (ko) | 2017-08-18 | 2018-08-17 | 복합 휠의 스포크 부분을 위한 성형된 프리폼 |
| KR1020207006986A Active KR102549293B1 (ko) | 2017-08-18 | 2018-08-17 | 복합 휠의 면 부분을 위한 성형된 프리폼 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207006986A Active KR102549293B1 (ko) | 2017-08-18 | 2018-08-17 | 복합 휠의 면 부분을 위한 성형된 프리폼 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US11618226B2 (ko) |
| EP (2) | EP3668722B1 (ko) |
| JP (2) | JP7214717B2 (ko) |
| KR (2) | KR102549476B1 (ko) |
| CN (4) | CN111247006A (ko) |
| AU (2) | AU2018317944B2 (ko) |
| ES (2) | ES2932837T3 (ko) |
| SG (2) | SG11202001016PA (ko) |
| WO (2) | WO2019033175A1 (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230042244A (ko) * | 2021-01-29 | 2023-03-28 | 도레이첨단소재 주식회사 | 섬유강화 복합재료를 이용한 차량용 휠 및 이의 제조 방법 |
| KR20240095777A (ko) * | 2022-12-19 | 2024-06-26 | 재단법인 한국탄소산업진흥원 | 자동차용 섬유강화 복합재 휠 디스크 및 그 제조방법 |
| WO2026005375A1 (ko) * | 2024-06-25 | 2026-01-02 | 경상국립대학교산학협력단 | 차량용 복합재 휠 |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3668722B1 (en) | 2017-08-18 | 2023-07-05 | Carbon Revolution Limited | Shaped preform for spoke portion of a composite wheel |
| DE112020000616T5 (de) | 2019-02-01 | 2021-12-16 | Delta Wheels, Llc | Delta-Rad |
| JP6942151B2 (ja) * | 2019-02-06 | 2021-09-29 | Bbsジャパン株式会社 | アルミニウム合金鍛造ホイール及びその製造方法 |
| WO2020187892A1 (en) | 2019-03-20 | 2020-09-24 | Mubea Carbo Tech Gmbh | Wheel for a vehicle |
| DE102019135001A1 (de) * | 2019-12-18 | 2021-06-24 | Thyssenkrupp Ag | Verfahren zur Herstellung eines Faserverbundkörpers sowie Faserverbundkörper |
| US12522702B2 (en) * | 2020-04-28 | 2026-01-13 | Japan Composite Co., Ltd. | Thin plate molding material and molded article |
| CN116113538A (zh) * | 2020-06-04 | 2023-05-12 | 碳革命有限公司 | 改善的碳纤维车轮外部面 |
| US20220305843A1 (en) * | 2021-03-29 | 2022-09-29 | ESE Carbon, Inc. | Composite wheel having continuous reinforcing ply from spoke-to-spoke and spoke-to-barrel |
| MX2023014781A (es) * | 2021-06-18 | 2024-03-19 | Carbon Revolution Ltd | Conector de refuerzo de cara a llanta de una rueda compuesta. |
| CN113733596B (zh) * | 2021-08-30 | 2022-08-19 | 北京航空航天大学 | 一种复合材料轻质起落架机轮结构及其成型方式 |
| US11926174B2 (en) | 2021-12-23 | 2024-03-12 | GM Global Technology Operations LLC | Vitreous device to change apparent density within a metal casting |
| WO2023126663A1 (en) * | 2021-12-30 | 2023-07-06 | Maxion Wheels Holding Gmbh | Vehicle wheel disc, vehicle wheel including such a wheel disc and method for producing such a wheel disc and vehicle wheel |
| CN121866149A (zh) * | 2023-09-08 | 2026-04-14 | 普利司通美国轮胎运营有限责任公司 | 用于非充气轮胎的聚氨酯挠曲件-细长复合辐条粘结式组合及其生产方法 |
| CN121843811A (zh) * | 2023-09-08 | 2026-04-10 | 普利司通美国轮胎运营有限责任公司 | 用于非充气轮胎的聚氨酯挠曲件-细长复合辐条粘结式组合及其生产方法 |
| CN121843812A (zh) * | 2023-09-08 | 2026-04-10 | 普利司通美国轮胎运营有限责任公司 | 用于非充气轮胎的聚氨酯挠曲件-细长复合辐条粘结式组合及其生产方法 |
| CN121794122A (zh) * | 2023-09-08 | 2026-04-03 | 普利司通美国轮胎运营有限责任公司 | 用于非充气轮胎的聚氨酯挠曲件-细长复合辐条粘结式组合及其生产方法 |
| KR102947137B1 (ko) | 2023-12-07 | 2026-04-01 | 재단법인 한국탄소산업진흥원 | 고효율 자동차용 섬유강화 복합재 휠 디스크 제조방법 및 그 휠 디스크 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4583933A (en) * | 1979-02-22 | 1986-04-22 | Motor Wheel Corporation | Mold for forming a fiber reinforced composite wheel construction |
| US20130026816A1 (en) * | 2011-07-28 | 2013-01-31 | GM Global Technology Operations LLC | Light-weight vehicle wheels with carbon fiber inserts |
| KR20140091472A (ko) * | 2013-01-11 | 2014-07-21 | 아크티에볼라게트 에스케이에프 | 경량 허브 베어링 조립체 및 이를 조립하기 위한 방법 |
| KR20170004769A (ko) * | 2015-07-03 | 2017-01-11 | 주식회사 일진글로벌 | 휠 허브 |
Family Cites Families (60)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3917352A (en) * | 1973-03-12 | 1975-11-04 | Steven Douglas Gageby | Continuous-strand, fiber reinforced plastic wheel |
| US4302155A (en) | 1979-01-08 | 1981-11-24 | Hartzell Propeller, Inc. | Air craft propeller assembly with composite blades |
| US4294490A (en) * | 1980-02-06 | 1981-10-13 | Motor Wheel Corporation | Fiber-reinforced composite wheel construction |
| US4514013A (en) * | 1979-02-22 | 1985-04-30 | Motor Wheel Corporation | Fiber-reinforced composite wheel construction |
| US4376749A (en) * | 1980-02-06 | 1983-03-15 | Motor Wheel Corporation | Fiber-reinforced composite wheel construction |
| EP0065086A1 (de) * | 1981-05-15 | 1982-11-24 | Messerschmitt-Bölkow-Blohm Gesellschaft mit beschränkter Haftung | Drehbarer Körper |
| US4721342A (en) * | 1981-12-28 | 1988-01-26 | Ford Motor Company | Fiber reinforced synthetic material wheel |
| JPS6195907A (ja) | 1984-10-18 | 1986-05-14 | Sekisui Chem Co Ltd | 熱可塑性合成樹脂製棒状体の製造方法 |
| JPS61135801A (ja) | 1984-12-06 | 1986-06-23 | Toray Ind Inc | 車輪 |
| JP2850329B2 (ja) | 1988-08-22 | 1999-01-27 | 株式会社ブリヂストン | 樹脂ホイール |
| US8132494B1 (en) * | 1989-11-06 | 2012-03-13 | Honeywell International, Inc. | Ballistic resistant composite article having improved matrix system |
| GB9115460D0 (en) * | 1991-07-18 | 1991-09-04 | Harding Mark | A vehicle wheel and a method of fabricating same |
| AU643420B3 (en) | 1993-05-20 | 1993-11-11 | Michael Bede Whiteford | Improved wheel and method of forming same |
| US5647642A (en) | 1994-12-28 | 1997-07-15 | Hayes Wheels International, Inc. | Asymmetric vehicle wheel with integral counterbalance |
| US5588392A (en) * | 1995-04-18 | 1996-12-31 | Outboard Marine Corporation | Resin transfer molding process |
| DE19914051A1 (de) | 1999-03-27 | 2000-10-12 | Porsche Ag | Fahrzeugrad |
| US6365257B1 (en) * | 1999-04-14 | 2002-04-02 | Bp Corporation North America Inc. | Chordal preforms for fiber-reinforced articles and method for the production thereof |
| US6416135B1 (en) * | 2000-06-30 | 2002-07-09 | Accuride Corporation | Means and method for attaching FRP wheels |
| US6347839B1 (en) * | 2000-09-25 | 2002-02-19 | Polymeric Corporation The | Composite rim |
| WO2003045710A1 (en) * | 2001-11-29 | 2003-06-05 | Compositech, Inc. | Composite bicycle rim with seamless braking surface |
| EP1487623A1 (en) * | 2002-01-25 | 2004-12-22 | Highflyer Investments 5 (Proprietary) Limited | Motor vehicle wheel frame |
| US7040714B2 (en) * | 2002-08-21 | 2006-05-09 | Daimlerchrysler Corporation | Composite wheel and method for manufacturing the same |
| JP2005313200A (ja) * | 2004-04-28 | 2005-11-10 | Work:Kk | 鋳造方法及び鋳造品並びに車両用ホイール |
| JP2007326533A (ja) * | 2006-06-09 | 2007-12-20 | Nissan Motor Co Ltd | スポークホイール及び車両用騒音防止方法 |
| DE102006051867A1 (de) * | 2006-10-31 | 2008-05-08 | Theuer, Arwed, Dr.-Ing. | Aus faserverstärktem Kunststoff gewickeltes Rad und Verfahren zu seiner Herstellung |
| US7681958B1 (en) * | 2007-03-08 | 2010-03-23 | Bagdasarian Ken L | Multi-piece wheel |
| JP2009092105A (ja) * | 2007-10-05 | 2009-04-30 | Chuo Motor Wheel Co Ltd | 車両用ホイール、車両用ホイールの製造方法、および車両用ホイールのホイール重量バランス調整方法 |
| KR101025613B1 (ko) * | 2008-08-27 | 2011-03-30 | 한국표준과학연구원 | 정전용량 방식의 멀티터치에 따른 접촉위치 및 누름힘 측정용 터치입력구조 |
| AU2009290123B2 (en) | 2008-09-03 | 2013-02-21 | Carbon Revolution Pty Ltd | Method of molding a fibre-reinforced composite wheel |
| US10279622B2 (en) * | 2008-12-04 | 2019-05-07 | Tomer Hendel | Composite wheel with reinforced core |
| US8926025B2 (en) * | 2009-03-02 | 2015-01-06 | Iochpe-Maxion S.A. | Overmolding steel wheel |
| CA2784256A1 (en) * | 2009-12-18 | 2011-06-23 | Magna International Inc. | Sheet molding compound with cores |
| JP2012077838A (ja) * | 2010-10-01 | 2012-04-19 | Chuo Motor Wheel Co Ltd | 車両用ホイール |
| JP6304888B2 (ja) * | 2011-12-06 | 2018-04-04 | ムベア カルボ テック ゲーエムベーハーMubea Carbo Tech Gmbh | 繊維強化材料製ホイールおよび対応するホイールの作製方法 |
| US9616621B2 (en) * | 2011-12-07 | 2017-04-11 | Thysennkrupp Carbon Components Gmbh | Wheel made of fiber composites and process for the manufacture thereof |
| DE102011087921B4 (de) * | 2011-12-07 | 2024-07-18 | Action Composites GmbH | Verfahren zur Herstellung eines einteiligen Felgenbetts aus Faserverbundwerkstoff mit Flansch |
| US9120517B2 (en) | 2012-03-28 | 2015-09-01 | David Salvaggio, JR. | Carbon fiber shells for customizing the appearance of a vehicle |
| US9108461B2 (en) * | 2012-06-27 | 2015-08-18 | Cayucos Cowboys, Llc | Bicycle wheel with unitary side construction |
| EP2877350A1 (de) * | 2012-07-25 | 2015-06-03 | Bayerische Motorenwerke Aktiengesellschaft | Fahrzeug-rad aus faserverbundmaterial |
| DE102012022148B4 (de) * | 2012-11-06 | 2024-02-08 | ThyssenKrupp Carbon Components GmbH | Zweiteiliger Radstern mit Profilspeichen |
| AU2012261712B1 (en) * | 2012-12-10 | 2013-09-12 | Carbon Revolution Pty Ltd | Face to hub connection for a composite wheel |
| DE102013201842B4 (de) | 2013-02-05 | 2024-07-18 | Action Composites GmbH | Rad aus Faserverbundmaterial und Herstellungsverfahren |
| US9707800B2 (en) * | 2013-03-15 | 2017-07-18 | Lacks Enterprises, Inc. | Partial wheel cladding |
| CN105189141B (zh) * | 2013-04-04 | 2017-05-10 | 丰田自动车株式会社 | 盘式车轮 |
| AU2013204015B1 (en) * | 2013-04-11 | 2014-03-13 | Carbon Revolution Pty Ltd | Face to rim connection for a composite wheel |
| WO2015018593A1 (en) | 2013-08-05 | 2015-02-12 | Mubea Carbo Tech Gmbh | Wheel made out of a fiber reinforced plastic material |
| DE102013114343A1 (de) * | 2013-12-18 | 2015-07-16 | ThyssenKrupp Carbon Components GmbH | Verfahren zur Herstellung einer Radfelge mit einem Felgenbett aus Faserverbundmaterial |
| CH709492A2 (de) | 2014-04-15 | 2015-10-15 | Kringlan Composites Ag | Fahrzeugrad aus faserverstärktem Kunststoff. |
| KR102185596B1 (ko) * | 2014-05-05 | 2020-12-02 | 호르톤 인코포레이티드 | 복합 팬 |
| US9421821B2 (en) * | 2014-10-09 | 2016-08-23 | Toyota Motor Engineering & Manufacturing North America, Inc. | Vehicle rims including deformable features and vehicles incorporating the same |
| JP6863551B2 (ja) * | 2014-12-19 | 2021-04-21 | ムベア カルボ テック ゲーエムベーハーMubea Carbo Tech Gmbh | ホイールのための遮熱構造体 |
| DE102015201837B4 (de) * | 2015-02-03 | 2024-02-15 | Ford Global Technologies, Llc | Leichtmetallrad für ein Kraftfahrzeug |
| TWI627056B (zh) * | 2015-02-20 | 2018-06-21 | 嘉寶費博萊特克有限公司 | 一種製作一輪圈的方法,以該方法製得的輪圈,包含該輪圈的運行輪,及具有該運行輪的自行車 |
| DE102015006652A1 (de) * | 2015-05-22 | 2016-04-21 | Audi Ag | Fahrzeugrad sowie Verfahren zur Herstellung eines Fahrzeugrads |
| JP2017007382A (ja) * | 2015-06-17 | 2017-01-12 | 本田技研工業株式会社 | ホイール及びその製造方法 |
| US10449800B2 (en) * | 2016-02-02 | 2019-10-22 | Superior Industries International, Inc. | Hybrid composite wheel |
| CN113500799A (zh) * | 2016-08-31 | 2021-10-15 | 哈尔滨玻璃钢研究院有限公司 | 一种复合材料轮毂成型用预成型体及轮毂成型方法 |
| IT201700009997A1 (it) * | 2017-01-31 | 2018-07-31 | Ri Ba Composites S R L | Cerchione di supporto pneumatici per mezzi di trasporto |
| CN106985421B (zh) * | 2017-05-23 | 2019-10-15 | 高鹏 | 一种一体成型的全碳纤维轮毂的生产工艺 |
| EP3668722B1 (en) | 2017-08-18 | 2023-07-05 | Carbon Revolution Limited | Shaped preform for spoke portion of a composite wheel |
-
2018
- 2018-08-17 EP EP18845797.2A patent/EP3668722B1/en active Active
- 2018-08-17 EP EP18846511.6A patent/EP3668724B1/en active Active
- 2018-08-17 CN CN201880068204.5A patent/CN111247006A/zh active Pending
- 2018-08-17 AU AU2018317944A patent/AU2018317944B2/en active Active
- 2018-08-17 CN CN201880068135.8A patent/CN111247005A/zh active Pending
- 2018-08-17 ES ES18846511T patent/ES2932837T3/es active Active
- 2018-08-17 JP JP2020508988A patent/JP7214717B2/ja active Active
- 2018-08-17 US US16/639,487 patent/US11618226B2/en active Active
- 2018-08-17 CN CN202410208009.5A patent/CN117984688B/zh active Active
- 2018-08-17 AU AU2018317498A patent/AU2018317498B2/en active Active
- 2018-08-17 WO PCT/AU2018/050878 patent/WO2019033175A1/en not_active Ceased
- 2018-08-17 SG SG11202001016PA patent/SG11202001016PA/en unknown
- 2018-08-17 WO PCT/AU2018/050876 patent/WO2019033173A1/en not_active Ceased
- 2018-08-17 JP JP2020509029A patent/JP7182612B2/ja active Active
- 2018-08-17 SG SG11202001015RA patent/SG11202001015RA/en unknown
- 2018-08-17 ES ES18845797T patent/ES2954380T3/es active Active
- 2018-08-17 CN CN202410205684.2A patent/CN117885465B/zh active Active
- 2018-08-17 KR KR1020207007775A patent/KR102549476B1/ko active Active
- 2018-08-17 US US16/639,501 patent/US11904559B2/en active Active
- 2018-08-17 KR KR1020207006986A patent/KR102549293B1/ko active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4583933A (en) * | 1979-02-22 | 1986-04-22 | Motor Wheel Corporation | Mold for forming a fiber reinforced composite wheel construction |
| US20130026816A1 (en) * | 2011-07-28 | 2013-01-31 | GM Global Technology Operations LLC | Light-weight vehicle wheels with carbon fiber inserts |
| KR20140091472A (ko) * | 2013-01-11 | 2014-07-21 | 아크티에볼라게트 에스케이에프 | 경량 허브 베어링 조립체 및 이를 조립하기 위한 방법 |
| KR20170004769A (ko) * | 2015-07-03 | 2017-01-11 | 주식회사 일진글로벌 | 휠 허브 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230042244A (ko) * | 2021-01-29 | 2023-03-28 | 도레이첨단소재 주식회사 | 섬유강화 복합재료를 이용한 차량용 휠 및 이의 제조 방법 |
| KR20240095777A (ko) * | 2022-12-19 | 2024-06-26 | 재단법인 한국탄소산업진흥원 | 자동차용 섬유강화 복합재 휠 디스크 및 그 제조방법 |
| WO2026005375A1 (ko) * | 2024-06-25 | 2026-01-02 | 경상국립대학교산학협력단 | 차량용 복합재 휠 |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102549476B1 (ko) | 복합 휠의 스포크 부분을 위한 성형된 프리폼 | |
| US9840110B2 (en) | Face to rim connection for a composite wheel | |
| US11724538B2 (en) | Rim fibre architecture of a composite wheel | |
| CN109789723B (zh) | 用于车轮的轮辋、车轮、车辆以及制造轮辋的方法 | |
| WO2014082115A1 (en) | Edge arrangement for a composite wheel | |
| WO2010065313A1 (en) | Composite wheel with reinforced core | |
| AU2012101896A4 (en) | Edge arrangement for a composite wheel | |
| HK1213531B (en) | Face to rim connection for a composite wheel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| AMND | Amendment | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| AMND | Amendment | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PX0901 | Re-examination |
St.27 status event code: A-2-3-E10-E12-rex-PX0901 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| PX0701 | Decision of registration after re-examination |
St.27 status event code: A-3-4-F10-F13-rex-PX0701 |
|
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R13-asn-PN2301 St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| S20-X000 | Security interest recorded |
St.27 status event code: A-4-4-S10-S20-lic-X000 |