KR20200047512A - 일체화 성형체 및 그의 제조 방법 - Google Patents
일체화 성형체 및 그의 제조 방법 Download PDFInfo
- Publication number
- KR20200047512A KR20200047512A KR1020207000397A KR20207000397A KR20200047512A KR 20200047512 A KR20200047512 A KR 20200047512A KR 1020207000397 A KR1020207000397 A KR 1020207000397A KR 20207000397 A KR20207000397 A KR 20207000397A KR 20200047512 A KR20200047512 A KR 20200047512A
- Authority
- KR
- South Korea
- Prior art keywords
- molded body
- reinforcing substrate
- reinforcing
- integrated
- injection molded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/12—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of short length, e.g. in the form of a mat
- B29C70/14—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of short length, e.g. in the form of a mat oriented
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/88—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised primarily by possessing specific properties, e.g. electrically conductive or locally reinforced
- B29C70/887—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised primarily by possessing specific properties, e.g. electrically conductive or locally reinforced locally reinforced, e.g. by fillers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/28—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer impregnated with or embedded in a plastic substance
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2705/00—Use of metals, their alloys or their compounds, for preformed parts, e.g. for inserts
- B29K2705/02—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Composite Materials (AREA)
- Health & Medical Sciences (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Textile Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
사출 성형체의 과제인 용접선에서의 강도·강성 저하를 해결하고, 사출 성형체의 박육 성형 또는 복잡 형상 성형 등 자유로운 설계를 가능하게 하는 것을 목적으로 하여, 불연속 섬유 (a1)과 수지 (a2)를 갖는 보강 기재 (a)와, 불연속 섬유 (b1)과 수지 (b2)를 갖는 사출 성형체 (b)가 일체화된 일체화 성형체이며, 보강 기재 (a)의 장축 방향을 10등분으로 구분한 영역의 각각에 있어서의 불연속 섬유 (a1)의 배향 각도의 차가 10° 이내이며, 보강 기재 (a)가 사출 성형체 (b)의 용접선의 일부 또는 전부를 덮어 사출 성형체 (b)와 일체화되어 있는 일체화 성형체로 한다.
Description
본 발명은, 보강 기재와 사출 성형체가 일체화된 일체화 성형체 및 그의 제조 방법에 관한 것이다.
사출 성형은 성형성, 생산성, 경제성이 우수한 성형 방법이며, 자동차 기기 부품이나, 퍼스널 컴퓨터, OA 기기, AV 기기, 휴대 전화, 전화기, 팩시밀리, 가전 제품, 완구 용품 등의 전기·전자 기기의 부품이나 하우징의 제작에 빈번히 이용되고 있다. 근년, 노트북 컴퓨터, 휴대 전화, 휴대 정보 단말기로 대표되는 휴대 전자 기기의 보급에 따라서, 사출 성형체에는 박육화, 복잡 형상화, 고강도·고강성화가 요구된다.
그러나, 사출 성형체에는, 용접선에서의 강도·강성 저하의 문제가 있다. 용접선이란, 금형 내를 흐르는 용융 사출 수지가 합류하여 용착한 부분을 나타내고, 사출 금형에 있어서, 게이트가 복수개 존재하는 경우나 핀, 보스, 리브 등이 금형 캐비티 내에 존재하는 경우에 발생한다.
특히, 박육 또는 복잡 형상의 사출 성형체를 제조하는 데 있어서는, 게이트가 복수개 존재하는 경우나 핀, 보스, 리브 등이 금형 캐비티 내에 존재하는 경우가 많아, 발생하는 용접선도 복수 존재하여, 용접선에서의 강도·강성 저하가 큰 과제가 된다.
또한, 고강도·고강성화를 목적으로, 사출 수지에 강화 섬유를 충전하는 경우가 있지만, 용접선에서는, 강화 섬유의 섬유 배향은, 사출 수지의 흐름 방향에 대하여, 수직 방향이 되는 것이 알려져 있다. 그 때문에, 용접선에서는 강화 섬유에 의한 보강 효과가 거의 얻어지지 않아, 용접선 이외의 부위의 강도·강성과 비교하면, 용접선의 강도·강성은 현저하게 낮다. 용접선의 강도·강성 저하로 인해, 사출 성형체의 강도·강성도 크게 저하된다.
고강도·고강성의 사출 성형체를 제작하기 위해서, 용접선을 보강하는 기술이 알려져 있다.
특허문헌 1에는, 열가소성 수지 필름 또는 시트를 사출 금형 내에 인서트함으로써, 용접선을 보강하는 방법이 기재되어 있다.
특허문헌 2에는, 연속 섬유 강화 열가소성 수지 복합 재료를 사출 금형 내에 인서트함으로써, 용접선을 보강하는 방법이 기재되어 있다.
특허문헌 3에는, 일방향 연속 강화 섬유를 포함하는 열가소성 수지 시트 또는 그것을 적층한 시트를 금형 내에 인서트함으로써, 용접선을 보강하는 방법이 기재되어 있다.
특허문헌 4에는, 사출 성형체의 이방성을 해결하기 위해서, 사출 성형 금형 캐비티보다도 큰 불연속 섬유 기재를 인서트하고, 보스, 리브 등을 사출 성형에 의해 성형한 일체화 성형체가 기재되어 있다.
특허문헌 1에 기재된 발명에 있어서는, 열가소성 수지 필름 또는 시트는 섬유를 포함하지 않는 것이며, 이것만에 의한 용접선 보강으로는, 충분한 보강 효과가 얻어지지 않아, 사출 성형체로서의 강도·강성은 불충분하였다. 또한, 열가소성 수지 필름 또는 시트만을 사출 금형 내에 인서트한 경우, 사출 성형 중에 열가소성 수지 필름 또는 시트가 용융되어, 유동함으로써 두께의 균일성을 담보하는 것이 곤란해지는 것으로 생각되는 것이었다.
특허문헌 2에 기재된 발명에 있어서는, 용접선의 보강 기재로서 연속 섬유의 평직물을 사용하고 있기 때문에, 해당 기재의 특성에 이방성이 존재한다. 그 때문에, 용접선에 대한 보강 기재의 방향을 고려할 필요가 있어, 설계가 제한된다. 또한, 용접선이 다방향으로 존재하는 경우에, 각각의 용접선으로의 적용이 곤란하다. 또한, 보강 기재가 연속 섬유를 포함하기 때문에, 사출 성형체와의 역학 특성에 큰 차가 발생한다. 그 때문에, 일체화 성형체에 하중이 가해졌을 때, 해당 보강 기재와 해당 사출 성형체의 접합면 또는 해당 보강 기재 단부에 응력이 집중된다. 따라서, 그 응력 집중 부분이 파단점이 되어, 일체화 성형체의 강도는 저하된다. 또한, 열가소성 수지를 포함하는 보강 기재를 사출 금형 내에 인서트한 경우, 열가소성 수지의 일부가 용융되어, 유동함으로써 두께의 균일성을 담보하는 것이 곤란하다. 또한, 보강 기재가 사출 수지에 매몰될 우려가 있는 것이었다.
특허문헌 3에 기재된 발명에 있어서는, 상기한 바와 같이 열가소성 수지 시트에 일방향 연속 섬유가 포함되기 때문에, 기재의 특성에 이방성이 존재한다. 그 때문에, 용접선에 대한 보강 기재의 방향을 고려할 필요가 있어, 설계가 제한된다. 또한, 용접선이 다방향으로 존재하는 경우에, 각각의 용접선으로의 적용이 곤란하다. 해당 기재를 적층하여 의사적 등방 기재로 하는 것도 가능하지만, 적층 매수를 증가시키면, 보강 기재의 두께가 증가하고, 박육 성형이나 복잡 형상 성형 시에, 사출 수지가 미충전이 되어, 일체화 성형체를 얻는 것이 곤란하다고 생각된다. 또한, 보강 기재가 연속 섬유를 포함하기 때문에, 사출 성형체와의 역학 특성에 차가 발생한다. 그 때문에, 일체화 성형체에 하중이 가해졌을 때, 해당 보강 기재와 해당 사출 성형체의 접합면 또는 해당 보강 기재 단부에 응력이 집중된다. 따라서, 그 응력 집중 부분이 파단점이 되어, 일체화 성형체의 강도는 저하된다. 또한, 보강 기재 표면의 수지가 용융 후에 냉각되었을 때, 일방향 섬유에서 기인하는 보강 기재의 변형을 발생시켜 두께의 균일성을 담보하는 것이 곤란하다고 생각된다.
특허문헌 4에 기재된 발명에 있어서는, 두꺼운 불연속 섬유 기재가 캐비티 내 전체면에 배치된 상태에서 열가소성 수지를 사출하기 때문에, 수지의 유동성이 저하된다. 그 때문에, 복잡 형상으로 성형하는 것이 곤란하다고 생각된다. 사출 속도 및 사출 압력을 높게 함으로써, 복잡 형상 성형체가 성형 가능해지는 경우도 있지만, 사출 수지의 압력에 의해, 일체화 시에 보강 기재의 변형을 발생시키기 쉬워져, 두께의 균일성을 담보하는 것이 곤란하다고 생각된다.
본 발명은, 사출 성형체의 과제인 용접선에서의 강도·강성 저하를 해결하여, 박육 성형 또는 복잡 형상 성형에 적응 가능한 성형체를 제공하는 것을 목적으로 한다.
상술한 과제를 해결하기 위한 본 발명은, 주로 이하의 어느 구성을 갖는다.
(1) 불연속 섬유 (a1)과 수지 (a2)를 갖는 보강 기재 (a)와, 불연속 섬유 (b1)과 수지 (b2)를 갖는 사출 성형체 (b)가 일체화된 일체화 성형체이며,
보강 기재 (a)의 장축 방향을 10등분으로 구분한 영역의 각각에 있어서의 불연속 섬유 (a1)의 배향 각도의 차가 10° 이내이며,
보강 기재 (a)가 사출 성형체 (b)의 용접선의 일부 또는 전부를 덮어 사출 성형체 (b)와 일체화되어 있는 일체화 성형체.
(2) 불연속 섬유 (a1)과 수지 (a2)를 갖는 보강 기재 (a)와, 불연속 섬유 (b1)과 수지 (b2)를 갖는 사출 성형체 (b)가 일체화된 일체화 성형체이며,
보강 기재 (a)와 사출 성형체 (b)의 접합 강도가 7MPa 이상이며,
일체화 성형체에 있어서의 보강 기재 (a)의 두께의 변동이 10% 이내이며,
보강 기재 (a)가 사출 성형체 (b)의 용접선의 일부 또는 전부를 덮어 사출 성형체 (b)와 일체화되어 있는 일체화 성형체.
(3) 불연속 섬유 (a1)과 수지 (a2)를 갖는 보강 기재 (a)를 금형 내에 배치하고, 불연속 섬유 (b1)과 수지 (b2)를 갖는 사출 성형체 (b)의 용접선에 보강 기재 (a)를 일체화하는 일체화 성형체의 제조 방법이며,
보강 기재 (a)는, 금형 내에 배치하였을 때의 보강 기재 (a)의 길이 방향을 10등분으로 구분한 영역의 각각에 있어서의 불연속 섬유 (a1)의 배향 각도의 차가 10° 이내인 일체화 성형체의 제조 방법.
(4) 불연속 섬유 (a1)과 수지 (a2)를 갖는 보강 기재 (a)를, 불연속 섬유 (b1)과 수지 (b2)를 갖는 사출 성형체 (b)의 용접선에 일체화하는 일체화 성형체의 제조 방법이며,
보강 기재 (a)는, 해당 보강 기재 (a)를 사출 성형체 (b)에 레이업했을 때의 보강 기재 (a)의 길이 방향을 10등분으로 구분한 영역의 각각에 있어서의 불연속 섬유 (a1)의 배향 각도의 차가 10° 이내인 일체화 성형체의 제조 방법.
본 발명에 따르면, 사출 성형체의 용접선의 보강에 있어서, 용접선에 대한 보강 기재의 배치 방향을 고려하지 않고, 또한 일체화 성형 시의 보강 기재의 섬유 흐트러짐을 발생하지 않고, 용접선의 보강이 가능하며, 접합 강도가 우수한 박육 또는 복잡 형상의 일체화 성형체를 얻을 수 있다. 또한, 본 발명에 따르면, 일체화 성형 시에 보강 기재를 금형 표면에 고정밀도로 밀착시킬 수 있다. 그 때문에, 사출 수지와의 일체화 시에 보강 기재가 레이업 위치로부터 어긋나서 사출 수지 중에 매몰되는 것을 방지하면서 용접선의 보강이 가능해져, 보강 기재의 섬유 흐트러짐이 없고, 박육 또는 복잡 형상의 일체화 성형체를 높은 생산성으로 제조할 수 있다.
도 1은, 사출 성형체의 용접선이 보강되어 있는 일체화 성형체에 있어서의 보강 기재의 범위, 및 최초에 보강 기재를 인서트한 범위를 나타내는 모식도.
도 2는, 사출 성형체의 용접선이 보강되어 있는 일체화 성형체에 있어서의 평가 시험편 잘라냄 위치를 나타내는 모식도.
도 3은, 접합 강도 평가의 시험편 및 인장 지그의 모식도.
도 4는, 일체화 성형체에 있어서의 보강 기재의 두께 변동 측정면의 모식도.
도 5는, 실시예 17에서 얻어진 일체화 성형체에 있어서의 시험편 잘라냄 위치를 나타내는 모식도.
도 2는, 사출 성형체의 용접선이 보강되어 있는 일체화 성형체에 있어서의 평가 시험편 잘라냄 위치를 나타내는 모식도.
도 3은, 접합 강도 평가의 시험편 및 인장 지그의 모식도.
도 4는, 일체화 성형체에 있어서의 보강 기재의 두께 변동 측정면의 모식도.
도 5는, 실시예 17에서 얻어진 일체화 성형체에 있어서의 시험편 잘라냄 위치를 나타내는 모식도.
본 발명의 일체화 성형체는, 불연속 섬유 (a1)과 수지 (a2)를 갖는 보강 기재 (a)가, 불연속 섬유 (b1)과 수지 (b2)를 갖는 사출 성형체 (b)의 용접선의 일부 또는 전부를 덮도록 해당 사출 성형체와 일체화하여 이루어진다. 여기서, 「덮다」란, 사출 성형체 (b)의 용접선의 폭 방향에 걸쳐 보강 기재 (a)가 용접선을 커버하고 있는 것을 말하고, 해당 용접선의 「일부 또는 전부」란, 길이 방향의 일부 또는 전부를 말한다.
이하에, 본 발명의 바람직한 실시 형태에 대하여 설명한다.
본 발명에 있어서의 불연속 섬유 (a1)은 특별히 제한은 없고, 예를 들어 탄소 섬유, 유리 섬유, 아라미드 섬유, 알루미나 섬유, 탄화규소 섬유, 보론 섬유, 금속 섬유, 천연 섬유, 광물 섬유 등을 사용할 수 있고, 이들은 1종 또는 2종 이상을 병용해도 된다. 그 중에서도, 비강도, 비강성이 높으며 경량화 효과의 관점에서, PAN계, 피치계, 레이온계 등의 탄소 섬유가 바람직하게 사용된다. 또한, 얻어지는 일체화 성형체의 경제성을 높이는 관점에서, 유리 섬유를 바람직하게 사용할 수 있고, 특히 역학 특성과 경제성의 밸런스로부터 탄소 섬유와 유리 섬유를 병용하는 것이 바람직하다. 또한, 얻어지는 일체화 성형체의 충격 흡수성이나 부형성을 높이는 관점에서, 아라미드 섬유를 바람직하게 사용할 수 있고, 특히 역학 특성과 충격 흡수성의 밸런스로부터 탄소 섬유와 아라미드 섬유를 병용하는 것이 바람직하다.
또한, 얻어지는 일체화 성형체의 도전성을 높이는 관점에서, 니켈이나 구리나 이테르븀 등의 금속을 피복한 강화 섬유를 사용할 수도 있다. 사출 성형체 (b)에 있어서의 용접선에서는, 불연속 섬유 (b1)의 섬유 배향이 사출 수지의 흐름 방향에 대하여 수직 방향이 되기 때문에, 용접선에서의 전자파 실드성이 저하된다. 전자파 실드성의 관점에서, 보강 기재 (a)에 포함되는 불연속 섬유 (a1)은 도전성을 나타내는 것이 바람직하다.
본 발명에 있어서의 불연속 섬유 (a1)은, 사이징제로 표면 처리가 행해져 있는 것이, 역학 특성 향상의 관점에서 바람직하다. 사이징제로서는, 다관능 에폭시 수지, 아크릴산계 폴리머, 다가 알코올, 폴리에틸렌이민 등을 들 수 있고, 구체적으로는 글리세롤트리글리시딜에테르, 디글리세롤폴리글리시딜에테르, 폴리글리세롤폴리글리시딜에테르, 소르비톨폴리글리시딜에테르, 아라비톨폴리글리시딜에테르, 트리메틸올프로판트리글리시딜에테르, 펜타에리트리톨폴리글리시딜에테르 등의 지방족 다가 알코올의 폴리글리시딜에테르, 폴리아크릴산, 아크릴산과 메타크릴산의 공중합체, 아크릴산과 말레산의 공중합체, 또는 이들의 2종 이상의 혼합물, 폴리비닐알코올, 글리세롤, 디글리세롤, 폴리글리세롤, 소르비톨, 아라비톨, 트리메틸올프로판, 펜타에리트리톨, 아미노기를 1 분자 중에 보다 많이 포함하는 폴리에틸렌이민 등을 들 수 있다. 이들 중에서도, 반응성이 높은 에폭시기를 1 분자 중에 많이 포함하며, 또한 수용성이 높고, 불연속 섬유 (a1)에의 도포가 용이한 점에서, 글리세롤트리글리시딜에테르, 디글리세롤폴리글리시딜에테르, 폴리글리세롤폴리글리시딜에테르가 본 발명에서는 바람직하게 사용된다. 사이징제는, 불연속 섬유 (a1) 100질량부에 대하여 0.01 내지 5질량부 함유하고 있는 것이 바람직하고, 0.1 내지 2질량부 함유하고 있는 것이 보다 바람직하다. 또한, 바람직한 범위로서는, 상기 상한값의 어느 것과 하한값의 어느 것의 조합으로 할 수도 있다. 또한, 사이징제를 불연속 섬유 (a1)에 균등하게 부여하지 않고, 상기 바람직한 범위 내에서 선택적으로 높은 농도로 부여하는 부분과 낮은 농도로 부여하는 부분을 마련해도 된다.
사이징제를 불연속 섬유 (a1)에 부여하는 수단으로서는, 예를 들어 롤러를 통해 불연속 섬유 (a1)을 사이징제가 포함되는 액에 침지시키는 방법, 사이징제를 분무 상태로 하여 불연속 섬유 (a1)에 분사하는 방법 등을 들 수 있다. 이 때, 불연속 섬유 (a1)에 대한 사이징제의 부착량이 보다 균일해지도록, 사이징제를 용매로 희석하거나, 부여할 때의 온도, 사조 장력 등을 컨트롤하거나 하는 것이 바람직하다. 사이징제를 희석하는 용매는, 물, 메탄올, 에탄올, 디메틸포름아미드, 디메틸아세트아미드, 아세톤 등을 들 수 있지만, 제조 공정에 있어서의 취급이 용이하며 방재의 관점에서 물이 바람직하다. 이러한 용매는, 사이징제를 불연속 섬유 (a1)에 부여한 후, 가열에 의해 증발시켜 제거된다. 또한, 물에 불용 또는 난용인 화합물을 사이징제로서 사용하는 경우에는, 유화제 또는 계면 활성제를 첨가하고, 수분산하여 사용하는 것이 바람직하다. 유화제 또는 계면 활성제로서는, 음이온계 유화제, 양이온계 유화제, 비이온계 유화제 등을 사용할 수 있다. 이들 중에서도 상호 작용이 작은 비이온계 유화제를 사용하는 것이 사이징제의 효과를 저해하기 어려워 바람직하다.
불연속 섬유 (a1)의 섬유 길이로서는, 특별히 제한은 없지만, 보강 기재 (a) 및 일체화한 성형체의 역학 특성 및 성형성의 관점에서, 1 내지 50mm인 것이 바람직하고, 3 내지 30mm인 것이 보다 바람직하다. 또한, 바람직한 범위로서는, 상기 상한값의 어느 것과 하한값의 어느 것의 조합으로 할 수도 있다. 불연속 섬유 (a1)의 섬유 길이가 1mm 이상이면, 불연속 섬유 (a1)에 의한 보강 효과를 효율적으로 발휘할 수 있다. 또한, 50mm 이하이면 불연속 섬유 (a1)의 분산을 양호하게 유지할 수 있다. 또한, 섬유 길이는 모든 불연속 섬유 (a1)로 균등해도 되지만, 상기 바람직한 범위 내에서 긴 섬유와 짧은 섬유가 혼재해도 된다.
불연속 섬유 (a1)의 섬유 길이의 측정 방법으로서는, 예를 들어, 보강 기재 (a)의 수지만을 용해시키고, 남은 불연속 섬유 (a1)을 여과 분별하여 현미경 관찰에 의해 측정하는 방법이 있다(용해법). 수지를 용해하는 용제가 없는 경우에는, 불연속 섬유 (a1)이 산화 감량되지 않는 온도 범위에 있어서 수지만을 연소시켜 제거하고, 불연속 섬유 (a1)을 분별하여 현미경 관찰에 의해 측정하는 방법(연소 제거법) 등이 있다. 측정은 불연속 섬유 (a1)을 무작위로 400개 골라내어, 그의 길이를 1㎛ 단위까지 광학 현미경에서 측정하고, 섬유 길이와 그의 비율을 측정할 수 있다.
보강 기재 (a)에 있어서의 불연속 섬유 (a1)의 중량 비율은, 역학 특성과 성형성을 양립시키는 관점에서, 보강 기재 (a) 100질량%에 대하여 5 내지 60질량%가 바람직하고, 보다 바람직하게는 10 내지 50질량%이며, 더욱 바람직하게는 15 내지 40질량%이다. 또한, 바람직한 범위로서는, 상기 상한값의 어느 것과 하한값의 어느 것의 조합으로 할 수도 있다.
수지 (a2)는 특별히 제한은 없고, 예를 들어 열가소성 수지가 바람직하다. 구체적으로는 「폴리에틸렌테레프탈레이트(PET), 폴리부틸렌테레프탈레이트(PBT), 폴리트리메틸렌테레프탈레이트(PTT), 폴리에틸렌나프탈레이트(PEN), 액정 폴리에스테르 등의 폴리에스테르나, 폴리에틸렌(PE), 폴리프로필렌(PP), 폴리부틸렌 등의 폴리올레핀이나, 폴리옥시메틸렌(POM), 폴리아미드(PA), 폴리페닐렌술피드(PPS) 등의 폴리아릴렌술피드, 폴리케톤(PK), 폴리에테르케톤(PEK), 폴리에테르에테르케톤(PEEK), 폴리에테르케톤케톤(PEKK), 폴리에테르니트릴(PEN), 폴리테트라플루오로에틸렌 등의 불소계 수지」 등의 결정성 수지, 「스티렌계 수지 외에도, 폴리카르보네이트(PC), 폴리메틸메타크릴레이트(PMMA), 폴리염화비닐(PVC), 폴리페닐렌에테르(PPE), 폴리이미드(PI), 폴리아미드이미드(PAI), 폴리에테르이미드(PEI), 폴리술폰(PSU), 폴리에테르술폰, 폴리아릴레이트(PAR)」 등의 비정질성 수지, 그 밖에도 페놀계 수지, 페녹시 수지, 또한 폴리스티렌계, 폴리올레핀계, 폴리우레탄계, 폴리에스테르계, 폴리아미드계, 폴리부타디엔계, 폴리이소프렌계, 불소계 수지, 및 아크릴로니트릴계 등의 열가소 엘라스토머 등이나, 이들의 공중합체 및 변성체 등으로 선택되는 열가소성 수지를 들 수 있다. 그 중에서도, 얻어지는 일체화 성형체의 경량성의 관점에서는 폴리올레핀이 바람직하고, 강도의 관점에서는 폴리아미드가 바람직하다. 그리고, 표면 외관의 관점에서는 폴리카르보네이트나 스티렌계 수지와 같은 비정질성 수지가 바람직하고, 내열성의 관점에서는 폴리아릴렌술피드가 바람직하고, 연속 사용 온도의 관점에서는 폴리에테르에테르케톤이 바람직하고, 또한 내약품성의 관점에서는 불소계 수지가 바람직하게 사용된다. 또한, 수지 (a2)로서는 열경화성 수지를 사용할 수도 있고, 이러한 열경화성 수지로서는, 예를 들어 불포화 폴리에스테르, 비닐에스테르, 에폭시, 페놀, 우레아·멜라민, 폴리이미드나, 이들의 공중합체 및 변성체 등으로 선택되는 열경화 수지를 들 수 있다.
또한, 수지 (a2)에는, 그의 용도에 따라서 마이카, 탈크, 카올린, 하이드로탈사이트, 세리사이트, 벤토나이트, 조노틀라이트, 세피올라이트, 스멕타이트, 몬모릴로나이트, 월라스토나이트, 실리카, 탄산칼슘, 글래스 비즈, 유리 플레이크, 글래스 마이크로벌룬, 클레이, 이황화몰리브덴, 산화티타늄, 산화아연, 산화안티몬, 폴리인산칼슘, 그래파이트, 황산바륨, 황산마그네슘, 붕산아연, 붕산아칼슘, 붕산알루미늄 위스커, 티타늄산칼륨 위스커 및 고분자 화합물 등의 충전재, 금속계, 금속 산화물계, 카본 블랙 및 그래파이트 분말 등의 도전성 부여재, 브롬화 수지 등의 할로겐계 난연제, 삼산화안티몬이나 오산화안티몬 등의 안티몬계 난연제, 폴리인산암모늄, 방향족 포스페이트 및 적린 등의 인계 난연제, 유붕산 금속염, 카르복실산 금속염 및 방향족 술폰이미드 금속염 등의 유기산 금속염계 난연제, 붕산아연, 아연, 산화아연 및 지르코늄 화합물 등의 무기계 난연제, 시아누르산, 이소시아누르산, 멜라민, 멜라민시아누레이트, 멜라민포스페이트 및 질소화구아니딘 등의 질소계 난연제, PTFE 등의 불소계 난연제, 폴리오르가노실록산 등의 실리콘계 난연제, 수산화알루미늄이나 수산화마그네슘 등의 금속 수산화물계 난연제, 또한 기타 난연제, 산화카드뮴, 산화아연, 산화제1구리, 산화제2구리, 산화제1철, 산화제2철, 산화코발트, 산화망간, 산화몰리브덴, 산화주석 및 산화티타늄 등의 난연 보조제, 안료, 염료, 활제, 이형제, 상용화제, 분산제, 마이카, 탈크 및 카올린 등의 결정 핵제, 인산에스테르 등의 가소제, 열안정제, 산화 방지제, 착색 방지제, 자외선 흡수제, 유동성 개질제, 발포제, 항균제, 제진제, 방취제, 접동성 개질제 및 폴리에테르에스테르아미드 등의 대전 방지제 등을 첨가해도 된다. 특히, 용도가 전기·전자 기기, 자동차, 항공기 등의 경우에는, 난연성이 요구되는 경우가 있고, 인계 난연제, 질소계 난연제, 무기계 난연제가 바람직하게 첨가된다.
상기 난연제는 난연 효과의 발현과 함께, 사용하는 수지의 역학 특성이나 성형 시의 수지 유동성 등과 양호한 특성 밸런스를 유지하기 위해서, 수지 100질량부에 대하여 난연제 1 내지 20질량부로 하는 것이 바람직하다. 보다 바람직하게는 1 내지 15질량부이다.
한편, 본 발명에 있어서의 사출 성형체 (b)는, 불연속 섬유 (b1)과 수지 (b2)를 사출 성형하여 얻어지는 성형체이다.
사출 성형체 (b)는 역학 특성, 내열성을 향상시키는 관점에서 불연속 섬유 (b1)을 포함한다. 불연속 섬유 (b1)은 특별히 제한없이, 예를 들어 유리 섬유, 폴리아크릴로니트릴계, 레이온계, 리그닌계, 피치계 탄소 섬유(흑연 섬유를 포함함), 티타늄산칼륨 위스커, 산화아연 위스커, 탄산칼슘 위스커, 월라스토나이트 위스커, 붕산알루미늄 위스커, 아라미드 섬유, 알루미나 섬유, 탄화규소 섬유, 세라믹 섬유, 아스베스토 섬유, 석고 섬유, 금속 섬유 등, 일반적으로 강화 섬유로서 사용되는 것을 들 수 있고, 2종 이상의 섬유를 조합하여 사용해도 된다. 재료 비용과 역학 특성의 관점에서는 유리 섬유, 경량성과 역학 특성의 관점에서는 탄소 섬유가 바람직하다.
본 발명에 있어서의 수지 (b2)로서는 특별히 제한이 없으며, 수지 (a2)에서 예시한 것과 동일한 열가소성 수지를 예시할 수 있다. 성형성, 역학 특성의 관점에서 폴리올레핀, 폴리아미드, 폴리카르보네이트, 스티렌계 수지, 폴리아릴렌술피드, 폴리에테르에테르케톤, 불소계 수지가 바람직하고, 특히 바람직하게는 폴리올레핀, 폴리아미드, 폴리아릴렌술피드이다.
본 발명에 있어서의 수지 (b2)는, 보강 기재 (a)와 일체화하는 관점에서 수지 (a2)와 동종의 수지인 것이 바람직하다. 동종의 수지의 구체예로서, 폴리아미드 수지의 경우에는, 폴리아미드 6, 폴리아미드 11, 폴리아미드 12, 폴리아미드 66, 폴리아미드 610, 폴리아미드 612 등의 구조를 50질량% 이상 포함하는 폴리아미드, 공중합 폴리아미드를 들 수 있다. 또한 수지 (a2)와 화학 반응을 하는 관능기를 갖는 수지도 바람직하게 사용된다. 또한 수지 (a2)와의 SP값의 차가 2.5 이내인 수지도 바람직하게 사용된다. SP값은, 예를 들어 Fedors의 방법(Polymer Engineering and Science, vol.14, No.2, p147(1974))에 의해 계산할 수 있다.
사출 성형체 (b) 중의 불연속 섬유 (b1)과 수지 (b2)의 질량 비율은, 역학 특성과 성형성의 밸런스로부터, 수지 (b2) 100질량부에 대하여, 불연속 섬유 (b1)은 5 내지 200질량부가 바람직하고, 10 내지 100질량부가 보다 바람직하고, 특히 바람직하게는 20 내지 60질량부이다. 또한, 바람직한 범위로서는, 상기 상한값의 어느 것과 하한값의 어느 것의 조합으로 할 수도 있다. 또한, 일체화 성형체에 있어서는, 상기 바람직한 범위 내에서 해당 질량 비율이 높은 부분과 낮은 부분이 존재해도 된다.
불연속 섬유 (b1)은, 사이징제에 의해 표면 처리를 하는 것이 역학 특성 향상의 관점에서 바람직하다. 사이징제로서는 다관능 에폭시 수지, 아크릴산계 폴리머, 다가 알코올, 폴리에틸렌이민 등을 들 수 있다. 구체적으로는, 글리세롤트리글리시딜에테르, 디글리세롤폴리글리시딜에테르, 폴리글리세롤폴리글리시딜에테르, 소르비톨폴리글리시딜에테르, 아라비톨폴리글리시딜에테르, 트리메틸올프로판트리글리시딜에테르, 펜타에리트리톨폴리글리시딜에테르 등의 지방족 다가 알코올의 폴리글리시딜에테르, 폴리아크릴산, 아크릴산과 메타크릴산의 공중합체, 아크릴산과 말레산의 공중합체, 또는 이들의 2종 이상의 혼합물, 폴리비닐알코올, 글리세롤, 디글리세롤, 폴리글리세롤, 소르비톨, 아라비톨, 트리메틸올프로판, 펜타에리트리톨, 아미노기를 1 분자 중에 보다 많이 포함하는 폴리에틸렌이민 등을 들 수 있다. 이들 중에서도, 반응성이 높은 에폭시기를 1 분자 중에 많이 포함하며, 또한 수용성이 높고, 불연속 섬유 (b1)에의 도포가 용이한 점에서, 글리세롤트리글리시딜에테르, 디글리세롤폴리글리시딜에테르, 폴리글리세롤폴리글리시딜에테르가 본 발명에서는 바람직하게 사용된다.
사이징제는, 불연속 섬유 (b1) 100질량부에 대하여 0.01 내지 5질량부 함유되는 것이 바람직하고, 0.1 내지 2질량부 함유되는 것이 보다 바람직하다. 또한, 바람직한 범위로서는, 상기 상한값의 어느 것과 하한값의 어느 것의 조합으로 할 수도 있다. 또한, 사이징제를 불연속 섬유 (b1)에 균등하게 부여하지 않고, 상기 바람직한 범위에서 선택적으로 높은 농도로 부여하는 부분과 낮은 농도로 부여하는 부분을 마련해도 된다.
본 발명에 있어서, 사이징제를 불연속 섬유 (b1)에 부여하는 수단으로서는, 예를 들어 롤러를 통해 불연속 섬유 (b1)을 사이징제가 포함되는 액에 침지시키는 방법, 사이징제를 분무 상태로 하여 불연속 섬유 (b1)에 분사하는 방법 등을 들 수 있다. 이 때, 불연속 섬유 (b1)에 대한 사이징제의 부착량이 보다 균일해지도록, 사이징제를 용매로 희석하거나, 부여할 때의 온도, 사조 장력 등을 컨트롤하거나 하는 것이 바람직하다. 사이징제를 희석하는 용매는, 물, 메탄올, 에탄올, 디메틸포름아미드, 디메틸아세트아미드, 아세톤 등을 들 수 있지만, 제조 공정에 있어서의 취급이 용이하며 방재의 관점에서 물이 바람직하다. 이러한 용매는, 사이징제를 불연속 섬유 (b1)에 부여한 후 가열에 의해 증발시켜 제거된다. 또한, 물에 불용 또는 난용인 화합물을 사이징제로서 사용하는 경우에는, 유화제 또는 계면 활성제를 첨가하고, 수분산하여 사용하는 것이 바람직하다. 유화제 또는 계면 활성제로서는, 음이온계 유화제, 양이온계 유화제, 비이온계 유화제 등을 사용할 수 있다. 이들 중에서도 상호 작용이 작은 비이온계 유화제를 사용하는 것이 사이징제의 효과를 저해하기 어려워 바람직하다.
사출 성형체 (b)의 역학 특성, 치수 정밀도가 향상되는 관점에서, 불연속 섬유 (b1)의 질량 평균 섬유 길이 Lw는 0.4mm 이상인 것이 바람직하다. 질량 평균 섬유 길이는 길수록, 강도, 강성의 향상 효과가 높고, 특히 충격 강도의 현저한 향상 효과가 얻어진다. 불연속 섬유 (b1)의 질량 평균 섬유 길이 Lw의 상한은 3.0mm 이하인 것이 바람직하고, 이 범위의 질량 평균 섬유 길이 Lw로 함으로써 강도, 강성과 가공성의 밸런스가 양호해진다. 그리고 불연속 섬유 (b1)의 질량 평균 섬유 길이 Lw는, 더욱 바람직하게는 0.4mm 이상 1.0mm 이하이다. 또한, 불연속 섬유 (b1)은 모두 동일한 길이가 아니고, 다른 길이의 분포를 가지고 있어도 된다. 불연속 섬유 (b1)이 다른 길이의 분포를 가지고 있는 상태를 나타내기에, 상기하는 질량 평균 섬유 길이 Lw나, 하기하는 수평균 섬유 길이 Ln을 사용할 수 있다.
불연속 섬유 (b1)의 수평균 섬유 길이 Ln은, 측정수에 대한 섬유 길이의 단순한 평균값이며, 짧은 섬유 길이를 갖는 섬유의 기여를 민감하게 반영한다. 섬유 길이에 기초하는 보강 효과는, 섬유 길이가 길수록, 보강 효과가 크다. 섬유 길이가 긴 섬유와 섬유 길이가 짧은 섬유가 초래하는 효과에 상위가 있으므로, 이들을 동렬로 취급하는 것은, 바람직하지 않다. 섬유 길이가 긴 섬유가 행하는 보강 효과를 중시하는 경우, 질량 평균 섬유 길이 Lw를 고려하면 된다.
또한, 불연속 섬유 (b1)의 질량 평균 섬유 길이 Lw와 수평균 섬유 길이 Ln의 비 Lw/Ln에 의해, 섬유 길이의 분포를 알 수 있다. Lw/Ln의 값이 1보다 크면, 섬유 길이가 긴 섬유가 많이 포함되어 있게 된다. 불연속 섬유 (b1)의 질량 평균 섬유 길이 Lw와 수평균 섬유 길이 Ln의 비 Lw/Ln은 1.3 내지 2.0인 것이 바람직하다.
본 발명에 있어서, 불연속 섬유 (b1)의 수평균 섬유 길이 Ln, 불연속 섬유 (b1)의 질량 평균 섬유 길이 Lw, 및 그들의 비 Lw/Ln은, 다음의 방법에 의해 구해진다. 즉, 사출 성형체 (b)로부터, 길이 10mm, 폭 10mm 크기의 샘플을 잘라내어 시험편으로 한다. 이 시험편을, 수지 (b2)가 가용인 용제에 24시간 침지하고, 수지 성분을 용해시킨다. 수지 성분이 용해된 시험편을, 현미경으로 100배의 배율로 관찰한다. 이 관찰에 있어서, 시야 내의 섬유 중 임의의 400개에 대하여, 섬유 길이를 측정한다. 측정된 섬유 길이를 Li라 하고, 수평균 섬유 길이 Ln과 질량 평균 섬유 길이 Lw를, 다음 식에 기초하여 산출한다.
수평균 섬유 길이 Ln=(ΣLi)/(N)
여기서, N은 측정 개수(400개).
질량 평균 섬유 길이 Lw=(ΣLi2)/(ΣLi)
사출 성형체 (b)에는, 그의 용도에 따라서 마이카, 탈크, 카올린, 하이드로탈사이트, 세리사이트, 벤토나이트, 조노틀라이트, 세피올라이트, 스멕타이트, 몬모릴로나이트, 월라스토나이트, 실리카, 탄산칼슘, 글래스 비즈, 유리 플레이크, 글래스 마이크로벌룬, 클레이, 이황화몰리브덴, 산화티타늄, 산화아연, 산화안티몬, 폴리인산칼슘, 그래파이트, 황산바륨, 황산마그네슘, 붕산아연, 붕산아칼슘, 붕산알루미늄 위스커, 티타늄산칼륨 위스커 및 고분자 화합물 등의 충전재, 금속계, 금속 산화물계, 카본 블랙 및 그래파이트 분말 등의 도전성 부여재, 브롬화 수지 등의 할로겐계 난연제, 삼산화안티몬이나 오산화안티몬 등의 안티몬계 난연제, 폴리인산암모늄, 방향족 포스페이트 및 적린 등의 인계 난연제, 유붕산 금속염, 카르복실산 금속염 및 방향족 술폰이미드 금속염 등의 유기산 금속염계 난연제, 붕산아연, 아연, 산화아연 및 지르코늄 화합물 등의 무기계 난연제, 시아누르산, 이소시아누르산, 멜라민, 멜라민시아누레이트, 멜라민포스페이트 및 질소화구아니딘 등의 질소계 난연제, PTFE 등의 불소계 난연제, 폴리오르가노실록산 등의 실리콘계 난연제, 수산화알루미늄이나 수산화마그네슘 등의 금속 수산화물계 난연제, 또한 기타 난연제, 산화카드뮴, 산화아연, 산화제1구리, 산화제2구리, 산화제1철, 산화제2철, 산화코발트, 산화망간, 산화몰리브덴, 산화주석 및 산화티타늄 등의 난연 보조제, 안료, 염료, 활제, 이형제, 상용화제, 분산제, 마이카, 탈크 및 카올린 등의 결정 핵제, 인산에스테르 등의 가소제, 열안정제, 산화 방지제, 착색 방지제, 자외선 흡수제, 유동성 개질제, 발포제, 항균제, 제진제, 방취제, 접동성 개질제 및 폴리에테르에스테르아미드 등의 대전 방지제 등을 첨가해도 된다. 특히, 용도가 전기·전자 기기, 자동차, 항공기 등인 경우에는, 난연성이 요구되는 경우가 있고, 인계 난연제, 질소계 난연제, 무기계 난연제가 바람직하게 첨가된다.
상기한 바와 같은 보강 기재 (a)와 사출 성형체 (b)가 일체화된 본 발명의 일체화 성형체에 있어서, 보강 기재 (a)는, 「보강 기재 (a)의 장축 방향을 10등분으로 구분한 영역의 각각에 있어서의 불연속 섬유 (a1)의 배향 각도(α)」의 차가 10° 이내이다. 또한, 해당 배향 각도(α) 및 그의 차는 다음과 같이 산출한다.
먼저, 각 영역에 있어서의 불연속 섬유 (a1)의 배향 각도(α)를 산출한다. 일체화한 보강 기재의 표면을 연마하고, 그의 장축 방향을 10등분한 영역의 각각에 있어서, 무작위로 100개의 섬유를 골라낸다. 연마면의 섬유는 일반적으로 타원형으로 확인되고, 이 타원의 장축 방향을 섬유의 배향 방향으로 한다. 각도의 기준은, 사출 성형체의 용접선의 방향으로 하여, 용접선의 방향에 대한 골라낸 섬유의 배향 방향이 이루는 각도(이하, 배향 각도 αi라고 약칭한다.)를 모두 측정한다. 이 배향 각도 αi를 사용하여, 다음 식에 의해, 각 영역에 있어서의 불연속 섬유 (a1)의 배향 각도(α)를 산출한다.
α=Σ(αi)/100
αi: 측정한 배향 각도(i=1, 2, 3, ···, 100)
그리고, 10개의 영역에 있어서의 「불연속 섬유 (a1)의 배향 각도(α)」의 값으로부터, 최댓값(αmax)과 최솟값(αmin)을 특정하고, 그들로부터 「배향 각도의 차」를 다음과 같이 산출한다.
배향 각도의 차(°)=αmax-αmin
αmax=보강 기재의 장축 방향을 10등분한 영역의 각각에 있어서 측정한 섬유의 배향 각도(α)의 최댓값
αmin=보강 기재의 장축 방향을 10등분한 영역의 각각에 있어서 측정한 섬유의 배향 각도(α)의 최솟값.
이러한 배향 각도차의 보강 기재 (a)가 사출 성형체 (b)의 용접선을 덮음으로써, 일체화 성형체 전체로서의 균질성이 담보되어, 응력 집중을 억제하는 것이 가능하고, 보강 기재 (a)와 사출 성형체 (b)의 접합 강도를 7MPa 이상으로 할 수 있다. 접합 강도가 7MPa보다도 작은 경우에는, 용접선의 보강 효과가 충분하지 않고, 양호한 일체화 성형체라고는 할 수 없는 경우가 있다. 바람직하게는 10MPa 이상이다. 접합 강도의 상한에 대하여는, 특별히 제한은 없고, 굳이 말하자면, 완전히 접합 계면이 일체화된 경우, 사용하는 수지의 인장 강도와 동일하게, 예를 들어 폴리아미드의 경우 150MPa이다.
접합 강도의 측정 방법은 이하와 같다. 먼저, 도 2에 도시한 바와 같이 보강 기재와 사출 성형체가 일체화된 부분을 시험편(도 3의 (a))으로서 잘라내고, 이어서 도 3의 (b)에 도시한 바와 같은 측정 장치의 지그에, 접착제(예를 들어, 쓰리본드 1782, 가부시키가이샤 쓰리본드제)를 도포하여, 23±5℃, 50±5%RH에서 4시간 방치한 후에, 상기 시험편을 접착시켜 고정한다. 이어서, 인장 시험을 25℃의 분위기 온도에서 행한다. 이 때, 시험 개시 전에, 적어도 5분간, 시험편에 인장 시험의 부하가 걸리지 않는 상태를 유지하고, 또한 시험편에 열전대를 배치하여, 분위기 온도와 동등하게 된 것을 확인한 후에, 인장 시험을 행한다. 인장 시험은, 인장 속도 1.27mm/분으로, 양자의 접착면으로부터 90° 방향으로 인장하여 행하고, 그의 최대 하중(보강 기재와 사출 형성체가 분리되기 시작할 때의 하중, 즉, 파단 하중)을 접합 면적으로 나눈 값을 접합 강도(단위: MPa)로 한다. 시료수는 n=5로 하고, 그의 평균을 채용하는 것으로 한다.
또한, 본 발명에 있어서는, 상기한 바와 같은 배향 각도차의 보강 기재 (a)가 사출 성형체 (b)의 용접선을 덮음으로써, 사출 성형체와 균일하게 일체화하는 것이 가능해지고, 일체화 성형체에 있어서의 보강 기재의 두께 변동이 10% 이하로 된다. 보강 기재와 사출 성형체를 일체화할 때에는 통상 보강 기재에 두께의 변동이 발생하기 쉽지만, 두께 변동이 10%보다도 큰 경우에는, 성형체에 하중이 가해졌을 때, 두께의 변동 부분에 응력이 집중된 결과, 성형체 파괴의 기점이 되는 경우가 있다. 바람직하게는 5% 미만이다. 해당 두께의 변동의 하한에 대하여는, 특별히 제한은 없고, 굳이 말하자면 0%이다. 또한, 해당 두께의 변동이 크고, 10%를 초과하는 경우, 두께가 얇은 장소에 응력이 집중되는 경향이 있고, 하기하는 보강 기재 (a)와 사출 성형체 (b)의 접합 강도가 충분한 것이 되지 않는 경우가 있다.
해당 두께 변동의 측정 방법은 이하와 같다. 도 2에 도시한 바와 같이 일체화 성형체로부터 보강 기재와 사출 성형체가 일체화된 부분을 잘라내고, 에폭시 수지에 포매한 다음, 도 4에 도시한 바와 같이 절단면이 관찰면이 되도록 연마하여 시험편을 제작한다. 상기 시험편을 레이저 현미경(예를 들어, 키엔스(주)제, VK-9510)에서 200배로 확대하여, 보강 기재 두께의 관찰을 행한다. 관찰 화상을 범용 화상 해석 소프트웨어 상에 전개하여, 소프트웨어에 내장된 프로그램을 이용하거나 하여 관찰 화상 중에서 보이는 보강 기재의 평균 두께 t1, 최대 두께 t2 및 최소 두께 t3을 측정하고, 다음 식으로부터 일체화 성형체에 있어서의 보강 기재의 두께 변동(%)을 산출한다. 보강 기재의 평균 두께 t1은, 관찰 화상 중의 보강 기재 단면을 폭 방향으로 10등분하였을 때의 양단을 제외한 각 분할점에 있어서 두께를 측정하고, 그의 평균값을 가지고 보강 기재의 평균 두께로 한다.
두께 변동(%)=((t2(mm)-t3(mm))/t1(mm))/100.
또한, 보강 기재 (a)는 사출 성형체 (b)에 형성되는 용접선에 대한 보강 효과와 사출 성형체 (b)의 성형성의 관점에서, 다음과 같이 구성하는 것이 바람직하다. 즉, 보강 기재 (a)와 사출 성형체 (b)로 구성되는 일체화 성형체의 용접선부의 두께 T에 대한 보강 기재 (a)의 두께 Ta의 비율을, 사출 성형체 (b)의 용접선에 있어서의 굽힘 탄성률 Ebw, 보강 기재의 굽힘 탄성률 Ea(용접선과 직행하는 방향, 즉, 용접선의 폭 방향)를 사용하여 표현되는 이하의 식에서 구해지는 값(이후에 있어서, 중립 보강 기재 비율이라 칭하는 경우가 있음) 이하로 하는 것이 바람직하다.
Ea≠Ebw의 경우
중립 보강 기재 비율=(Ebw-√(Ea×Ebw))/(Ebw-Ea)
Ea=Ebw의 경우
중립 보강 기재 비율=0.5
Ea: 보강 기재 (a)의 굽힘 탄성률(용접선의 폭 방향)
Ebw: 사출 성형체 (b)의 용접선의 굽힘 탄성률(용접선의 폭 방향)
Ta/T가 중립 보강 기재 비율보다도 커지면, 보강 기재 두께가 증가하는 것에 의한 보강 효과의 향상이 작고, 공연히 보강 기재 (a)의 두께를 증가시키게 된다. 또한, 사출 성형체 (b)를 보강 기재 (a)와 일체화 성형할 때, 용접선에 상당하는 위치에서의 수지 유동성이 충분하지 않아, 양호한 성형체를 얻는 것이 어렵다. 동일한 관점에서 Ta/T는 중립 보강 기재 비율의 0.9 이하가 보다 바람직하다.
한편, Ta/T는 중립 보강 기재 비율의 0.05 이상인 것이 바람직하다. 두께가 중립 보강 기재 비율의 0.05 미만이면, 보강 기재 (a)에 의한 용접선부의 보강 효과가 작아지기 쉽고, 일체화 성형체의 용접선부에서의 물성이 충분한 것이 되지 않는 경우가 있다. 보다 바람직하게는 0.2 이상이다.
보다 구체적으로는, 보강 기재 (a)는 그 자체의 취급성과 사출 성형체 (b)의 성형성의 관점에서, 두께가 0.25mm 이하인 것이 바람직하다. 두께가 0.25mm보다도 두꺼운 경우에는, 사출 성형체 (b)를 포함하는 성형체를 일체화 성형할 때, 용접선의 수지 유동성이 충분하지 않아, 양호한 성형체를 얻을 수 없는 경우가 있다. 더욱 바람직하게는 0.2mm 이하이다. 한편, 보강 기재 (a)는 두께가 0.03mm 이상인 것이 바람직하다. 두께가 0.03mm 미만이면, 보강 기재 (a)의 취급성이 어렵고, 금형 내에 인서트하는 과정에서, 보강 기재가 찢어지는 경우가 있다. 보다 바람직하게는 0.05mm 이상이다.
또한, 보강 기재의 두께는, 기재의 동일면에 있어서 2점 X, Y를 직선 거리 XY가 가장 길어지도록 결정하고, 해당 직선 XY를 10등분하였을 때의 양단 XY를 제외한 각 분할점에 있어서 두께를 측정하여, 그의 평균값을 가지고 보강 기재의 두께로 한다.
본 발명의 일체화 성형체에 있어서는, 보강 기재 (a)의 굽힘 탄성률 Ea와 비용접선부에 있어서의 사출 성형체 (b)의 굽힘 탄성률 Eb의 비 Ea/Eb가 0.7 내지 1.3인 것도 바람직하다. 이러한 굽힘 탄성률의 비가 0.7 내지 1.3이면, 사출 성형체와 보강 기재의 접합면 또는 해당 보강 기재 단부에 응력이 집중되기 어려워져, 용접선의 보강과 일체화 성형체의 강도가 양립된 성형체를 얻을 수 있다. 보다 바람직하게는 0.8 내지 1.2이다. 또한, 바람직한 범위로서는, 상기 상한값의 어느 것과 하한값의 어느 것의 조합으로 할 수도 있다. 또한, 이러한 탄성률의 비는, 일체화 성형체의 비용접선부 전역에서 일정해도 되지만, 상기 바람직한 범위 내에서 높은 부분과 낮은 부분이 존재해도 된다.
보다 구체적으로, 보강 기재 (a)는 굽힘 탄성률이 10GPa 이상인 것이 바람직하다. 보다 바람직하게는 15GPa 이상이다. 굽힘 탄성률의 하한에 대하여는, 특별히 제한은 없다. 보강 기재 (a)의 굽힘 탄성률이 10GPa 이상이면, 보강 기재와 사출 성형체가 일체화될 때의 성형 압력(사출 수지압)에 의한 보강 기재의 변형이 억제되어, 일체화 후의 보강 기재의 꼬임, 변형 등이 발생하기 어렵다. 또한, 보강 기재 (a)의 굽힘 탄성률이 15GPa 이상이면, 보강 기재의 폭을 작게 해도, 일체화 후의 보강 기재의 꼬임, 변형 등이 발생하기 어렵다. 덧붙여, 보강 기재 (a)의 굽힘 탄성률이 실질적으로 등방성이면, 보강 기재와 사출 성형체가 일체화될 때, 보강 기재에 대하여 어느 방향으로부터 성형 압력이 가해져도, 일체화 후의 보강 기재의 꼬임, 변형 등이 발생하기 어렵다.
또한, 사출 성형체 (b)도, 비용접선부에 있어서 굽힘 탄성률이 10GPa 이상인 것이 바람직하다. 보다 바람직하게는 15GPa 이상이며, 더욱 바람직하게는 20GPa 이상이다. 이러한 굽힘 탄성률의 하한에 대하여는, 특별히 제한은 없다. 비용접선부에 있어서의 사출 성형체 (b)의 굽힘 탄성률이 10GPa 이상, 또한 15GPa 이상이면, 강성이 높은 일체화 성형체가 얻어진다.
보강 기재 (a) 및 비용접선부에 있어서의 사출 성형체 (b)의 굽힘 탄성률의 측정은, ISO178법(1993)에 준거하여 측정한다. 각각 측정수는 n=5로 하고, 평균값을 보강 기재 (a)와 사출 성형체 (b)의 굽힘 탄성률로 한다. 그리고, 보강 기재 (a)와 사출 성형체 (b)의 굽힘 탄성률로부터 굽힘 탄성률의 비 Ea/Eb를 구한다. 또한, 「비용접선부」란, 사출 성형체의 용접선 이외의 부분을 말하고, 사용하는 사출 수지 본래의 특성을 발휘할 수 있는 부분을 말한다. 또한, 본 발명에 사용되는 보강 기재는, 일체화 전후에서 물성이 변화되지 않는다고 생각되기 때문에, 일체화 전의 물성값으로 일체화 후의 물성값으로서 대용할 수 있다.
본 발명의 일체화 성형체에 있어서는, 보강 기재 (a)의 굽힘 강도 σa와 비용접선부에 있어서의 사출 성형체 (b)의 굽힘 강도 σb의 비 σa/σb가 0.7 내지 1.3인 것도 바람직하다. 이러한 굽힘 강도의 비가 0.7 내지 1.3이면, 사출 성형체의 용접선의 보강에 대하여, 과도한 보강을 하는 일이 없기 때문에, 성형체의 비용 삭감 및 경량화의 관점에서 바람직하다. 보다 바람직하게는 0.8 내지 1.2이다. 또한, 바람직한 범위로서는, 상기 상한값의 어느 것과 하한값의 어느 것의 조합으로 할 수도 있다. 또한, 굽힘 강도의 비는, 일체화 성형체의 비용접선부 전역에서 일정해도 되지만, 상기 바람직한 범위 내에서 높은 부분과 낮은 부분이 존재해도 된다
구체적으로, 보강 기재 (a)는 굽힘 강도가 200MPa 이상인 것이 바람직하다. 보다 바람직하게는 300MPa 이상이다. 그리고, 사출 성형체 (b)도, 비용접선부에 있어서의 굽힘 강도가 200MPa 이상인 것이 바람직하다. 보다 바람직하게는 300MPa 이상이다. 이러한 굽힘 강도의 하한에 대하여는, 특별히 제한은 없다. 사출 성형체 (b)의 굽힘 강도, 나아가 그와 아울러 보강 기재 (a)의 굽힘 강도가 200MPa 이상이면, 일체화 성형체에 하중이 가해져도 파괴되기 어렵기 때문에, 바람직하다.
보강 기재 (a) 및 비용접선부에 있어서의 사출 성형체 (b)의 굽힘 강도의 측정은, ISO178법(1993)에 준거하여 측정한다. 각각 측정수는 n=5로 하고, 평균값을 보강 기재 (a)와 사출 성형체 (b)의 굽힘 강도로 한다. 그리고, 보강 기재 (a)와 사출 성형체 (b)의 굽힘 강도로부터 굽힘 강도의 비 σa/σb를 구한다. 또한, 보강 기재 (a)와 사출 성형체 (b)의 굽힘 강도의 비를이 범위 내로 하기 위해서는, 예를 들어 각각의 섬유 함유량을 동등 정도로 하면 된다.
또한, 보강 기재 (a)는 실질적으로 등방성인 것이 바람직하다. 실질적으로 등방성이면, 보강 기재 (a)의 굽힘 강도, 굽힘 탄성률, 선팽창 계수가 측정 방향에 구애받지 않고 동등한 것을 가리킨다. 보다 구체적으로는, 보강 기재 (a)를 임의의 방향을 0° 방향으로 하고, 0°, +45°, -45°, 90°의 4 방향에 대하여 시험편을 잘라내어, 각각의 방향의 시험편에 대하여, 굽힘 강도, 굽힘 탄성률은 ISO178법(1993), 선팽창 계수는 ISO11359-2(1999, TMA)에 준거하여 측정하고, 그 최댓값이 최솟값의 1.3배 이하인, 즉, 방향에 구애받지 않고 굽힘 강도, 굽힘 탄성률, 선팽창 계수가 균일한 것을 나타내는 것이 바람직하다. 보강 기재 (a)가 실질적으로 등방성임으로써, 용접선을 보강할 때에 기재의 방향을 고려하지 않고 사출 성형체와 일체화 보강할 수 있기 때문에 바람직하다. 또한, 사출 성형에 의해 보강 기재를 박육이나 복잡 형상의 성형체와 일체화하는 경우에도, 성형 압력에 의한 보강 기재의 섬유 흐트러짐이나 사출 수지로의 매몰을 방지할 수 있어 바람직하다.
보강 기재 (a)를 실질적으로 등방성으로 하기 위해서는, 불연속 섬유 (a1)이 대략 모노 필라멘트상이면서 랜덤하게 분산된 상태인 것이 바람직하다. 여기서, 불연속 섬유 (a1)이 대략 필라멘트상이라는 것은, 불연속 섬유 (a1)이 500개 미만의 세섬도 스트랜드로써 존재하는 것을 가리킨다. 보다 바람직하게는 불연속 섬유 (a1)이 모노 필라멘트상으로 분산되어 있는 것이다. 또한, 랜덤하게 분산되어 있다는 것은, 보강 기재 (a)의 단면 관찰 화상 중에 있어서의 불연속 섬유의 이차원 배향각의 산술 평균값이 30° 이상, 60° 이하의 범위 내에 있는 것을 말한다. 이러한 이차원 배향각이란, 서로 교차하는 2개의 불연속 섬유 (a)로 형성되는 각도이며, 교차하는 단섬유끼리가 형성하는 각도 중, 0° 이상, 90° 이하의 범위 내인 예각측의 각도로 정의한다.
불연속 섬유 (a1)이 랜덤하게 배향된 상태의 보강 기재 (a)를 얻는 방법에 대하여는, 특별히 제한은 없지만, 예를 들어 (1) 촙드 형태를 갖는 불연속 섬유 다발을 기류 제트 하에서 개섬, 분산하고, 그 분산물을 컨베이어 벨트 상에 집적시킨 것에, 수지를 함침 복합하여 프레스 성형하여 얻는 방법, (2) 촙드 형태를 갖는 불연속 섬유 다발과 수지 섬유를 기류 제트 하에서 개섬, 혼합하고, 그 혼합물을 컨베이어 벨트 상에 집적시킨 것을 프레스 성형하여 얻는 방법, (3) 촙드 형태를 갖는 불연속 섬유를 분산액 중에서 개섬, 분산하고, 유공(有孔) 지지체 상에 초지한 것에, 수지를 함침 복합하여 프레스 성형하여 얻는 방법, (4) 촙드 형태를 갖는 불연속 섬유 다발과 수지 섬유를 분산액 중에서 개섬, 혼합하고, 유공 지지체 상에 초지한 것을 프레스 성형하여 얻는 방법, (5) 촙드 형태를 갖는 불연속 섬유를 카드기에 의해 개섬, 분산하고, 그 분산물을 컨베이어 벨트 상에 집적시킨 것에, 수지를 함침 복합하여 프레스 성형하여 얻는 방법, 및 (6) 촙드 형태를 갖는 불연속 섬유 다발과 수지 섬유를 카드기에 의해 개섬, 혼합하고, 그 혼합물을 컨베이어 벨트 상에 집적시킨 것을 프레스 성형하여 얻는 방법 등을 들 수 있다. 보다 바람직하게는 불연속 섬유 다발의 개섬성이 우수하고, 또한 그 불연속 섬유의 섬유 길이를 길게 유지할 수 있는 (1) 내지 (4)의 방법이 사용되고, 더욱 바람직하게는 생산성의 관점에서, (3) 또는 (4)의 방법이 사용된다.
(1) 또는 (2)의 방법으로는, 기류의 흐름을 제어함으로써, 불연속 섬유를 단섬유상으로 균일하게 분산하여, 보강 기재 (a)의 등방성을 향상시킬 수 있다. (3) 또는 (4)의 방법에 있어서는, 분산액량에 대한 불연속 섬유의 농도를 낮추거나, 분산액을 교반하는 교반 날개를 교반력이 큰 형상으로 하거나, 또는 교반 날개의 회전수를 높게 함으로써, 불연속 섬유를 단섬유상으로 균일하게 분산하여, 보강 기재 (a)의 등방성을 향상시킬 수 있다.
성형체의 경량성을 높이는 관점에서, 보강 기재 (a)의 비중은 0.5 내지 1.5인 것이 바람직하다. 보다 바람직하게는 0.5 내지 1.3이며, 더욱 바람직하게는 0.5 내지 1.1이다. 비중의 측정은, 보강 기재 (a)를 잘라내어, ISO1183(1987)에 준거하여 측정한다.
또한, 보강 기재 (a)는 선팽창 계수가 7×10-6/K 이하인 것이 바람직하다. 보다 바람직하게는 5×10-6/K 이하이다. 보강 기재 (a)는 선팽창 계수가 7×10-6/K 이하이며, 또한 실질적으로 등방성인 것이 보다 바람직하다. 선팽창 계수의 하한에 대하여는, 특별히 제한은 없다.
선팽창 계수의 측정은, ISO11359-2(1999)에 준거하여 측정한다. 보강 기재 (a)의 선팽창 계수가 7×10-6/K 이하이면, 보강 기재와 사출 성형체가 일체화될 때에 보강 기재의 변형이 억제되어, 일체화 후의 보강 기재의 꼬임, 변형 등이 발생하기 어렵다. 또한, 보강 기재 (a)의 선팽창 계수가 5×10-6/K 이하이면, 보강 기재의 폭을 작게 해도, 일체화 후의 보강 기재의 꼬임, 변형 등이 발생하기 어렵다.
보강 기재 (a)의 형태에 특별히 제한은 없고, 시트상, 테이프상의 형태를 들 수 있지만, 용접선을 따라서 효율적으로 배치하는 관점에서 테이프상의 기재가 바람직하다. 보강 기재가 얇은 테이프상이면, 유연성을 가지고, 취급성이 우수하며, 자동 테이프 적층 장치 ATL(Automated Tape Laying) 등에 의해, 사출 금형 내에 보강 기재 (a)를 인서트할 수 있어, 생산성, 복잡 형상에 대한 대응성으로부터 바람직하다. 테이프상이란, 얇고 가늘며 긴 띠 형상의 것이다.
그리고, 본 발명의 일체화 성형체에 있어서는, 보강 기재 (a)가 사출 성형체 (b)의 용접선의 폭 방향에 있어서 2.5 내지 15mm의 거리에 걸쳐 사출 성형체와 일체화되어 있는 것이 바람직하다. 용접선의 폭 방향에 있어서의 2.5 내지 15mm의 거리에 걸쳐 사출 성형체와 일체화함으로써, 용접선의 보강과 성형체의 경량화 및 성형성을 양립시킬 수 있기 때문에 바람직하다. 그 때문에 보강 기재 (a)로서도, 폭(용접선의 폭 방향)이 2.5 내지 15mm인 것이 바람직하다. 보다 바람직하게는 3 내지 12.5mm, 더욱 바람직하게는 5 내지 10mm이다. 또한, 바람직한 범위로서는, 상기 상한값의 어느 것과 하한값의 어느 것의 조합으로 할 수도 있다. 또한, 상기 바람직한 범위 내에서 폭넓게 일체화되어 있는 부분과 폭좁게 일체화되어 있는 부분이 존재해도 된다.
보강 기재 (a)의 길이에 대하여는, 보강 기재의 폭에 대하여 1.2배 이상이 바람직하고, 보다 바람직하게는 2배 이상이다. 보강 기재의 길이의 상한에 대하여는, 특별히 제한은 없다. 또한, 보강 기재 (a)의 두께는 0.03 내지 0.25mm인 것이 바람직하다.
또한, 용접선의 폭은 일체화 성형체의 두께에 따라서 변화되는 점에서, 보강 기재 (a)가 사출 성형체 (b)의 용접선의 폭 방향에 있어서, 이하의 관계를 충족하여, 용접선의 일부 또는 전부를 덮어 사출 성형체 (b)와 일체화되어 있는 것이 바람직하다.
1≤Wa/5√T≤10
Wa: 보강 기재 (a)의 폭
T: 일체화 성형체의 용접선부의 두께
상기 관계를 충족함으로써, 용접선의 보강과 성형체의 경량화 및 성형성을 양립시킬 수 있기 때문에 바람직하다. 보다 바람직하게는 2≤Wa/5√T≤5이다.
또한, 본 발명의 일체화 성형체에 있어서는, 보강 기재 (a)가 일체화 성형체의 투영 면적에 대하여 50% 이하인 것이 바람직하다. 즉, 일체화 성형체를 보강 기재 (a)가 배치된 면이 수평 방향 또한 상향이 되게 배치하여 상측 방향으로 투영하였을 때, 일체화 성형체의 투영 면적의 50% 이하의 범위에서 보강 기재 (a)가 배치되어 있는 것이 바람직하다. 해당 면적비가 50% 이하이면, 사출 금형 캐비티 내에서의 사출 수지의 유동성이 향상되기 때문에, 박육 성형이나 복잡 형상 성형에 유리한 경우가 있다. 또한, 사출 성형 시의 에어 또는 사출 수지의 분해 가스의 배출이나 성형체의 경량화의 관점에서도 우수하다. 상기 비는 바람직하게는 30% 이하이다. 또한, 일체화 성형체의 투영 면적에 대한 보강 기재 (a)의 면적의 하한은, 용접선의 보강의 관점에서 5% 이상이 바람직하고, 더욱 바람직하게는 10% 이상이다.
이러한 본 발명의 일체화 성형체는, 예를 들어 이하와 같은 방법으로 제조할 수 있다. 불연속 섬유 (a1)과 수지 (a2)를 갖는 보강 기재 (a)를, 불연속 섬유 (b1)과 수지 (b2)를 갖는 사출 성형체 (b)의 용접선에 일체화하는 데 있어서,
(i) 보강 기재 (a)를 금형 내에 배치(레이업)하는 경우에는, 보강 기재 (a)로서, 금형 내에 배치하였을 때의 보강 기재 (a)의 길이 방향을 10등분으로 구분한 영역의 각각에 있어서의 불연속 섬유 (a1)의 배향 각도의 차가 10° 이내인 것을 사용한다. 이렇게 함으로써, 보강 기재 (a)를 금형 내에 레이업했을 때, 금형과 접하지 않은 보강 기재 (a)의 면적의 비율을 5% 이하로 할 수 있고, 상기한 바와 같은 일체화 성형체를 얻을 수 있다. 또한,
(ii) 보강 기재 (a)를 직접, 사출 성형체 (b)에 레이업하는 경우에는, 보강 기재 (a)로서, 사출 성형체 (b)에 레이업했을 때의 보강 기재 (a)의 길이 방향을 10등분으로 구분한 영역의 각각에 있어서의 불연속 섬유 (a1)의 배향 각도의 차가 10° 이내인 것을 사용한다. 이렇게 함으로써, 보강 기재 (a)를 사출 성형체 (b)에 레이업했을 때, 사출 성형체 (b)와 접하지 않은 보강 기재 (a)의 면적을 5% 이하로 할 수 있고, 상기한 바와 같은 일체화 성형체를 얻을 수 있다.
보강 기재 (a)를 금형 내에 배치 또는 사출 성형체 (b)에 레이업했을 때의, 보강 기재 (a)의 길이 방향을 10등분으로 구분한 영역의 각각에 있어서의 불연속 섬유 (a1)의 배향 각도의 차가 10% 이내인 것은, 보강 기재 (a)와 사출 성형체 (b)의 일체화 시에, 보강 기재 (a)의 기재 흐트러짐이 적은 것을 의미한다. 그리고, 보강 기재 내의 섬유가 균일하게 분산되어 있기 때문에, 응력의 집중을 방지하는 것이 가능하다.
보강 기재 (a)와 사출 성형체 (b)는, 사출 성형체 (b)를 사출 성형할 때에 사출 성형 금형 내에 보강 기재 (a)를 배치해둠으로써, 사출 성형과 동시에 양자를 일체화하거나, 또는 직접, 사출 성형체 (b)에 보강 기재 (a)를 레이업함으로써, 양자를 일체화하지만, 사출 성형 금형 내의 용접선의 발생이 예상되는 장소에 보강 기재 (a)를 배치한 후에 사출 성형함으로써, 또는 사출 성형체 (b)의 용접선이 존재하는 부분에 보강 기재 (a)를 레이업함으로써, 보강 기재 (a)를, 사출 성형체 (b)의 용접선의 일부 또는 전부를 덮도록 사출 성형체 (b)와 일체화한다.
사출 성형 금형에 보강 기재 (a)를 배치하는 방법으로서는, 보강 기재 (a)를 미리 예비 부형한 후, 금형에 인서트하여 성형하는 방법이나, 자동 테이프 적층 장치 ATL(Automated Tape Laying)에 의해, 히터 가열, 레이저 가열 등으로 보강 기재 (a)를 연화·용융시켜 금형 내에 첩부하는 방법 등을 들 수 있다. 보강 기재 (a)를 미리 예비 부형한 후, 금형에 인서트하여 성형하는 방법은, 치수 정밀도가 우수한 일체화 성형체를 높은 생산성으로 얻어지는 점에서 바람직하다.
동일하게, 보강 기재 (a)를 사출 성형체 (b)에 직접 레이업하는 방법으로서는, 보강 기재 (a)를 미리 예비 부형한 후, 사출 성형체 (b)에 레이업하여 일체화하는 방법이나, 자동 테이프 적층 장치 ATL(Automated Tape Laying)에 의해, 히터 가열, 레이저 가열 등으로 보강 기재 (a)를 연화·용융시켜, 사출 성형체 (b)에 레이업하는 방법 등을 들 수 있다. 보강 기재 (a)를 미리 예비 부형한 후, 사출 성형체 (b)와 일체화하는 방법은, 치수 정밀도가 우수한 일체화 성형체를 높은 생산성으로 얻어지는 점에서 바람직하다.
보강 기재 (a)를 미리 예비 부형하는 방법으로서는, 프레스 성형, 오토클레이브 성형, 인발 성형 등을 들 수 있고, 생산성과 복잡 형상에 대한 대응성의 양립으로부터 프레스 성형이 바람직하다. 또한, 예비 부형은 복수회로 나누어 행해도 된다. 즉, 상기 성형을 받은 것을 복수매 겹쳐, 다시 상기의 성형을 행하여 가열 융착해도 된다.
본 발명에 있어서, 보강 기재 (a)를 금형 내에 레이업했을 때의 해당 금형과 접하지 않은 보강 기재 (a)의 면적의 비율 Sa는, 인서트 시의 보강 기재 (a)에 있어서의, 사출 성형 금형에 첩부되는 측의 표면적 Sb에 대한, Sb로부터 사출 성형에 의해 실제로 사출 성형 금형에 첩부된 보강 기재 (a)의 표면적 Sc를 제외한 면적의 비이며, 다음 식에 의해 산출할 수 있다.
Sa(%)=(|Sb-Sc|/Sb)×100
바꿔 말하면, 여기에서 말하는 Sb는, 사용하는 보강 기재 (a)를 금형에 인서트하였을 때, 첩부 가능한 최대의 면적이며, 통상은 노기스나 정규를 사용하여 인서트 전의 보강 기재 (a)의 치수로부터 구할 수 있다. Sc는, 표면에 도료를 도포한 보강 기재 (a)를 사출 성형 금형 내에 첩부한 후에 분리하고, 노기스나 정규를 사용하여 사출 성형 금형 내에 전사한 도료의 치수로부터 구할 수 있다.
금형 내에 레이업했을 때의, 금형과 접하지 않은 보강 기재 (a)의 면적의 비율 Sa가 5% 이하임으로써, 사출 성형 금형이 형 폐쇄되지 않거나 하는 성형 불량의 발생을 저감시킬 수 있다. 또한, 사출 성형된 사출 성형체 (b)에 의한 압력이, 보강 기재 (a)에 대하여, 사출 성형 금형에 압박하는 방향으로 걸리기 때문에, 보강 기재 (a)의 위치가 어긋나기 어렵다. 따라서, 얻어지는 일체화 성형체에 있어서는, 보강 기재 (a)의 위치나 일체화 성형품으로서의 치수의 정밀도가 우수하다. 또한 보강 기재 (a)를 고정밀도로 배치할 수 있음으로써, 역학 특성이 우수한 일체화 성형체가 얻어진다. 이러한 관점에서, 금형 내에 레이업했을 때의, 금형과 접하지 않은 보강 기재 (a)의 면적의 비율은 2% 이하인 것이 보다 바람직하다. 2% 이하로 함으로써, 보강 기재 (a)와 사출 성형 금형 사이에 들어가는 사출 성형체 (b)도 저감시킬 수 있어, 보강 기재 (a)의 위치가 보다 어긋나기 어려워, 치수 정밀도가 우수한 일체화 성형체가 얻어진다.
금형 내에 레이업했을 때의, 금형과 접하지 않은 보강 기재 (a)의 면적 비율을 5% 이하로 제어하기 위해서는, 보강 기재 (a)를 실질적으로 등방성으로 하는 것도 바람직하다. 사출 성형에 있어서, 사출 성형 금형의 표면은 가열되어 있고, 또한 사출 성형 시에는 가열 용융된 사출 성형체 (b)에 의한 가압을 받기 때문에, 보강 기재 (a)에 있어서의 수지 (a2)로서는, 탄성률이나 내열성이 우수한 폴리아릴렌술피드인 것도 바람직하다.
또한, 본 발명에 있어서, 보강 기재 (a)를 사출 성형체 (b)에 직접 레이업했을 때의, 사출 성형체 (b)와 접하지 않은 보강 기재 (a)의 면적의 비율 Sd는, 보강 기재 (a)의 면적 Se에 대한, Se로부터, 일체화 후의 보강 기재 (a)를 일체화 성형체로부터 박리한 후의, 사출 성형체에 남는 접착 자국의 면적 Sf를 제외한 면적의 비이며, 다음 식으로부터 산출할 수 있다.
Sd(%)=(|Se-Sf|/Se)×100
보강 기재 (a)를 사출 성형체 (b)에 레이업했을 때의, 사출 성형체 (b)와 접하지 않은 보강 기재 (a)의 면적의 비율이 5% 이하임으로써, 역학 특성이 우수한 일체화 성형체가 얻어진다. 이러한 관점에서, 사출 성형체 (b)에 레이업했을 때의, 사출 성형체 (b)와 접하지 않은 보강 기재 (a)의 면적의 비율은 2% 이하인 것이 보다 바람직하다.
사출 성형체 (b)에 직접 레이업했을 때의, 사출 성형체 (b)와 접하지 않은 보강 기재 (a)의 면적의 비율을 5% 이하로 제어하기 위해서는, 보강 기재 (a)를 실질적으로 등방성으로 하는 것이 바람직하다. 또한, 보강 기재 (a)를 사출 성형체 (b)에 레이업할 때, 보강 기재 (a)를 가열 및 가압한다. 그 때문에, 가열 및 가압되어도, 형상이 변형되기 어려운 기재가 바람직하고, 보강 기재 (a)의 수지 (a2)로서는, 탄성률이나 내열성이 우수한 폴리아릴렌술피드인 것이 바람직하다
이상과 같이 제조하는 것이 가능한 본 발명의 일체화 성형체는, 사출 성형의 이점인 복잡 성형체를 높은 생산성으로 성형할 수 있는 장점을 가지면서, 사출 성형체의 과제인 용접선의 강도, 강성을 개량할 수 있는 점에서, 예를 들어 자동차 부품, 항공기 부품, 전기·전자 부품, 오피스 오토메이션 기기, 건축 부재, 가전 기기, 의료 기기, 각종 용기, 일용품, 생활 잡화 및 위생용품 등 각종 용도에 이용할 수 있다. 구체적인 용도로서는, 자동차용 언더후드 부품, 자동차용 내장 부품, 자동차용 외장 부품, 자동차용 커넥터, 전기·전자 부품, 건축 부재, 기계 부품, 용기·식기류를 들 수 있다.
더욱 구체적으로 자동차용 언더후드 부품으로서는, 에어플로우 미터, 에어 펌프, 서모스탯 하우징, 엔진 마운트, 이그니션 보빈, 이그니션 케이스, 클러치 보빈, 센서 하우징, 아이들 스피드 컨트롤 밸브, 진공 스위칭 밸브, ECU 하우징, 진공 펌프 케이스, 인히비터 스위치, 회전 센서, 가속도 센서, 디스트리뷰터 캡, 코일 베이스, ABS용 액추에이터 케이스, 라디에이터 탱크의 톱 및 보텀, 쿨링 팬, 팬 슈라우드, 엔진 커버, 실린더 헤드 커버, 오일 캡, 오일 팬, 오일 필터, 퓨엘 캡, 퓨엘 스트레이너, 디스트리뷰터 캡, 베이퍼 캐니스터 하우징, 에어 클리너 하우징, 타이밍 벨트 커버, 브레이크 부스터 부품, 각종 케이스, 각종 튜브, 각종 탱크, 각종 호스, 각종 클립, 각종 밸브, 각종 파이프 등을 들 수 있다.
자동차용 내장 부품으로서는, 토크 컨트롤러 레버, 안전 벨트 부품, 레지스터 블레이드, 워셔 레버, 윈도우 레귤레이터 핸들, 윈도우 레귤레이터 핸들의 노브, 패싱 라이트 레버, 선바이저 브래킷, 각종 모터 하우징 등을 들 수 있다.
자동차용 외장 부품으로서는, 루프 레일, 펜더, 가니쉬, 범퍼, 도어 미러 스테이, 스포일러, 후드 루버, 휠 커버, 휠 캡, 그릴 에프론 커버 프레임, 램프 리플렉터, 램프 베젤, 도어 핸들 등을 들 수 있다.
자동차용 커넥터로서는, 와이어 하네스 커넥터, SMJ 커넥터, PCB 커넥터, 도어 그로멧 커넥터 등을 들 수 있다.
전기·전자 부품으로서는, 릴레이 케이스, 코일 보빈, 광픽업 섀시, 모터 케이스, 노트북 컴퓨터 하우징 및 내부 부품, CRT 디스플레이 하우징 및 내부 부품, 프린터 하우징 및 내부 부품, 휴대 전화, 모바일 퍼스널 컴퓨터, 핸드헬드형 모바일 등의 휴대 단말기 하우징 및 내부 부품, 기록 매체(CD, DVD, PD, FDD 등) 드라이브의 하우징 및 내부 부품, 복사기의 하우징 및 내부 부품, 팩시밀리의 하우징 및 내부 부품, 파라볼라 안테나, VTR 부품, 텔레비전 부품, 다리미, 헤어 드라이어, 취반기 부품, 전자레인지 부품, 음향부품, 비디오 카메라, 프로젝터 등의 영상기 기 부품, 콤팩트 디스크(CD), CD-ROM, CD-R, CD-RW, DVD-ROM, DVD-R, DVD-RW, DVD-RAM, 블루레이 디스크 등의 광기록 매체의 기판, 조명 부품, 냉장고 부품, 에어컨 부품, 타이프라이터 부품, 워드 프로세서 부품, 전자 악기, 가정용 게임기, 휴대형 게임기 등의 하우징이나 내부 부품, 각종 기어, 각종 케이스, 센서, LEP 램프, 커넥터, 소켓, 저항기, 릴레이 케이스, 스위치, 코일 보빈, 콘덴서, 바리콘 케이스, 광픽업, 발진자, 각종 단자판, 변성기, 플러그, 프린트 배선판, 튜너, 스피커, 마이크로폰, 헤드폰, 소형 모터, 자기 헤드 베이스, 파워 모듈, 반도체, 액정, FDD 캐리지, FDD 섀시, 모터 브러시 홀더, 트랜스 부재, 코일 보빈 등을 들 수 있다.
건축 부재로서는, 새시 바퀴, 블라인드 커튼 파츠, 배관 조인트, 커튼 라이너, 블라인드 부품, 가스 미터 부품, 수도 미터 부품, 온수기 부품, 루프 패널, 단열벽, 어저스터, 플라스틱 다발, 천장 리프팅 도구, 계단, 도어, 바닥 등을 들 수 있다.
기계 부품으로서는, 기어, 나사, 스프링, 베어링, 레버, 키스템, 캠, 래칫, 롤러, 급수 부품, 완구 부품, 결속 밴드, 클립, 팬, 천잠사, 파이프, 세정용 지그, 모터 부품, 현미경, 쌍안경, 카메라, 시계 등을 들 수 있다.
용기·식기류로서는, 트레이, 블리스터, 나이프, 포크, 스푼, 튜브, 플라스틱 캔, 파우치, 컨테이너, 탱크, 바구니 등의 용기·식기류, 핫 필 용기류, 전자레인지 조리용 용기류, 화장품 용기류 등을 들 수 있다.
이들 중에서도 자동차용 내장 부품, 자동차용 외장 부품, 자동차용 커넥터, 박육, 경량, 강성이 요구되는 전기·전자 부품, 전자 기기 하우징에는 적합하다.
실시예
이하, 실시예에 의해 본 발명을 더욱 상세하게 설명한다.
(1) 보강 기재 중의 강화 섬유의 섬유 질량 함유율 Waf(%)
보강 기재의 임의의 5군데를 잘라내어, 그들 잘라낸 보강 기재 각각에 대하여, 질량 Wa1을 측정한 후, 해당 보강 기재를 공기 중 600℃에서 1시간 가열하여, 수지 성분을 연소시켜 제거하고, 남은 강화 섬유의 질량 Wa2를 측정하여, 다음 식에 의해 산출하였다. 5군데에 있어서 측정한 섬유 질량 함유율 Waf의 평균값을 가지고 보강 기재 중의 강화 섬유의 섬유 질량 함유율로 하였다.
· Waf(%)=100×Wa2/Wa1
(2) 보강 기재의 두께 Ta
보강 기재의 동일면에 있어서 2점 X, Y를 직선 거리 XY가 가장 길어지도록 결정하고, 해당 직선 XY를 10등분하였을 때의 양단 XY를 제외한 각 분할점에 있어서 두께를 측정하여, 그의 평균값을 가지고 보강 기재의 두께 Ta(mm)로 하였다.
(3) 보강 기재의 벌크 밀도
임의의 5군데에서 정사각형(한 변이 100mm인 사각형)의 보강 기재를 잘라내어, 잘라낸 보강 기재 각각에 대하여 질량 Wa3을 측정하여, 다음 식으로부터 벌크 밀도를 산출하여, 그의 평균값을 채용하였다.
· 보강 기재의 벌크 밀도=Wa3(g)/(10(cm)×10(cm)×Ta(cm))
Ta: 보강 기재의 두께(cm)
또한, 한 변이 100mm인 사각형을 잘라낼 수 없는 경우에는, 잘라낼 수 있는 최대의 정사각형을 잘라내어, 다음 식에 의해 벌크 밀도를 산출한다.
보강 기재의 벌크 밀도=Wa3(g)/(잘라낸 정사각형의 보강 기재의 면적(cm2)×Ta(cm))
(4) 보강 기재의 굽힘 강도 σa, 굽힘 탄성률 Ea
두께 1mm 미만의 보강 기재에 대하여는, 두께 1.1mm의 상자 형상의 캐비티를 갖는 스탬핑 성형 금형 내에, 적층한 보강 기재 두께가 금형의 캐비티 두께보다도 두꺼워지도록, 보강 기재를 적층하였다. 이어서, 금형을 폐쇄하여, 성형 압력 30MPa로 가압하고, 2분간 유지한 후, 금형을 개방하여 탈형하고, 시험용 성형판(보강 기재)을 제작하였다. 해당 시험용 성형판으로 시험편을 잘라내어, ISO178법(1993)을 따라서 굽힘 특성을 측정하였다. 임의의 방향을 0° 방향으로 한 경우에 0°, +45°, -45°, 90°의 4 방향에 대하여 잘라낸 시험편을 제작하고, 각각의 방향에 대하여 측정수 n=5로, 굽힘 강도 및 굽힘 탄성율을 측정하여, 그들의 평균값을 굽힘 강도 σa 및 굽힘 강도 Ea로서 채용하였다. 단, 연속 섬유를 사용한 보강 기재에 대하여는, 시험용 성형판의 제작 시에는, 섬유 방향을 정렬시켜 적층하고, 섬유 방향을 0° 방향으로 하였다. 측정 장치로서는 "인스트론(등록 상표)" 5565형 만능 재료 시험기(인스트론·재팬(주)제)를 사용하였다.
두께 1mm 이상의 보강 기재에 대하여는, 그 자체를 시험용 성형판(보강 기재)으로 하고, 이것으로부터 시험편을 잘라내어, ISO178법(1993)을 따라서 굽힘 특성을 측정하였다. 임의의 방향을 0° 방향으로 한 경우에 0°, +45°, -45°, 90°의 4 방향에 대하여 잘라낸 시험편을 제작하고, 각각의 방향에 대하여 측정수 n=5로 굽힘 강도 및 굽힘 탄성률을 측정하여, 그들의 평균값을 굽힘 강도 σa 및 굽힘 탄성률 Ea로서 채용하였다.
(5) 보강 기재의 굽힘 강도 σaMax, σaMin 및 굽힘 탄성률의 EaMax, EaMin
전항을 따라서 측정된 0°, +45°, -45°, 90°의 4 방향의 굽힘 강도 및 굽힘 탄성률 중, 각각 최댓값을 σaMax, EaMax, 최솟값을 σaMin, EaMin으로 하였다.
(6) 보강 기재의 선팽창 계수 Ca
두께 1mm 미만의 보강 기재에 대하여는, 두께 1.1mm의 상자 형상의 캐비티를 갖는 스탬핑 성형 금형 내에, 적층한 보강 기재 두께가 금형의 캐비티 두께보다도 두꺼워지도록, 보강 기재를 적층하였다. 이어서, 금형을 폐쇄하여, 성형 압력 30MPa로 가압하고, 2분간 유지한 후, 금형을 개방하여 탈형하고, 시험용 성형판(보강 기재)을 제작하였다. 해당 시험용 성형판으로 시험편을 잘라내어, ISO11359-2(1999)에 준거하여 보강 기재의 선팽창 계수를 측정하였다. 시험편은, 임의의 방향을 0° 방향으로 한 경우에 0°, +45°, -45°, 90°의 4 방향에 대하여 잘라낸 시험편을 제작하고, 각각의 방향에 대하여 측정수 n=5로 선팽창 계수를 측정하여, 그의 평균값을 선팽창 계수 Ca로서 채용하였다. 단, 연속 섬유를 사용한 보강 기재에 대하여는, 시험용 성형판의 제작 시에는, 섬유 방향을 정렬시켜 적층하고, 섬유 방향을 0° 방향으로 하였다.
두께 1mm 이상의 보강 기재에 대하여는, 그 자체를 시험용 성형판(보강 기재)으로 하고, 이것으로부터 시험편을 잘라내어, ISO11359-2(1999)에 준거하여 측정하였다. 임의의 방향을 0° 방향으로 한 경우에 0°, +45°, -45°, 90°의 4 방향에 대하여 잘라낸 시험편을 제작하고, 각각의 방향에 대하여 측정수 n=5로 선팽창 계수를 측정하여, 그의 평균값을 선팽창 계수 Ca로서 채용하였다.
(7) 보강 기재의 선팽창 계수 CaMax, CaMin
전항을 따라서 측정된 0°, +45°, -45°, 90°의 선팽창 계수 중, 최댓값을 CaMax, 최솟값을 CaMin으로 하였다.
(8) 보강 기재의 굽힘 강도의 판정
보강 기재의 굽힘 강도 σa를 바탕으로 이하의 기준으로 판정하였다.
A: 강도 250MPa 이상
B: 강도 200MPa 이상 250MPa 미만
C: 강도 150MPa 이상 200MPa 미만
D: 강도 150MPa 미만
(9) 보강 기재의 굽힘 탄성률의 판정
보강 기재의 굽힘 탄성률 Ea를 바탕으로 이하의 기준으로 판정하였다.
A: 탄성률 15GPa 이상
B: 탄성률 10GPa 이상 15GPa 미만
C: 탄성률 5GPa 이상 10GPa 미만
D: 탄성률 5GPa 미만.
(10) 보강 기재의 선팽창 계수의 판정
보강 기재의 선팽창 계수 Ca를 바탕으로 이하의 기준으로 판정하였다.
A: 선팽창 계수 7×10-6/K 이하
B: 선팽창 계수 7×10-6/K보다 크고 10×10-6/K 이하
C: 선팽창 계수 10×10-6/K보다 크고 20×10-6/K 이하
D: 선팽창 계수 20×10-6/K보다 크다.
(11) 보강 기재의 등방성의 판정
보강 기재의 굽힘 강도 σa, 굽힘 탄성률 Ea, 선팽창 계수 Ca의 각 특성에 대하여, 면 내 변동을 바탕으로 이하의 기준으로 판정하였다.
A: 최댓값이 최솟값의 1.3배 이하
B: 최댓값이 최솟값의 1.3배보다도 크고 2배 이하
C: 최댓값이 최솟값의 2배보다도 크다.
(12) 일체화 성형체의 굽힘 강도 σc, 굽힘 탄성률 Ec
도 2와 같이, 일체화 성형체로부터 시험편을 잘라내어, ISO178법(1993)을 따라서 굽힘 특성을 측정하였다. 시험편은, 용접선부가 중앙에 위치하도록 잘라내었다. 측정수는 n=5로 하고, 평균값을 굽힘 강도 σc 및 굽힘 탄성률 Ec로 하였다. 측정 장치로서는 "인스트론(등록 상표)" 5565형 만능 재료 시험기(인스트론·재팬(주)제)를 사용하였다.
(13) 일체화 성형체의 굽힘 강도의 판정
전항을 따라서 측정된 일체화 성형체의 굽힘 강도 σc를 바탕으로 이하의 기준으로 판정하였다.
A: 강도 250MPa 이상
B: 강도 200MPa 이상 250MPa 미만
C: 강도 150MPa 이상 200MPa 미만
D: 강도 150MPa 미만.
(14) 일체화 성형체의 굽힘 탄성률의 판정
전전항을 따라서 측정된 일체화 성형체의 굽힘 탄성률 Ec를 바탕으로 이하의 기준으로 판정하였다.
A: 탄성률 15GPa 이상
B: 탄성률 10GPa 이상 15GPa 미만
C: 탄성률 5GPa 이상 10GPa 미만
D: 탄성률 5GPa 미만.
(15) 보강 기재와 사출 성형체의 접합 강도
도 2에 도시한 바와 같이 보강 기재와 사출 성형체가 일체화된 부분을 시험편(도 3의 (a))으로서 잘라내고, 이어서 도 3의 (b)에 도시한 바와 같은 측정 장치의 지그에, 접착제(쓰리본드 1782, 가부시키가이샤 쓰리본드제)를 도포하여, 23±5℃, 50±5%RH에서 4시간 방치한 후에, 상기 시험편을 접착시켜 고정하였다. 이어서, 인장 시험을 25℃의 분위기 온도에서 행하였다. 이 때, 시험 개시 전에, 적어도 5분간, 시험편에 인장 시험의 부하가 걸리지 않는 상태를 유지하고, 또한 시험편에 열전대를 배치하여, 분위기 온도와 동등하게 된 것을 확인한 후에, 인장 시험을 행하였다. 인장 시험은, 인장 속도 1.27mm/분으로, 양자의 접착면으로부터 90° 방향으로 인장하여 행하고, 그의 최대 하중을 접합 면적으로 나눈 값을 접합 강도(단위: MPa)로 하였다. 시료수는 n=5로 하고, 그의 평균을 채용하였다. 측정 장치로서는 "인스트론(등록 상표)" 5565형 만능 재료 시험기(인스트론·재팬(주)제)를 사용하였다.
(16) 보강 기재와 사출 성형체의 접합 강도의 판정
전항을 따라서 측정된 접합 강도를 바탕으로 이하의 기준으로 판정하고, A, B를 합격으로 하였다.
A: 접합 강도 10MPa 이상 또는 사출 성형체 모재 파괴
B: 접합 강도 7MPa 이상 10MPa 미만
C: 접합 강도 7MPa 미만.
(17) 일체화 성형체에 있어서의 보강 기재의 두께 변동
도 2에 도시한 바와 같이 일체화 성형체로부터 보강 기재와 사출 성형체가 일체화된 부분을 잘라내고, 에폭시 수지에 포매한 다음, 도 4에 도시한 바와 같이 절단면이 관찰면이 되도록 연마하여 시험편을 제작하였다. 상기 시험편을 레이저 현미경(키엔스(주)제, VK-9510)에서 200배로 확대하여, 보강 기재 두께의 관찰을 행하였다. 관찰 화상을 범용 화상 해석 소프트웨어 상에 전개하고, 소프트웨어에 내장된 프로그램을 이용하여 관찰 화상 중에서 보이는 보강 기재의 평균 두께 t1, 최대 두께 t2 및 최소 두께 t3을 측정하고, 다음 식으로부터 일체화 성형체에 있어서의 보강 기재의 두께 변동(%)을 산출하였다. 또한, 보강 기재의 평균 두께 t1은, 관찰 화상 중의 보강 기재 단면을 폭 방향으로 10등분하였을 때의 양단을 제외한 각 분할점에 있어서 두께를 측정하여, 그의 평균값을 가지고 보강 기재의 평균 두께 t1로 하였다.
두께 변동(%)=((t2(mm)-t3(mm))/t1(mm))/100.
(18) 일체화 성형체에 있어서의 보강 기재의 두께 변동의 판정
전항을 따라서 측정된 보강 기재의 두께 변동을 바탕으로 이하의 기준으로 판정하고, A, B를 합격으로 하였다.
A: 두께 변동 5% 미만
B: 두께 변동 5% 이상 10% 이내
C: 두께 변동 10% 초과.
(19) 인서트 범위에 대한 보강 기재의 면적 변화율의 측정
도 1과 같이, 보강 기재의 인서트 범위 S0에 대한, 보강 기재의 인서트 범위 S0 내에 존재하는 일체화 후의 보강 기재의 면적 S1을 측정함으로써, 인서트 범위에 대한 보강 기재의 면적 변화율 S를 다음 식에 의해 산출하였다.
S(면적%)=(|S1-S0|/S0)×100
여기에서 말하는 보강 기재의 인서트 범위 S0이란, 사출 성형체와 보강 기재의 일체화를 목표로 하는 범위이며, 도 1에 있어서는 굵은 프레임으로 나타난다. 사출 성형체와의 일체화 시에 보강 기재가 사출 수지에 매립되거나, 인서트 범위로부터 보강 기재의 위치가 어긋나거나 하면, 인서트 범위에 대한 보강 기재의 면적 변화율 S는 커진다.
(20) 일체화 성형체의 성형성의 판정
전항을 따라서 측정된 보강 기재의 면적 변화율 S를 바탕으로 이하의 기준으로 판정하였다.
A: 보강 기재의 면적 변화율이 3% 이하
B: 보강 기재의 면적 변화율이 3%보다도 크고 5% 이하
C: 보강 기재의 면적 변화율이 5%보다도 크고 10% 이하
D: 보강 기재의 면적 변화율이 10%보다도 크다.
(21) 보강 기재를 금형 내에 레이업했을 때의, 금형과 접하지 않은 보강 기재의 면적 비율
보강 기재를 금형 내에 레이업했을 때의, 해당 금형과 접하지 않은 보강 기재의 면적 비율 Sa는, 인서트 시의 보강 기재에 있어서의, 사출 성형 금형에 첩부되는 측의 표면적 Sb에 대한, Sb로부터 사출 성형에 의해 실제 사출 성형 금형에 첩부된 보강 기재의 표면적 Sc를 제외한 면적의 비로서, 다음 식에 의해 산출하였다.
Sa(%)=(|Sb-Sc|/Sb)×100
A: 0% 이상, 2% 이하
B: 2%보다 크고, 5% 이하
C: 5%보다 크고, 20% 이하
D: 20%보다 크다.
(22) 보강 기재를 사출 성형체에 레이업했을 때의, 사출 성형체와 접하지 않은 보강 기재의 면적 비율
보강 기재를 사출 성형체에 레이업했을 때의, 해당 사출 성형체와 접하지 않은 보강 기재의 면적 비율 Sd는, 보강 기재의 면적 Se로부터, 보강 기재를 일체화 성형체로부터 박리한 후의, 사출 성형체에 남는 접착 자국의 면적 Sf를 제외한 면적과, 보강 기재의 면적 Se의 비로서, 다음 식에 의해 산출하였다.
Sd(%)=(|Se-Sf|/Se)×100
A: 0% 이상, 2% 이하
B: 2%보다 크고, 5% 이하
C: 5%보다 크고, 20% 이하
D: 20%보다 크다.
(23) 섬유 배향 각도의 차의 측정
먼저, 각 영역에 있어서의 불연속 섬유 (a1)의 배향 각도(α)를 산출하였다.
즉, 일체화한 보강 기재의 표면을 연마하고, 그의 장축 방향을 10등분한 영역의 각각에 있어서, 무작위로 100개의 섬유를 골라내었다. 연마면의 섬유는 일반적으로 타원형으로 확인되고, 이 타원의 장축 방향을 섬유의 배향 방향으로 하였다. 각도의 기준은, 사출 성형체의 용접선의 방향으로 하여, 용접선의 방향에 대한 골라낸 섬유의 배향 방향이 이루는 각도(이하, 배향 각도 αi로 약칭한다.)를 모두 측정하였다. 이 배향 각도 αi를 사용하여, 다음 식에 의해, 각 영역에 있어서의 불연속 섬유 (a1)의 배향 각도(α)를 산출하였다.
α=Σ(αi)/100
αi: 측정한 배향 각도(i=1, 2, 3, ···, 100)
그리고, 10개의 영역에 있어서의 「불연속 섬유 (a1)의 배향 각도(α)」로부터 최댓값(αmax)과 최솟값(αmin)을 특정하고, 그들로부터 배향 각도의 차를 다음과 같이 산출하였다.
·섬유의 배향 각도(α)의 차(°)=αmax-αmin
αmax: 보강 기재 (a)의 장축 방향을 10등분으로 구분한 영역의 각각에 있어서 산출한 상기 배향 각도(α) 중의 최댓값
αmin: 보강 기재 (a)의 장축 방향을 10등분으로 구분한 영역의 각각에 있어서 산출한 상기 배향 각도(α) 중의 최솟값.
(24) 섬유 배향 각도(α)의 차의 판정
전항을 따라서 측정된 섬유의 배향 각도(α)의 차를 바탕으로 이하의 기준으로 판정하였다.
A: 배향 각도(α)의 차가 10° 이하
B: 배향 각도(α)의 차가 10°보다 크고, 15° 이하
C: 배향 각도(α)의 차가 15°보다 크고, 20° 이하
D: 배향 각도(α)의 차가 20보다 크다.
[탄소 섬유 1]
폴리아크릴로니트릴을 주성분으로 하는 공중합체로부터 방사, 소성 처리, 표면 산화 처리를 행하여, 총 단사수 12,000개의 연속 탄소 섬유를 얻었다. 이 연속 탄소 섬유의 특성은 다음에 나타내는 바와 같다.
단섬유 직경: 7㎛
비중: 1.8
인장 강도: 4600MPa
인장 탄성률: 220GPa
[탄소 섬유 2]
폴리아크릴로니트릴을 주성분으로 하는 공중합체로부터 방사, 소성 처리, 표면 산화 처리를 행하여, 총 단사수 12,000개의 연속 탄소 섬유를 얻었다. 이 연속 탄소 섬유의 특성은 다음에 나타내는 바와 같다.
단섬유 직경: 7㎛
비중: 1.8
인장 강도: 4100MPa
인장 탄성률: 420GPa
[탄소 섬유 3]
도레이(주)제, 토레카 T800SC-24000
단섬유 직경: 5㎛
비중: 1.8
인장 강도: 5880MPa
인장 탄성률: 294GPa
[유리 섬유]
니토보제, 상품명 PF-E001.
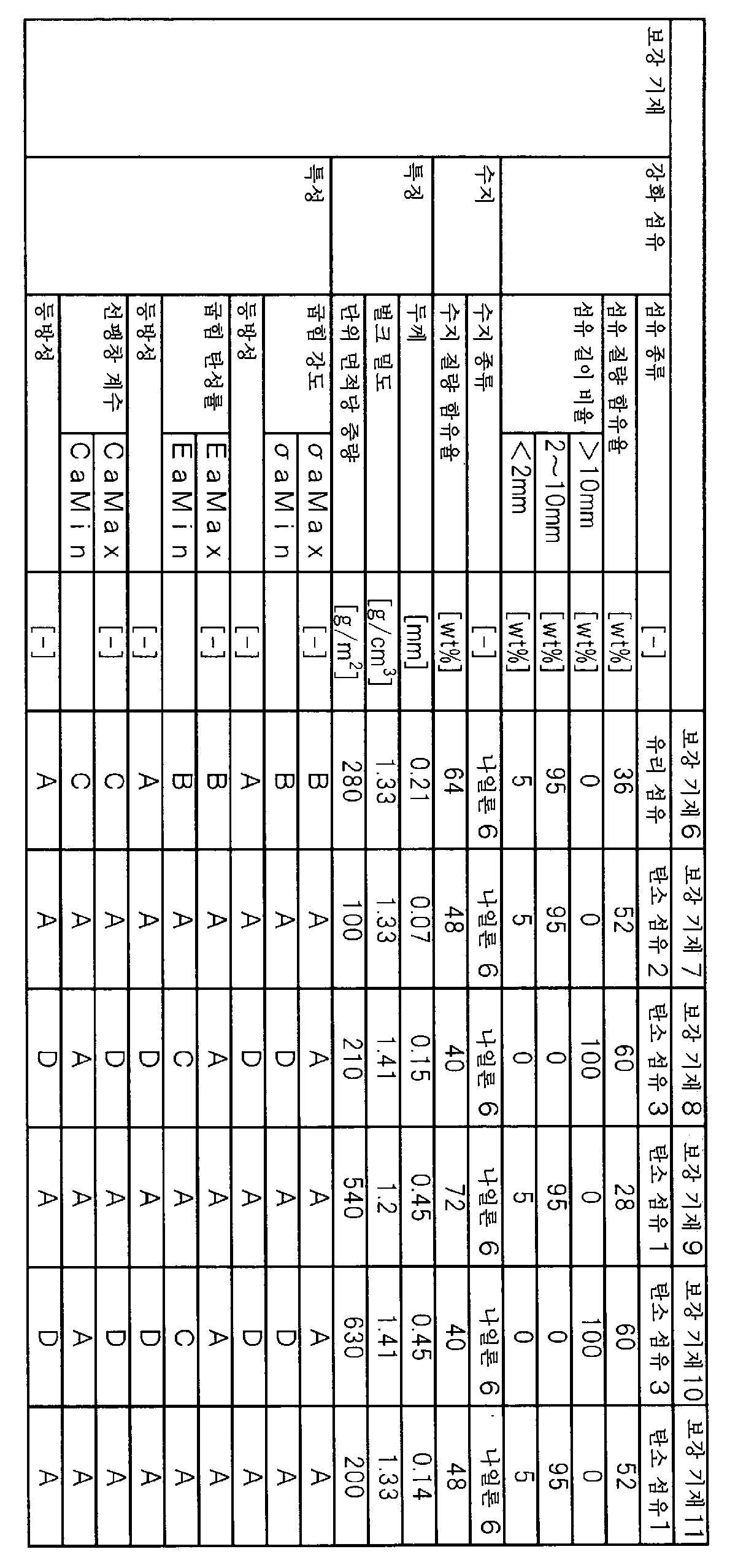
[보강 기재 1]
탄소 섬유 1을 카트리지 커터로 6mm로 커트하여, 촙드 탄소 섬유를 얻었다. 물과 계면 활성제(나카라이테스크(주)제, 폴리옥시에틸렌라우릴에테르(상품명))를 포함하는 농도 0.1질량%의 분산액을 제작하고, 이 분산액과 상기 촙드 탄소 섬유로부터, 초지 기재의 제조 장치를 사용하여, 초지 기재를 제조하였다. 해당 제조 장치는, 초지조와, 분산조로서의 용기 하부에 개구 콕을 갖는 직경 1000mm의 원통 형상의 용기와, 분산조와 초지조를 접속하는 직선상의 수송부(경사각 30°)를 구비하고 있는 것이었다. 분산조의 상면의 개구부에는 교반기가 부속되고, 개구부로부터 촙드 탄소 섬유 및 분산액(분산 매체)을 투입 가능하다. 초지조는 저부에 폭 500mm의 초지면을 갖는 메쉬 컨베이어를 구비하고, 탄소 섬유 기재(초지 기재)를 운반 가능한 컨베이어를 메쉬 컨베이어에 접속하고 있다. 초지는 분산액 중의 탄소 섬유 농도를 0.05질량%로 하여 행하였다. 초지한 탄소 섬유 기재는 200℃의 건조로에서 30분간 건조시켰다. 얻어진 탄소 섬유 기재의 폭은 500mm, 길이는 500mm, 단위 면적당 중량은 50g/m2였다.
상기 탄소 섬유 기재를 1매과, 도레이(주)제, CM1007(나일론 6 수지) 각각의 필름의 두께가 동일한 필름 2매를, 필름/탄소 섬유 기재/필름이 되도록 적층하고, 프레스 성형에 의해, 250℃의 온도에서 5MPa의 압력을 2분간 가하여 탄소 섬유 기재에 나일론 6 수지가 함침된 보강 기재 1을 제작하였다. 보강 기재의 특성을 표 1-1에 나타낸다.
[보강 기재 2]
탄소 섬유 기재에 함침시키는 나일론 6 수지 필름의 단위 면적당 중량을, 섬유 질량 함유율이 52%가 되도록 조정한 것 이외에는, 보강 기재 1과 동일하게 하여 보강 기재 2를 제작하였다. 보강 기재의 특성을 표 1-1에 나타낸다. 섬유 질량 함유율이 증가하였기 때문에, 탄성률이 높은 기재가 되었다.
[보강 기재 3]
탄소 섬유 기재에 함침시키는 나일론 6 수지 필름의 단위 면적당 중량을, 섬유 질량 함유율이 15%가 되도록 조정한 것 이외에는, 보강 기재 1과 동일하게 하여 보강 기재 3을 제작하였다. 보강 기재의 특성을 표 1-1에 나타낸다. 섬유 질량 함유율이 저하되었기 때문에, 탄성률이 낮으며, 선팽창 계수가 큰 기재가 되었다.
[보강 기재 4]
보강 기재 1의 탄소 섬유 기재와, 도레이(주)제, A900(PPS 수지) 각각의 필름의 두께가 동일한 필름 2매를 사용하여, 필름/탄소 섬유 기재/필름이 되도록 적층하고, 프레스 성형에 의해, 300℃의 온도에서 5MPa의 압력을 2분간 가하여 탄소 섬유 기재에 PPS 수지가 함침된 보강 기재 4를 제작하였다. 보강 기재의 특성을 표 1-1에 나타낸다.
[보강 기재 5]
보강 기재 1의 탄소 섬유 기재와, 미변성 폴리프로필렌 수지(프라임 폴리머(주)제 "프라임 폴리프로" J105G) 50질량%와 산 변성 폴리프로필렌 수지(미쓰이 가가쿠(주)제 "애드머" QB510) 50질량%를 혼련한 수지로부터 제작한, 각각의 필름의 두께가 동일한 필름 2매를 사용하여, 필름/탄소 섬유 기재/필름이 되도록 적층하고, 프레스 성형에 의해, 230℃의 온도에서 5MPa의 압력을 2분간 가하여 탄소 섬유 기재에 PP 수지가 함침된 보강 기재 5를 제작하였다. 보강 기재의 특성을 표 1-1에 나타낸다.
[보강 기재 6]
촙드 탄소 섬유 대신에, 유리 섬유를 카트리지 커터로 6mm로 커트한, 촙드 유리 섬유를 사용한 것 이외에는, 보강 기재 1과 동일하게 하여 보강 기재 6을 얻었다. 보강 기재의 특성을 표 1-2에 나타낸다. 강화 섬유로서, 유리 섬유를 사용하였기 때문에, 강도·탄성률은 낮고, 선팽창 계수는 큰 기재가 되었다.
[보강 기재 7]
촙드 탄소 섬유 1 대신에, 탄소 섬유 2를 카트리지 커터로 6mm로 커트한 촙드 탄소 섬유를 사용한 것 이외에는, 보강 기재 2와 동일하게 하여 보강 기재 7을 제작하였다. 보강 기재의 특성을 표 1-2에 나타낸다. 탄성률이 높은 섬유를 사용하였기 때문에, 탄성률이 높은 기재가 되었다.
[보강 기재 8]
일방향으로 연장되는 탄소 섬유 3을 광폭화한 탄소 섬유 기재와, 섬유 질량 함유율이 60%가 되도록 사용량을 조정한, 각각의 필름의 두께가 동일한 나일론 6 수지 필름 2매를, 필름/탄소 섬유 기재/필름이 되도록 적층하고, 프레스 성형에 의해, 250℃의 온도에서 5MPa의 압력을 2분간 가하여, 일방향 연속 탄소 섬유에 나일론 6 수지가 함침된 보강 기재 8을 제작하였다. 보강 기재의 특성을 표 1-2에 나타낸다. 일방향으로 섬유가 연속되어 있기 때문에, 특성에 이방성을 갖는 기재가 되었다.
[보강 기재 9]
탄소 섬유 기재와 수지 필름을 적층할 때, 탄소 섬유 기재 3매와, 각각의 필름의 두께가 동일한 나일론 6 수지 필름 6매를, 하방으로부터 필름/탄소 섬유 기재/필름/필름/탄소 섬유 기재/필름/필름/탄소 섬유 기재/필름이 되도록 적층한 것 이외에는, 보강 기재 1과 동일하게 하여 보강 기재 9를 제작하였다. 보강 기재의 특성을 표 1-2에 나타낸다. 적층 매수를 증가시켰기 때문에, 두꺼운 기재가 되었다.
[보강 기재 10]
예비 부형한 기재로서, 보강 기재 8을 3매 적층하고, 프레스 성형에 의해, 250℃에서 5MPa, 2분간 가하여 가열 융착시킨 보강 기재 10을 제작하였다. 보강 기재의 특성을 표 1-2에 나타낸다. 일방향으로 섬유가 연속되어 있기 때문에, 특성에 이방성을 갖는 기재가 되었다.
[보강 기재 11]
예비 부형한 기재로서, 보강 기재 2를 2매 적층하고, 프레스 성형에 의해, 250℃에서 5MPa, 2분간 가하여 가열 융착시킨 보강 기재 11을 제작하였다. 보강 기재의 특성을 표 1-2에 나타낸다.
[사출 수지 1]
도레이(주)제, TLP1060(장섬유 탄소 섬유/나일론 수지)
[사출 수지2]
도레이(주)제, A630T-30V(단섬유 탄소 섬유/PPS 수지)
[사출 수지 3]
도레이(주)제, TLP8169(장섬유 탄소 섬유/PP 수지)
[사출 수지 4]
도레이(주)제, CM1007(비 강화 나일론 수지).
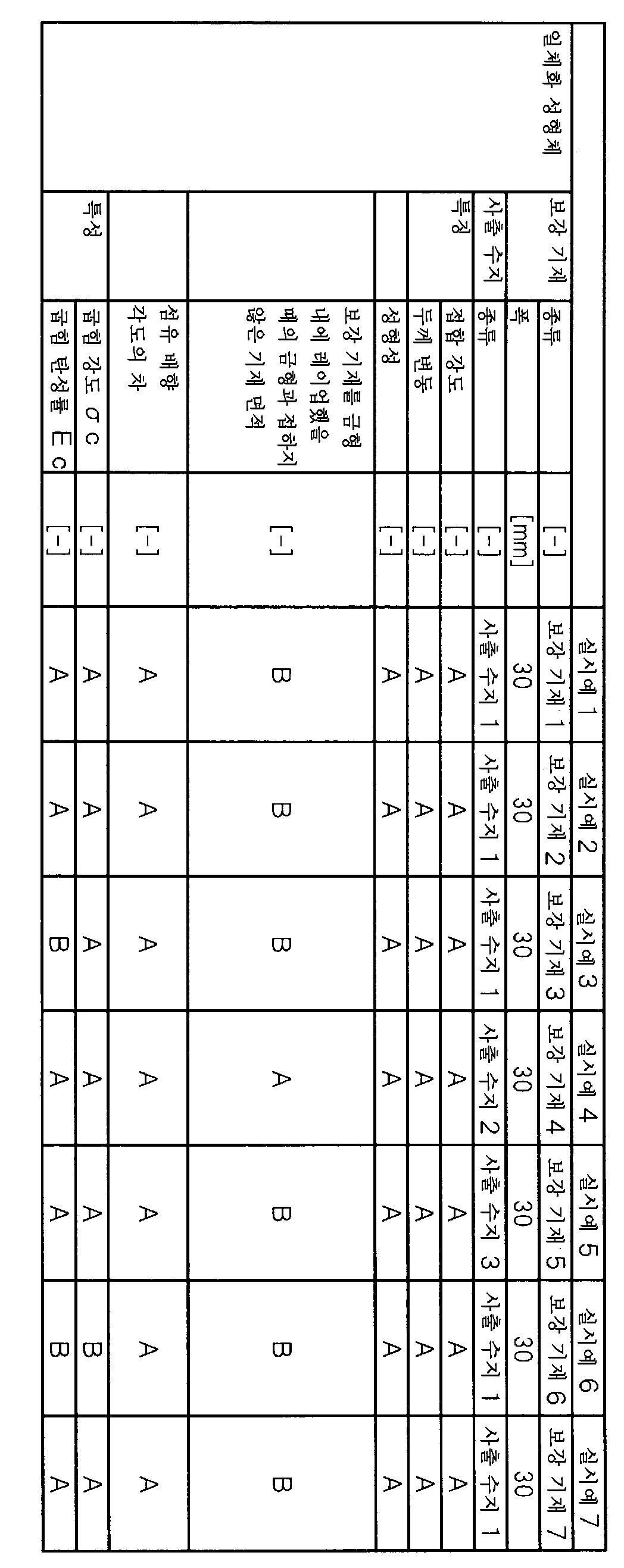
실시예 1
보강 기재 1을 150mm×30mm로 커트하였다. 커트한 보강 기재를, 세로 150mm×가로 150mm×두께 1mm의 캐비티를 갖는 사출 성형 금형의, 용접선이 생길 것으로 생각되는 중앙부에, 일체화 후에 보강 기재가 용접선을 따라 덮도록 인서트하였다. 사출 수지 1을 실린더 온도 260℃, 금형 온도 80℃에서 사출 성형하여, 보강 기재와 사출 성형체가 일체화된 일체화 성형체를 제작하였다. 보강 기재 1은 사출 성형체의 용접선의 폭 방향에 있어서, 30mm의 거리에 걸쳐 사출 성형체와 일체화되어 있었다. 얻어진 일체화 성형체에 있어서는 보강 기재의 꼬임도 보이지 않고, 품위가 양호한 성형체를 제작할 수 있었다. 또한, 보강 기재의 두께 변동은 적어, 보강 기재와 사출 성형체의 접합 강도가 우수한 성형체를 제작할 수 있었다. 또한, 얻어진 일체화 성형체의 용접선부의 역학 특성은 우수하였다. 또한, 얻어진 일체화 성형체는 도 2에 도시한 바와 같은 형태였다. 일체화 성형체의 평가 결과는 표 2-1에 기재하였다.
실시예 2
보강 기재 1 대신에 보강 기재 2를 사용한 점 이외에는, 실시예 1과 동일하게 하여 일체화 성형체를 제작하였다. 일체화 성형체의 평가 결과는 표 2-1에 기재하였다. 얻어진 일체화 성형체의 보강 기재에 있어서는, 보강 기재의 꼬임도 보이지 않고, 품위가 양호한 성형체를 제작할 수 있었다. 또한, 보강 기재 2의 두께가 작기 때문에, 사출 수지의 유동이 방해되는 일은 없으며, 그리고 일체화 성형체에 있어서의 보강 기재의 두께 변동도 적어, 보강 기재와 사출 성형체의 접합 강도가 우수한 성형체를 제작할 수 있었다. 또한, 일체화 성형체의 용접선부의 역학 특성은 우수하였다.
실시예 3
보강 기재 1 대신에 보강 기재 3을 사용한 점 이외에는, 실시예 1과 동일하게 하여 일체화 성형체를 제작하였다. 일체화 성형체의 평가 결과는 표 2-1에 기재하였다. 얻어진 일체화 성형체의 보강 기재에 있어서는, 보강 기재의 꼬임도 보이지 않고, 품위가 양호한 성형체를 제작할 수 있었다. 또한, 보강 기재 3의 탄성률이 낮기 때문에, 일체화 성형체의 용접선부의 탄성률은 낮지만, 일체화 성형체에 있어서의 보강 기재의 두께 변동은 적어, 보강 기재와 사출 성형체의 접합 강도가 우수한 성형체를 제작할 수 있었다.
실시예 4
보강 기재 1 대신에 보강 기재 4를, 사출 수지 1 대신에 사출 수지 2를 사용하고, 사출 성형 시의 실린더 온도를 330℃, 금형 온도를 150℃로 대체한 점 이외에는, 실시예 1과 동일하게 하여 일체화 성형체를 제작하였다. 일체화 성형체의 평가 결과는 표 2-1에 기재하였다. 얻어진 일체화 성형체에 있어서는, 보강 기재의 꼬임도 보이지 않고, 품위가 양호한 성형체를 제작할 수 있었다. 또한, 보강 기재의 수지와 사출 수지가 PPS 수지이기 때문에, 보강 기재 4은 사출 성형 금형에의 레이업 시의 치수 변화가 작고, 일체화 성형체에 있어서의 보강 기재의 두께 변동도 적어, 보강 기재와 사출 성형체의 접합 강도가 우수한 성형체를 제작할 수 있었다. 또한, 일체화 성형체의 용접선부의 역학 특성은 우수하였다.
실시예 5
보강 기재 1 대신에 보강 기재 5를, 사출 수지 1 대신에 사출 수지 3을 사용하고, 사출 성형 시의 실린더 온도를 230℃, 금형 온도를 60℃로 대체한 점 이외에는, 실시예 1과 동일하게 하여 일체화 성형체를 제작하였다. 일체화 성형체의 평가 결과는 표 2-1에 기재하였다. 얻어진 일체화 성형체에 있어서는, 보강 기재의 꼬임도 보이지 않고, 품위가 양호한 성형체를 제작할 수 있었다. 또한, 보강 기재의 수지와 사출 수지가 PP 수지이지만, 얻어진 일체화 성형체에 있어서는 보강 기재의 두께 변동이 적어, 보강 기재와 사출 성형체의 접합 강도가 우수한 성형체를 제작할 수 있었다. 또한, 일체화 성형체의 용접선부의 역학 특성은 우수하였다.
실시예 6
보강 기재 1 대신에 보강 기재 6을 사용한 점 이외에는, 실시예 1과 동일하게 하여 일체화 성형체를 제작하였다. 일체화 성형체의 평가 결과는 표 2-1에 기재하였다. 보강 기재에 사용한 강화 섬유가 유리 섬유이기 때문에, 얻어진 일체화 성형체에 있어서의 용접선부의 역학 특성은 낮지만, 일체화 성형체에 있어서 보강 기재의 꼬임은 보이지 않고, 품위가 양호한 성형체를 제작할 수 있었다. 또한, 보강 기재의 두께 변동은 적어, 보강 기재와 사출 성형체의 접합 강도가 우수한 성형체를 제작할 수 있었다.
실시예 7
보강 기재 1 대신에 보강 기재 7을 사용한 점 이외에는, 실시예 1과 동일하게 하여 일체화 성형체를 제작하였다. 일체화 성형체의 평가 결과는 표 2-1에 기재하였다. 얻어진 일체화 성형체에 있어서는, 보강 기재의 꼬임도 보이지 않고, 품위가 양호한 성형체를 제작할 수 있었다. 또한, 탄성률이 높은 탄소 섬유를 보강 기재의 강화 섬유(불연속 섬유)로서 사용하였기 때문에, 일체화 성형체에 있어서의 용접선부의 역학 특성은 우수하였다. 또한, 일체화 성형체에 있어서의 보강 기재의 두께 변동은 적어, 보강 기재와 사출 성형체의 접합 강도가 우수한 성형체를 제작할 수 있었다.
비교예 1
보강 기재를 인서트하지 않는 점 이외에는, 실시예 1과 동일하게 하여, 사출 성형체를 제작하였다. 사출 성형체의 평가 결과는 표 2-2에 기재하였다. 사출재로서 사용한 섬유 강화 수지의 역학 특성은 우수하였지만, 보강 기재에 의해 보강되지 않은 용접선부의 역학 특성은 매우 낮은 것이었다.
비교예 2
보강 기재를 인서트하지 않고, 사출 수지 1 대신에 사출 수지 4를 사용한 점 이외에는, 실시예 1과 동일하게 하여, 사출 성형체를 제작하였다. 사출 성형체의 평가 결과는 표 2-2에 기재하였다. 사출재로서 비강화 수지를 사용한 경우도, 보강 기재에 의해 보강되지 않은 용접선부의 역학 특성은 매우 낮은 것이었다.
비교예 3
보강 기재 1 대신에 보강 기재 8을 사용한 점 이외에는, 실시예 1과 동일하게 하여 일체화 성형체를 제작하였다. 일체화 성형체의 평가 결과는 표 2-2에 기재하였다. 단, 보강 기재는, 보강 기재의 길이 방향이 섬유 방향으로 되도록 커트하였다. 보강 기재에는, 강화 섬유로서 일방향 연속 탄소 섬유를 사용하였지만, 보강 기재의 섬유가 용접선을 따라서 배열되었기 때문에, 용접선부에서는, 보강 효과가 얻어지지 않아, 용접선을 보강하지 않은 사출 성형체와 동등한 역학 특성이었다. 또한, 보강 기재 8은 섬유 방향과 수직 방향의 선팽창 계수가 크고, 굽힘 탄성률이 낮으며, 이방성이 있기 때문에, 금형 내에 레이업하여, 가열하였을 때의 보강 기재의 치수 변화가 크고, 결과적으로 금형과 접하지 않은 기재의 면적이 커졌다. 얻어진 일체화 성형체에 있어서는, 보강 기재의 꼬임이 크고, 보강 기재의 섬유 자체도 흐트러져, 품위가 낮은 성형체가 되었다. 또한, 일체화 성형체에 있어서의 보강 기재의 두께 변동도 컸다.
비교예 4
보강 기재 1 대신에 보강 기재 9를 사용한 점 이외에는, 실시예 1과 동일하게 하여 일체화 성형체의 제작을 시도하였다. 그러나, 보강 기재 9의 두께가 두껍고, 캐비티의 중앙까지 사출 수지가 유동하지 않으며, 미충전이 되어, 일체화 성형체는 얻어지지 않았다.
비교예 5
보강 기재 1 대신에 보강 기재 10을 사용한 점 이외에는, 실시예 1과 동일하게 하여 일체화 성형체의 제작을 시도하였다. 그러나, 보강 기재 10은 이방성이 있기 때문에, 금형 내에 레이업하여, 가열하였을 때, 해당 보강 기재의 치수 변화가 크고, 금형과 접하지 않은 면적이 커졌다. 또한, 보강 기재 10은 두께가 두껍고, 캐비티의 중앙까지 사출 수지가 유동하지 않으며, 미충전이 되어, 일체화 성형체는 얻어지지 않았다.
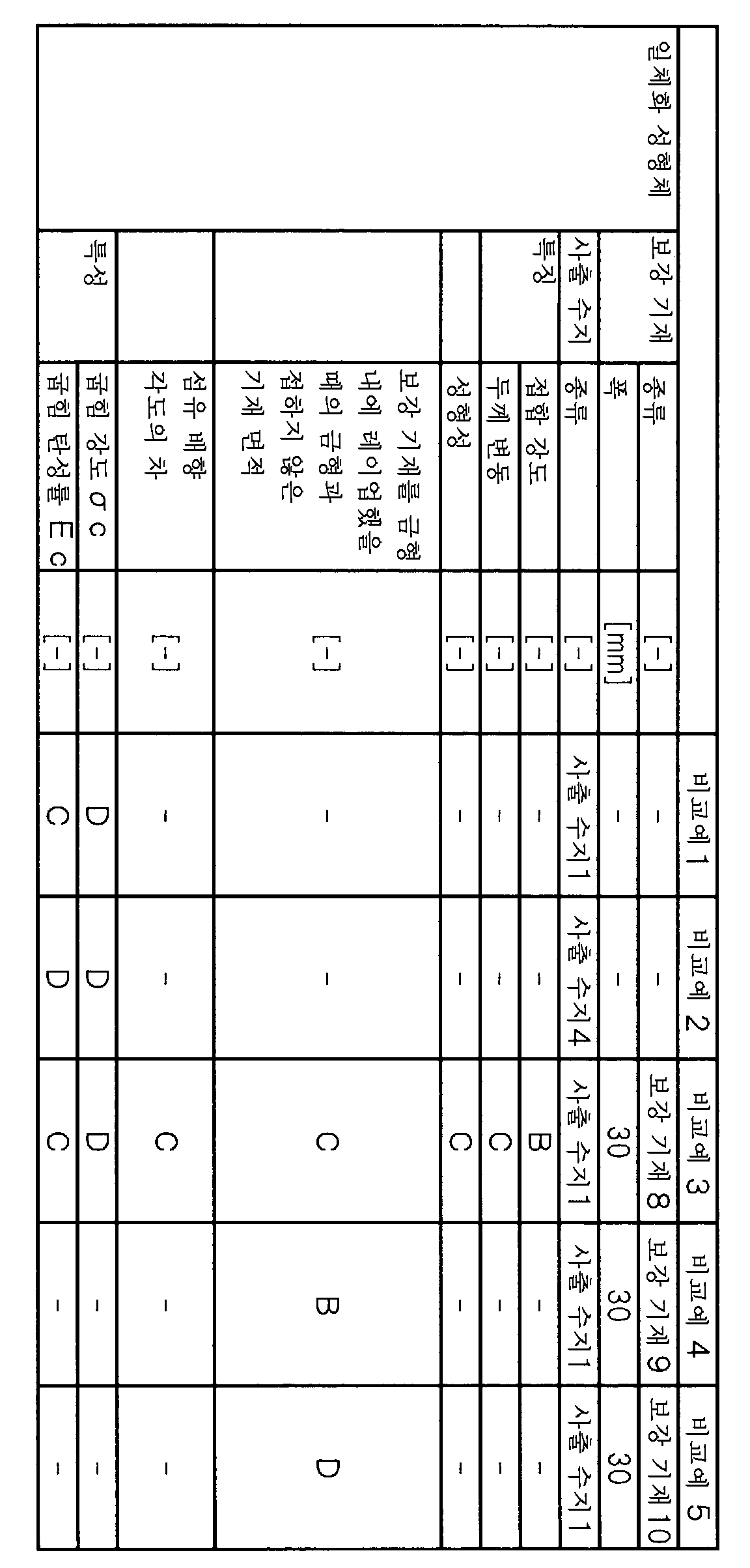
실시예 8
보강 기재 1을 150mm×15mm로 커트한 것 이외에는, 실시예 1과 동일하게 하여 일체화 성형체를 제작하였다. 일체화 성형체의 평가 결과는 표 3-1에 기재하였다. 보강 기재의 폭을 작게 해도, 실시예 1과 동일하게, 품위, 두께 변동, 접합 강도, 용접선부의 역학 특성이 양호한 성형체를 제작할 수 있었다.
실시예 9
보강 기재 2를 150mm×15mm로 커트한 것 이외에는, 실시예 2와 동일하게 하여 일체화 성형체를 제작하였다. 일체화 성형체의 평가 결과는 표 3-1에 기재하였다. 보강 기재의 폭을 작게 해도, 실시예 2와 동일하게, 품위, 두께 변동, 접합 강도, 용접선부의 역학 특성이 양호한 성형체를 제작할 수 있었다. 인서트한 보강 기재량을 삭감시킬 수 있어, 용접선의 보강과 경량화의 양립의 관점에서도, 일체화 성형체는 우수하였다.
실시예 10
보강 기재 3을 150mm×15mm로 커트한 것 이외에는, 실시예 3과 동일하게 하여 일체화 성형체를 제작하였다. 일체화 성형체의 평가 결과는 표 3-1에 기재하였다. 보강 기재 3의 굽힘 탄성률이 낮으며, 선팽창 계수가 크기 때문에, 보강 기재의 폭을 작게 하면, 실시예 3에 비해 일체화 후의 보강 기재에 다소의 꼬임 및 두께 변동이 보였다. 또한 접합 강도에도 다소의 저하가 보였다.
실시예 11
보강 기재 4를 150mm×15mm로 커트한 것 이외에는, 실시예 4와 동일하게 하여 일체화 성형체를 제작하였다. 일체화 성형체의 평가 결과는 표 3-1에 기재하였다. 보강 기재의 폭을 작게 해도, 보강 기재 4은 사출 성형 시의 치수 변화가 작고, 실시예 4와 동일하게, 품위, 두께 변동, 접합 강도, 용접선부의 역학 특성이 양호한 성형체를 제작할 수 있었다.
실시예 12
보강 기재 5를 150mm×15mm로 커트한 것 이외에는, 실시예 5와 동일하게 하여 일체화 성형체를 제작하였다. 일체화 성형체의 평가 결과는 표 3-1에 기재하였다. 보강 기재의 폭을 작게 해도, 실시예 5와 동일하게, 품위, 두께 변동, 접합 강도, 용접선부의 역학 특성이 양호한 성형체를 제작할 수 있었다.
실시예 13
보강 기재 7을 150mm×15mm로 커트한 것 이외에는, 실시예 7과 동일하게 하여 일체화 성형체를 제작하였다. 일체화 성형체의 평가 결과는 표 3-1에 기재하였다. 보강 기재의 폭을 작게 해도, 실시예 7과 동일하게, 품위, 두께 변동, 접합 강도, 용접선부의 역학 특성이 양호한 성형체를 제작할 수 있었다. 인서트한 보강 기재량을 삭감시킬 수 있어, 용접 보강과 경량화의 양립의 관점에서도, 우수한 일체화 성형체라고 할 수 있는 것이었다.
실시예 14
보강 기재 6을 150mm×15mm로 커트한 것 이외에는, 실시예 6과 동일하게 하여 일체화 성형체를 제작하였다. 일체화 성형체의 평가 결과는 표 3-2에 기재하였다. 보강 기재 6의 역학 특성이 낮으며, 선팽창 계수가 크기 때문에, 보강 기재의 폭을 작게 하면, 일체화 후의 보강 기재에 두께 변동이 보였다. 또한 접합 강도에 다소의 저하가 보였다.
비교예 6
보강 기재 8을 150mm×15mm로 커트한 것 이외에는, 비교예 3과 동일하게 하여 일체화 성형체를 제작하였다. 일체화 성형체의 평가 결과는 표 3-2에 기재하였다. 보강 기재의 폭을 작게 하면, 일체화 후의 보강 기재에 꼬임이 보였다. 또한 보강 기재의 두께 변동이 커지고, 접합 강도의 저하가 보였다.
비교예 7
보강 기재 9를 150mm×15mm로 커트한 것 이외에는, 비교예 4와 동일하게 하여 일체화 성형체의 제작을 시도하였다. 그러나, 비교예 4와 동일하게, 보강 기재의 두께가 두껍고, 캐비티의 중앙까지 사출 수지가 유동하지 않으며, 사출 수지가 미충전이 되어, 일체화 성형체는 얻어지지 않았다.
실시예 15
보강 기재 1 대신에 보강 기재 11을 사용한 점 이외에는, 실시예 1과 동일하게 하여 일체화 성형체를 제작하였다. 일체화 성형체의 평가 결과는 표 3-2에 기재하였다. 보강 기재 2를 예비 부형에 의해 가열 성형하였기 때문에 보강 기재 11로서 사출 수지의 유동이 방해되는 일은 없으며, 얻어진 일체화 성형체는, 보강 기재의 꼬임도 보이지 않고, 품위가 양호한 것이었다. 또한, 예비 부형 시에, 보강 기재에 다소의 두께 변동이 발생하였지만, 보강 기재와 사출 성형체의 접합 강도가 우수한 성형체를 제작할 수 있었다. 또한, 일체화 성형체의 용접선부의 역학 특성은 우수하였다.
실시예 16
보강 기재 11을 150mm×15mm로 커트한 것 이외에는, 실시예 15와 동일하게 하여 일체화 성형체를 제작하였다. 일체화 성형체의 평가 결과는 표 3-2에 기재하였다. 보강 기재 2를 예비 부형에 의해 가열 성형하였기 때문에 보강 기재 11로서 사출 수지의 유동이 방해되는 일은 없으며, 얻어진 일체화 성형체는, 보강 기재의 꼬임도 보이지 않고, 품위가 양호한 것이었다. 또한, 예비 부형 시에 보강 기재에 다소의 두께 변동이 발생하였지만, 보강 기재와 사출 성형체의 접합 강도가 우수한 성형체를 제작할 수 있었다. 또한, 일체화 성형체의 용접선부의 역학 특성은 우수하였다.
실시예 17
세로 150mm×가로 190mm×두께 1mm의 평판부와, 보스, 리브가 존재하는 높이 10mm의 입벽(R=2.5)으로 구성되는 상자형 사출 성형 금형을 준비함과 함께, 보강 기재 1을 170mm×30mm로 커트하였다. 커트한 보강 기재를, 히터로 가열하여, 상자형 사출 성형 금형의 캐비티 내의 용접선이 생길 것으로 생각되는 위치에 인서트하고, 사출 수지 1을 실린더 온도 260℃, 금형 온도 80℃에서 사출 성형하여, 보강 기재와 사출 성형체가 일체화된 일체화 성형체를 제작하였다. 보강 기재 1은 부형성이 우수하고, 사출 성형체의 용접선의 폭 방향에 있어서, 30mm의 거리에 걸쳐, 입벽부까지 사출 성형체와 일체화되어 있었다. 얻어진 일체화 성형체에 있어서는, 보강 기재의 두께 변동이 적으며, 보강 기재의 꼬임도 보이지 않고, 품위가 양호한 성형체를 제작할 수 있었다. 또한, 보강 기재와 사출 성형체의 접합 강도도 우수하였다. 또한, 일체화 성형체의 용접선부의 역학 특성도 우수하였다. 얻어진 일체화 성형체의 모식도를 도 5에 도시한다. 일체화 성형체의 평가 결과는 표 3-2에 기재하였다.
비교예 8
보강 기재 1 대신에 보강 기재 8을 사용한 점 이외에는, 실시예 17과 동일하게 하여 일체화 성형체를 제작하였다. 일체화 성형체의 평가 결과는 표 3-2에 기재하였다. 보강 기재 8은 이방성이 있고, 히터로 가열을 하면, 보강 기재가 꼬이고, 금형을 따라서 레이업하는 것이 곤란하였다. 일체화 성형체에 있어서도, 보강 기재에 큰 꼬임이 보이고, 두께의 변동도 컸다.
실시예 18
먼저, 사출 수지 1을 세로 150mm×가로 150mm×두께 1mm의 캐비티를 갖는 사출 성형 금형을 사용하여 사출 성형하여, 중앙부에 용접선이 존재하는 사출 성형체를 얻었다. 그 후, 150mm×30mm로 커트한 보강 기재 1을 히터로 과열하여, 사출 성형체의 용접선을 따라서 일체화시켜, 보강 기재와 사출 성형체가 일체화된 일체화 성형체를 제작하였다. 보강 기재 1은 사출 성형체의 용접선의 폭 방향에 있어서, 30mm의 거리에 걸쳐 사출 성형체와 일체화되어 있었다. 얻어진 일체화 성형체에 있어서는, 보강 기재의 꼬임은 보이지 않고, 두께 변동도 적어, 보강 기재와 사출 성형체의 접합 강도가 우수한, 품위가 양호한 성형체를 제작할 수 있었다. 또한, 일체화 성형체의 용접선부의 역학 특성은 우수하였다. 일체화 성형체의 평가 결과는 표 4에 기재하였다.
실시예 19
먼저, 세로 150mm×가로 190mm×두께 1mm의 평판부와, 보스, 리브가 존재하는, 높이 10mm의 입벽(R=2.5)으로 구성되는 상자형 사출 성형 금형을 준비하였다. 사출 수지 1을 해당 상자형 사출 성형 금형을 사용하여 사출 성형하여, 중앙부에 용접선이 존재하는 상자형 사출 성형체를 얻었다. 그 후, 170mm×30mm로 커트한 보강 기재 1을 히터로 과열하여, 사출 성형체의 용접선을 따라서 일체화시켜, 보강 기재와 사출 성형체가 일체화된 일체화 성형체를 제작하였다. 보강 기재 1은 부형성이 우수하고, 사출 성형체의 용접선의 폭 방향에 있어서, 30mm의 거리에 걸쳐, 입벽부까지 사출 성형체와 일체화되어 있었다. 얻어진 일체화 성형체에 있어서는, 보강 기재의 꼬임은 보이지 않고, 두께 변동도 적어, 보강 기재와 사출 성형체의 접합 강도가 우수한, 품위가 양호한 성형체를 제작할 수 있었다. 또한, 일체화 성형체의 용접선부의 역학 특성은 우수하였다. 일체화 성형체의 평가 결과는 표 4에 기재하였다.
비교예 9
보강 기재 1 대신에 보강 기재 8을 사용한 점 이외에는, 실시예 18과 동일하게 하여 일체화 성형체를 제작하였다. 보강 기재 8은 이방성이 있고, 히터로 가열을 하면, 보강 기재가 꼬이고, 사출 성형체의 용접선을 따라서 레이업하는 것이 곤란하였다.
비교예 10
보강 기재 1 대신에 보강 기재 8을 사용한 점 이외에는, 실시예 19와 동일하게 하여 일체화 성형체를 제작하였다. 보강 기재 8은 이방성이 있고, 히터로 가열을 하면, 보강 기재가 꼬이고, 사출 성형체의 용접선을 따라서 레이업하는 것이 곤란하였다. 또한, 보강 기재 8의 부형성이 낮고, 상자형 사출 성형체의 입벽의 R부에 있어서, 보강 기재와 사출 성형체가 일체화되지 않은 부분이 존재하였다.
[표 1-1]

[표 1-2]
[표 2-1]
[표 2-2]
[표 3-1]
[표 3-2]


실시예 1 내지 13에 도시된 바와 같이, 보강 기재 (a)로서, 해당 보강 기재 (a)의 장축 방향을 10등분으로 구분한 영역의 각각에 있어서의 불연속 섬유 (a1)의 배향 각도가, 서로 그 차가 10° 이내인 보강 기재를 사용함으로써, 보강 기재에 큰 두께 변동을 발생하지 않고, 접합 강도가 우수한, 용접선이 충분히 보강된 일체화 성형체를 제작할 수 있었다. 그 중에서도, 우수한 강도, 탄성률, 선팽창 계수를 가지고, 또한 그것들이 등방적인 보강 기재를 사용하는 경우에는, 보강 기재가 꼬이거나 사출 수지에 매몰되거나 하기 어렵고, 고정밀도로 사출 성형체와 일체화되었다. 특히, 굽힘 탄성률, 선팽창 계수가 보다 우수한 보강 기재를 사용한 경우에는, 보강 기재를 작게 해도, 보강 기재가 흐트러지거나 사출 수지에 매몰되거나 하지 않고, 고정밀도로 보강 기재와 사출 성형체가 일체화되고, 용접선이 충분히 보강된 일체화 성형체를 제작할 수 있었다. 비용 삭감, 경량화의 관점에서, 보강 기재량을 삭감하는 것은, 바람직하다고 생각된다.
한편, 보강 기재를 사용하지 않은 비교예 1 및 비교예 2는, 용접선의 강도, 탄성률이 현저하게 낮았다. 또한, 일방향 연속 섬유 기재에 의해 보강한 비교예 3 및 비교예 6은, 섬유 방향과 수직 방향의 강도, 탄성률이 매우 낮고, 사출 수지의 흐름에 보강 기재가 흘러가게 되어, 보강 기재가 꼬이거나, 또는 선팽창 계수에 이방성이 있기 때문에 일체화 시에 보강 기재가 부상하여, 사출 성형체에 매몰되거나, 보강 기재의 위치가 어긋나거나 하였다. 또한, 그의 영향에 의해, 보강 기재의 두께에 변동이 발생하고, 접합 강도가 저하되었다. 그 결과, 용접선에 대한 보강이 불충분해지고, 강도, 탄성률이 개선되지 않는 것이었다. 또한, 비교예 4, 5 및 비교예 7에 나타내는 바와 같이, 후육 보강 기재를 사용하면, 보강 기재의 강성은 획득할 수 있지만, 사출 수지의 충전이 곤란해져, 일체화 성형체의 제작이 어려워지는 것이 나타났다.
실시예 15 및 실시예 16에 도시된 바와 같이, 불연속 섬유에 의한 보강 기재를 예비 부형한 후 금형에 인서트하여 사용해도, 보강 기재와 사출 성형체의 일체화 시에, 보강 기재가 꼬이거나 사출 수지에 매몰되거나 하지 않고, 고정밀도로 사출 성형체와 일체화할 수 있어, 용접선부가 충분히 보강된 일체화 성형체를 제작할 수 있었다. 일방향 연속 섬유 기재에 의해 보강한 비교예 3 및 비교예 5에서는, 예비 부형한 비교예 5의 쪽이, 금형 내에 레이업했을 때에 발생하는, 금형과 접하지 않은 기재 면적이 증가하여, 보강 기재로서의 사용이 보다 곤란해졌다.
실시예 17에 도시된 바와 같이, 불연속 섬유에 의한 보강 기재는 형상 부형에도 우수하고, 사출 성형 금형의 복잡 형상부에도, 보강 기재가 꼬이는 일이 없이 인서트할 수 있었다. 얻어진 일체화 성형체도 품위가 양호하고, 두께 변동도 작고, 용접선부가 충분히 강화된 일체화 성형체를 제작할 수 있었다. 한편, 비교예 8과 같이, 연속 섬유에 의한 보강 기재는, 사출 성형 금형의 복잡 형상부에의 형상 부형이 불충분하고, 또한 레이업 시에 보강 기재가 꼬이고, 얻어진 일체화 성형체에 있어서는, 보강 기재가 매몰된, 용접선의 보강이 불충분한 것이 되었다.
그리고, 실시예 18, 19와 같이, 보강 기재 (a)로서, 해당 보강 기재 (a)의 장축 방향을 10등분으로 구분한 영역의 각각에 있어서의 불연속 섬유 (a1)의 배향 각도가, 서로 그 차가 10° 이내인 보강 기재를 사용하면, 사출 성형 후의 사출 성형체의 용접선을 따라서 보강 기재를 배치·일체화해도, 큰 두께 변동을 발생하지 않고, 접합 강도가 우수하며, 용접선이 충분히 보강된 일체화 성형체를 제작할 수 있었다. 또한, 불연속 섬유가 함유되어 있는 섬유는 부형성이 우수하고, 사출 성형체의 R부에서도 일체화하는 것이 가능하였다.
한편, 비교예 9, 10과 같이, 연속 섬유 기재를 사용하면, 선팽창률에 이방성이 있기 때문에 기재 가열 중에 보강 기재가 꼬이고, 사출 성형체의 용접선을 따라서 보강 기재를 레이업하는 것은 곤란하며, 그 결과, 접합 강도, 용접선에 대한 보강 효과도 낮은 것이 되었다. 또한, 일방향 연속 섬유에 의한 보강 기재는 부형성이 낮고, 사출 성형체의 R부에 있어서는, 일체화하는 것이 불가능하였다.
본 발명의 일체화 성형체는, 사출 성형체의 과제인 용접선에서의 강도·강성 저하를 해결할 수 있다. 특히, 보강 기재 (a)의 장축 방향을 10등분으로 구분한 영역의 각각에 있어서의 불연속 섬유 (a1)의 배향 각도의 차가 10° 이내인 보강 기재를 사용하면, 보강 기재를 작고, 얇게 해도, 보강 기재의 섬유 흐트러짐을 방지하면서, 용접선을 보강하는 것이 가능하다. 그 때문에, 박육 성형 또는 복잡 형상 성형 등의 자유로운 설계가 가능하고, 전기·전자 기기, 로봇, 이륜차, 자동차, 항공기의 부재, 부품 및 하우징 등 폭넓은 산업 분야의 사출 성형체에 적용할 수 있다.
1. 보강 기재의 인서트 범위 S0
2. 보강 기재의 인서트 범위 S0 내에 존재하는, 일체화 후의 보강 기재의 면적 S1
3. 보강 기재
4. 사출 성형체
5. 용접선
6. 시험편 커트 범위
7a, 7b. 측정 지그
8. 리브
9. 보스
10. 시험편
2. 보강 기재의 인서트 범위 S0 내에 존재하는, 일체화 후의 보강 기재의 면적 S1
3. 보강 기재
4. 사출 성형체
5. 용접선
6. 시험편 커트 범위
7a, 7b. 측정 지그
8. 리브
9. 보스
10. 시험편
Claims (16)
- 불연속 섬유 (a1)과 수지 (a2)를 갖는 보강 기재 (a)와, 불연속 섬유 (b1)과 수지 (b2)를 갖는 사출 성형체 (b)가 일체화된 일체화 성형체이며,
보강 기재 (a)의 장축 방향을 10등분으로 구분한 영역의 각각에 있어서의 불연속 섬유 (a1)의 배향 각도의 차가 10° 이내이며,
보강 기재 (a)가 사출 성형체 (b)의 용접선의 일부 또는 전부를 덮어 사출 성형체 (b)와 일체화되어 있는 일체화 성형체. - 제1항에 있어서, 보강 기재 (a)와 사출 성형체 (b)의 접합 강도가 7MPa 이상이며,
일체화 성형체에 있어서의 보강 기재 (a)의 두께의 변동이 10% 이내인 일체화 성형체. - 불연속 섬유 (a1)과 수지 (a2)를 갖는 보강 기재 (a)와, 불연속 섬유 (b1)과 수지 (b2)를 갖는 사출 성형체 (b)가 일체화된 일체화 성형체이며,
보강 기재 (a)와 사출 성형체 (b)의 접합 강도가 7MPa 이상이며,
일체화 성형체에 있어서의 보강 기재 (a)의 두께의 변동이 10% 이내이며,
보강 기재 (a)가 사출 성형체 (b)의 용접선의 일부 또는 전부를 덮어 사출 성형체 (b)와 일체화되어 있는 일체화 성형체. - 제1항 내지 제3항 중 어느 한 항에 있어서, 보강 기재 (a)가 실질적으로 등방성을 나타내는 일체화 성형체.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 보강 기재 (a)의 선팽창 계수가 7×10-6/K 이하인 일체화 성형체.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 보강 기재 (a)의 굽힘 탄성률이 10GPa 이상인 일체화 성형체.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 보강 기재 (a)가 테이프상인 일체화 성형체.
- 불연속 섬유 (a1)과 수지 (a2)를 갖는 보강 기재 (a)를 금형 내에 배치하고, 불연속 섬유 (b1)과 수지 (b2)를 갖는 사출 성형체 (b)의 용접선에 보강 기재 (a)를 일체화하는 일체화 성형체의 제조 방법이며,
보강 기재 (a)는, 금형 내에 배치하였을 때의 보강 기재 (a)의 길이 방향을 10등분으로 구분한 영역의 각각에 있어서의 불연속 섬유 (a1)의 배향 각도의 차가 10° 이내인 일체화 성형체의 제조 방법. - 제8항에 있어서, 보강 기재 (a)를 금형 내에 배치하였을 때, 금형과 접하지 않은 보강 기재의 면적의 비율이 5% 이하인 일체화 성형체의 제조 방법.
- 제8항 또는 제9항에 있어서, 보강 기재 (a)를 예비 부형한 후, 금형에 인서트하여 성형하는 일체화 성형체의 제조 방법.
- 불연속 섬유 (a1)과 수지 (a2)를 갖는 보강 기재 (a)를, 불연속 섬유 (b1)과 수지 (b2)를 갖는 사출 성형체 (b)의 용접선에 일체화하는 일체화 성형체의 제조 방법이며,
보강 기재 (a)는, 해당 보강 기재 (a)를 사출 성형체 (b)에 레이업했을 때의 보강 기재 (a)의 길이 방향을 10등분으로 구분한 영역의 각각에 있어서의 불연속 섬유 (a1)의 배향 각도의 차가 10° 이내인 일체화 성형체의 제조 방법. - 제11항에 있어서, 보강 기재 (a)를 사출 성형체 (b)에 레이업했을 때, 사출 성형체 (b)와 접하지 않은 보강 기재의 면적의 비율이 5% 이하인 일체화 성형체의 제조 방법.
- 제8항 내지 제12항 중 어느 한 항에 있어서, 보강 기재 (a)가 실질적으로 등방성을 나타내는 일체화 성형체의 제조 방법.
- 제8항 내지 제13항 중 어느 한 항에 있어서, 보강 기재 (a)의 선팽창 계수가 7×10-6/K 이하인 일체화 성형품의 제조 방법.
- 제8항 내지 제14항 중 어느 한 항에 있어서, 보강 기재 (a)의 굽힘 탄성률이 10GPa 이상인 일체화 성형체의 제조 방법.
- 제8항 내지 제15항 중 어느 한 항에 있어서, 보강 기재 (a)가 테이프상인 일체화 성형체의 제조 방법.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2017-166844 | 2017-08-31 | ||
| JPJP-P-2017-166843 | 2017-08-31 | ||
| JP2017166844 | 2017-08-31 | ||
| JP2017166843 | 2017-08-31 | ||
| PCT/JP2018/031343 WO2019044694A1 (ja) | 2017-08-31 | 2018-08-24 | 一体化成形体およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200047512A true KR20200047512A (ko) | 2020-05-07 |
Family
ID=65525697
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207000397A Withdrawn KR20200047512A (ko) | 2017-08-31 | 2018-08-24 | 일체화 성형체 및 그의 제조 방법 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US11141893B2 (ko) |
| EP (1) | EP3677398B1 (ko) |
| JP (1) | JP7131390B2 (ko) |
| KR (1) | KR20200047512A (ko) |
| CN (1) | CN110869182A (ko) |
| SG (1) | SG11201912492XA (ko) |
| TW (1) | TW201919844A (ko) |
| WO (1) | WO2019044694A1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110891755B (zh) * | 2017-08-31 | 2021-12-31 | 东丽株式会社 | 一体化成型体 |
| JP7481108B2 (ja) * | 2019-12-06 | 2024-05-10 | 帝人株式会社 | 炭素繊維複合材料の製造方法および炭素繊維複合材料 |
| DE102020121141A1 (de) * | 2020-08-11 | 2022-02-17 | Kautex Textron Gmbh & Co. Kg | Fließpressteil, Batteriegehäuse mit einem Fließpressteil, Verfahren zum Herstellen eines Fließpressteils, Fließpresswerkzeug |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60260313A (ja) | 1984-06-08 | 1985-12-23 | Mitsubishi Gas Chem Co Inc | ウエルドラインの解消方法 |
| JPH09272134A (ja) | 1996-04-04 | 1997-10-21 | Mitsui Toatsu Chem Inc | 複合射出成形物及びその製造方法 |
| JP2000167863A (ja) | 1998-12-09 | 2000-06-20 | Toyobo Co Ltd | ウェルド補強方法 |
| JP2010253938A (ja) | 2009-03-31 | 2010-11-11 | Toray Ind Inc | 一体化成形品の製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20010053451A1 (en) | 2000-03-30 | 2001-12-20 | Yoshiaki Togawa | Laminated product and process for producing the same |
| JP2001341216A (ja) * | 2000-03-30 | 2001-12-11 | Sumitomo Chem Co Ltd | 成形体、その製造方法およびその用途 |
| JP2004082470A (ja) * | 2002-08-26 | 2004-03-18 | Suzuki Motor Corp | ウェルド部強化樹脂部品およびその製造方法 |
| KR101445169B1 (ko) * | 2008-07-31 | 2014-10-06 | 도레이 카부시키가이샤 | 프리프레그, 프리폼, 성형품 및 프리프레그의 제조방법 |
| KR102179752B1 (ko) * | 2013-10-29 | 2020-11-17 | 도레이 카부시키가이샤 | 성형품 및 성형 재료 |
| JP6566753B2 (ja) * | 2014-07-07 | 2019-08-28 | 株式会社巴川製紙所 | 樹脂成形体に使用される機能性不織布、それを用いて得られた樹脂成形体及びその製造方法 |
-
2018
- 2018-08-24 US US16/641,436 patent/US11141893B2/en active Active
- 2018-08-24 KR KR1020207000397A patent/KR20200047512A/ko not_active Withdrawn
- 2018-08-24 JP JP2018552261A patent/JP7131390B2/ja active Active
- 2018-08-24 CN CN201880046782.9A patent/CN110869182A/zh active Pending
- 2018-08-24 SG SG11201912492XA patent/SG11201912492XA/en unknown
- 2018-08-24 WO PCT/JP2018/031343 patent/WO2019044694A1/ja not_active Ceased
- 2018-08-24 EP EP18852072.0A patent/EP3677398B1/en active Active
- 2018-08-28 TW TW107129922A patent/TW201919844A/zh unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60260313A (ja) | 1984-06-08 | 1985-12-23 | Mitsubishi Gas Chem Co Inc | ウエルドラインの解消方法 |
| JPH09272134A (ja) | 1996-04-04 | 1997-10-21 | Mitsui Toatsu Chem Inc | 複合射出成形物及びその製造方法 |
| JP2000167863A (ja) | 1998-12-09 | 2000-06-20 | Toyobo Co Ltd | ウェルド補強方法 |
| JP2010253938A (ja) | 2009-03-31 | 2010-11-11 | Toray Ind Inc | 一体化成形品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2019044694A1 (ja) | 2020-08-13 |
| SG11201912492XA (en) | 2020-01-30 |
| JP7131390B2 (ja) | 2022-09-06 |
| WO2019044694A1 (ja) | 2019-03-07 |
| EP3677398A4 (en) | 2021-05-26 |
| US20200198194A1 (en) | 2020-06-25 |
| EP3677398A1 (en) | 2020-07-08 |
| TW201919844A (zh) | 2019-06-01 |
| US11141893B2 (en) | 2021-10-12 |
| CN110869182A (zh) | 2020-03-06 |
| EP3677398B1 (en) | 2023-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4862913B2 (ja) | プリプレグおよびプリフォーム | |
| KR20200044783A (ko) | 일체화 성형체 | |
| CN101421340B (zh) | 纤维增强热塑性树脂成型体、成型材料、及其制造方法 | |
| US12104044B2 (en) | Fiber-reinforced thermoplastic resin filament for 3D printer, and molded article thereof | |
| US10882224B2 (en) | Method for manufacturing structure material | |
| JP4807477B2 (ja) | プレス成形品の製造方法 | |
| KR20150100608A (ko) | 중공 구조를 갖는 성형체 및 그 제조 방법 | |
| WO2018056433A1 (ja) | 電子機器筐体およびその製造方法 | |
| WO2018056434A1 (ja) | 電子機器筐体 | |
| KR20200135782A (ko) | 성형품의 제조 방법 | |
| KR20200047512A (ko) | 일체화 성형체 및 그의 제조 방법 | |
| CN114207026B (zh) | 液晶聚酯树脂成型体 | |
| TWI760408B (zh) | 加工品之製造方法及加工品 | |
| EP4122667A1 (en) | Laminated body and welded body using same | |
| JP7268467B2 (ja) | 繊維強化熱可塑性樹脂フィラメントおよびその成形品 | |
| JP2021133639A (ja) | 複合成形品およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20200107 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination | ||
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |