KR20200066901A - 전극 조립체 제조장치 및 전극 조립체 제조방법 - Google Patents
전극 조립체 제조장치 및 전극 조립체 제조방법 Download PDFInfo
- Publication number
- KR20200066901A KR20200066901A KR1020180153606A KR20180153606A KR20200066901A KR 20200066901 A KR20200066901 A KR 20200066901A KR 1020180153606 A KR1020180153606 A KR 1020180153606A KR 20180153606 A KR20180153606 A KR 20180153606A KR 20200066901 A KR20200066901 A KR 20200066901A
- Authority
- KR
- South Korea
- Prior art keywords
- electrode
- thickness
- pair
- separator
- electrode assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 64
- 238000005259 measurement Methods 0.000 claims abstract description 80
- 238000003475 lamination Methods 0.000 claims abstract description 55
- 238000003825 pressing Methods 0.000 claims abstract description 51
- 238000000034 method Methods 0.000 claims description 80
- 238000000926 separation method Methods 0.000 claims description 43
- 239000012528 membrane Substances 0.000 claims description 39
- 238000010438 heat treatment Methods 0.000 claims description 33
- 238000010030 laminating Methods 0.000 claims description 4
- 230000007547 defect Effects 0.000 claims description 3
- 238000007689 inspection Methods 0.000 claims description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 239000007773 negative electrode material Substances 0.000 description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- 239000007774 positive electrode material Substances 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 229910002804 graphite Inorganic materials 0.000 description 2
- 239000010439 graphite Substances 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000733 Li alloy Inorganic materials 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000011149 active material Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910021383 artificial graphite Inorganic materials 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 239000001989 lithium alloy Substances 0.000 description 1
- 229910000625 lithium cobalt oxide Inorganic materials 0.000 description 1
- GELKBWJHTRAYNV-UHFFFAOYSA-K lithium iron phosphate Chemical compound [Li+].[Fe+2].[O-]P([O-])([O-])=O GELKBWJHTRAYNV-UHFFFAOYSA-K 0.000 description 1
- 229910002102 lithium manganese oxide Inorganic materials 0.000 description 1
- BFZPBUKRYWOWDV-UHFFFAOYSA-N lithium;oxido(oxo)cobalt Chemical compound [Li+].[O-][Co]=O BFZPBUKRYWOWDV-UHFFFAOYSA-N 0.000 description 1
- VLXXBCXTUVRROQ-UHFFFAOYSA-N lithium;oxido-oxo-(oxomanganiooxy)manganese Chemical compound [Li+].[O-][Mn](=O)O[Mn]=O VLXXBCXTUVRROQ-UHFFFAOYSA-N 0.000 description 1
- URIIGZKXFBNRAU-UHFFFAOYSA-N lithium;oxonickel Chemical compound [Li].[Ni]=O URIIGZKXFBNRAU-UHFFFAOYSA-N 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000002006 petroleum coke Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 150000003377 silicon compounds Chemical class 0.000 description 1
- 150000003606 tin compounds Chemical class 0.000 description 1
- 150000003609 titanium compounds Chemical class 0.000 description 1
Images





Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0404—Machines for assembling batteries
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/02—Measuring arrangements characterised by the use of mechanical techniques for measuring length, width or thickness
- G01B5/06—Measuring arrangements characterised by the use of mechanical techniques for measuring length, width or thickness for measuring thickness
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Secondary Cells (AREA)
Abstract
Description
도 2는 본 발명의 일 실시예에 따른 전극 조립체 제조장치를 예시적으로 나타낸 측면도이다.
도 3은 본 발명의 일 실시예에 따른 전극 조립체 제조장치에서 라미네이션부를 나타낸 정면도이다.
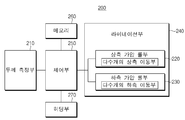
도 4는 본 발명의 다른 실시예에 따른 전극 조립체 제조장치의 개념을 나타낸 블럭도이다.
도 5는 본 발명의 다른 실시예에 따른 전극 조립체 제조장치에서 두께 측정부를 나타낸 정면도이다.
도 6은 본 발명의 다른 실시예에 따른 전극 조립체 제조장치에서 라미네이션부를 나타낸 정면도이다.
11: 음극
11a: 음극 집전체
11b: 음극 활물질
12: 양극
12a: 양극 집전체
12b: 양극 활물질
13: 전극
14: 분리막
30: 커터
100,200: 전극 조립체 제조장치
110,210: 두께 측정부
120,220: 상측 가압 롤부
121: 상측 가압롤
122: 상측 이동부
122a: 이동대
122b: 실링더
130,230: 하측 가압 롤부
131: 하측 가압롤
132: 하측 이동부
132a: 이동대
132b: 실린더
140,240: 라미네이션부
150,250: 제어부
160,260: 메모리
170,270: 히팅부
171: 상측 히팅부
172: 하측 히팅부
211: 지지체
S: 적층체
Claims (14)
- 전극 또는 분리막 중에서 어느 하나 이상의 두께를 측정하는 두께 측정부; 및
상기 두께 측정부를 통과하며 적층되는 상기 전극 및 상기 분리막을 위,아래로 배치되는 한 쌍의 가압 롤부 사이로 통과시키며 가압하여 상기 전극 및 상기 분리막을 접합시키는 라미네이션부를 포함하고,
상기 라미네이션부는 상기 두께 측정부를 통해 측정된 상기 전극 또는 상기 분리막 중에서 어느 하나 이상의 두께에 따라, 상기 한 쌍의 가압 롤부의 위치, 상기 한 쌍의 가압 롤부 사이의 간격, 및 상기 한 쌍의 가압 롤부의 가압력 중 적어도 어느 하나 이상을 조절하며 상기 전극 및 상기 분리막 사이를 접합시키는 전극 조립체 제조장치. - 청구항 1에 있어서,
두께 측정부를 통과하며 적층된 상기 전극 및 상기 분리막의 적층체를 가압하기 전 열을 가하는 히팅부를 더 포함하는 전극 조립체 제조장치. - 청구항 2에 있어서,
상기 라미네이션부는 제어부를 더 포함하고,
상기 제어부는 상기 두께 측정부를 통해 측정된 두께 측정값과 메모리에 저장된 두께 표준값을 비교하여, 상기 한 쌍의 가압 롤부의 위치, 간격, 또는 가압력을 조절하는 전극 조립체 제조장치. - 청구항 3에 있어서,
상기 한 쌍의 가압 롤부는 각각 다수개의 가압롤을 포함하고,
상기 제어부는 상기 다수개의 가압롤의 위치, 간격, 또는 가압력을 각 가압롤 마다 개별적으로 조절하는 전극 조립체 제조장치. - 청구항 4에 있어서,
상기 두께 측정부는 상기 전극 및 상기 분리막의 진행 방향에 대해 직각인 폭방향으로 다수 곳의 두께를 측정하고,
상기 한 쌍의 가압 롤부의 다수개의 가압롤은 상기 폭방향을 따라 배열되며,
상기 제어부는 상기 두께 측정부에서 측정된 다수 곳의 상기 전극 또는 상기 분리막의 두께에 따라 상기 다수개의 가압롤의 위치, 간격, 또는 가압력을 개별적으로 조절하는 전극 조립체 제조장치. - 청구항 5에 있어서,
상기 두께 측정부는
단부가 측정부분과 접촉되는 다수개의 측정봉을 포함하는 접촉식 두께 측정 게이지로 이루어지는 전극 조립체 제조장치. - 청구항 6에 있어서,
상기 다수개의 측정봉은
상기 전극 및 상기 분리막 중 어느 하나 이상에서 폭방향으로 다수 곳의 두께를 측정하는 전극 조립체 제조장치. - 전극 또는 분리막 중에서 어느 하나 이상의 두께를 측정하는 두께측정공정; 및
상기 전극 및 상기 분리막을 적층시켜 위,아래로 배치되는 한 쌍의 가압 롤부 사이로 통과시키며 가압하여 상기 전극 및 상기 분리막을 접합시키는 라미네이션 공정을 포함하고,
상기 라미네이션 공정은 상기 두께측정공정을 통해 측정된 상기 전극 또는 상기 분리막 중에서 어느 하나 이상의 두께에 따라, 상기 한 쌍의 가압 롤부의 위치, 상기 한 쌍의 가압 롤부 사이의 간격, 및 상기 한 쌍의 가압 롤부의 가압력 중 적어도 어느 하나 이상을 조절하며 상기 전극 및 상기 분리막 사이를 접합시키는 전극 조립체 제조방법. - 청구항 8에 있어서,
상기 두께측정공정을 통과하여 적층된 상기 전극 및 상기 분리막의 적층체에 열을 가하는 히팅공정을 더 포함하는 전극 조립체 제조방법. - 청구항 9에 있어서,
상기 라미네이션 공정은
상기 두께측정공정을 통해 측정된 두께 측정값과 메모리에 저장된 두께 표준값을 제어부에서 비교하여, 상기 한 쌍의 가압 롤부 사이의 위치, 간격, 또는 가압력을 조절하는 전극 조립체 제조방법. - 청구항 10에 있어서,
상기 라미네이션 공정은
상기 두께측정공정을 통해 측정된 두께 측정값과 상기 메모리에 저장된 두께 표준값을 제어부에서 비교하여,
상기 두께 측정값이 상기 두께 표준값에 비해 작으면 상기 한 쌍의 가압 롤부 사이의 간격이 가까워지도록 이동시키고 작으면 상기 한 쌍의 가압 롤부가 가압하는 가압력을 낮추며,
상기 두께 측정값이 상기 두께 표준값에 비해 크면 상기 한 쌍의 가압 롤부 사이의 간격이 멀게 이동시키고, 상기 한 쌍의 가압 롤부가 가압하는 가압력을 높이는 전극 조립체 제조방법. - 청구항 10에 있어서,
상기 라미네이션 공정에서,
상기 한 쌍의 가압 롤부는 각각 다수개의 가압롤을 포함하여,
상기 제어부에서 상기 다수개의 가압롤 사이의 위치, 간격, 또는 가압력을 가압롤 마다 개별적으로 조절하는 전극 조립체 제조방법. - 청구항 12에 있어서,
상기 두께측정공정은 상기 전극 및 상기 분리막의 진행 방향에 대해 직각인 폭방향으로 다수 곳의 두께를 측정하고,
상기 라미네이션 공정에서 상기 다수개의 가압롤이 상기 폭방향을 따라 배열되어, 상기 두께측정공정에서 측정된 다수 곳의 상기 전극 또는 상기 분리막의 두께에 따라 상기 다수개의 가압롤 사이의 위치, 간격, 또는 가압력을 상기 제어부에서 개별적으로 조절하는 전극 조립체 제조방법. - 청구항 9에 있어서,
상기 라미네이션 공정을 거친 후,
상기 라미네이션 공정을 통해 접합된 상기 전극 및 상기 분리막의 전체 두께를 측정하여 불량 유무를 판별하는 검사공정을 더 포함하는 전극 조립체 제조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180153606A KR102759173B1 (ko) | 2018-12-03 | 2018-12-03 | 전극 조립체 제조장치 및 전극 조립체 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180153606A KR102759173B1 (ko) | 2018-12-03 | 2018-12-03 | 전극 조립체 제조장치 및 전극 조립체 제조방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200066901A true KR20200066901A (ko) | 2020-06-11 |
| KR102759173B1 KR102759173B1 (ko) | 2025-01-24 |
Family
ID=71070480
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180153606A Active KR102759173B1 (ko) | 2018-12-03 | 2018-12-03 | 전극 조립체 제조장치 및 전극 조립체 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102759173B1 (ko) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220011032A (ko) * | 2020-07-20 | 2022-01-27 | 주식회사 엘지에너지솔루션 | 이차전지용 초음파 용접장치 및 용접방법 |
| WO2022139211A1 (ko) * | 2020-12-23 | 2022-06-30 | 주식회사 엘지에너지솔루션 | 단위셀의 제조방법 및 제조장치 |
| KR20220091357A (ko) * | 2020-12-23 | 2022-06-30 | 주식회사 엘지에너지솔루션 | 단위셀의 제조방법 및 제조장치 |
| WO2022164257A1 (ko) | 2021-01-28 | 2022-08-04 | 주식회사 엘지에너지솔루션 | 분리막 접착장치 |
| WO2022169237A1 (ko) * | 2021-02-05 | 2022-08-11 | 주식회사 엘지에너지솔루션 | 가압력 조절이 가능한 가압롤을 포함하는 라미네이션 장치 및 이를 이용하여 제조된 전극조립체 |
| WO2022169238A1 (ko) * | 2021-02-04 | 2022-08-11 | 주식회사 엘지에너지솔루션 | 라미네이션 장치 및 라미네이션 장치의 불량 전극 셀 조립체 배출방법 |
| KR20220122868A (ko) * | 2021-02-26 | 2022-09-05 | (주)피엔티 | 전고체 이차전지 제조 장치 및 전고체 이차전지 제조 방법 |
| CN116774665A (zh) * | 2023-08-18 | 2023-09-19 | 湖南隆深氢能科技有限公司 | 一种卷对卷贴合生产线的智能控制方法及其系统 |
| CN117984598A (zh) * | 2024-04-03 | 2024-05-07 | 耀能新能源(赣州)有限公司 | 一种防过压的锂电池极片辊压装置和方法 |
| CN118836811A (zh) * | 2023-04-24 | 2024-10-25 | 宁德时代新能源科技股份有限公司 | 厚度检测装置及厚度检测方法 |
| EP4513604A4 (en) * | 2022-04-21 | 2025-10-15 | Lg Energy Solution Ltd | Laminating device and unit cell manufacturing method |
| US12576626B2 (en) | 2020-09-28 | 2026-03-17 | Lg Energy Solution, Ltd. | Laminator for manufacture of unit structural bodies with increased force of adhesion |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000149930A (ja) * | 1998-11-12 | 2000-05-30 | Toshiba Battery Co Ltd | ポリマー電池用電極要素の製造装置 |
| JP2006244801A (ja) * | 2005-03-02 | 2006-09-14 | Nippon Zeon Co Ltd | リチウム電池用積層体の製造方法 |
| KR20130139490A (ko) * | 2012-06-13 | 2013-12-23 | 주식회사 엘지화학 | 전극시트 압연장치 및 이를 이용하는 전극시트 두께 조절방법 |
| KR20140015647A (ko) | 2012-06-22 | 2014-02-07 | 주식회사 엘지화학 | 이차전지용 전극조립체, 그 제조방법 및 이를 이용한 이차전지 |
| JP2015210935A (ja) * | 2014-04-25 | 2015-11-24 | 株式会社豊田自動織機 | 電極の製造方法および電極の製造装置 |
-
2018
- 2018-12-03 KR KR1020180153606A patent/KR102759173B1/ko active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000149930A (ja) * | 1998-11-12 | 2000-05-30 | Toshiba Battery Co Ltd | ポリマー電池用電極要素の製造装置 |
| JP2006244801A (ja) * | 2005-03-02 | 2006-09-14 | Nippon Zeon Co Ltd | リチウム電池用積層体の製造方法 |
| KR20130139490A (ko) * | 2012-06-13 | 2013-12-23 | 주식회사 엘지화학 | 전극시트 압연장치 및 이를 이용하는 전극시트 두께 조절방법 |
| KR20140015647A (ko) | 2012-06-22 | 2014-02-07 | 주식회사 엘지화학 | 이차전지용 전극조립체, 그 제조방법 및 이를 이용한 이차전지 |
| JP2015210935A (ja) * | 2014-04-25 | 2015-11-24 | 株式会社豊田自動織機 | 電極の製造方法および電極の製造装置 |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12434323B2 (en) | 2020-07-20 | 2025-10-07 | Lg Energy Solution, Ltd. | Ultrasonic welding device and welding method for secondary battery |
| CN115485092B (zh) * | 2020-07-20 | 2025-05-27 | 株式会社Lg新能源 | 用于二次电池的超声波焊接装置和超声波焊接方法 |
| KR20220011032A (ko) * | 2020-07-20 | 2022-01-27 | 주식회사 엘지에너지솔루션 | 이차전지용 초음파 용접장치 및 용접방법 |
| WO2022019504A1 (ko) * | 2020-07-20 | 2022-01-27 | 주식회사 엘지에너지솔루션 | 이차전지용 초음파 용접장치 및 용접방법 |
| CN115485092A (zh) * | 2020-07-20 | 2022-12-16 | 株式会社Lg新能源 | 用于二次电池的超声波焊接装置和超声波焊接方法 |
| US12576626B2 (en) | 2020-09-28 | 2026-03-17 | Lg Energy Solution, Ltd. | Laminator for manufacture of unit structural bodies with increased force of adhesion |
| KR20220091357A (ko) * | 2020-12-23 | 2022-06-30 | 주식회사 엘지에너지솔루션 | 단위셀의 제조방법 및 제조장치 |
| CN116325256A (zh) * | 2020-12-23 | 2023-06-23 | 株式会社Lg新能源 | 用于制造单元电池的方法和装置 |
| WO2022139211A1 (ko) * | 2020-12-23 | 2022-06-30 | 주식회사 엘지에너지솔루션 | 단위셀의 제조방법 및 제조장치 |
| KR20220109202A (ko) | 2021-01-28 | 2022-08-04 | 주식회사 엘지에너지솔루션 | 분리막 접착장치 |
| WO2022164257A1 (ko) | 2021-01-28 | 2022-08-04 | 주식회사 엘지에너지솔루션 | 분리막 접착장치 |
| CN115428213A (zh) * | 2021-02-04 | 2022-12-02 | 株式会社Lg新能源 | 层压装置和层压装置的有缺陷的电极电池组件的排出方法 |
| WO2022169238A1 (ko) * | 2021-02-04 | 2022-08-11 | 주식회사 엘지에너지솔루션 | 라미네이션 장치 및 라미네이션 장치의 불량 전극 셀 조립체 배출방법 |
| US20230155159A1 (en) * | 2021-02-04 | 2023-05-18 | Lg Energy Solution, Ltd. | Lamination Device and Method for Discharging Defective Electrode Cell Assembly of Lamination Device |
| WO2022169237A1 (ko) * | 2021-02-05 | 2022-08-11 | 주식회사 엘지에너지솔루션 | 가압력 조절이 가능한 가압롤을 포함하는 라미네이션 장치 및 이를 이용하여 제조된 전극조립체 |
| US20230187679A1 (en) * | 2021-02-05 | 2023-06-15 | Lg Energy Solution, Ltd. | Lamination Apparatus Including Pressing Roll Configured Such that Pressing Force Thereof is Adjustable and Electrode Assembly Manufactured Using the Same |
| EP4131534A4 (en) * | 2021-02-05 | 2024-09-11 | LG Energy Solution, Ltd. | LAMINATING DEVICE COMPRISING PRESSURE ROLLER CAPABLE OF ADJUSTING PRESSURE FORCE AND ELECTRODE ASSEMBLY MANUFACTURED USING SAME |
| CN115428211A (zh) * | 2021-02-05 | 2022-12-02 | 株式会社Lg新能源 | 包括配置为其按压力可调节的按压辊的层压设备及使用该层压设备制造的电极组件 |
| KR20220113110A (ko) * | 2021-02-05 | 2022-08-12 | 주식회사 엘지에너지솔루션 | 가압력 조절이 가능한 라미네이션 롤을 포함하는 라미네이션 장치 및 이를 이용하여 제조된 전극조립체 |
| KR20220122868A (ko) * | 2021-02-26 | 2022-09-05 | (주)피엔티 | 전고체 이차전지 제조 장치 및 전고체 이차전지 제조 방법 |
| EP4513604A4 (en) * | 2022-04-21 | 2025-10-15 | Lg Energy Solution Ltd | Laminating device and unit cell manufacturing method |
| CN118836811A (zh) * | 2023-04-24 | 2024-10-25 | 宁德时代新能源科技股份有限公司 | 厚度检测装置及厚度检测方法 |
| CN116774665A (zh) * | 2023-08-18 | 2023-09-19 | 湖南隆深氢能科技有限公司 | 一种卷对卷贴合生产线的智能控制方法及其系统 |
| CN116774665B (zh) * | 2023-08-18 | 2023-11-14 | 湖南隆深氢能科技有限公司 | 一种卷对卷贴合生产线的智能控制方法及其系统 |
| CN117984598A (zh) * | 2024-04-03 | 2024-05-07 | 耀能新能源(赣州)有限公司 | 一种防过压的锂电池极片辊压装置和方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102759173B1 (ko) | 2025-01-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102759173B1 (ko) | 전극 조립체 제조장치 및 전극 조립체 제조방법 | |
| KR102847359B1 (ko) | 전극 조립체 제조장치와, 이를 통해 제조된 전극 조립체 및 이차전지 | |
| US12355056B2 (en) | Apparatus for manufacturing electrode assembly, electrode assembly manufactured therethrough, and secondary battery | |
| CN113785425B (zh) | 制造电极组件的方法、通过该方法制造的电极组件、和二次电池 | |
| US9768440B2 (en) | Method of manufacturing electrode assembly | |
| KR20210058170A (ko) | 전극 조립체 제조방법과 전극 조립체 제조장치 | |
| KR101826894B1 (ko) | 전극 조립체 및 이를 제조하는 장치 | |
| US11749841B2 (en) | Method for manufacturing electrode assembly and method for manufacturing secondary battery | |
| EP4131534B1 (en) | Lamination device comprising pressure roll capable of adjusting pressing force and electrode assembly manufactured by using same | |
| CN105917511A (zh) | 层压方法 | |
| EP4336608B1 (en) | Electrode assembly manufacturing method and apparatus | |
| JP2024541984A (ja) | 電池セルのコンポーネントのラミネートを行う方法および装置 | |
| KR20160023072A (ko) | 전극 조립체의 제조방법 및 이를 이용하여 제조된 전극 조립체 | |
| KR20200126767A (ko) | 전극 조립체 제조방법과, 이를 통해 제조된 전극 조립체 및 이차전지 | |
| KR102265236B1 (ko) | 유도 가열 방식의 실링 툴을 포함하고 있는 전지셀 제조장치 | |
| US20220246991A1 (en) | Method for manufacturing electrode assembly, electrode assembly manufactured therethrough, and secondary battery | |
| KR20210078380A (ko) | 전극의 교대 공급에 의한 단위셀의 제조방법 | |
| JP2025536784A (ja) | ラミネート装置及び電極組立体の製造方法 | |
| US12068444B2 (en) | Apparatus and method for manufacturing electrode assembly | |
| US20240222684A1 (en) | Electrode Assembly, Method for Manufacturing the Same, and Manufacturing Apparatus Therefor | |
| KR20260001786A (ko) | 보호 필름 시트 및 이를 포함하는 전극 적층체 제조 장치 | |
| KR20250141932A (ko) | 단위셀 간의 접착력을 향상시키기 위한 전극조립체 제조장치 및 이를 이용한 전극조립체 제조방법 | |
| KR20220136086A (ko) | 광택계가 구비된 모노셀 제조장치 및 이를 이용한 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20181203 |
|
| PG1501 | Laying open of application | ||
| N231 | Notification of change of applicant | ||
| PN2301 | Change of applicant |
Patent event date: 20210524 Comment text: Notification of Change of Applicant Patent event code: PN23011R01D |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20240329 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20241031 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20250120 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20250121 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |