KR20200051310A - 홀 커터 - Google Patents
홀 커터 Download PDFInfo
- Publication number
- KR20200051310A KR20200051310A KR1020180134516A KR20180134516A KR20200051310A KR 20200051310 A KR20200051310 A KR 20200051310A KR 1020180134516 A KR1020180134516 A KR 1020180134516A KR 20180134516 A KR20180134516 A KR 20180134516A KR 20200051310 A KR20200051310 A KR 20200051310A
- Authority
- KR
- South Korea
- Prior art keywords
- carbide tip
- tip
- boundary line
- cemented carbide
- hole cutter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000003754 machining Methods 0.000 claims description 85
- 238000000926 separation method Methods 0.000 claims description 12
- 238000000034 method Methods 0.000 claims description 7
- 238000005520 cutting process Methods 0.000 abstract description 68
- 230000001154 acute effect Effects 0.000 abstract description 2
- 239000000463 material Substances 0.000 description 12
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 238000000605 extraction Methods 0.000 description 4
- 238000005553 drilling Methods 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 230000014509 gene expression Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
- B23B51/04—Drills for trepanning
-
- B23B51/0406—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
- B23B51/08—Drills combined with tool parts or tools for performing additional working
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27C—PLANING, DRILLING, MILLING, TURNING OR UNIVERSAL MACHINES FOR WOOD OR SIMILAR MATERIAL
- B27C3/00—Drilling machines or drilling devices; Equipment therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2222/00—Materials of tools or workpieces composed of metals, alloys or metal matrices
- B23B2222/28—Details of hard metal, i.e. cemented carbide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/04—Angles, e.g. cutting angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/14—Configuration of the cutting part, i.e. the main cutting edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/18—Configuration of the drill point
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/28—Arrangement of teeth
- B23B2251/282—Unequal spacing of cutting edges in the circumferential direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/50—Drilling tools comprising cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/50—Drilling tools comprising cutting inserts
- B23B2251/505—Drilling tools comprising cutting inserts set at different heights
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Drilling Tools (AREA)
Abstract
본 발명에 따른 홀 커터는 통형의 몸체; 및 상기 몸체의 가장자리를 따라 배치되는 다수 개의 초경팁을 포함한다.
상기 초경팁은 제1 초경팁, 제2 초경팁, 및 제3 초경팁을 포함한다.
상기 몸체의 중심과 일치하는 중심을 갖고, 상기 제1 초경팁의 상면부의 첨예한 선단과 접하는 원(이하, '기준원'이라 함)을 가정할 때, 상기 제2 초경팁은 그 상면부의 첨예한 선단이 상기 기준원의 내측 영역에 위치하게 형성되고, 상기 제3 초경팁은 그 상면부의 첨예한 선단이 상기 기준원의 외측 영역에 위치하게 형성되는 것을 특징으로 한다.
Description
도 2는 본 발명에 따른 제1 초경팁의 사시도.
도 3은 본 발명에 따른 제2 초경팁의 사시도.
도 4는 본 발명에 따른 제3 초경팁의 사시도.
도 5는 본 발명에 따른 절삭체의 상면도.
도 6 (a)는 본 발명에 따른 제2 초경팁의 단면도.
도 6 (b)는 본 발명에 따른 제1 초경팁의 단면도.
도 6 (c)는 본 발명에 따른 제3 초경팁의 단면도.
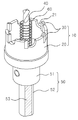
21: 절삭칩 배출홈 30: 초경팁
31: 제1 초경팁 31a: 제1a 가공면
31b: 제1b 가공면 32: 제2 초경팁
32a: 제2a 가공면 32b: 제2b 가공면
33: 제3 초경팁 33a: 제3a 가공면
33b: 제3b 가공면 40: 드릴날
50: 드릴홀더 51: 홀더몸체
52: 생크 60: 추출 스프링
K1: 제1 경계선 K2: 제2 경계선
K3: 제3 경계선 C1: 몸체의 중심
S1: 기준원
Claims (10)
- 통형의 몸체; 및 상기 몸체의 가장자리를 따라 배치되는 다수 개의 초경팁을 포함하는 홀 커터에 있어서,
상기 초경팁은 제1 초경팁, 제2 초경팁, 및 제3 초경팁을 포함하고,
상기 몸체의 중심(C1)과 일치하는 중심을 갖으면서 상기 제1 초경팁의 선단과 접하는 원(이하, '기준원(S1)'이라 함)을 가정할 때,
상기 제2 초경팁은 선단이 상기 기준원(S1)의 내측 영역에 위치하게 형성되고,
상기 제3 초경팁은 선단이 상기 기준원(S1)의 외측 영역에 위치하게 형성되는 것을 특징으로 하는 홀 커터.
- 제1 항에 있어서,
상기 제1 초경팁은,
제1a 가공면; 및
제1 경계선(K1)을 기준으로 상기 제1a 가공면과 구분되는 면으로 이루어지고, 상기 제1 경계선(K1)을 따라 상기 제1a 가공면과 연접하는 구조로 형성되는 제1b 가공면;을 포함하고,
상기 제1 경계선(K1)은 상기 제1 초경팁의 선단인 것을 특징으로 하는 홀 커터.
- 제2 항에 있어서,
상기 제1 경계선(K1)은 상기 제1 초경팁의 폭의 중심 상에 위치하는 것을 특징으로 하는 홀 커터.
- 제2 항에 있어서,
상기 제2 초경팁은,
제2a 가공면; 및
제2 경계선(K2)을 기준으로 상기 제2a 가공면과 구분되는 면으로 이루어지고, 상기 제2 경계선(K2)을 따라 상기 제2a 가공면과 연접하는 구조로 형성되는 제2b 가공면;을 포함하고,
상기 제2 경계선(K2)은 상기 제2 초경팁의 선단이며,
상기 제2 경계선(K2)과 상기 몸체 중심(C1) 간의 이격거리는 상기 제1 경계선(K1)과 상기 몸체 중심(C1) 간의 이격거리보다 작은 것을 특징으로 하는 홀 커터.
- 제2 항 또는 제4 항에 있어서,
상기 제3 초경팁은,
제3a 가공면; 및
제3 경계선(K3)을 기준으로 상기 제3a 가공면과 구분되는 면으로 이루어지고, 상기 제3 경계선(K3)을 따라 상기 제3a 가공면과 연접하는 구조로 형성되는 제3b 가공면;을 포함하고,
상기 제3 경계선(K3)은 상기 제3 초경팁의 선단이며,
상기 제3 경계선(K3)과 상기 몸체 중심(C1) 간의 이격거리는 상기 제1 경계선(K1)과 상기 몸체 중심(C1) 간의 이격거리보다 큰 것을 특징으로 하는 홀 커터.
- 제4 항에 있어서,
상기 제2 경계선(K2)은 상기 제2 초경팁의 내측단으로부터 상기 제2 초경팁의 폭의 1/4만큼 이격된 위치 상에 형성되는 것을 특징으로 하는 홀 커터.
- 제5 항에 있어서,
상기 제3 경계선(K3)은 상기 제2 초경팁의 외측단으로부터 상기 제2 초경팁의 폭의 1/4만큼 이격된 위치 상에 형성되는 것을 특징으로 하는 홀 커터.
- 제2 항에 있어서,
상기 제1a 가공면과 상기 제1b 가공면은 각각 12°~ 18°의 경사면으로 형성되는 것을 특징으로 하는 홀 커터.
- 제4 항에 있어서,
상기 제2a 가공면과 상기 제2b 가공면은 각각 12°~ 18°의 경사면으로 형성되는 것을 특징으로 하는 홀 커터.
- 제5 항에 있어서,
상기 제3a 가공면과 상기 제3b 가공면은 각각 12°~ 18°의 경사면으로 형성되는 것을 특징으로 하는 홀 커터.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180134516A KR20200051310A (ko) | 2018-11-05 | 2018-11-05 | 홀 커터 |
| US16/230,306 US20200139455A1 (en) | 2018-11-05 | 2018-12-21 | Hole cutter |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180134516A KR20200051310A (ko) | 2018-11-05 | 2018-11-05 | 홀 커터 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200051310A true KR20200051310A (ko) | 2020-05-13 |
Family
ID=70458249
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180134516A Ceased KR20200051310A (ko) | 2018-11-05 | 2018-11-05 | 홀 커터 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20200139455A1 (ko) |
| KR (1) | KR20200051310A (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USD1066442S1 (en) * | 2022-06-07 | 2025-03-11 | Apex Brands, Inc. | Self-feed bit |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR200243387Y1 (ko) | 2001-05-09 | 2001-10-15 | 우종율 | 홀 커터 |
| KR100421440B1 (ko) | 2002-10-19 | 2004-03-09 | 박춘원 | 홀커터 및 홀커터 가공방법 |
| KR100575264B1 (ko) | 2005-08-16 | 2006-04-28 | 박춘원 | 절삭칩의 제거가 용이한 홀커터 |
-
2018
- 2018-11-05 KR KR1020180134516A patent/KR20200051310A/ko not_active Ceased
- 2018-12-21 US US16/230,306 patent/US20200139455A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR200243387Y1 (ko) | 2001-05-09 | 2001-10-15 | 우종율 | 홀 커터 |
| KR100421440B1 (ko) | 2002-10-19 | 2004-03-09 | 박춘원 | 홀커터 및 홀커터 가공방법 |
| KR100575264B1 (ko) | 2005-08-16 | 2006-04-28 | 박춘원 | 절삭칩의 제거가 용이한 홀커터 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20200139455A1 (en) | 2020-05-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2635420B2 (ja) | 回転穿孔具 | |
| US8444353B2 (en) | Cutting tool | |
| JP4990374B2 (ja) | 両面使用可能な切削インサート及びこれを装着したミーリングカッタ | |
| US5049010A (en) | Metal cutting tool | |
| EP0761927B1 (en) | A masonry drill bit | |
| US6565296B2 (en) | Drill insert geometry having chip splitting groove | |
| WO2011021275A1 (ja) | スローアウェイ式回転工具 | |
| EP3009215B1 (en) | Chamfering cutter comprising a disposable chamfering blade | |
| KR20110003311A (ko) | 플런지 가공용 커터의 공구 본체, 플런지 가공용 커터, 및 플런지 가공 방법 | |
| CN1307361C (zh) | 钻头 | |
| US9981406B2 (en) | Drill bit | |
| US10391672B2 (en) | Drilling tool | |
| WO2010047428A1 (en) | An end mill and a cutting insert used for the same | |
| KR20200051310A (ko) | 홀 커터 | |
| KR102147116B1 (ko) | 홀 커터 | |
| KR101419112B1 (ko) | 코어 비트용 절삭팁 | |
| CN211028237U (zh) | 双头台阶状nc刀具 | |
| JP3144772U (ja) | 回転切削工具 | |
| JP2017217724A (ja) | 刃先交換式ドリル | |
| US3537338A (en) | Countersinking tool | |
| KR20210076530A (ko) | 사용자 편의성 및 생산 효율성이 증가된 복합 가공 공구 | |
| KR20030079406A (ko) | 홀 커터 | |
| KR20250001149U (ko) | 양면 백챔버 교체용 절삭공구 | |
| JP2006212685A (ja) | ハンドドレッサー | |
| JP2522758Y2 (ja) | ガンドリル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20181105 |
|
| PA0201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20200420 Patent event code: PE09021S01D |
|
| PG1501 | Laying open of application | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20200625 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20200420 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |