KR20200050780A - 핫스탬핑 금형 및 방법 - Google Patents
핫스탬핑 금형 및 방법 Download PDFInfo
- Publication number
- KR20200050780A KR20200050780A KR1020180133821A KR20180133821A KR20200050780A KR 20200050780 A KR20200050780 A KR 20200050780A KR 1020180133821 A KR1020180133821 A KR 1020180133821A KR 20180133821 A KR20180133821 A KR 20180133821A KR 20200050780 A KR20200050780 A KR 20200050780A
- Authority
- KR
- South Korea
- Prior art keywords
- mold
- insert
- hot stamping
- piercing
- blank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/022—Stamping using rigid devices or tools by heating the blank or stamping associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Description
도 2는 스틸 블록의 예를 보인 도면,
도 3은 핫스탬핑 금형의 마모로 인해 성형품에 품질 결함이 발생되는 것을 설명하기 위한 것으로, 도 2에 도시된 것과 같은 금형에 의해 성형된 블랭크를 보인 도면,
도 4는 마모된 핫스탬핑 금형에 의한 블랭크 성형을 보인 도면,
도 5는 도 4의 블랭크가 피어싱 금형에 놓인 것을 보인 도면,
도 6은 본 발명의 실시예에 따른 핫스탬핑 금형을 개략적으로 보인 것으로서, 위에서 바라본 뷰이며,
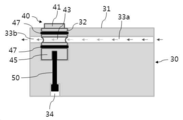
도 7은 도 6에 도시된 핫스탬핑 금형을 측방향에서 본 단면을 개략적으로 보인 도면,
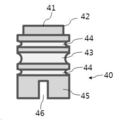
도 8은 도 7에 도시된 금형 인서트를 보인 도면이다.
10,30: 스틸 블록 11,31: 제1 성형면
12,41: 제2 성형면 13,33: 냉각채널
14,44: 모서리 20: 피어싱 금형
32: 인서트홈 33a,33b: 냉각채널
40: 인서트 43: 그루브
44: O링 장착홈 47: O링
50: 볼트 C: 우회유로
C1: 제1 연결지점 C2: 제2 연결지점
Claims (3)
- 복수의 스틸 블록을 조립하여 제작되는 핫스탬핑 금형으로서, 복수의 스틸 블록 중 적어도 어느 하나는,
인서트홈이 마련된 제1 성형면;
상기 인서트홈을 통과하도록 내부에 마련된 냉각채널;
상기 인서트홈에 끼워져 금형에 분리 가능하게 결합된 인서트, 여기서 인서트는 제1 성형면 위로 돌출된 제2 성형면을 구비하며, 제2 성형면은 모서리 형상을 가짐;을 포함하며,
상기 냉각채널은 인서트의 둘레면을 타고 우회하는 유로에 연결되거나, 인서트를 관통하여 연장되는 것 중 적어도 어느 하나의 형태로 마련된 것을 특징으로 하는 핫스탬핑 금형. - 청구항 1에 있어서, 상기 인서트의 둘레면에는 그루브가 형성되며,
상기 우회하는 유로는 냉각채널과의 제1 연결지점으로부터 유입된 냉각수가 분기되어 그루브를 따라 흐른 후 냉각채널과의 제2 연결지점에서 합쳐져 나가도록 구성된 것을 특징으로 하는 핫스탬핑 금형. - 블랭크를 가열하는 단계;
상기 가열된 블랭크를 청구항 1에 따른 금형을 이용하여 성형하는 단계, 여기서 성형된 블랭크는 제2 성형면에 대응하는 성형부를 갖게 됨; 및
상기 성형된 블랭크를 피어싱 금형을 이용하여 성형부에 홀을 형성하는 단계, 여기서 성형부는 제2 성형면에 대응하는 형상을 갖는 피어싱 금형에 의해 가압됨;을 포함하는 것을 특징으로 하는 핫스탬핑 방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180133821A KR102125380B1 (ko) | 2018-11-02 | 2018-11-02 | 핫스탬핑 금형 및 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180133821A KR102125380B1 (ko) | 2018-11-02 | 2018-11-02 | 핫스탬핑 금형 및 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200050780A true KR20200050780A (ko) | 2020-05-12 |
| KR102125380B1 KR102125380B1 (ko) | 2020-06-22 |
Family
ID=70679698
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180133821A Active KR102125380B1 (ko) | 2018-11-02 | 2018-11-02 | 핫스탬핑 금형 및 방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102125380B1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116140469A (zh) * | 2021-11-22 | 2023-05-23 | 宝山钢铁股份有限公司 | 一种热冲压模具 |
| KR20230102570A (ko) * | 2021-12-30 | 2023-07-07 | 주식회사 엠에스 오토텍 | 핫스탬핑 금형 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20100111179A (ko) * | 2009-04-06 | 2010-10-14 | 학교법인 선목학원 | 자동차 드라이브 플레이트 및 이의 제조 방법 |
| KR101190311B1 (ko) * | 2012-05-30 | 2012-10-12 | 주식회사 코다코 | 금형의 인서트 결합장치 |
-
2018
- 2018-11-02 KR KR1020180133821A patent/KR102125380B1/ko active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20100111179A (ko) * | 2009-04-06 | 2010-10-14 | 학교법인 선목학원 | 자동차 드라이브 플레이트 및 이의 제조 방법 |
| KR101190311B1 (ko) * | 2012-05-30 | 2012-10-12 | 주식회사 코다코 | 금형의 인서트 결합장치 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116140469A (zh) * | 2021-11-22 | 2023-05-23 | 宝山钢铁股份有限公司 | 一种热冲压模具 |
| KR20230102570A (ko) * | 2021-12-30 | 2023-07-07 | 주식회사 엠에스 오토텍 | 핫스탬핑 금형 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102125380B1 (ko) | 2020-06-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102017103B1 (ko) | 핫스탬핑 부품의 제조방법 | |
| EP3643423B1 (en) | Hot forming die assembly | |
| JP5249347B2 (ja) | 形状が複雑な成形品製造のための超高強度鋼鉄成形体製造方法 | |
| KR100971219B1 (ko) | 요크 제조공정 | |
| JP4819858B2 (ja) | 熱成形プレス | |
| KR101283983B1 (ko) | 핫스탬핑용 금형 | |
| KR20160115762A (ko) | 부분적으로 경화된 성형 부품을 제조하기 위한 프로세스 및 장치 | |
| CN111545626B (zh) | 汽车用钣金部件深拉延冲压成型工艺 | |
| CN1234975C (zh) | 汽车离合器金属盘片零件成型压淬加工方法及设备 | |
| KR102125380B1 (ko) | 핫스탬핑 금형 및 방법 | |
| CN102744328A (zh) | 一种高强钢板热冲压模具制造方法 | |
| JP5901493B2 (ja) | 熱間プレス成形方法及び金型 | |
| CN102259138A (zh) | 带冷却水路的热成型试验模具 | |
| CN102756177B (zh) | 一种复合消音金刚石锯片基体的制造方法 | |
| US10486215B2 (en) | Apparatus and method for piercing and trimming hot stamped parts | |
| CN103386444A (zh) | 基于硼钢钢板的热成形模具的冷却液直冷工艺及装置 | |
| KR101575557B1 (ko) | 복합금형을 이용한 핫스탬핑 열간전단 성형방법 | |
| CN105458136B (zh) | 一种斗齿的剖分式锻造方法及其模具 | |
| CN109909379A (zh) | 热冲压成形模具镶块结构及其加工方法 | |
| CN107583999B (zh) | 一种新能源汽车用电池铝壳的生产方法及电池铝壳 | |
| CN103286529B (zh) | 链轮的加工方法 | |
| CN101486062A (zh) | 高强度钢零件的热成形和切边一体化工艺及模具 | |
| CN112620447B (zh) | 一种便于分离的汽车冲压钢板模具及其制造工艺 | |
| KR20140085005A (ko) | 열간성형 토션빔의 부분 급랭 냉각장치 | |
| KR20200007416A (ko) | 진공성형 금형의 냉각패널 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 7 |