KR20200067338A - 중공 단면을 가진 섬유강화복합재료 및 이의 제조방법 - Google Patents
중공 단면을 가진 섬유강화복합재료 및 이의 제조방법 Download PDFInfo
- Publication number
- KR20200067338A KR20200067338A KR1020180154107A KR20180154107A KR20200067338A KR 20200067338 A KR20200067338 A KR 20200067338A KR 1020180154107 A KR1020180154107 A KR 1020180154107A KR 20180154107 A KR20180154107 A KR 20180154107A KR 20200067338 A KR20200067338 A KR 20200067338A
- Authority
- KR
- South Korea
- Prior art keywords
- reinforced composite
- fiber
- layer
- continuous fibers
- reinforcing fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8145—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/81459—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps being a filled deformable bladder, e.g. bladder filled with oil, with granules or with a meltable solid material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L9/00—Rigid pipes
- F16L9/14—Compound tubes, i.e. made of materials not wholly covered by any one of the preceding groups
- F16L9/147—Compound tubes, i.e. made of materials not wholly covered by any one of the preceding groups comprising only layers of metal and plastics with or without reinforcement
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Materials Engineering (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Moulding By Coating Moulds (AREA)
- Laminated Bodies (AREA)
- Manufacturing & Machinery (AREA)
- Textile Engineering (AREA)
- Composite Materials (AREA)
Abstract
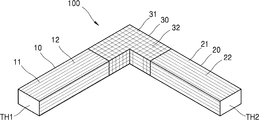
상기 제1 섬유강화복합재료 파이프는 제1 수지 기지재료 및 제1 보강섬유층을 포함한다. 상기 제2 섬유강화복합재료 파이프는 제2 수지 기지재료 및 제2 보강섬유층을 포함한다. 상기 제3 섬유강화복합재료 파이프는 제3 수지 기지재료 및 제3 보강섬유층을 포함한다.
상기 제3 섬유강화복합재료 파이프는 상기 제1 섬유강화복합재료 파이프와 상기 제2 섬유강화복합재료 파이프를 연결하며, 상기 제1 섬유강화복합재료 파이프에 연결된 일단부, 상기 제2 섬유강화복합재료 파이프에 연결된 타단부 및 상기 일단부와 상기 타단부를 잇는 꺾임부를 포함한다.
Description
도 2는 중공 단면을 가진 섬유강화복합재료의 제조방법의 모식도이다.
10: 제1 섬유강화복합재료 파이프
20: 제2 섬유강화복합재료 파이프
30: 제3 섬유강화복합재료 파이프
Claims (8)
- 제1 수지 기지재료 및 제1 보강섬유층을 포함하는 제1 섬유강화복합재료 파이프;
제2 수지 기지재료 및 제2 보강섬유층을 포함하는 제2 섬유강화복합재료 파이프; 및
제3 수지 기지재료 및 제3 보강섬유층을 포함하며, 상기 제1 섬유강화복합재료 파이프와 상기 제2 섬유강화복합재료 파이프를 연결하고 상기 제1 섬유강화복합재료 파이프에 연결되는 일단부와 상기 제2 섬유강화복합재료 파이프에 연결되는 타단부를 잇는 꺾임부를 포함하는 제3 섬유강화복합재료 파이프;
를 포함하는 중공 단면을 가진 섬유강화복합재료. - 제1 항에 있어서,
상기 제1 보강섬유층은 상기 제1 섬유강화복합재료 파이프의 중공을 따라 일방향 배향된 연속섬유들로 이루어지며,
상기 제2 보강섬유층은 상기 제2 섬유강화복합재료 파이프의 중공을 따라 일방향 배향된 연속섬유들로 이루어지고,
상기 제1 보강섬유층의 연속섬유들의 일방향 배향방향과 상기 제2 보강섬유층의 연속섬유들의 일방향 배향방향이 서로 평행하지 않은
중공 단면을 가진 섬유강화복합재료. - 제2 항에 있어서,
상기 제3 보강섬유층은 다축 강화섬유층이며,
상기 다축 강화섬유층은 일방향 배향된 연속섬유들의 적층체, 연속섬유들의 직조직물 원단들의 적층체, 연속섬유들의 비굴곡 강화섬유 직물(non-crimp fabric; NCF) 원단들의 적층체 및 이들의 조합 중 어느 하나이며,
상기 일방향 배향된 연속섬유들의 적층체는 1층과 상기 1층 상에 배치된 2층을 포함하며, 상기 1층의 연속섬유들의 일방향 배향방향과 상기 2층의 연속섬유들의 일방향 배향방향이 서로 평행하지 않은
중공 단면을 가진 섬유강화복합재료. - 제2 항에 있어서,
상기 제3 보강섬유층은 1축 강화섬유층이며,
상기 1축 강화섬유층은 일방향 배향된 연속섬유들의 적층체이고,
상기 일방향 배향된 연속섬유들의 적층체는 1층과 상기 1층 상에 배치된 2층을 포함하며, 상기 1층의 연속섬유들의 일방향 배향방향과 상기 2층의 연속섬유들의 일방향 배향방향이 서로 평행한
중공 단면을 가진 섬유강화복합재료. - 일단부와 타단부를 잇는 꺾임부를 포함하는 블래더(bladder)를 이용하여 제1 항에 따른 중공 단면을 가진 섬유강화복합재료를 제조하는 방법이며, 하기 (a) 단계 내지 (e) 단계를 포함하는 방법:
(a) 단계: 상기 블래더의 일단부를 제1 수지 기지재료 및 제1 보강섬유층을 포함하는 제1 섬유강화복합재료 파이프의 중공으로 삽입하는 단계;
(b) 단계: 상기 블래더의 타단부를 제2 수지 기지재료 및 제2 보강섬유층을 포함하는 제2 섬유강화복합재료 파이프의 중공으로 삽입하는 단계;
(c) 단계: 상기 블래더의 꺽임부 상에 제3 수지 기지재료 및 제3 보강섬유층을 포함하는 섬유강화복합재료 시트들을 적층하고,
블래더 프레스 성형으로 상기 블래더의 꺾임부의 외곽을 감싸며 상기 제1 섬유강화복합재료 파이프 및 상기 제2 섬유강화복합재료 파이프를 연결하는 제3 섬유강화복합재료 파이프를 생성하는 단계; 및
(d) 단계: 상기 블래더를 제거하는 단계. - 제5 항에 있어서,
상기 제1 보강섬유층은 상기 제1 섬유강화복합재료 파이프의 중공을 따라 일방향 배향된 연속섬유들로 이루어지며,
상기 제2 보강섬유층은 상기 제2 섬유강화복합재료 파이프의 중공을 따라 일방향 배향된 연속섬유들로 이루어지고,
상기 제1 보강섬유층의 연속섬유들의 일방향 배향방향과 상기 제2 보강섬유층의 연속섬유들의 일방향 배향방향이 서로 평행하지 않은
중공 단면을 가진 섬유강화복합재료의 제조방법. - 제6 항에 있어서,
상기 제3 보강섬유층은 다축 강화섬유층이며,
상기 다축 강화섬유층은 일방향 배향된 연속섬유들의 적층체, 연속섬유들의 직조직물 원단들의 적층체, 연속섬유들의 비굴곡 강화섬유 직물(non-crimp fabric; NCF) 원단들의 적층체 및 이들의 조합 중 어느 하나이며,
상기 일방향 배향된 연속섬유들의 적층체는 1층과 상기 1층 상에 배치된 2층을 포함하며, 상기 1층의 연속섬유들의 일방향 배향방향과 상기 2층의 연속섬유들의 일방향 배향방향이 서로 평행하지 않은
중공 단면을 가진 섬유강화복합재료의 제조방법. - 제6 항에 있어서,
상기 제3 보강섬유층은 1축 강화섬유층이며,
상기 1축 강화섬유층은 일방향 배향된 연속섬유들의 적층체이고,
상기 일방향 배향된 연속섬유들의 적층체는 1층과 상기 1층 상에 배치된 2층을 포함하며, 상기 1층의 연속섬유들의 일방향 배향방향과 상기 2층의 연속섬유들의 일방향 배향방향이 서로 평행한
중공 단면을 가진 섬유강화복합재료의 제조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180154107A KR102401275B1 (ko) | 2018-12-04 | 2018-12-04 | 중공 단면을 가진 섬유강화복합재료 및 이의 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180154107A KR102401275B1 (ko) | 2018-12-04 | 2018-12-04 | 중공 단면을 가진 섬유강화복합재료 및 이의 제조방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200067338A true KR20200067338A (ko) | 2020-06-12 |
| KR102401275B1 KR102401275B1 (ko) | 2022-05-23 |
Family
ID=71088205
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180154107A Active KR102401275B1 (ko) | 2018-12-04 | 2018-12-04 | 중공 단면을 가진 섬유강화복합재료 및 이의 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102401275B1 (ko) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63193811A (ja) * | 1987-02-06 | 1988-08-11 | Jitensha Sangyo Shinko Kyokai | 炭素繊維強化樹脂製変形パイプ類の製造方法 |
| JPH07223271A (ja) * | 1993-12-16 | 1995-08-22 | Toray Ind Inc | 曲がり管とその製造方法および装置 |
| JP2016159544A (ja) * | 2015-03-03 | 2016-09-05 | 本田技研工業株式会社 | 軸状複合部材及びその製造方法 |
| KR20190055376A (ko) * | 2017-11-15 | 2019-05-23 | 도레이첨단소재 주식회사 | 차량용 필러 보강재 및 이의 제조방법 |
-
2018
- 2018-12-04 KR KR1020180154107A patent/KR102401275B1/ko active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63193811A (ja) * | 1987-02-06 | 1988-08-11 | Jitensha Sangyo Shinko Kyokai | 炭素繊維強化樹脂製変形パイプ類の製造方法 |
| JPH07223271A (ja) * | 1993-12-16 | 1995-08-22 | Toray Ind Inc | 曲がり管とその製造方法および装置 |
| JP2016159544A (ja) * | 2015-03-03 | 2016-09-05 | 本田技研工業株式会社 | 軸状複合部材及びその製造方法 |
| KR20190055376A (ko) * | 2017-11-15 | 2019-05-23 | 도레이첨단소재 주식회사 | 차량용 필러 보강재 및 이의 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102401275B1 (ko) | 2022-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5597134B2 (ja) | 被成形材の成形方法 | |
| US7060156B2 (en) | Three-dimensional spacer fabric resin interlaminar infusion media process and vacuum-induced reinforcing composite laminate structures | |
| JP6446047B2 (ja) | 連続繊維補強樹脂複合材およびその成形品 | |
| JP6085798B2 (ja) | 3次元形状成形用複合材及びその製造方法 | |
| CN112313055B (zh) | 预浸片及其制造方法、纤维增强复合材料成型品及其制造方法以及预塑型坯的制造方法 | |
| US10562243B2 (en) | FRP shaping jig and method of shaping FRP structure | |
| RU2015105791A (ru) | Сшитый однонаправленный или многоосный армирующий наполнитель и способ его получения | |
| US11173687B2 (en) | Reinforced substrate for composite material, composite material, and method for manufacturing reinforced substrate for composite material | |
| KR102307989B1 (ko) | 중공단면을 가진 섬유강화복합재료 및 이의 제조방법 | |
| KR20120091168A (ko) | 직조 모재, 복합물 및 그 제조방법 | |
| JPWO2013133437A1 (ja) | Rtm工法用高目付炭素繊維シート及びrtm工法 | |
| CN106881931A (zh) | 热塑性树脂复合材料及热塑性树脂复合材料的制备方法 | |
| JP2015513489A (ja) | 複合材成形技術 | |
| JP2009161886A (ja) | 強化繊維基材、プリフォーム、複合材料およびその製造方法 | |
| WO2017212835A1 (ja) | 複合材部品用の強化基材、複合材部品およびそれらの製造方法 | |
| JP6938987B2 (ja) | 強化繊維基材の製造方法、強化繊維プリフォームの製造方法および繊維強化複合材料成形体の製造方法 | |
| KR20200067338A (ko) | 중공 단면을 가진 섬유강화복합재료 및 이의 제조방법 | |
| JPWO2019012983A1 (ja) | 繊維構造体及び繊維強化複合材 | |
| JP6650296B2 (ja) | 繊維強化プラスチック用基材、繊維強化プラスチック用多層基材、繊維強化プラスチック用プリフォーム及びその製造方法 | |
| JP5990030B2 (ja) | 繊維強化プラスチック構造物成型方法及びVaRTM用強化繊維シートの製造方法 | |
| JP6729712B2 (ja) | 複合材料用強化基材、複合材料および複合材料用強化基材の製造方法 | |
| JP4019822B2 (ja) | 繊維強化複合材の製造方法 | |
| EP3375920B1 (en) | Fiber structure | |
| JP4322632B2 (ja) | 多軸強化繊維積層体 | |
| JP6675231B2 (ja) | 繊維強化プラスチック用プリフォーム及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R13-asn-PN2301 St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 5 |