KR20200049126A - 유압 기반의 자동운전식 버 방지용 수직형 고정밀 핫롤링 머신 - Google Patents
유압 기반의 자동운전식 버 방지용 수직형 고정밀 핫롤링 머신 Download PDFInfo
- Publication number
- KR20200049126A KR20200049126A KR1020180132025A KR20180132025A KR20200049126A KR 20200049126 A KR20200049126 A KR 20200049126A KR 1020180132025 A KR1020180132025 A KR 1020180132025A KR 20180132025 A KR20180132025 A KR 20180132025A KR 20200049126 A KR20200049126 A KR 20200049126A
- Authority
- KR
- South Korea
- Prior art keywords
- burr
- roll
- fixed
- disposed
- base frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21H—MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS
- B21H1/00—Making articles shaped as bodies of revolution
- B21H1/06—Making articles shaped as bodies of revolution rings of restricted axial length
- B21H1/12—Making articles shaped as bodies of revolution rings of restricted axial length rings for ball or roller bearings
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
Abstract
Description
도 2는 본 발명의 실시예에 따른 유압 기반의 자동운전식 버 방지용 수직형 고정밀 핫롤링 머신의 주요부 정면 구성도;
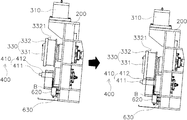
도 3은 본 발명의 실시예에 따른 유압 기반의 자동운전식 버 방지용 수직형 고정밀 핫롤링 머신의 주요부 측면 구성도;
도 4는 본 발명의 실시예에 따른 유압 기반의 자동운전식 버 방지용 수직형 고정밀 핫롤링 머신의 해제동작시 주요부 측면 구성도;
도 5는 본 발명의 실시예에 따른 드라이브 롤 유닛의 구성과 동작을 보여주기 위한 도면;
도 6은 본 발명의 실시예에 따른 드라이브 롤 유닛의 연결대를 보여주기 위한 도면;
도 7은 본 발명의 실시예에 따른 가이드 롤 유닛의 구성과 동작을 보여주기 위한 도면이다.
B : 링 블랭크
C : 맨드릴
D : 드라이브 롤
1 : 유압 기반의 자동운전식 버 방지용 수직형 고정밀 핫롤링 머신
100 : 베이스 프레임
200 : 몸체프레임
300 : 드라이브 롤 유닛
310 : 메인실린더
320 : 유압모터
321 : 모터 고정테이블
330 : 드라이브 롤
331 : 롤 휠
332 : 프레스 롤
3321 : 링 성형홈
340 : 연결대
341 : 내측 연결대
342 : 외측 연결대
350 : 유니버셜 조인트
400 : 맨드릴 유닛
410 : 맨드릴
411 : 베어링 고정단
412 : 링 성형단
500 : 가이드 롤 유닛
510 : 가이드롤 고정대
520 : 보조실린더
530 : 가이드 롤
600 : 버 방지 롤 유닛
610 : 후방측 버 방지 롤
620 : 전방측 버 방지 롤
630 : 고정브래킷
700 : 컨트롤러
800 : 전방 고정대
810 : 베어링 장착홈
900 : 고정대 액추에이터
910 : 안내레일
920 : 실린더 고정대
930 : 전후진 실린더
Claims (7)
- 설치면에 배치되는 베이스 프레임(100);
상기 베이스 프레임(100)에 고정되어 설정높이로 배치되는 몸체프레임(200);
상기 몸체프레임(200)의 상단 부위에 배치되고, 회전구동하는 드라이브 롤(330)을 구비되는 드라이브 롤 유닛(300);
상기 몸체프레임(200)의 중단 부위에 배치되고, 링 블랭크(B)의 상측 내주면 부위가 걸림고정되는 맨드릴(410)이 구비되는 맨드릴 유닛(400);
상기 베이스 프레임(100)의 좌우측 부위에 고정되어 설정높이로 배치되고, 상기 맨드릴(410)의 하단 좌우측에 놓여져 직경이 확대되는 링 블랭크(B)의 외주면 부위를 지지하는 가이드 롤(530)이 구비되는 가이드 롤 유닛(500);
상기 베이스 프레임(100)의 폭방향 중앙 부위와 상기 몸체프레임(200) 하단 부위에 배치되고, 직경이 확대되는 링 블랭크(B)의 하측 전후면에 밀착되는 버 방지 롤(610)(620)이 구비되는 버 방지 롤 유닛(600); 및
상기 드라이브 롤 유닛(300), 가이드 롤 유닛(500), 버 방지 롤 유닛(600)의 구동을 제어하는 컨트롤러(700)를 포함하는 구성으로 이루어지는 것을 특징으로 하는 유압 기반의 자동운전식 버 방지용 수직형 고정밀 핫롤링 머신. - 제 1항에 있어서,
상기 드라이브 롤 유닛(300)은,
상기 몸체프레임(200) 상단에 고정되는 메인실린더(310);
상기 몸체프레임(200) 후측에 배치되는 유압모터(320);
상기 몸체프레임(200) 전면에 회전가능하게 고정되고, 상기 메인실린더(310)의 로드와 연결되어 상하방향으로 전후진 이동하며, 상기 유압모터(320)와 연결되어 회전하는 드라이브 롤(330);을 포함하는 구성으로 이루어지는 것을 특징으로 하는 유압 기반의 자동운전식 버 방지용 수직형 고정밀 핫롤링 머신. - 제 2항에 있어서,
상기 드라이브 롤(330)은,
상기 유압모터(320)와 연결되어 회전하는 원통 형상의 롤 휠(331); 중공형 원통체 형상으로 이루어져 상기 롤 휠(331)의 외주면으로 삽입되어 상기 롤 휠(331)과 일체로 회전하고, 외주면 둘레를 따라 설정깊이로 요입된 링 성형홈(3321)이 형성되어 상기 링 블랭크(B)의 상측 외주면 부위가 상기 링 성형홈(3321)에 내입되게 배치되는 프레스 롤(332)을 포함하는 구성으로 이루어지고,
상기 유압모터(320)는,
상기 몸체프레임(200) 후측으로 설정거리만큼 이격된 위치에 설정높이로 설치되는 모터 고정테이블(321)에 설치되고, 설정길이의 바(bar) 형상으로 이루어지는 연결대(340)의 길이방향 양단에 연결되는 유니버셜 조인트(350)에 모터축과 상기 드라이브 롤(330)의 회전축이 결합되면서 토크가 상기 드라이브 롤(330)에 전달되도록 하는 것을 특징으로 하는 유압 기반의 자동운전식 버 방지용 수직형 고정밀 핫롤링 머신. - 제 1항에 있어서,
상기 맨드릴 유닛(400)은,
상기 몸체프레임(200) 전면에 회전가능하게 고정되고, 직경이 작은 베어링 고정단(411)과 직경이 큰 링 성형단(412)이 전후로 배치된 2단 구조의 회전축 구조로 이루어지는 맨드릴(410);
상기 베이스 프레임(100)의 폭방향 중앙 부위에 전후방향으로 이동가능하게 고정되어 설정높이로 배치되고, 상기 맨드릴(410)의 베어링 고정단(411)이 삽입되는 베어링 장착홈(810)이 상측 후단면에 개방형성되는 전방 고정대(800); 및
상기 베이스 프레임(100)에 설치되어 상기 전방 고정대(800)을 전후방향으로 이동시키고, 상기 전방 고정대(800)의 후진에 따라 상기 전방 고정대(800)의 베어링 장착홈(810)으로 상기 맨드릴(410)의 베어링 고정단(411)이 끼움고정되도록 하는 고정대 액추에이터(900)를 포함하는 것을 특징으로 하는 유압 기반의 자동운전식 버 방지용 수직형 고정밀 핫롤링 머신. - 제 1항에 있어서,
상기 가이드 롤 유닛(500)은,
상기 베이스 프레임(100) 좌우측으로 이격되어 설정높이로 배치되는 한쌍의 가이드롤 고정대(510);
각각의 상기 가이드롤 고정대(510)에 고정되어 상기 맨드릴(410) 방향으로 경사지게 배치되는 한쌍의 보조실린더(520);
각각의 상기 보조실린더(520)에 연결되어 전후진이동하게 되고, 전후방향으로 배치된 축에 의해 자유 회전하면서 직경이 확대되는 링 블랭크(B)의 외주면 부위를 지지하는 한쌍의 가이드 롤(530)을 포함하는 구성으로 이루어지는 것을 특징으로 하는 유압 기반의 자동운전식 버 방지용 수직형 고정밀 핫롤링 머신. - 제 1항에 있어서,
상기 버 방지 롤 유닛(600)은,
상기 몸체프레임(200) 전면 하단 부위에 회전가능하게 고정되고, 상하방향으로 배치된 축에 의해 자유 회전하면서 직경이 확대되는 링 블랭크(B)의 하측 후면에 밀착되는 후방측 버 방지 롤(610);
상기 베이스 프레임(100)의 폭방향 중앙 부위에 회전가능하게 고정되고, 상하방향으로 배치된 축에 의해 자유 회전하면서 직경이 확대되는 링 블랭크(B)의 하측 전면에 밀착되는 전방측 버 방지 롤(620);
상기 베이스 프레임(100)의 폭방향 중앙 부위에 전후방향으로 이동가능하게 고정되어 설정높이로 배치되고, 상기 전방측 버 방지 롤(620)이 고정되는 전방 고정대(800); 및
상기 베이스 프레임(100)에 설치되어 상기 전방 고정대(800)을 전후방향으로 이동시키고, 상기 전방 고정대(800)의 후진에 따라 상기 전방측 버 방지 롤(620)이 상기 링 블랭크(B)이 하측 전면에 밀착되도록 하는 고정대 액추에이터(900)를 포함하는 것을 특징으로 하는 유압 기반의 자동운전식 버 방지용 수직형 고정밀 핫롤링 머신. - 제 4항 또는 제 6항에 있어서,
상기 고정대 액추에이터(900)는,
상기 베이스 프레임(100)의 표면에 전후방향으로 형성되고, 상기 전방 고정대(800)의 저면이 끼워지면서 슬라이딩이동하게 되는 안내레일(910);
상기 안내레일(910)의 후방으로 이격된 위치에 배치되는 실린더 고정대(920);
상기 실린더 고정대(920)에 후단부위가 고정되고, 로드(rod)가 상기 전방 고정대(800)와 결합되어 상기 전방 고정대(800)의 전후방향 이동을 유도하는 전후진 실린더(930)를 포함하는 구성으로 이루어지는 것을 특징으로 하는 유압 기반의 자동운전식 버 방지용 수직형 고정밀 핫롤링 머신.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180132025A KR102149757B1 (ko) | 2018-10-31 | 2018-10-31 | 유압 기반의 자동운전식 버 방지용 수직형 고정밀 핫롤링 머신 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180132025A KR102149757B1 (ko) | 2018-10-31 | 2018-10-31 | 유압 기반의 자동운전식 버 방지용 수직형 고정밀 핫롤링 머신 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200049126A true KR20200049126A (ko) | 2020-05-08 |
| KR102149757B1 KR102149757B1 (ko) | 2020-08-31 |
Family
ID=70678259
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180132025A Expired - Fee Related KR102149757B1 (ko) | 2018-10-31 | 2018-10-31 | 유압 기반의 자동운전식 버 방지용 수직형 고정밀 핫롤링 머신 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102149757B1 (ko) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1024338A (ja) * | 1996-07-10 | 1998-01-27 | Amano Eng Service:Kk | 輪体のローリング成形装置 |
| KR20100125429A (ko) * | 2008-03-21 | 2010-11-30 | 가이 빈잔트 | 성형 롤러가 구비된 원형 압연기 |
| KR20160125408A (ko) | 2014-02-25 | 2016-10-31 | 하테부르 움포름마쉬넨 아크티엔게젤샤프트 | 링 롤링 장치 |
| KR20170138445A (ko) | 2015-04-17 | 2017-12-15 | 하테부르 움포름마쉬넨 아크티엔게젤샤프트 | 축 방향으로 고정된 롤링-요소 베어링들을 가지는 링 롤링 장치 |
-
2018
- 2018-10-31 KR KR1020180132025A patent/KR102149757B1/ko not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1024338A (ja) * | 1996-07-10 | 1998-01-27 | Amano Eng Service:Kk | 輪体のローリング成形装置 |
| KR20100125429A (ko) * | 2008-03-21 | 2010-11-30 | 가이 빈잔트 | 성형 롤러가 구비된 원형 압연기 |
| KR20160125408A (ko) | 2014-02-25 | 2016-10-31 | 하테부르 움포름마쉬넨 아크티엔게젤샤프트 | 링 롤링 장치 |
| KR20170138445A (ko) | 2015-04-17 | 2017-12-15 | 하테부르 움포름마쉬넨 아크티엔게젤샤프트 | 축 방향으로 고정된 롤링-요소 베어링들을 가지는 링 롤링 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102149757B1 (ko) | 2020-08-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102470418B (zh) | 旋压辊压方法及装置 | |
| KR101540814B1 (ko) | 공작물 제조 방법 | |
| JP6373412B2 (ja) | リング圧延デバイス | |
| JP2011521791A (ja) | リング形成方法 | |
| JPH039938Y2 (ko) | ||
| JPS6366623B2 (ko) | ||
| JP3869115B2 (ja) | 加工機械 | |
| JP6641903B2 (ja) | リング状部材の製造方法 | |
| JP3834675B2 (ja) | 環状部材を形成するための冷間圧延方法と装置 | |
| US4047414A (en) | Bearing race rolling device | |
| US6233991B1 (en) | Apparatus and method for spin forming a tube | |
| JP6467507B2 (ja) | ワークピースをへら絞りするための装置及び方法 | |
| KR20200049126A (ko) | 유압 기반의 자동운전식 버 방지용 수직형 고정밀 핫롤링 머신 | |
| JP6850733B2 (ja) | 軸方向に固定された転がり軸受を有するリング圧延機 | |
| KR101026007B1 (ko) | 전체적으로 또는 부분적으로 프로파일된 튜브를 제조하기 위한 방법 및 장치 | |
| EP3331783B1 (en) | Conveyor pulley and process for producing a roller tube | |
| JP4748582B2 (ja) | マンドレル可動式スウェージングマシン | |
| CN101460264B (zh) | 用于无缝管的保持有心轴的轧机 | |
| JPH07505092A (ja) | 継目無管を製造するための穿孔圧延機 | |
| CN105290203A (zh) | 用于通过金属流动方式塑性加工制作具备多种凹槽形状储油孔的压纹套管的具备多个凸出部图案的加压压纹套管用模具 | |
| CN210452323U (zh) | 一种膨胀管加工夹具 | |
| US3576121A (en) | Means for roll forming annular parts | |
| ES2600455B1 (es) | Procedimiento para la fabricación de un tubo metálico, procedimiento para hacer funcionar una instalación de tubos sin costuras, banco de impacto así como instalación de tubos sin costuras | |
| US567328A (en) | Apparatus for making wheel-hubs from tubular blanks | |
| JP4247577B2 (ja) | 圧造成形機の素材供給装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| R15-X000 | Change to inventor requested |
St.27 status event code: A-3-3-R10-R15-oth-X000 |
|
| R16-X000 | Change to inventor recorded |
St.27 status event code: A-3-3-R10-R16-oth-X000 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| P14-X000 | Amendment of ip right document requested |
St.27 status event code: A-5-5-P10-P14-nap-X000 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| P16-X000 | Ip right document amended |
St.27 status event code: A-5-5-P10-P16-nap-X000 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R14-asn-PN2301 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20240826 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20240826 |