KR20200053583A - 드럼 튜브 내로 가압된 냉각 슬리브를 갖는 모터 구동 컨베이어 롤러 - Google Patents
드럼 튜브 내로 가압된 냉각 슬리브를 갖는 모터 구동 컨베이어 롤러 Download PDFInfo
- Publication number
- KR20200053583A KR20200053583A KR1020207010870A KR20207010870A KR20200053583A KR 20200053583 A KR20200053583 A KR 20200053583A KR 1020207010870 A KR1020207010870 A KR 1020207010870A KR 20207010870 A KR20207010870 A KR 20207010870A KR 20200053583 A KR20200053583 A KR 20200053583A
- Authority
- KR
- South Korea
- Prior art keywords
- cooling sleeve
- drum tube
- conveyor roller
- drive unit
- driven conveyor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G23/00—Driving gear for endless conveyors; Belt- or chain-tensioning arrangements
- B65G23/02—Belt- or chain-engaging elements
- B65G23/04—Drums, rollers, or wheels
- B65G23/08—Drums, rollers, or wheels with self-contained driving mechanisms, e.g. motors and associated gearing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G13/00—Roller-ways
- B65G13/02—Roller-ways having driven rollers
- B65G13/06—Roller driving means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G39/00—Rollers, e.g. drive rollers, or arrangements thereof incorporated in roller-ways or other types of mechanical conveyors
- B65G39/02—Adaptations of individual rollers and supports therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G39/00—Rollers, e.g. drive rollers, or arrangements thereof incorporated in roller-ways or other types of mechanical conveyors
- B65G39/02—Adaptations of individual rollers and supports therefor
- B65G39/07—Other adaptations of sleeves
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K7/00—Arrangements for handling mechanical energy structurally associated with dynamo-electric machines, e.g. structural association with mechanical driving motors or auxiliary dynamo-electric machines
- H02K7/10—Structural association with clutches, brakes, gears, pulleys or mechanical starters
- H02K7/1004—Structural association with clutches, brakes, gears, pulleys or mechanical starters with pulleys
- H02K7/1012—Machine arranged inside the pulley
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K9/00—Arrangements for cooling or ventilating
- H02K9/02—Arrangements for cooling or ventilating by ambient air flowing through the machine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2812/00—Indexing codes relating to the kind or type of conveyors
- B65G2812/02—Belt or chain conveyors
- B65G2812/02128—Belt conveyors
- B65G2812/02138—Common features for belt conveyors
- B65G2812/02148—Driving means for the belts
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Power Engineering (AREA)
- Rollers For Roller Conveyors For Transfer (AREA)
- Rolls And Other Rotary Bodies (AREA)
- Connection Of Motors, Electrical Generators, Mechanical Devices, And The Like (AREA)
Abstract
Description
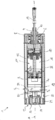
도 1a는 제 1 실시 예에 따른 모터 구동 컨베이어 롤러를 통한 전체 단면도이다.
도 2a는 제 2 실시 예에 따른 모터 구동 컨베이어 롤러를 통한 전체 단면도이다.
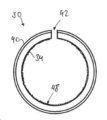
도 3a은 냉각 슬리브의 측면도이다.
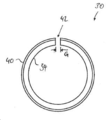
도 4a는 도 3의 냉각 슬리브의 정면도이다.
도 5a는 표면 처리된 내표면을 갖는 냉각 슬리브의 정면도이다.
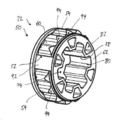
도 6a은 커플링 부싱을 구비한 커플링 유닛의 사시도이다.
Claims (19)
- 용기, 팔레트 등을 이송하기 위한 컨베이어 시스템용 모터 구동 컨베이어 롤러(1)로서,
- 캐비티가 내부에 형성되고 종축(A)을 갖는 드럼 튜브(2),
- 종축(A)을 따라 연장하는 샤프트(4) - 상기 샤프트(4) 상에 드럼 튜브(2)가 적어도 하나의 베어링(6)에 의해 장착됨 - , 및
- 캐비티에 포지셔닝된 전기 구동 유닛(14)을 포함하고,
방사상 공극(S)이 구동 유닛(14)과 냉각 슬리브(30) 사이에 형성되도록 드럼 튜브(2)를 향해 방사상 내측으로 고정되며 구동 유닛(14)을 적어도 부분적으로 방사상으로 둘러싸는 냉각 슬리브(30)를 특징으로 하는 모터 구동 컨베이어 롤러. - 청구항 1에 있어서, 냉각 슬리브(30)는 드럼 튜브(2)에 포스 피팅(force-fitting)되는, 모터 구동 컨베이어 롤러.
- 청구항 1 또는 청구항 2에 있어서, 냉각 슬리브(30)는 축방향으로 슬롯이 형성된(slotted), 모터 구동 컨베이어 롤러.
- 청구항 1 내지 청구항 3 중 어느 한 항에 있어서, 구동 유닛(14)은 전기 모터(16)를 포함하고 냉각 슬리브(30)는 실질적으로 완전히 전기 모터(16)에 걸쳐서 축방향으로 연장하는, 모터 구동 컨베이어 롤러.
- 청구항 1 내지 청구항 4 중 어느 한 항에 있어서, 구동 유닛(14)은 기어(18)를 포함하며 냉각 슬리브(30)는 실질적으로 완전히 기어(18)에 걸쳐서 축방향으로 연장하는, 모터 구동 컨베이어 롤러.
- 청구항 1 내지 청구항 5 중 어느 한 항에 있어서, 공극(S)의 방사상 폭(S1, S2)이 축방향으로 실질적으로 일정한, 모터 구동 컨베이어 롤러.
- 청구항 1 내지 청구항 6 중 어느 한 항에 있어서, 공극(S)은 0.1mm에서 2.5mm까지의, 바람직하게는 0.1mm에서 1mm까지의 범위인, 특히 바람직하게는 약 0.5mm인 방사상 폭(S1, S2)을 갖는, 모터 구동 컨베이어 롤러.
- 청구항 1 내지 청구항 7 중 어느 한 항에 있어서, 냉각 슬리브(30)의 방사상 내표면(34)은 Rz 50 이하, Rz 40 이하, 바람직하게는 Rz 30 이하의 표면 거칠기를 갖는, 모터 구동 컨베이어 롤러.
- 청구항 1 내지 청구항 8 중 어느 한 항에 있어서, 냉각 슬리브(30)의 방사상 내표면(34)은 열 방사를 흡수하기 위한 표면 처리를 갖는, 모터 구동 컨베이어 롤러.
- 청구항 9에 있어서, 표면 처리는, 어두운 안료, 바람직하게는 흑색의, 바람직하게는 매트(matt)한 안료에 의한 코팅; 애너다이징(anodizing); 브론징(bronzing)(블랙 피니싱(black finishing)); 구리 도금 중 적어도 하나를 포함하는, 모터 구동 컨베이어 롤러.
- 청구항 1 내지 청구항 10 중 어느 한 항에 있어서, 냉각 슬리브(30)는 100 W/mK 이상, 바람직하게는 130 W/mK 이상의 열 전도도를 갖는, 모터 구동 컨베이어 롤러.
- 청구항 1 내지 청구항 11 중 어느 한 항에 있어서, 냉각 슬리브(30)는 3.5kg/dm³이하, 바람직하게는 3.0kg/dm³이하, 보다 바람직하게는 2.9kg/dm³이하의 밀도를 갖는 재료로 형성되는, 모터 구동 컨베이어 롤러.
- 청구항 1 내지 청구항 12 중 어느 한 항에 있어서, 냉각 슬리브(30)는 알루미늄 재료로 형성되는, 모터 구동 컨베이어 롤러.
- 청구항 1 내지 청구항 13 중 어느 한 항에 있어서,
상기 구동 유닛(14)으로부터 상기 드럼 튜브(2)의 내주면(32)까지 토크를 전달하도록 되어 있는 커플링 유닛(22) - 상기 커플링 유닛(22)은, 상기 구동 유닛과 연통하는 구동 입력부와 외주 구동 출력부를 갖는 커플링 부싱(50)을 포함함 - 을 더 포함하고,
커플링 부싱(50)은 토크의 전달을 위한 지점들에서만 드럼 튜브(2)의 내주면(32)에 마찰 연결되는, 모터 구동 컨베이어 롤러. - 청구항 1 내지 청구항 14 중 어느 한 항에 기재된 모터 구동 컨베이어 롤러(1)의 제조 방법으로서,
- 드럼 튜브(2)를 제공하거나 제조하는 단계;
- 냉각 슬리브(30)를 제공하거나 제조하는 단계;
- 드럼 튜브(2) 내에 냉각 슬리브(30)를 고정시키도록 드럼 튜브(2) 내로 냉각 슬리브(30)를 가압하는 단계; 및
- 구동 유닛(14)과 냉각 슬리브(30) 사이에 방사상 공극(S)이 형성되도록 냉각 슬리브(30)내로 구동 유닛(14)을 삽입하는 단계를 포함하는, 제조 방법. - 청구항 15에 있어서, 냉각 슬리브(30)는, 냉각 슬리브(30)의 축방향 슬릿이 드럼 튜브(2)의 축방향 용접 심(weld seam)을 따라 연장되지 않는 방식으로, 드럼 튜브(2) 내로 가압되는, 제조 방법.
- 청구항 15 또는 청구항 16에 있어서,
- 복수의 드럼 튜브(2) 중 미리 결정된 직경을 갖는 하나의 드럼 튜브(2)를 선택하는 단계 - 복수의 드럼 튜브(2)는 50mm의 외경을 갖는 적어도 하나의 드럼 튜브(2) 및 60mm의 외경을 갖는 적어도 하나의 드럼 튜브(2)를 포함함 - ; 및
- 복수의 냉각 슬리브(30) 중 하나의 냉각 슬리브(30)를 선택하는 단계 - 복수의 냉각 슬리브(30)는 각각 50mm 및 60mm의 외경을 갖는 드럼 튜브(20)가 제공되는 적어도 하나의 냉각 슬리브(30)를 포함함 - 를 포함하고,
구동 유닛(14)의 냉각 슬리브(30)내로의 삽입 후에 공극(S)이 0.1mm에서 2.5mm까지의, 바람직하게는 0.1mm에서 1mm까지의 범위의, 특히 바람직하게는 대략 0.5mm인 방사상 폭(S1, S2)을 갖도록, 냉각 슬리브(30)의 선택이 행해지는, 제조 방법. - 청구항 15 내지 청구항 18 중 어느 한 항에 있어서,
구동 유닛과 연통하는 구동 입력부 및 외주 구동 출력부를 갖는 커플링 유닛(22)을 제공하거나 제조하는 단계, 및
드럼 튜브(2) 내로 커플링 유닛(22)을 가압하는 단계 - 상기 커플링 유닛(22)은 토크의 전달을 위한 지점들에서만 마찰 결합에 의해 드럼 튜브(2)의 내주면(32)에 연결됨 - 를 포함하는, 제조 방법. - 청구항 18에 있어서, 커플링 유닛(22)의 가압 및 냉각 슬리브(30)의 가압은 한 단계에서 수행되는, 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017121486.0 | 2017-09-15 | ||
| DE102017121486.0A DE102017121486B4 (de) | 2017-09-15 | 2017-09-15 | Motorbetriebene Förderrolle mit in das Trommelrohr eingepresster Kühlhülse |
| PCT/EP2018/073849 WO2019052871A2 (de) | 2017-09-15 | 2018-09-05 | Motorbetriebene förderrolle mit in das trommelrohr eingepresster kühlhülse |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200053583A true KR20200053583A (ko) | 2020-05-18 |
| KR102379627B1 KR102379627B1 (ko) | 2022-03-28 |
Family
ID=63528750
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207010870A Expired - Fee Related KR102379627B1 (ko) | 2017-09-15 | 2018-09-05 | 드럼 튜브 내로 가압된 냉각 슬리브를 갖는 모터 구동 컨베이어 롤러 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US11091321B2 (ko) |
| EP (2) | EP4230551A3 (ko) |
| JP (1) | JP6999803B2 (ko) |
| KR (1) | KR102379627B1 (ko) |
| CN (1) | CN111295347B (ko) |
| CA (1) | CA3074888C (ko) |
| DE (1) | DE102017121486B4 (ko) |
| WO (1) | WO2019052871A2 (ko) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111824695B (zh) * | 2019-04-17 | 2024-09-06 | 梅特勒-托利多安全线有限公司 | 用于输送机系统的驱动辊组件和包括它的输送机系统 |
| US20210097968A1 (en) * | 2019-09-27 | 2021-04-01 | Dematic Corp. | Sound attenuation for material handling systems |
| IT202100004304A1 (it) * | 2021-02-24 | 2022-08-24 | Rulli Rulmeca S P A | Cartuccia motore per rullo, rullo. |
| JP7795204B2 (ja) * | 2022-10-25 | 2026-01-07 | 株式会社協和製作所 | コンベア用モータ内蔵ローラおよびコンベア装置 |
| CN115592754A (zh) * | 2022-10-25 | 2023-01-13 | 广西柯瑞机械设备有限公司(Cn) | 一种内置驱动压辊 |
| US11891252B1 (en) | 2023-01-03 | 2024-02-06 | Dematic Corp. | Sound attenuated conveyor roller assembly |
| CN116054478A (zh) * | 2023-02-15 | 2023-05-02 | 深圳市兆威机电股份有限公司 | 张紧结构及滚筒电机 |
| WO2025065537A1 (zh) * | 2023-09-28 | 2025-04-03 | 德昌电机(江门)有限公司 | 直驱辊以及辊式传送装置 |
| DE102023129620A1 (de) | 2023-10-26 | 2025-04-30 | Schindler Holding GmbH & Co. KG | Antriebseinheit und Zusammenstellung von Antriebseinheiten |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS528882U (ko) * | 1975-07-04 | 1977-01-21 | ||
| JPS60122615A (ja) * | 1983-12-02 | 1985-07-01 | Toshiyuki Ishino | コンベア用のロ−ラ |
| DE29700666U1 (de) * | 1996-12-13 | 1997-03-13 | Knipping, Daniel, 44797 Bochum | Rohrpreßkupplung |
| DE102015201103A1 (de) * | 2015-01-23 | 2016-07-28 | Schaeffler Technologies AG & Co. KG | Pressverbindungen von stanzpaketierten Bauteilen mit Wellen |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS528882A (en) | 1975-07-11 | 1977-01-24 | Nippon Steel Corp | Machine cooler damage detector unit |
| US4130442A (en) | 1977-06-06 | 1978-12-19 | Frederick G. Schwarzmann | Method for renewing grout |
| JPS586807Y2 (ja) * | 1977-06-09 | 1983-02-05 | 京セラ株式会社 | ロ−ルの熱膨張吸収機構 |
| DE19615709C2 (de) * | 1996-04-22 | 2001-11-08 | Heinz Joerissen | Trommelmotor |
| JPH10304618A (ja) | 1997-04-22 | 1998-11-13 | Kyowa Seisakusho:Kk | モーターローラ |
| JP2002145438A (ja) * | 2000-11-13 | 2002-05-22 | Ito Denki Kk | モータ内蔵ローラ用ローラユニット |
| JP3600860B2 (ja) * | 2000-11-22 | 2004-12-15 | 伊東電機株式会社 | モータ内蔵ローラ及びモータ内蔵ローラ用のユニット |
| TWI282200B (en) | 2003-03-27 | 2007-06-01 | Sumitomo Heavy Industries | Cooling structure for roller of build-in motor |
| DE10324664A1 (de) * | 2003-05-30 | 2004-12-30 | Siemens Ag | Rollen und Rollenmotoren |
| BE1016242A3 (fr) * | 2004-10-15 | 2006-06-06 | Dynaco International Sa | Dispositif avec un tambour dans lequel est monte un moteur d'entrainement. |
| KR101047643B1 (ko) * | 2004-12-16 | 2011-07-07 | 두산인프라코어 주식회사 | 전동기의 냉각구조 |
| KR20060068867A (ko) | 2004-12-17 | 2006-06-21 | 주식회사 팬택 | 이동통신단말기에서의 카메라 기능 제한 방법 |
| FI117936B (fi) | 2005-02-01 | 2007-04-30 | Sandvik Mining & Constr Oy | Hihnakuljetin ja hihnakuljettimen rumpumoottori |
| DE102006060009B4 (de) | 2006-12-19 | 2009-12-24 | Siemens Ag | Rollenantrieb für eine Förderanlage sowie Förderanlage |
| DE102008061979B4 (de) | 2008-12-12 | 2010-12-16 | Interroll Trommelmotoren Gmbh | Trommelmotor mit Innenläufer-Elektromotor und Wärmeleitkörper |
| EP2492047A1 (de) | 2011-02-28 | 2012-08-29 | Siemens Aktiengesellschaft | Motorspindeleinheit mit gehäuselosem Direktantrieb |
| TWI565198B (zh) | 2015-01-08 | 2017-01-01 | 周文三 | 可抑住馬達內部升溫之散熱構造 |
| DE102015006688A1 (de) * | 2015-05-28 | 2016-12-01 | Sew-Eurodrive Gmbh & Co Kg | Antriebsvorrichtung |
| TWI575853B (zh) | 2015-07-02 | 2017-03-21 | Wen-San Chou | 馬達之散熱構造 |
| DE102016124689B4 (de) * | 2016-12-16 | 2021-07-29 | Interroll Holding Ag | Förderrolle mit reib- und/oder stoffschlüssiger Kupplungsbuchse |
-
2017
- 2017-09-15 DE DE102017121486.0A patent/DE102017121486B4/de active Active
-
2018
- 2018-09-05 CA CA3074888A patent/CA3074888C/en active Active
- 2018-09-05 EP EP23159977.0A patent/EP4230551A3/de active Pending
- 2018-09-05 JP JP2020515214A patent/JP6999803B2/ja active Active
- 2018-09-05 KR KR1020207010870A patent/KR102379627B1/ko not_active Expired - Fee Related
- 2018-09-05 US US16/646,223 patent/US11091321B2/en not_active Expired - Fee Related
- 2018-09-05 EP EP18766191.3A patent/EP3504137A2/de not_active Withdrawn
- 2018-09-05 CN CN201880070321.5A patent/CN111295347B/zh active Active
- 2018-09-05 WO PCT/EP2018/073849 patent/WO2019052871A2/de not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS528882U (ko) * | 1975-07-04 | 1977-01-21 | ||
| JPS60122615A (ja) * | 1983-12-02 | 1985-07-01 | Toshiyuki Ishino | コンベア用のロ−ラ |
| DE29700666U1 (de) * | 1996-12-13 | 1997-03-13 | Knipping, Daniel, 44797 Bochum | Rohrpreßkupplung |
| DE102015201103A1 (de) * | 2015-01-23 | 2016-07-28 | Schaeffler Technologies AG & Co. KG | Pressverbindungen von stanzpaketierten Bauteilen mit Wellen |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020533252A (ja) | 2020-11-19 |
| EP4230551A2 (de) | 2023-08-23 |
| CA3074888C (en) | 2022-12-06 |
| CN111295347A (zh) | 2020-06-16 |
| WO2019052871A3 (de) | 2019-05-09 |
| DE102017121486B4 (de) | 2019-05-23 |
| US11091321B2 (en) | 2021-08-17 |
| WO2019052871A2 (de) | 2019-03-21 |
| US20200270065A1 (en) | 2020-08-27 |
| EP3504137A2 (de) | 2019-07-03 |
| EP4230551A3 (de) | 2023-11-01 |
| DE102017121486A1 (de) | 2019-03-21 |
| KR102379627B1 (ko) | 2022-03-28 |
| CA3074888A1 (en) | 2019-03-21 |
| JP6999803B2 (ja) | 2022-02-10 |
| CN111295347B (zh) | 2021-09-07 |
| BR112020004779A2 (pt) | 2020-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102379627B1 (ko) | 드럼 튜브 내로 가압된 냉각 슬리브를 갖는 모터 구동 컨베이어 롤러 | |
| US8492952B2 (en) | Coolant channels for electric machine stator | |
| US11303174B2 (en) | Rotor for an electric machine | |
| US11056940B2 (en) | Assembled rotor shaft with an asymmetrical design, rotor, and method for producing the assembled rotor shaft and rotor | |
| JP2020502007A (ja) | 摩擦嵌合および/または一体型カップリングブッシュを備える搬送ローラ | |
| US7987970B2 (en) | Roller drive for a conveyor system and conveyor system | |
| EP1018674B1 (en) | Fixing apparatus and method of making a fuser member | |
| CN107002854A (zh) | 双齿轮在传动轴上的轴‑毂连接装置 | |
| US20180358864A1 (en) | Electrical working machine | |
| CN108075594B (zh) | 用于电机的具有冷却套的壳体装置 | |
| JP2013541669A (ja) | 真空ポンプ | |
| US4618791A (en) | Rotor assembly with die cast shaft extension coupling | |
| JP2008082397A (ja) | 駆動力伝達装置 | |
| BR112020004779B1 (pt) | Rolo transportador acionado a motor com luva de resfriamento inserida por pressão no tubo de tambor e processo de produção para um rolo transportador | |
| JP2025530800A (ja) | 一体化された冷却ダクトを有するロータシャフト | |
| CN109904976B (zh) | 一种两段式新能源汽车电机轴 | |
| US20210367466A1 (en) | Rotor tube for an electric machine of a vehicle | |
| JP3800982B2 (ja) | 回転電機 | |
| KR102402554B1 (ko) | 하우징, 파킹 액추에이터 및 이를 포함하는 전자식 주차 브레이크 | |
| JP5141804B2 (ja) | 駆動力伝達装置 | |
| CN121923410A (zh) | 一种用于机器狗关节的动力模组 | |
| CN204914956U (zh) | 一种热转印色带组件及其管芯 | |
| JPS6130428Y2 (ko) | ||
| FR3123522A1 (fr) | Carter pour machine électrique tournante et machine électrique tournante | |
| JPH1028353A (ja) | 電動工具用モータの電機子組立体構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20250324 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| H13 | Ip right lapsed |
Free format text: ST27 STATUS EVENT CODE: N-4-6-H10-H13-OTH-PC1903 (AS PROVIDED BY THE NATIONAL OFFICE); TERMINATION CATEGORY : DEFAULT_OF_REGISTRATION_FEE Effective date: 20250324 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20250324 |