KR20200051194A - 이음매 없는 대면적 홀로그램 마스터 제작을 위한 지그 장치 - Google Patents
이음매 없는 대면적 홀로그램 마스터 제작을 위한 지그 장치 Download PDFInfo
- Publication number
- KR20200051194A KR20200051194A KR1020180134214A KR20180134214A KR20200051194A KR 20200051194 A KR20200051194 A KR 20200051194A KR 1020180134214 A KR1020180134214 A KR 1020180134214A KR 20180134214 A KR20180134214 A KR 20180134214A KR 20200051194 A KR20200051194 A KR 20200051194A
- Authority
- KR
- South Korea
- Prior art keywords
- plate
- hologram
- clamping jig
- coupled
- metal stamp
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 12
- 239000002184 metal Substances 0.000 claims abstract description 64
- 230000001788 irregular Effects 0.000 claims abstract description 6
- 230000008878 coupling Effects 0.000 claims abstract description 5
- 238000010168 coupling process Methods 0.000 claims abstract description 5
- 238000005859 coupling reaction Methods 0.000 claims abstract description 5
- 238000003780 insertion Methods 0.000 claims description 15
- 230000037431 insertion Effects 0.000 claims description 15
- 238000003825 pressing Methods 0.000 description 26
- 238000000034 method Methods 0.000 description 10
- 230000006798 recombination Effects 0.000 description 8
- 238000005215 recombination Methods 0.000 description 8
- 238000010586 diagram Methods 0.000 description 7
- 239000011521 glass Substances 0.000 description 3
- 238000000025 interference lithography Methods 0.000 description 3
- 229920002120 photoresistant polymer Polymers 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 239000010408 film Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 238000003848 UV Light-Curing Methods 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000002146 bilateral effect Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
Images






Classifications
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03H—HOLOGRAPHIC PROCESSES OR APPARATUS
- G03H1/00—Holographic processes or apparatus using light, infrared or ultraviolet waves for obtaining holograms or for obtaining an image from them; Details peculiar thereto
- G03H1/02—Details of features involved during the holographic process; Replication of holograms without interference recording
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03H—HOLOGRAPHIC PROCESSES OR APPARATUS
- G03H1/00—Holographic processes or apparatus using light, infrared or ultraviolet waves for obtaining holograms or for obtaining an image from them; Details peculiar thereto
- G03H1/04—Processes or apparatus for producing holograms
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03H—HOLOGRAPHIC PROCESSES OR APPARATUS
- G03H1/00—Holographic processes or apparatus using light, infrared or ultraviolet waves for obtaining holograms or for obtaining an image from them; Details peculiar thereto
- G03H1/22—Processes or apparatus for obtaining an optical image from holograms
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Holo Graphy (AREA)
Abstract
Description
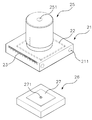
도 2는 본 발명에 있어 제2클램핑지그의 개략적인 구성도.
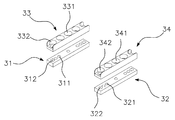
도 3은 본 발명에 있어 홀로그램 금속스탬프 고정대의 개략적인 구성도.
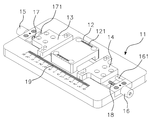
도 4는 본 발명의 제1클램핑지그를 이용하여 홀로그램 금속스탬프의 간격을 조절하고 고정하는 개략적인 단계도.
도 5는 본 발명의 홀로그램 금속스탬프와 제2클램핑지그 상호 간의 개략적인 결합도.
도 6은 본 발명에 있어 홀로그램 금속스탬프를 이용한 타일링 작업의 개략적인 구성도.
도 7a는 본 발명에 있어 홀로그램 금속스탬프의 개략적인 일 구성도.
도 7b는 도 7a의 홀로그램 금속마스터를 사용하여 제작된 홀로그램 마스터의 개략적인 일 구성도.
3 : 플레이트 11 : 지지판
12 : 안치판 13, 14 : 제1, 2가동대
15, 16 : 제1, 2조절볼트 19 : 제1간격조절눈금
21 : 가압판 22 : 삽입홈
25 : 결합구 26 : 가압몰드
31, 32, 33, 34 : 제1, 2, 3, 4고정대
Claims (3)
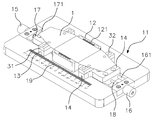
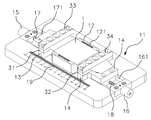
- 지지판(11), 지지판(11)의 중앙 부위에 마련되는 안치판(12), 안치판(12)의 좌우로 일정 간격 이격되어 위치하는 제1, 2가동대(13, 14), 각각의 일단 부위는 제1, 2가동대(13, 14) 각각의 일측에 고정 결합되고 각각의 타측 부위는 지지판(11)의 좌, 우측면 각각의 중앙 부위 외측으로 연장되는 제1, 2조절볼트(15, 16), 제1, 2가동대(13, 14) 각각의 전면으로 일정 간격 이격되어 지지판(11)의 상면에 마련되는 제1간격조절눈금(19)가 구비되는 제1클램핑지그;
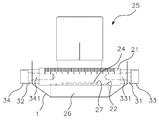
가압판(21), 일정 수직 높이를 가지며 가압판(21)의 상면 중앙부위에 결합되는 결합구(25), 일정 넓이를 가지는 판상 구조로 이루어져 가압판(21)의 하면 중앙부위에 결합되는 가압몰드(26)가 구비되는 제2클램핑지그;
상하로 위치하는 제1, 3고정대(31, 33) 및 제2, 4고정대(32, 34) 각각으로 마련되어, 상기 제1클램핑지그의 제1, 2가동대(13, 14) 각각의 상면에서, 일정 넓이를 가지며 일면에 임의 모양의 요철무늬가 형성된 홀로그램 금속스탬프(1)의 양측 부위를 고정한 상태에서 분리되어, 제1, 3고정대(31, 33) 및 제2, 4고정대(32, 34) 각각이 상기 제2클램핑지그의 가압판(21) 좌, 우측면 각각에 결합되는 홀로그램 금속스탬프 고정대;를
포함하는 이음매 없는 대면적 홀로그램 마스터 제작을 위한 지그 장치. - 제1항에 있어서,
상기 가압판(21)에는 제2간격조절눈금(23)이 마련되는 것을 특징으로 하는 이음매 없는 대면적 홀로그램 마스터 제작을 위한 지그 장치. - 제1항에 있어서,
상기 가압판(21)의 하면 중앙 부위에는 일정 깊이의 삽입홈(22)이 형성되고, 상기 가압몰드(26)의 상측 부위는 상기 삽입홈(22)에 삽입되어 결합되는 것을 특징으로 하는 이음매 없는 대면적 홀로그램 마스터 제작을 위한 지그 장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180134214A KR20200051194A (ko) | 2018-11-05 | 2018-11-05 | 이음매 없는 대면적 홀로그램 마스터 제작을 위한 지그 장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180134214A KR20200051194A (ko) | 2018-11-05 | 2018-11-05 | 이음매 없는 대면적 홀로그램 마스터 제작을 위한 지그 장치 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200051194A true KR20200051194A (ko) | 2020-05-13 |
Family
ID=70730106
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180134214A Ceased KR20200051194A (ko) | 2018-11-05 | 2018-11-05 | 이음매 없는 대면적 홀로그램 마스터 제작을 위한 지그 장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20200051194A (ko) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101810858B1 (ko) | 2016-04-27 | 2017-12-21 | 경북대학교 산학협력단 | 대면적 홀로그램 제작 장치 및 그 방법 |
-
2018
- 2018-11-05 KR KR1020180134214A patent/KR20200051194A/ko not_active Ceased
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101810858B1 (ko) | 2016-04-27 | 2017-12-21 | 경북대학교 산학협력단 | 대면적 홀로그램 제작 장치 및 그 방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4116594A (en) | Embossing apparatus having magnetic roller and flexible embossing plates therefor | |
| EP1716588B1 (en) | Imprinting apparatus with independently actuating separable modules | |
| CN114227312B (zh) | 一种3d打印翼舵类结构件装夹装置及装夹方法 | |
| KR101642041B1 (ko) | 3d 프린팅을 이용한 단차 보상 살 올림식 재생 구조를 갖는 마스크 프레임의 제조방법 | |
| KR20200051193A (ko) | 이음매 없는 대면적 홀로그램 마스터 제작 방법 | |
| EP1332864A4 (en) | METHOD FOR THE PRODUCTION OF AN EMBOSSED FILM AND EMBOSSED FILM | |
| KR20200051194A (ko) | 이음매 없는 대면적 홀로그램 마스터 제작을 위한 지그 장치 | |
| JPH01297246A (ja) | 複刷りプラスチック板型製造法及びその設備 | |
| CN111959096B (zh) | 一种丝印机 | |
| CN1803438B (zh) | 压制成形装置 | |
| US6651338B2 (en) | Method for the production of a cylindrical embossing sheet | |
| CN105383055A (zh) | 用于旋转体蜡模零件焊接拼装的蜡模拼装夹具及拼装方法 | |
| US20020129634A1 (en) | Method and apparatus for selective preheating of solid phase pressure formed web or sheet material | |
| CN103481688A (zh) | 铭牌打印夹紧、定位的装置及其使用所述装置的打印方法 | |
| TWI904204B (zh) | 用於自母模複製可撓性印模之總成 | |
| KR102891560B1 (ko) | 나노 임프린트용 레플리카 몰드 제작 장치 | |
| KR102129224B1 (ko) | 금속박 인쇄장치용 금형구조 | |
| US2685805A (en) | Method of making blanking dies | |
| JP6044092B2 (ja) | 原版設置装置及び複製機 | |
| KR20190024335A (ko) | 임팩트 헤드 장치 및 이를 이용한 임프린트 배선기판 제조장치 | |
| KR100881603B1 (ko) | 패턴성형용 마스터 롤 | |
| JP4316448B2 (ja) | プレス用金型装置 | |
| US7690913B2 (en) | Embossing apparatus and method | |
| US20220161483A1 (en) | Device for production of thin plate-like laminate having film-like resin layer | |
| EP0616259A1 (de) | Verfahren zum Herstellen eines Flexodruck-Klischees |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20181105 |
|
| PA0201 | Request for examination | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20200213 Patent event code: PE09021S01D |
|
| PG1501 | Laying open of application | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20200909 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20200213 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |