KR20200053497A - 물체 이송 및/또는 분류 시스템 - Google Patents
물체 이송 및/또는 분류 시스템 Download PDFInfo
- Publication number
- KR20200053497A KR20200053497A KR1020207007519A KR20207007519A KR20200053497A KR 20200053497 A KR20200053497 A KR 20200053497A KR 1020207007519 A KR1020207007519 A KR 1020207007519A KR 20207007519 A KR20207007519 A KR 20207007519A KR 20200053497 A KR20200053497 A KR 20200053497A
- Authority
- KR
- South Korea
- Prior art keywords
- hole
- channel
- longitudinal position
- transport system
- guide plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
- B07C5/363—Sorting apparatus characterised by the means used for distribution by means of air
- B07C5/365—Sorting apparatus characterised by the means used for distribution by means of air using a single separation means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/02—Measures preceding sorting, e.g. arranging articles in a stream orientating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/34—Sorting according to other particular properties
- B07C5/342—Sorting according to other particular properties according to optical properties, e.g. colour
- B07C5/3422—Sorting according to other particular properties according to optical properties, e.g. colour using video scanning devices, e.g. TV-cameras
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/34—Sorting according to other particular properties
- B07C5/342—Sorting according to other particular properties according to optical properties, e.g. colour
- B07C5/3425—Sorting according to other particular properties according to optical properties, e.g. colour of granular material, e.g. ore particles, grain
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
- B07C5/363—Sorting apparatus characterised by the means used for distribution by means of air
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/34—Devices for discharging articles or materials from conveyor
- B65G47/46—Devices for discharging articles or materials from conveyor and distributing, e.g. automatically, to desired points
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/52—Devices for transferring articles or materials between conveyors i.e. discharging or feeding devices
- B65G47/525—Devices for transferring articles or materials between conveyors i.e. discharging or feeding devices using fluid jets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2203/00—Indexing code relating to control or detection of the articles or the load carriers during conveying
- B65G2203/02—Control or detection
- B65G2203/0208—Control or detection relating to the transported articles
- B65G2203/025—Speed of the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2203/00—Indexing code relating to control or detection of the articles or the load carriers during conveying
- B65G2203/04—Detection means
- B65G2203/041—Camera
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2203/00—Indexing code relating to control or detection of the articles or the load carriers during conveying
- B65G2203/04—Detection means
- B65G2203/042—Sensors
- B65G2203/044—Optical
Landscapes
- Engineering & Computer Science (AREA)
- Multimedia (AREA)
- Mechanical Engineering (AREA)
- Sorting Of Articles (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Control Of Conveyors (AREA)
Abstract
Description
도 1은 물체 이송 시스템의 평면도이다;
도 2는 제2 구멍과 함께 제공되는 도 1의 물체 이송 시스템의 평면도이다;
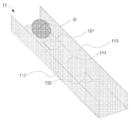
도 3은 도 1 또는 도 2의 물체 이송 시스템의 채널의 사시도이다;
도 4는 도 1 또는 도 2의 물체 이송 시스템의 사시도로서, 안내판이 인접하여 연장하는 다수의 채널을 포함한다;
도 5는 도 1 또는 도 2의 물체 이송 시스템의 사시도로서, 안내판은 각각 상이한 길이를 갖는 인접하여 연장하는 다수의 채널을 포함하고, 배출 위치는 각 채널의 단부 하류에 위치한다;
도 6은 도 1 또는 도 2의 물체 이송 시스템의 사시도로서, 안내판은 안내판은 각각 상이한 길이를 갖는 인접하여 연장하는 다수의 채널을 포함하고, 배출 위치는 각 채널의 단부 상류에 위치한다.
Claims (17)
- 물체 이송 시스템(100)에 있어서,
대응하는 채널(11)의 제1 단부(11a)와 제2 단부(11b) 사이에서 물체를 이송하기 위한 적어도 하나의 채널(11)을 갖는 안내판(10)으로서, 상기 적어도 하나의 채널(11)은 그 제1 길이 방향 위치(P1)에서 제공되는 제1 구멍(121)을 포함하는, 상기 안내판(10);
상기 물체가 상기 제2 단부(11b) 쪽으로 상기 제1 구멍(121)을 지날 때, 상기 제1 구멍(121)을 통해 상기 물체의 속성과 연관된 광학 측정을 수행하기 위한 물체 측정 유닛(13);
상기 제1 구멍(121)의 하류에 위치한 상기 안내판(10)상에서 제2 길이 방향 위치(P2, P2')에 도착했을 때 상기 물체의 측정된 속성과 상기 채널(11)을 따라 이송되는 상기 물체의 이송 속도와 연관된 타이밍 신호에 기초하여 상기 대응하는 채널상에서 이송되는 상기 물체를 배출하도록 배치된 적어도 하나의 배출 유닛(14);을 포함하는,
물체 이송 시스템(100). - 제1항에 있어서,
상기 제1 길이 방향 위치(P1)의 하류에 배치된 제3 길이 방향 위치(P3)에서 제공되는 제2 구멍(122)을 더 포함하고, 상기 제2 구멍(122)은 상기 물체 측정 유닛(13)에 작동 가능하게 결합되어, 상기 이송 속도를 계산하도록 허용하는,
물체 이송 시스템(100). - 제2항에 있어서,
상기 물체 측정 유닛(13)은 연관된 제1 시간 순간(T1)에 상기 제1 구멍(121)을 통과하는 상기 물체(O), 및 연관된 제2 시간 순간(T2)에 상기 제2 구멍(122)을 통과하는 상기 물체(O)를 광학적으로 검출하도록 배치되고, 이에 의하여 상기 시간 순간(T1), 시간 순간(T2), 상기 제1 길이 방향 위치(P1)와 제3 길이 방향 위치(P3) 사이의 거리, 및 상기 제1 길이 방향 위치(P1)과 제2 길이 방향 위치(P2) 사이의 거리를 이용하여 상기 연관된 물체가 상기 제2 길이 방향 위치(P2)를 통과하는 시간(TACT)의 계산을 허용하는,
물체 이송 시스템(100). - 제1항에 있어서,
상기 물체 측정 유닛(13)은 연관된 제1 시간 순간(T1)에 상기 제1 구멍(121)으로 들어오는 상기 물체(O)와 연관된 제2 시간 순간(T2)에 상기 제1 구멍(121)을 나가는 상기 물체를 광학적으로 검출하도록 배치되고, 이에 의하여 상기 시간 순간(T1), 시간 순간(T2), 상기 제1 구멍의 크기, 및 상기 제1 길이 방향 위치(P1)과 제2 길이 방향 위치(P2) 사이의 거리를 이용하여 상기 연관된 물체가 상기 제2 길이 방향 위치(P2)를 통과하는 시간(TACT)의 계산을 허용하는,
물체 이송 시스템(100). - 제1항 또는 제2항에 있어서,
상기 적어도 하나의 채널(11)은 길이 방향으로 연장되는 베이스(11)와, 상기 베이스(111)를 따라 길이 방향으로 이송될 때 측면 방향내에서 상기 물체(O)의 움직임을 제한하기 위해 상기 베이스(111)의 양측면을 따라 배치된 한쌍의 측벽(112, 113)을 포함하는,
물체 이송 시스템(100). - 제5항에 있어서,
상기 제1 구멍(121) 및/또는 제2 구멍(122)는 상기 베이스(111)를 통해 제공되는,
물체 이송 시스템(100). - 제1항 내지 제6항 중 어느 한 항에 있어서,
상기 안내판(10)의 제1 채널(11a)은 제1 길이를 갖고, 상기 안내판(10)의 제2 채널(11b)은 상기 제1 길이와 상이한 제2 길이를 갖는,
물체 이송 시스템(100). - 제1항 내지 제7항 중 어느 한 항에 있어서,
상기 안내판(10)의 제1 채널(11a)의 제2 길이 방향 위치(P2a, P2'a)는 상기 안내판(10)의 제2 채널(11b)의 제2 길이 방향 위치(P2b, P2'b)의 하류 또는 상류에 제공되는,
물체 이송 시스템(100). - 제1항 내지 제8항 중 어느 한 항에 있어서,
제3 구멍(123)은 유체 제트 흐름을 수용하기 위해 상기 제2 위치(P2, P2')에 배치되는,
물체 이송 시스템(100). - 제1항 내지 제9항 중 어느 한 항에 있어서,
상기 제2 길이 방향 위치(P2')는 상기 적어도 하나의 채널(11)의 제2 단부(11b)의 하류에 위치하는,
물체 이송 시스템(100). - 제1항 내지 제10항 중 어느 한 항에 있어서,
각 채널(11)은 단일 물체를 수용하도록 치수가 정해진 폭을 갖는,
물체 이송 시스템(100). - 제1항 내지 제11항 중 어느 한 항에 있어서,
상기 배출 유닛(14)은 유체 제트 흐름 유닛인,
물체 이송 시스템(100). - 제9항에 있어서,
상기 제3 구멍(123)은 테이퍼 형상이고, 따라서 사용시 상기 물체를 향해 상기 안내판(10)의 베이스(111)를 통해 감소하는 횡단면을 갖는 배출 채널을 형성하는,
물체 이송 시스템(100). - 제1항 내지 제13항 중 어느 한 항에 있어서,
상기 배출 유닛(14) 및/또는 물체 측정 유닛(13)의 작동을 제어하도록 배치된 제어 유닛(20)을 더 포함하는,
물체 이송 시스템(100). - 제14항에 있어서,
상기 제어 유닛(20)은 상기 물체 측정 유닛(13)으로부터 획득된 상기 물체의 정보에 기초하여 특정한 물체를 배출하도록 추가로 배치되는,
물체 이송 시스템(100). - 제14항 또는 제15항에 있어서,
상기 제어 유닛(20)은 상기 제1 길이 방향 위치(P1)와 상기 제2 길이 방향 위치(P2, P2') 사이에서 각 물체를 모니터링하는 적어도 하나의 물체 센서(21)로부터 정보를 수신하도록 추가로 배치되고, 이에 의하여 배출되는 특정한 속성을 갖는 상기 물체가 상기 배출 유닛(14)에 의해 상기 제2 길이 방향 위치(P2, P2')에서 배출되는 것을 보장하는,
물체 이송 시스템(100). - 제16항에 있어서,
상기 센서(21)는 적어도 하나의 카메라인,
물체 이송 시스템(100).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE1751115-5 | 2017-09-14 | ||
| SE1751115A SE1751115A1 (en) | 2017-09-14 | 2017-09-14 | Object conveying and/or sorting system |
| PCT/SE2018/050934 WO2019054932A1 (en) | 2017-09-14 | 2018-09-14 | SYSTEM FOR TRANSPORTING AND / OR SORTING OBJECTS |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200053497A true KR20200053497A (ko) | 2020-05-18 |
| KR102660474B1 KR102660474B1 (ko) | 2024-04-24 |
Family
ID=65723733
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207007519A Active KR102660474B1 (ko) | 2017-09-14 | 2018-09-14 | 물체 이송 및/또는 분류 시스템 |
Country Status (12)
| Country | Link |
|---|---|
| US (2) | US20210060620A1 (ko) |
| EP (1) | EP3681648B1 (ko) |
| JP (2) | JP7676142B2 (ko) |
| KR (1) | KR102660474B1 (ko) |
| CN (1) | CN111093847B (ko) |
| AU (1) | AU2018333817B2 (ko) |
| BR (1) | BR112020004867A2 (ko) |
| CA (1) | CA3073165A1 (ko) |
| ES (1) | ES2935394T3 (ko) |
| SE (1) | SE1751115A1 (ko) |
| WO (1) | WO2019054932A1 (ko) |
| ZA (1) | ZA202001827B (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20240050961A1 (en) * | 2020-12-22 | 2024-02-15 | Pharma Flex | Pneumatic device and object sorting system |
| CN114104688B (zh) * | 2021-11-08 | 2024-02-23 | 天能电池集团(马鞍山)新能源科技有限公司 | 一种电池自动配组系统 |
| SE545787C2 (en) * | 2022-05-04 | 2024-02-06 | Bomill Ab | Object distribution and conveying arrangement and system |
| EP4638024A1 (en) | 2022-12-21 | 2025-10-29 | Bomill Ab | Object conveying and/or sorting system |
| WO2026069006A1 (en) | 2024-09-30 | 2026-04-02 | Sunrise Oncology (Hong Kong) Limited | Ras inhibitor antibody-drug conjugates and methods of use thereof |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4848590A (en) * | 1986-04-24 | 1989-07-18 | Helen M. Lamb | Apparatus for the multisorting of scrap metals by x-ray analysis |
| WO2007068697A2 (en) * | 2005-12-13 | 2007-06-21 | Sortron S.R.L. | Apparatus and method for sorting objects |
| JP2007526121A (ja) * | 2004-03-02 | 2007-09-13 | キネティック リミテッド | 2次元配列ノズルを備えた分離装置及び選別装置並びに物体の選別方法 |
| JP2014512267A (ja) * | 2011-04-28 | 2014-05-22 | クアリーセンス アーゲー | 選別装置 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5951876B2 (ja) * | 1980-06-23 | 1984-12-17 | 神鋼電機株式会社 | 色彩,形状の異なる粒体の選別装置 |
| GB2142426B (en) * | 1983-06-30 | 1986-09-17 | Gunsons Sortex Ltd | Sorting machine and method |
| DE3481488D1 (de) * | 1984-10-17 | 1990-04-12 | Xeltron Sa | Methode und geraet zum sortieren von gegenstaenden. |
| US4697709A (en) * | 1985-09-03 | 1987-10-06 | Delta Technology Corporation | Sorter for agricultural products |
| JPH04350544A (ja) * | 1991-05-27 | 1992-12-04 | Shizuoka Seiki Co Ltd | 穀粒の品質判定装置 |
| JP3378277B2 (ja) * | 1992-10-09 | 2003-02-17 | 本田技研工業株式会社 | シリンダライナ供給装置 |
| JP3317420B2 (ja) * | 1994-03-11 | 2002-08-26 | 株式会社サタケ | 脱ぷ率検出装置 |
| JP3275280B2 (ja) * | 1994-10-07 | 2002-04-15 | 株式会社サタケ | 粒状物色彩選別機における原料供給装置 |
| DE29604552U1 (de) | 1995-05-05 | 1996-05-23 | Trützschler GmbH & Co KG, 41199 Mönchengladbach | Vorrichtung in einer Spinnereivorbereitungseinrichtung (Putzerei) zum Erkennen und Ausscheiden von Fremdstoffen, z.B. Gewebestücke, Bänder, Schnüre, Folienstücke, in bzw. aus Fasergut |
| US5845784A (en) | 1996-10-25 | 1998-12-08 | Satake Usa Inc. | Jam resistant channel slide for sorting machine |
| EP0968772A2 (en) * | 1998-07-02 | 2000-01-05 | Satake Usa Inc. | A sorting machine |
| US6814211B2 (en) | 2001-07-12 | 2004-11-09 | Satake Usa, Inc. | Slide for sorting machine |
| DE10149505A1 (de) * | 2001-10-02 | 2003-04-10 | Krieg Gunther | Verfahren und Vorrichtung zur Selektierung von Kunststoffen und anderen Materialien bezüglich Farbe und Zusammensetzung |
| SE0300009D0 (sv) | 2003-01-03 | 2003-01-03 | Bomill Ab | Sorting Device |
| US7851722B2 (en) * | 2006-06-15 | 2010-12-14 | Satake Corporation | Optical cracked-grain selector |
| JP2008302314A (ja) * | 2007-06-08 | 2008-12-18 | Satake Corp | 光学式米粒選別機 |
| JP5082676B2 (ja) * | 2007-08-23 | 2012-11-28 | 株式会社サタケ | 光学式穀物選別機 |
| US7743927B2 (en) * | 2008-02-13 | 2010-06-29 | Satake Usa, Inc. | Adjustable slide width reducer for gravity slide sorter |
| JP6107746B2 (ja) * | 2013-12-02 | 2017-04-05 | 株式会社村田製作所 | 搬送装置 |
| CN107683183A (zh) * | 2015-03-16 | 2018-02-09 | 纳诺皮克集成软件解决方案私人有限公司 | 具有轨迹跟踪传感器网络的新型智能分级机及其方法 |
| CN206139532U (zh) * | 2016-11-03 | 2017-05-03 | 湖南金泰米业有限公司 | 一种大米色选机 |
-
2017
- 2017-09-14 SE SE1751115A patent/SE1751115A1/en not_active Application Discontinuation
-
2018
- 2018-09-14 AU AU2018333817A patent/AU2018333817B2/en active Active
- 2018-09-14 KR KR1020207007519A patent/KR102660474B1/ko active Active
- 2018-09-14 EP EP18857326.5A patent/EP3681648B1/en active Active
- 2018-09-14 ES ES18857326T patent/ES2935394T3/es active Active
- 2018-09-14 BR BR112020004867-4A patent/BR112020004867A2/pt not_active Application Discontinuation
- 2018-09-14 WO PCT/SE2018/050934 patent/WO2019054932A1/en not_active Ceased
- 2018-09-14 CA CA3073165A patent/CA3073165A1/en active Pending
- 2018-09-14 JP JP2020515186A patent/JP7676142B2/ja active Active
- 2018-09-14 US US16/644,034 patent/US20210060620A1/en not_active Abandoned
- 2018-09-14 CN CN201880059837.XA patent/CN111093847B/zh active Active
-
2020
- 2020-03-23 ZA ZA2020/01827A patent/ZA202001827B/en unknown
-
2022
- 2022-09-01 US US17/901,055 patent/US11872596B2/en active Active
-
2024
- 2024-02-26 JP JP2024026569A patent/JP7783318B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4848590A (en) * | 1986-04-24 | 1989-07-18 | Helen M. Lamb | Apparatus for the multisorting of scrap metals by x-ray analysis |
| JP2007526121A (ja) * | 2004-03-02 | 2007-09-13 | キネティック リミテッド | 2次元配列ノズルを備えた分離装置及び選別装置並びに物体の選別方法 |
| WO2007068697A2 (en) * | 2005-12-13 | 2007-06-21 | Sortron S.R.L. | Apparatus and method for sorting objects |
| JP2014512267A (ja) * | 2011-04-28 | 2014-05-22 | クアリーセンス アーゲー | 選別装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2018333817B2 (en) | 2023-06-15 |
| KR102660474B1 (ko) | 2024-04-24 |
| JP7676142B2 (ja) | 2025-05-14 |
| US20220410217A1 (en) | 2022-12-29 |
| US11872596B2 (en) | 2024-01-16 |
| ES2935394T3 (es) | 2023-03-06 |
| EP3681648B1 (en) | 2022-10-26 |
| JP2024052841A (ja) | 2024-04-12 |
| AU2018333817A1 (en) | 2020-03-05 |
| WO2019054932A1 (en) | 2019-03-21 |
| CN111093847A (zh) | 2020-05-01 |
| CN111093847B (zh) | 2023-06-23 |
| JP2020534144A (ja) | 2020-11-26 |
| JP7783318B2 (ja) | 2025-12-09 |
| SE1751115A1 (en) | 2019-03-15 |
| ZA202001827B (en) | 2021-04-28 |
| US20210060620A1 (en) | 2021-03-04 |
| EP3681648A1 (en) | 2020-07-22 |
| EP3681648A4 (en) | 2021-05-19 |
| BR112020004867A2 (pt) | 2020-09-15 |
| CA3073165A1 (en) | 2019-03-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7783318B2 (ja) | 対象物を搬送及び/又は仕分けするシステム | |
| US10102645B2 (en) | Method and apparatus for counting and aggregating a pre-determined number of articles | |
| DK2417586T3 (en) | Apparatus for recycling of returnable packaging, especially plastflaser and metal cans | |
| US5871078A (en) | Automatic infeeder device with reject | |
| ES2993763T3 (en) | Separation device | |
| EP2907592A1 (en) | Sorting apparatus and method | |
| JP5846355B2 (ja) | 光学式選別機 | |
| EP1743713B1 (en) | Fluid jet sorter | |
| KR20190041058A (ko) | 비전 선별기 | |
| JP5016293B2 (ja) | 茶葉の色彩選別装置 | |
| US9715779B2 (en) | Conveying money items | |
| JP6293046B2 (ja) | 品質選別装置 | |
| JP3207913U (ja) | 再生骨材の選別装置 | |
| US20060219612A1 (en) | Multiport ejector for use with sorter | |
| CN104658103A (zh) | 一种基于测距原理的片状材料落仓计数装置 | |
| JP3681651B2 (ja) | 廃棄プラスチック類の多数列整列装置、及びこの廃棄プラスチック類の多数列整列装置を用いた廃棄プラスチック類の選別装置 | |
| JP2009189936A (ja) | 莢果判別構造 | |
| JPH0252554B2 (ko) | ||
| WO2024132565A1 (en) | Object conveying and/or sorting system | |
| JP2013007595A (ja) | 粒状固形食品整列供給装置 | |
| FI110172B (fi) | Laite lokerosyöttimen toiminnan optimoimiseksi | |
| TW201540623A (zh) | 搬送裝置 | |
| JP2022108066A (ja) | 粒状体検査装置 | |
| JP2006150177A (ja) | 粒状物色彩選別機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| AMND | Amendment | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| AMND | Amendment | ||
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| AMND | Amendment | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PX0901 | Re-examination |
St.27 status event code: A-2-3-E10-E12-rex-PX0901 |
|
| PX0701 | Decision of registration after re-examination |
St.27 status event code: A-3-4-F10-F13-rex-PX0701 |
|
| X701 | Decision to grant (after re-examination) | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |