KR20200046021A - 액체 수소 전달 시스템 - Google Patents
액체 수소 전달 시스템 Download PDFInfo
- Publication number
- KR20200046021A KR20200046021A KR1020207004415A KR20207004415A KR20200046021A KR 20200046021 A KR20200046021 A KR 20200046021A KR 1020207004415 A KR1020207004415 A KR 1020207004415A KR 20207004415 A KR20207004415 A KR 20207004415A KR 20200046021 A KR20200046021 A KR 20200046021A
- Authority
- KR
- South Korea
- Prior art keywords
- liquid hydrogen
- tube
- delivery system
- cold
- hydrogen delivery
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C13/00—Details of vessels or of the filling or discharging of vessels
- F17C13/002—Details of vessels or of the filling or discharging of vessels for vessels under pressure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C5/00—Methods or apparatus for filling containers with liquefied, solidified, or compressed gases under pressures
- F17C5/02—Methods or apparatus for filling containers with liquefied, solidified, or compressed gases under pressures for filling with liquefied gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L9/00—Rigid pipes
- F16L9/02—Rigid pipes of metal
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L9/00—Rigid pipes
- F16L9/17—Rigid pipes obtained by bending a sheet longitudinally and connecting the edges
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C13/00—Details of vessels or of the filling or discharging of vessels
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2205/00—Vessel construction, in particular mounting arrangements, attachments or identifications means
- F17C2205/03—Fluid connections, filters, valves, closure means or other attachments
- F17C2205/0302—Fittings, valves, filters, or components in connection with the gas storage device
- F17C2205/0352—Pipes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2221/00—Handled fluid, in particular type of fluid
- F17C2221/01—Pure fluids
- F17C2221/012—Hydrogen
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2223/00—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel
- F17C2223/01—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel characterised by the phase
- F17C2223/0146—Two-phase
- F17C2223/0153—Liquefied gas, e.g. LPG, GPL
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2223/00—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel
- F17C2223/01—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel characterised by the phase
- F17C2223/0146—Two-phase
- F17C2223/0153—Liquefied gas, e.g. LPG, GPL
- F17C2223/0161—Liquefied gas, e.g. LPG, GPL cryogenic, e.g. LNG, GNL, PLNG
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2227/00—Transfer of fluids, i.e. method or means for transferring the fluid; Heat exchange with the fluid
- F17C2227/01—Propulsion of the fluid
- F17C2227/0128—Propulsion of the fluid with pumps or compressors
- F17C2227/0135—Pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2250/00—Accessories; Control means; Indicating, measuring or monitoring of parameters
- F17C2250/04—Indicating or measuring of parameters as input values
- F17C2250/0404—Parameters indicated or measured
- F17C2250/043—Pressure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2270/00—Applications
- F17C2270/01—Applications for fluid transport or storage
- F17C2270/0165—Applications for fluid transport or storage on the road
- F17C2270/0168—Applications for fluid transport or storage on the road by vehicles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2270/00—Applications
- F17C2270/01—Applications for fluid transport or storage
- F17C2270/0165—Applications for fluid transport or storage on the road
- F17C2270/0184—Fuel cells
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Heat Treatment Of Steel (AREA)
- Filling Or Discharging Of Gas Storage Vessels (AREA)
- Fuel Cell (AREA)
Abstract
Description
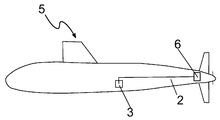
도 2 는 본 개시의 실시 형태에 따른 배의 개략 측면도이다.
도 3 은 본 발명의 실시 형태에 따른 제조 방법의 흐름도이다.
2 튜브
3 액체 수소를 위한 저장부
4 펌프 노즐
5 배
6 연료 전지
100 오스테나이트계 스테인레스 강의 용융물의 제공
101 용융물로부터 빌렛의 압출
102 관형 중공부로 빌렛의 열간 압연
103 냉각 단계
104 냉간 필거 밀링 단계
105 냉간 인발 단계
Claims (15)
- 액체 수소 전달 시스템으로서,
액체 수소 전달 장비,
액체 수소 수용 장비, 및
상기 액체 수소 전달 장비와 상기 액체 수소 수용 장비 사이에서 액체 수소를 안내하기 위하여 상기 액체 수소 전달 장비 및 상기 액체 수소 수용 장비와 유체 연통하는 도관을 갖고,
도관의 적어도 섹션 (section) 이, 중량% 로,
C ≤ 0.080,
8.00 ≤ Mn ≤ 10.00,
Si ≤ 1.00,
P ≤ 0.030,
S ≤ 0.030,
19.00 ≤ Cr ≤ 21.50,
5.50 ≤ Ni ≤ 7.50,
0.15 ≤ N ≤ 0.40,
Mo ≤ 0.75,
Cu ≤ 0.75,
잔부 Fe 및 불가피하게 발생하는 불순물들을 포함하는 오스테나이트계 스테인레스 강으로 제조된 이음매 없는 튜브 (2) 에 의해서 제공되는 것을 특징으로 하는, 액체 수소 전달 시스템. - 제 1 항에 있어서,
상기 액체 수소 전달 시스템은 충전 스테이션 (1) 이고, 여기서 상기 액체 수소 전달 장비는 액체 수소를 위한 저장부 (3) 이고, 그리고 상기 액체 수소 수용 장비는 펌프 노즐 (4) 인, 액체 수소 전달 시스템. - 제 1 항에 있어서,
상기 액체 수소 전달 시스템은 차량, 항공기 또는 배 (5) 이고, 여기서 상기 액체 수소 전달 장비는 액체 수소를 위한 저장부 (3) 이고, 그리고 상기 액체 수소 수용 장비는 수소 엔진 또는 연료 전지 (6) 인, 액체 수소 전달 시스템. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 튜브 (2) 는,
중량% 로,
C ≤ 0.080,
8.00 ≤ Mn ≤ 10.00,
Si ≤ 1.00,
P ≤ 0.030,
S ≤ 0.030,
19.00 ≤ Cr ≤ 21.50,
5.50 ≤ Ni ≤ 7.50,
0.15 ≤ N ≤ 0.40,
Mo ≤ 0.75,
Cu ≤ 0.75,
잔부 Fe 및 불가피하게 발생하는 불순물들을 포함하는 오스테나이트계 스테인레스 강의 용융물을 제공하는 단계 (100),
상기 용융물로부터 빌렛을 압출하는 단계 (101),
관형 중공부로 상기 빌렛을 열간 성형하는 단계 (102),
상기 중공부를 냉각시키는 단계 (103), 그리고
상기 튜브 (2) 로 상기 중공부를 냉간 성형하는 단계 (104, 105) 를 포함하는 방법에 의해서 얻어지는, 액체 수소 전달 시스템. - 제 4 항에 있어서,
상기 냉간 성형하는 단계는 냉간 필거 밀링 (104) 또는 냉간 인발 (105) 인, 액체 수소 전달 시스템. - 제 5 항에 있어서,
상기 튜브 (2) 는 냉간 필거 밀링 (104) 에 의해서 냉간 성형되고, 그리고 냉간 필거 밀링 (104) 후에, 상기 튜브 (2) 는 인발 다이를 통하여 냉간 인발 (105) 되는, 액체 수소 전달 시스템. - 제 5 항 또는 제 6 항에 있어서,
냉간 성형 (104, 105) 후에, 상기 튜브 (2) 는 링 오토프레타즈 (autofrettage) 또는 볼 오토프레타즈에 의해서 처리되는, 액체 수소 전달 시스템. - 제 5 항 내지 제 7 항 중 어느 한 항에 있어서,
냉간 성형 (104, 105) 후에, 상기 튜브 (2) 는 400℃ 내지 460℃ 범위의 온도에서 어닐링되고, 여기서 어닐링 동안, 상기 튜브는 제어된 분위기에서 유지되는, 액체 수소 전달 시스템. - 제 1 항 내지 제 8 항 중 어느 한 항에 있어서,
상기 튜브 (2) 는 40 mm 이하의 외부 직경 및 1.32 mm 이하의 벽 두께를 갖는, 액체 수소 전달 시스템. - 도관에서 100 bar 이상으로 가압된 액체 수소를 안내하기 위한 제 1 항 내지 제 9 항 중 어느 한 항에 따른 액체 수소 전달 시스템의 용도.
- 액체 수소 전달 시스템의 제조 방법으로서, 상기 액체 수소 전달 시스템의 도관을 형성하는 튜브 (2) 의 제조는,
중량% 로,
C ≤ 0.080,
8.00 ≤ Mn ≤ 10.00,
Si ≤ 1.00,
P ≤ 0.030,
S ≤ 0.030,
19.00 ≤ Cr ≤ 21.50,
5.50 ≤ Ni ≤ 7.50,
0.15 ≤ N ≤ 0.40,
Mo ≤ 0.75,
Cu ≤ 0.75,
잔부 Fe 및 불가피하게 발생하는 불순물들을 포함하는 오스테나이트계 스테인레스 강의 용융물을 제공하는 단계 (100),
상기 용융물로부터 빌렛을 압출하는 단계 (101),
관형 중공부로 상기 빌렛을 열간 성형하는 단계 (102),
상기 중공부를 냉각시키는 단계 (103), 그리고
상기 튜브 (2) 로 상기 중공부를 냉간 성형하는 단계 (104, 105) 를 포함하는, 액체 수소 전달 시스템의 제조 방법. - 제 11 항에 있어서,
상기 냉간 성형하는 단계는 냉간 필거 밀링 (104) 또는 냉간 인발 (105) 인, 액체 수소 전달 시스템의 제조 방법. - 제 11 항 또는 제 12 항에 있어서,
상기 중공부는 냉간 필거 밀링 (104) 에 의해서 냉간 성형되고, 그리고 냉간 필거 밀링 (104) 후에, 상기 튜브 (2) 는 인발 다이를 통하여 냉간 인발 (105) 되는, 액체 수소 전달 시스템의 제조 방법. - 제 12 항 또는 제 13 항에 있어서,
냉간 성형 후에, 상기 튜브 (2) 는 링 오토프레타즈 또는 볼 오토프레타즈에 의해서 처리되는, 액체 수소 전달 시스템의 제조 방법. - 제 12 항 내지 제 14 항 중 어느 한 항에 있어서,
냉간 핑거 밀링 (104) 후에, 상기 튜브 (2) 는 400℃ 내지 460℃ 범위의 온도에서 어닐링되고, 여기서 어닐링 동안, 상기 튜브는 제어된 분위기에서 유지되는, 액체 수소 전달 시스템의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017121364.3 | 2017-09-14 | ||
| DE102017121364 | 2017-09-14 | ||
| PCT/EP2018/074549 WO2019053035A1 (en) | 2017-09-14 | 2018-09-12 | LIQUID HYDROGEN TRANSMISSION SYSTEM |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200046021A true KR20200046021A (ko) | 2020-05-06 |
Family
ID=63557483
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207004415A Ceased KR20200046021A (ko) | 2017-09-14 | 2018-09-12 | 액체 수소 전달 시스템 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20200200325A1 (ko) |
| EP (1) | EP3682156B1 (ko) |
| JP (2) | JP2020534480A (ko) |
| KR (1) | KR20200046021A (ko) |
| CN (2) | CN115127019B (ko) |
| WO (1) | WO2019053035A1 (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11565607B2 (en) | 2020-06-15 | 2023-01-31 | Joby Aero, Inc. | High efficiency hydrogen fueled high altitude thermodynamic fuel cell system and aircraft using same |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3592634A (en) * | 1968-04-30 | 1971-07-13 | Armco Steel Corp | High-strength corrosion-resistant stainless steel |
| JPS62144805A (ja) * | 1985-12-20 | 1987-06-29 | Sumitomo Metal Ind Ltd | 冷間ピルガ圧延機における次材料装入方法 |
| JPH08159391A (ja) * | 1994-12-06 | 1996-06-21 | Ishikawajima Harima Heavy Ind Co Ltd | 液体水素貯蔵設備とその断熱方法 |
| US20060275168A1 (en) * | 2005-06-03 | 2006-12-07 | Ati Properties, Inc. | Austenitic stainless steel |
| FR2908859B1 (fr) * | 2006-11-22 | 2009-02-20 | Air Liquide | Procede et station de ravitaillement en hydrogene |
| US20080190214A1 (en) * | 2007-02-08 | 2008-08-14 | Pratt & Whitney Rocketdyne, Inc. | Cut-back flow straightener |
| CN101713019B (zh) * | 2008-10-07 | 2011-05-04 | 上海高泰稀贵金属股份有限公司 | 航天用高温合金gh3600精细薄壁无缝管的制造方法 |
| JP2010121190A (ja) * | 2008-11-21 | 2010-06-03 | Nisshin Steel Co Ltd | 高圧水素輸送用オーステナイト系ステンレス鋼溶接管およびその製造方法 |
| JP4692650B2 (ja) * | 2009-02-13 | 2011-06-01 | 住友金属工業株式会社 | 継目無管の製造方法 |
| CN101633999B (zh) * | 2009-05-26 | 2011-06-01 | 山西太钢不锈钢股份有限公司 | 一种奥氏体不锈钢及其钢管和钢管的制造方法 |
| WO2012043877A1 (ja) * | 2010-09-29 | 2012-04-05 | 新日鐵住金ステンレス株式会社 | オーステナイト系高Mnステンレス鋼およびその製造方法と、その鋼を用いた部材 |
| US20150219278A1 (en) * | 2012-09-19 | 2015-08-06 | Linde Aktiengesellschaft | Integrated dispensing station |
| CA2953819A1 (en) * | 2014-06-27 | 2015-12-30 | Ati Properties Llc | Flowforming corrosion resistant alloy tubes and tube manufactured thereby |
| JP6627343B2 (ja) * | 2014-10-07 | 2020-01-08 | 日本製鉄株式会社 | オーステナイト系ステンレス鋼、及び、高圧水素ガス用機器又は液体水素用機器 |
| CN205136865U (zh) * | 2015-10-28 | 2016-04-06 | 航天晨光股份有限公司 | 一种液氢、液氧压力输送管系用金属软管 |
-
2018
- 2018-09-12 KR KR1020207004415A patent/KR20200046021A/ko not_active Ceased
- 2018-09-12 WO PCT/EP2018/074549 patent/WO2019053035A1/en not_active Ceased
- 2018-09-12 CN CN202210581418.0A patent/CN115127019B/zh active Active
- 2018-09-12 CN CN201880052523.7A patent/CN110998171B/zh active Active
- 2018-09-12 JP JP2020507629A patent/JP2020534480A/ja active Pending
- 2018-09-12 US US16/638,863 patent/US20200200325A1/en not_active Abandoned
- 2018-09-12 EP EP18769165.4A patent/EP3682156B1/en active Active
-
2023
- 2023-07-18 JP JP2023116479A patent/JP2023153831A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020534480A (ja) | 2020-11-26 |
| US20200200325A1 (en) | 2020-06-25 |
| WO2019053035A1 (en) | 2019-03-21 |
| CN115127019A (zh) | 2022-09-30 |
| CN110998171B (zh) | 2022-05-13 |
| EP3682156A1 (en) | 2020-07-22 |
| JP2023153831A (ja) | 2023-10-18 |
| EP3682156B1 (en) | 2025-01-01 |
| CN110998171A (zh) | 2020-04-10 |
| CN115127019B (zh) | 2025-09-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104831120B (zh) | 钛合金无缝管的制造方法 | |
| EP2007914B1 (en) | Low carbon alloy steel tube having ultra high strength and excellent toughness at low temperature and method of manufacturing the same | |
| JP6465249B2 (ja) | 高強度薄肉中空スタビライザー用電縫鋼管およびその製造方法 | |
| CN102282273B (zh) | 双相不锈钢钢管的制造方法 | |
| JP5979334B1 (ja) | エアバッグインフレータ用高強度溶接鋼管およびその製造方法 | |
| JP6686320B2 (ja) | ステンレス鋼管の製造方法 | |
| EP3023507B1 (en) | Equipment line for manufacturing seamless steel pipes, and method for manufacturing high-strength stainless seamless steel pipe for oil wells | |
| EP2484793A1 (en) | Steel pipe for air bag and process for producing same | |
| CN110306120B (zh) | 一种X80钢级D1422mm无缝弯管及其制造方法 | |
| AU2020413417B2 (en) | Alloy | |
| US20180265952A1 (en) | Hollow seamless steel pipe for spring | |
| JP2023153831A (ja) | 液体水素の輸送システム | |
| US10501820B2 (en) | Method for producing a strand from stainless steel and strand made of stainless steel | |
| EP1820576B1 (en) | Production method of seamless steel pipe | |
| JP3872637B2 (ja) | 高強度α+β型チタン合金管およびその製造方法 | |
| JP7674693B2 (ja) | 継目無鋼管およびエアバッグ用インフレータボトル | |
| US20200199720A1 (en) | A tube made of an austenitic stainless steel and a method for manufacturing thereof | |
| US20200200132A1 (en) | A distributor fuel rail and a method for manufacturing a distributor fuel rail | |
| CN110938784A (zh) | 40mm~60mm厚壁大口径高钢级管线管及其制造方法 | |
| JP7832955B2 (ja) | 特に液体水素の輸送及び貯蔵のためのFe-Ni合金 | |
| JP7559728B2 (ja) | 継目無鋼管および鋼管の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T13-X000 | Administrative time limit extension granted |
St.27 status event code: U-3-3-T10-T13-oth-X000 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| R11 | Change to the name of applicant or owner or transfer of ownership requested |
Free format text: ST27 STATUS EVENT CODE: A-3-3-R10-R11-ASN-PN2301 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R13 | Change to the name of applicant or owner recorded |
Free format text: ST27 STATUS EVENT CODE: A-3-3-R10-R13-ASN-PN2301 (AS PROVIDED BY THE NATIONAL OFFICE) |