KR20200054167A - 절삭 공구 부품 조립체 - Google Patents
절삭 공구 부품 조립체 Download PDFInfo
- Publication number
- KR20200054167A KR20200054167A KR1020207004293A KR20207004293A KR20200054167A KR 20200054167 A KR20200054167 A KR 20200054167A KR 1020207004293 A KR1020207004293 A KR 1020207004293A KR 20207004293 A KR20207004293 A KR 20207004293A KR 20200054167 A KR20200054167 A KR 20200054167A
- Authority
- KR
- South Korea
- Prior art keywords
- cutting tool
- clamping element
- clamping
- axial
- channel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1603—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove
- B23B27/1611—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
- B23B29/04—Tool holders for a single cutting tool
- B23B29/046—Tool holders for a single cutting tool with an intermediary toolholder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2210/00—Details of turning tools
- B23B2210/08—Tools comprising intermediary toolholders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2231/00—Details of chucks, toolholder shanks or tool shanks
- B23B2231/02—Features of shanks of tools not relating to the operation performed by the tool
- B23B2231/0204—Connection of shanks to working elements of tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2240/00—Details of connections of tools or workpieces
- B23B2240/36—Connections using a tongue and a hollow of corresponding prismatic form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2270/00—Details of turning, boring or drilling machines, processes or tools not otherwise provided for
- B23B2270/08—Clamping mechanisms; Provisions for clamping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2270/00—Details of turning, boring or drilling machines, processes or tools not otherwise provided for
- B23B2270/58—Oblique elements
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Drilling Tools (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
Description
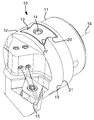
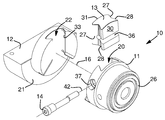
도 2a 는 도 1 의 조립체의 제 1 분해 사시도이고;
도 2b 는 도 1 의 조립체의 다른 분해 사시도이고;
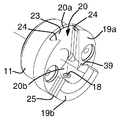
도 3 은 도 1 의 조립체의 바디 부분의 상단 사시도이고;
도 3a 는 도 3 의 바디의 측면 사시도이고;
도 3b 는 도 3 의 바디의 평면도이고;
도 3c 는 도 3 의 바디의 다른 측면도이고;
도 3d 는 도 3b 의 바디의 IIId-IIId 에 따른 측면도이고;
도 3e 는 도 3a 의 IIIe-IIIe 의 단면도 (cross sectional view) 이고;
도 3f 는 도 3c 의 바디의 IIIf-IIIf 에 따른 측면도이고;
도 4 는 도 1 의 조립체 내의 절삭 헤드에 도 3 의 바디 부분을 해제 가능하게 커플링하기 위한 클램핑 요소의 사시도이고;
도 4a 는 도 4 의 클램핑 요소의 단면 사시도 (end perspective view) 이고;
도 4b 는 도 4 의 클램핑 요소의 측면 사시도이고;
도 4c 는 도 4 의 클램핑 요소의 평면도이고;
도 4d 는 도 4a 의 IVd-IVd 의 단면도이고;
도 5a 는 도 1 의 조립체의 사시 측면도이고;
도 5b 는 도 1 의 조립체의 다른 측면 사시도이고;
도 5c 는 도 5a 의 Vc-Vc 의 단면도이고;
도 5d 는 도 5b 의 Vd-Vd 의 단면도이고;
도 6 은 도 1 의 조립체의 일부를 형성하는 도 3 의 바디 부분 및 도 4 의 클램핑 요소의 사시도이고;
도 6a 는 도 6 의 조립체의 일부의 단면도이고;
도 6b 는 커플링 전에 절삭 헤드를 더 포함하는 도 6a 의 조립체의 일부의 다른 단면도이고;
도 6c 는 완전 조립 이전의 도 1 의 조립체의 단면도이고;
도 6d 는 완전하게 클램핑되고 조립된 구성으로 도 1 의 조립체의 단면도이고;
도 7a 는 본 발명의 다른 실시 형태에 따른 절삭 공구 조립체의 분해 사시도이고;
도 7b 는 도 7a 의 조립체의 다른 분해 사시도이고;
도 8 은 완전하게 조립되고 클램핑된 구성으로 도 7a 의 조립체의 측면 사시도이고;
도 8a 는 바디 부분에 절삭 헤드를 정합하기 전의 도 8 의 VIIIa-VIIIa 의 단면도이고;
도 8b 는 절삭 헤드 및 바디 부분이 최종 완전하게 클램핑되고 조립된 구성으로 조립된 도 8 의 VIIIa-VIIIa 의 단면도이고;
도 9 는 본 발명의 다른 실시 형태에 따른 클램핑 요소의 사시도이고;
도 10a 는 본 발명의 다른 특정 구현예에 따른 공구 바디, 절삭 헤드 및 상기 공구 바디와 상기 절삭 헤드의 축선 방향 중간에 위치된 어댑터를 포함하는 다른 구현예에 따른 절삭 공구 부품 조립체의 측면 사시도이고;
도 11a 는 본 발명의 다른 실시 형태에 따른 절삭 공구의 절삭 헤드 조립체의 제 1 분해 사시도이고;
도 11b 는 도 11a 의 조립체의 다른 분해 사시도이고;
도 12a 는 본 발명의 다른 실시 형태에 따른 절삭 공구의 절삭 헤드 조립체의 제 1 분해 사시도이고;
도 12b 는 도 12a 의 조립체의 다른 분해 사시도이고;
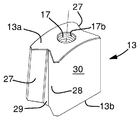
도 13a 는 본 발명의 다른 실시 형태에 따른 절삭 공구의 절삭 헤드 조립체의 제 1 분해 사시도이고;
도 13b 는 도 13a 의 조립체의 다른 분해 사시도이다.
Claims (23)
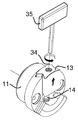
- 절삭 공구를 위한 절삭 공구 부품 조립체 (10) 로서, 상기 절삭 공구 부품 조립체는,
절삭 공구의 축선 방향 전방 부분을 형성하는 제 1 바디 (11);
상기 제 1 바디 (11) 에서 제 2 바디 (12) 를 해제 가능하게 클램핑하기 위하여 클램핑 위치로 상기 제 1 바디 (11) 에 대해 이동 가능하게 장착된 클램핑 요소 (13);
상기 클램핑 위치에서 상기 클램핑 요소 (13) 를 해제 가능하게 잠금하는 고정 요소 (14); 및
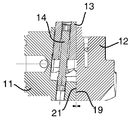
반경 방향으로 연장되고, 상기 제 1 바디 (11) 의 축선 방향으로 또한 연장되도록 상기 제 1 바디 (11) 의 종방향 축선 (16) 에 수직인 평면 (P) 에 대해 비스듬하게 정렬되는 적어도 하나의 가이드 표면 (23) 으로서, 상기 가이드 표면 (23) 은 상기 제 1 바디 (11) 및 상기 제 2 바디 (12) 를 축선 방향으로 함께 강제하고 클램핑하기 위하여 상기 고정 요소 (14) 의 작동을 통해 반경 방향 및 축선 방향으로의 상기 클램핑 요소 (13) 의 이동을 지원 (support) 하는, 상기 적어도 하나의 가이드 표면 (23) 을 포함하고;
상기 제 1 바디 (11) 는 상기 제 2 바디 (12) 의 대응하는 축선 방향 후방으로 향하는 접촉면 (21) 과 정합하기 위한 축선 방향 전방으로 향하는 접촉면 (19) 과, 적어도 부분적으로 후방으로 향하는 적어도 하나의 맞닿음면 (24) 을 포함하고;
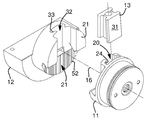
상기 클램핑 요소 (13) 는 상기 맞닿음면 (24) 과 정합하기 위하여 적어도 부분적으로 전방으로 향하는 적어도 하나의 제 1 클램프면 (28) 및 상기 제 2 바디 (12) 의 일부와 정합하기 위하여 적어도 부분적으로 축선 방향 후방으로 향하는 적어도 하나의 제 2 클램프면 (27) 을 포함하는 것을 특징으로 하는, 절삭 공구 부품 조립체. - 제 1 항에 있어서,
상기 가이드 표면 (23) 은 상기 제 1 바디 (11) 에 위치되는, 절삭 공구 부품 조립체. - 제 1 항 또는 제 2 항에 있어서,
상기 제 1 바디 (11) 는 반경 방향으로 연장되는 길이와, 상기 접촉면 (19) 으로부터 축선 방향으로 리세스 가공된 깊이를 갖는 채널 (20) 을 포함하고,
상기 가이드 표면 (23) 은 상기 채널 (20) 의 적어도 일부를 규정하고,
상기 클램핑 요소 (13) 는 적어도 부분적으로 수용될 수 있고 상기 채널 (20) 내에서 반경 방향으로 슬라이딩 가능한, 절삭 공구 부품 조립체. - 제 3 항에 있어서,
상기 가이드 표면 (23) 은 상기 채널 (20) 의 베이스 표면을 나타내고,
상기 채널 (20) 은 대향 측면들 (24) 에 의해서 추가로 규정되는, 절삭 공구 부품 조립체. - 제 4 항에 있어서,
적어도 하나의 상기 맞닿음면 (24) 은 상기 대향 측면들 (24) 의 적어도 일부들을 포함하는, 절삭 공구 부품 조립체. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
개별 접촉면들 (19, 21) 의 적어도 일부들은 상기 제 1 바디 (11) 의 상기 종방향 축선 (16) 에 일반적으로 수직인 평면에서 연장되고, 그리고
상기 맞닿음면 (24) 과, 상기 제 1 클램프면 (28) 및 상기 제 2 클램프면 (27) 은 상기 접촉면들 (19, 21) 에 대해 비스듬하게 정렬되는, 절삭 공구 부품 조립체. - 제 1 항 내지 제 6 항 중 어느 한 항에 있어서,
상기 제 1 바디 (11) 를 통하여 연장되고 상기 종방향 축선 (16) 을 이등분하는 축선 방향 평면에서, 상기 가이드 표면 (23) 은 0.5° 내지 10°; 1° 내지 9°; 1° 내지 8°; 1° 내지 7°; 3° 내지 7°; 또는 4° 내지 6° 범위의 상기 제 1 바디 (11) 의 상기 종방향 축선 (16) 에 수직인 평면 (P) 에 대한 각도 (a) 로 반경 방향으로 연장되는, 절삭 공구 부품 조립체. - 제 1 항 내지 제 7 항 중 어느 한 항에 있어서,
상기 제 1 바디 (11) 를 통하여 연장되고 상기 종방향 축선 (16) 을 이등분하는 축선 방향 평면에서, 상기 맞닿음면 (24) 및 상기 제 1 클램프면 (28) 각각은 상기 축선 방향 평면에 대해 10° 내지 50°; 15° 내지 45°; 20° 내지 40°; 25° 내지 35°; 또는 27° 내지 33° 범위의 각도 (k, i) 로 정렬되는, 절삭 공구 부품 조립체. - 제 8 항에 있어서,
상기 제 1 바디 (11) 를 통하여 연장되고 상기 종방향 축선 (16) 을 이등분하는 축선 방향 평면에서, 상기 제 1 클램프면 (28) 과 상기 제 2 클램프면 (27) 사이에 규정된 각도 (h) 는 100° 내지 140°; 105° 내지 135°; 110° 내지 130°; 또는 115° 내지 125° 범위인, 절삭 공구 부품 조립체. - 제 1 항 내지 제 9 항 중 어느 한 항에 있어서,
상기 고정 요소 (14) 는 상기 제 1 바디 (11) 또는 상기 제 2 바디 (12) 에 조정 가능하게 장착 가능한 핀 또는 나사를 포함하는, 절삭 공구 부품 조립체. - 제 10 항에 있어서,
상기 고정 요소 (14) 는 상기 제 1 바디 (11) 및/또는 상기 제 2 바디 (12) 에 대한 상기 고정 요소 (14) 의 위치 조정이 상기 가이드 표면 (23) 을 따라서 상기 클램핑 요소 (13) 의 반경 방향 및 축선 방향 이동을 제공하도록 상기 클램핑 요소 (13) 에 커플링되는, 절삭 공구 부품 조립체. - 제 10 항 또는 제 11 항에 있어서,
상기 고정 요소 (14) 는 상기 제 1 바디 (11) 및/또는 상기 제 2 바디 (12) 에서 일반적으로 반경 방향으로 연장되는 상기 클램핑 요소 (13) 의 길이와 평행하게, 일반적으로 평행하게 또는 거의 평행하게 연장되는 길이를 갖는 세장형인, 절삭 공구 부품 조립체. - 제 10 항 또는 제 11 항에 있어서,
상기 고정 요소 (14) 는 상기 제 1 바디 (11) 및/또는 상기 제 2 바디 (12) 에서 일반적으로 반경 방향으로 연장되는 상기 클램핑 요소 (13) 의 길이와 수직하게, 일반적으로 수직하게, 거의 수직하게 또는 횡방향으로 연장되는 길이를 갖는 세장형인, 절삭 공구 부품 조립체. - 제 10 항 내지 제 12 항 중 어느 한 항에 있어서,
상기 고정 요소 (14) 의 길이는 반경 방향으로 연장되는 상기 가이드 표면 (23) 과 평행하게, 일반적으로 평행하게 또는 거의 평행하게 정렬되는, 절삭 공구 부품 조립체. - 제 1 항 내지 제 14 항 중 어느 한 항에 있어서,
상기 클램핑 요소 (13) 는 상기 고정 요소 (14) 의 제 1 부분을 적어도 부분적으로 수용하는 보어 (17) 를 포함하는, 절삭 공구 부품 조립체. - 제 15 항에 있어서,
상기 제 1 바디 (11) 는 상기 고정 요소 (14) 의 제 2 부분을 적어도 부분적으로 수용하는 반경 방향으로 연장되는 보어 (18) 를 포함하는, 절삭 공구 부품 조립체. - 제 16 항에 있어서,
상기 고정 요소 (14) 는 상기 클램핑 요소 (13) 의 상기 보어 (17) 에 형성된 제 1 나사산들 (17b) 과 정합하고 협력하기 위하여 제 1 축선 방향 단부에서 또는 이를 향하는 제 1 나사산들 (14a) 과, 상기 제 1 바디 (11) 의 상기 보어 (18) 에 형성된 제 2 나사산들 (18b) 과 정합하고 협력하기 위하여 제 2 축선 방향 단부에서 또는 이를 향하여 형성된 제 2 나사산들 (14b) 을 포함하는, 절삭 공구 부품 조립체. - 제 1 항 내지 제 17 항 중 어느 한 항에 있어서,
상기 제 1 바디 (11) 의 상기 접촉면 (19) 의 적어도 일부는 프로파일링되고, 그리고 선택적으로 표면 스코어링 (surface scoring), 리지들, 리브들 또는 거칠어진 부분 (roughening) 을 포함하는, 절삭 공구 부품 조립체. - 제 1 항 내지 제 18 항 중 어느 한 항에 있어서,
상기 절삭 공구 부품 조립체는 상기 제 2 바디 (12) 를 더 포함하고,
상기 제 2 바디 (12) 는 상기 제 1 바디 (11) 의 축선 방향 전방으로 위치되고, 그리고 적어도 부분적으로 축선 방향 후방으로 향하는 상기 제 2 클램프면 (27) 과 정합하도록 적어도 부분적으로 축선 방향 전방으로 향하는 적어도 하나의 맞닿음면 (33) 을 포함하는, 절삭 공구 부품 조립체. - 제 19 항에 있어서,
상기 제 2 바디는 절삭 헤드 (12) 를 포함하는, 절삭 공구 부품 조립체. - 제 19 항에 있어서,
상기 제 2 바디는 상기 절삭 헤드 (12) 와 상기 제 1 바디 (11) 사이에서 축선 방향으로 위치시키기 위한 어댑터 (45) 를 포함하는, 절삭 공구 부품 조립체. - 제 19 항에 있어서,
상기 제 2 바디는 절삭 헤드 (12) 를 포함하고,
상기 제 1 바디는 어댑터 (45) 를 포함하고,
상기 어댑터 (45) 는 절삭 공구의 축선 방향 전방 영역에 장착될 수 있는, 절삭 공구 부품 조립체. - 제 19 항에 있어서,
상기 제 2 바디 (12) 의 상기 접촉면 (21) 의 적어도 일부는 프로파일링되고, 그리고 표면 스코어링, 리지들, 리브들 또는 거칠어진 부분을 포함하는, 절삭 공구 부품 조립체.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17191429.4 | 2017-09-15 | ||
| EP17191429.4A EP3456446B1 (en) | 2017-09-15 | 2017-09-15 | Cutting tool part assembly |
| PCT/EP2018/073732 WO2019052855A1 (en) | 2017-09-15 | 2018-09-04 | TOOL SET OF CUTTING TOOL PARTS |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200054167A true KR20200054167A (ko) | 2020-05-19 |
| KR102580480B1 KR102580480B1 (ko) | 2023-09-19 |
Family
ID=59887163
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207004293A Active KR102580480B1 (ko) | 2017-09-15 | 2018-09-04 | 절삭 공구 부품 조립체 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11583936B2 (ko) |
| EP (1) | EP3456446B1 (ko) |
| JP (1) | JP7203095B2 (ko) |
| KR (1) | KR102580480B1 (ko) |
| CN (1) | CN111032263B (ko) |
| WO (1) | WO2019052855A1 (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11433461B2 (en) * | 2020-06-23 | 2022-09-06 | Iscar, Ltd. | Tool adaptor having an insert receiving pocket and a fastening bore, and cutting tool assembly |
| DE102020127229A1 (de) * | 2020-10-15 | 2022-04-21 | Kennametal Inc. | Rotationsschneidwerkzeug sowie Schneidwerkzeugteile |
| JP7253157B1 (ja) | 2022-06-22 | 2023-04-06 | 株式会社タンガロイ | シャンクおよびこれを備えた切削工具 |
| TWI870100B (zh) * | 2023-11-13 | 2025-01-11 | 山衍機械有限公司 | 刀把定位裝置及工具機 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61159103U (ko) * | 1985-03-26 | 1986-10-02 | ||
| JP2001514086A (ja) * | 1997-08-29 | 2001-09-11 | サンドビック アクティエボラーグ | 工具継手 |
Family Cites Families (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB513479A (en) * | 1938-04-04 | 1939-10-13 | George Petley | A universal boring head and reamer with adjustable tools and steadies |
| JPS4933610U (ko) * | 1972-06-21 | 1974-03-25 | ||
| SE361276B (ko) * | 1972-12-12 | 1973-10-29 | Sandvik Ab | |
| DE2549325C3 (de) * | 1975-11-04 | 1985-02-07 | Mapal Fabrik für Präzisionswerkzeuge Dr.Kress KG, 7080 Aalen | Pendelreibahle |
| DD136462B1 (de) * | 1978-05-11 | 1981-01-28 | Hermann Reinhardt | Werkzeugbefestigung fuer aufsteckfraeser |
| JPS55179709U (ko) * | 1979-06-12 | 1980-12-24 | ||
| JPS57177603U (ko) * | 1981-04-30 | 1982-11-10 | ||
| JPS57190001U (ko) * | 1981-05-28 | 1982-12-02 | ||
| US4507027A (en) * | 1982-07-12 | 1985-03-26 | Thomas Adamson | Adjustable boring head tool holder |
| JPS60141409A (ja) * | 1983-12-27 | 1985-07-26 | Nobuyuki Shinkai | ボ−リングヘツド |
| SU1177066A1 (ru) * | 1984-03-28 | 1985-09-07 | Свердловский Филиал Всесоюзного Проектно-Технологического Института Энергетического Машиностроения | Сборный резец |
| DE3433878A1 (de) * | 1984-09-14 | 1986-03-27 | August Beck GmbH & Co, 7472 Winterlingen | Axial-spannverbindung |
| DE3507225C2 (de) * | 1985-03-01 | 1994-05-11 | Krupp Ag | Werkzeugspanneinrichtung |
| JPS61284301A (ja) * | 1985-06-07 | 1986-12-15 | Toshiba Corp | 組立工具 |
| SU1777066A1 (ru) | 1990-08-20 | 1992-11-23 | Mo Mashinostroitelnyj Z Im A I | Hamaгhичиbaющe-paзmaгhичиbaющий блok k maгhиtoпopoшkobomу дeфektockoпу |
| US5193954A (en) * | 1991-10-30 | 1993-03-16 | Gte Valenite Corporation | Universal tool connection |
| US5599146A (en) * | 1991-12-03 | 1997-02-04 | Komet Praezisionswerkzeuge Robert Breuning Gmbh | Tool coupling with a radially elastically expandable coupling sleeve and a shaft with a clamping body |
| DE4140301A1 (de) * | 1991-12-06 | 1993-06-09 | Komet Stahlhalter- Und Werkzeugfabrik Robert Breuning Gmbh, 7122 Besigheim, De | Drehwerkzeug |
| SE501914C2 (sv) * | 1993-03-18 | 1995-06-19 | Sandvik Ab | Verktygsskaft med löstagbart blad |
| AUPN268395A0 (en) * | 1995-04-27 | 1995-05-25 | Ziegler, Karl | Improvements in machine tools |
| JP2001328012A (ja) | 2000-05-19 | 2001-11-27 | Daishowa Seiki Co Ltd | 切削工具 |
| US6966728B1 (en) * | 2004-06-08 | 2005-11-22 | Kennametal Inc. | Toolholder assembly |
| DE102006028373B4 (de) * | 2006-06-19 | 2016-01-21 | Komet Group Gmbh | Drehendes Werkzeugsystem mit einer Trennstelle zwischen zwei Teilelementen |
| IL182078A (en) * | 2007-03-20 | 2011-09-27 | Iscar Ltd | System for attaching a cutting member to a cutter |
| SE532280C2 (sv) * | 2008-04-14 | 2009-12-01 | Seco Tools Ab | Verktyg, verktygskropp och skärhuvud |
| US8033766B2 (en) * | 2008-05-09 | 2011-10-11 | Kennametal Inc. | Tool holder with ball clamping mechanism |
| IL197899A (en) * | 2009-04-05 | 2013-02-28 | Iscar Ltd | Cutting tool and tool holder for it |
| CN102481642A (zh) * | 2009-09-08 | 2012-05-30 | 特固克有限会社 | 用于稳定联接结构的切削刀具组件 |
| US20110262232A1 (en) * | 2010-04-23 | 2011-10-27 | Chin-Chiu Chen | Lathe blade assembly |
| US20120141220A1 (en) * | 2010-12-07 | 2012-06-07 | Chin-Chiu Chen | Inner cooling cutter chuck |
| DE102012004654A1 (de) * | 2011-03-29 | 2012-10-04 | Kennametal India Limited | Schneideinheit, Verfahren zur Änderung des Spanwinkels der Schneideinheit und Verfahren zu ihrem Zusammenbau |
| CA2844026A1 (en) | 2011-08-02 | 2013-02-07 | Iscar Ltd. | Modular cutting tool holder and clamping mechanism therefor |
| DE102012214923A1 (de) * | 2012-03-23 | 2013-09-26 | Gühring Ohg | Schnittstelle zwischen zwei Systemmodulen eines Werkzeugsystems |
| US9702385B2 (en) * | 2014-05-15 | 2017-07-11 | Iscar, Ltd. | Machine tool assembly configured for swift disassembly |
| EP2944407A1 (en) * | 2014-05-16 | 2015-11-18 | Sandvik Intellectual Property AB | A fixation arrangement as well as an interchangeable part and a lock key |
| DE102014008778A1 (de) * | 2014-06-12 | 2015-12-17 | Iscar Ltd. | Zur schnellen Demontage konfigurierte Maschinenwerkzeug-Baueinheit |
| CN104439325A (zh) * | 2014-12-01 | 2015-03-25 | 常州市珠江工具有限公司 | 一种刀头可更换的刀具 |
| US10183347B2 (en) * | 2015-09-08 | 2019-01-22 | Iscar, Ltd. | Rotary cutting tool having axial position adjustment arrangement |
| CN205270894U (zh) * | 2015-09-29 | 2016-06-01 | 常州迈腾工具有限公司 | 纳米涂层可调式数控镗刀 |
| US10105768B2 (en) * | 2016-07-05 | 2018-10-23 | Ching-Ting Chen | Cutter holder with vibration resistant structure |
| DE102017118501A1 (de) * | 2017-08-14 | 2019-02-14 | Mas Gmbh | Werkzeughalteranordnung und Verfahren zum Herstellen eines Werkzeughalters |
| US10500654B2 (en) * | 2018-01-11 | 2019-12-10 | Kennametal Inc | Modular cutting tool |
| EP3782750A1 (en) * | 2019-08-21 | 2021-02-24 | VARGUS Ltd. | Tool head, cutting tool and method of fixing a tool head to an adapter |
-
2017
- 2017-09-15 EP EP17191429.4A patent/EP3456446B1/en active Active
-
2018
- 2018-09-04 KR KR1020207004293A patent/KR102580480B1/ko active Active
- 2018-09-04 US US16/647,010 patent/US11583936B2/en active Active
- 2018-09-04 CN CN201880055889.XA patent/CN111032263B/zh active Active
- 2018-09-04 JP JP2020514289A patent/JP7203095B2/ja active Active
- 2018-09-04 WO PCT/EP2018/073732 patent/WO2019052855A1/en not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61159103U (ko) * | 1985-03-26 | 1986-10-02 | ||
| JP2001514086A (ja) * | 1997-08-29 | 2001-09-11 | サンドビック アクティエボラーグ | 工具継手 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7203095B2 (ja) | 2023-01-12 |
| WO2019052855A1 (en) | 2019-03-21 |
| US11583936B2 (en) | 2023-02-21 |
| CN111032263A (zh) | 2020-04-17 |
| KR102580480B1 (ko) | 2023-09-19 |
| CA3071218A1 (en) | 2019-03-21 |
| JP2020533188A (ja) | 2020-11-19 |
| CN111032263B (zh) | 2023-06-20 |
| EP3456446B1 (en) | 2025-11-05 |
| EP3456446A1 (en) | 2019-03-20 |
| US20200254530A1 (en) | 2020-08-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200054167A (ko) | 절삭 공구 부품 조립체 | |
| KR100990066B1 (ko) | 칩 제거 가공용 공구의 커플링, 공구, 커팅 헤드 및 홀더 | |
| RU2446919C2 (ru) | Инструмент с устанавливаемой с возможностью раскрепления самозажимной режущей головкой | |
| KR101670108B1 (ko) | 절삭 공구 조립체 및 이를 위한 공구 홀더 | |
| KR100227241B1 (ko) | 기계공구용 드릴링공구 | |
| KR102531284B1 (ko) | 절삭 헤드 및 위치설정 핀에 의해 생크에 구속해제 가능하게 클램핑된 절삭 헤드를 가진 회전식 절삭 공구 | |
| KR101714853B1 (ko) | 좌승수 및 우승수 절삭 공구 | |
| CN108687385B (zh) | 前装载、侧激活的模块化钻头 | |
| KR20060047244A (ko) | 칩 제거 기계가공용 회전 공구 | |
| KR20190046776A (ko) | 탄성적으로 이동가능한 인접 부분들이 제공된 중앙 리세스를 가진 헤드 지지 표면을 포함하는 공구 섕크 | |
| KR20070046189A (ko) | 절삭공구 및 축방향 및 반경방향 스톱면을 구비한 헤드 | |
| KR20110103892A (ko) | 보링 헤드 | |
| US7641423B2 (en) | Apparatus for chip removing machining | |
| JP2020527465A (ja) | 切削工具及び連結ねじを保持するための保持部材を有する切削工具本体 | |
| WO2017178155A1 (en) | A metal cutting grooving insert for face grooving | |
| CN105813787B (zh) | 刀片安装机构、旋转切削工具、工具主体、楔子部件及调整部件 | |
| KR20170069223A (ko) | 기계가공 공구를 위한 절삭 인서트 위치결정 카트리지와 시스템 및 그러한 위치결정 시스템을 포함하는 기계가공 공구 | |
| US4993889A (en) | Broaching assembly | |
| CN107530791B (zh) | 切削工具用更换部件以及切削工具用工具体 | |
| CA3071218C (en) | Cutting tool part assembly | |
| CN113492228B (zh) | 具有可替换切削头的切削工具及固定可替换切削头的方法 | |
| KR20080016973A (ko) | 엔드 밀링 커터 | |
| JP2020157416A (ja) | 刃先交換式切削工具、切削インサート、および工具本体 | |
| US5427479A (en) | Cutting tool | |
| US20200384543A1 (en) | Toolholder assembly with flexible canister |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20200213 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20210629 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20220819 Patent event code: PE09021S01D |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20230223 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20230810 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20230915 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20230915 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |