KR20200067865A - 타이어 성형드럼 - Google Patents
타이어 성형드럼 Download PDFInfo
- Publication number
- KR20200067865A KR20200067865A KR1020207013253A KR20207013253A KR20200067865A KR 20200067865 A KR20200067865 A KR 20200067865A KR 1020207013253 A KR1020207013253 A KR 1020207013253A KR 20207013253 A KR20207013253 A KR 20207013253A KR 20200067865 A KR20200067865 A KR 20200067865A
- Authority
- KR
- South Korea
- Prior art keywords
- drum
- tile
- drums
- cone rod
- drum tile
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/24—Drums
- B29D30/244—Drums for manufacturing substantially cylindrical tyre components with cores or beads, e.g. carcasses
- B29D30/246—Drums for the multiple stage building process, i.e. the building-up of the cylindrical carcass is realised on one drum and the toroidal expansion is realised after transferring on another drum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/24—Drums
- B29D30/26—Accessories or details, e.g. membranes, transfer rings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/0061—Accessories, details or auxiliary operations not otherwise provided for
- B29D2030/0066—Tyre quality control during manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/24—Drums
- B29D30/26—Accessories or details, e.g. membranes, transfer rings
- B29D2030/2664—Accessories or details, e.g. membranes, transfer rings the drum comprising at least two portions that are axially separable, e.g. the portions being supported by different shafts, e.g. in order to facilitate the insertion of the beads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/32—Fitting the bead-rings or bead-cores; Folding the textile layers around the rings or cores
- B29D2030/3207—Positioning the beads
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Tyre Moulding (AREA)
Abstract
Description
도 2는 타이어 성형드럼의 제 2시각에 따른 구조 설명도이다.
도 3은 타이어 성형드럼의 제 3시각에 따른 구조 설명도이다.
도 4는 타이어 성형드럼의 단면도이다.
도 5는 타이어 성형드럼의 센터 드럼의 구조 단면도이다.
도 6은 도 5에 도시된 단면도의 부분 확대도이다.
도 7은 동기화 유닛의 제 1시각에 따른 구조 설명도이다.
도 8은 타이어 성형드럼의 부분적 구조 설명도이다.
도 9는 타이어 성형드럼의 제 1 드럼 타일의 사시도이다.
도 10은 센터 드럼의 드럼 타일이 확장 상태인 측면도이다.
도 11은 센터 드럼의 드럼 타일이 수축 상태인 측면도이다.
3: 구동장치 20: 사이드 드럼
21: 센터 드럼 210: 하프 드럼
211: 동기화 유닛 212: 제 1 드럼 타일
213: 제 2 드럼 타일 214: 구동 어셈블리
2142: 제 1 지지부재 2143: 제1 슬라이드부재
2144: 제 2 슬라이드부재 2145: 제 2 지지부재
2146: 콘로드 2146a: 제 1 콘로드
2146b: 제 2 콘로드 2120: 본체부
2121: 삽입연결부 2105: 핑거부
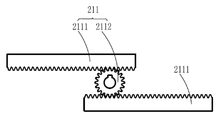
2111: 래크 2112: 기어
22: 턴업유닛 23: 비드 지지유닛
24: 축 하우징 25: 사이드 드럼 실린더 블록 어셈블리
251: 사이드 드럼 아웃 실린더 블록
252: 사이드 드럼 이너 실린더 블록
252a: 제 1부분 252b: 제 2부분
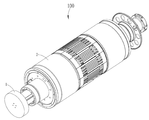
253: 사이드 드럼 피스톤 100: 타이어 성형드럼
Claims (11)
- 타이어 성형드럼에 있어서,
드럼 축(1) 및 상기 드럼 축(1) 상에 장착되는 성형 어셈블리(2)를 포함하되,
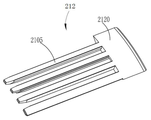
상기 성형 어셈블리(2)는 2개의 사이드 드럼(20) 및 2 개의 상기 사이드 드럼(20) 사이에 위치하는 센터 드럼(21)을 포함하고, 상기 센터 드럼(21)은 축방향으로 서로 삽입 매칭 가능한 2개의 하프 드럼(210) 및 2 개의 상기 하프 드럼(210)에 각각 연결되는 동기화 유닛(211)을 포함하며, 각각의 상기 하프 드럼(210)은 복수의 주방향으로 분포된 제 1 드럼 타일(212)과 제 2 드럼 타일(213) 및 상기 제 1 드럼 타일(212)과 상기 제 2 드럼 타일(213)이 경방향으로 이동하도록 구동하는 구동 어셈블리(214)를 포함하며, 상기 동기화 유닛(211)은 2개의 상기 하프 드럼(210)의 드럼 타일의 경방향으로의 동기적인 이동을 제어하도록 마련되어 있고, 상기 제 1 드럼 타일(212)과 상기 제 2 드럼 타일(213)은 모두 본체부(2120)를 포함하되, 복수의 상기 제 1 드럼 타일(212)의 본체부(2120)와 복수의 상기 제 2 드럼 타일(213)의 본체부(2120)는 서로 이격 배치되며 공동으로 하나의 폐쇄되는 링을 형성할 수 있는 타이어 성형드럼. - 제1항에 있어서,
상기 동기화 유닛(211)은 2 개의 상기 하프 드럼(210) 상에 각각 설치되는 래크(2111) 및 2개의 상기 래크(2111)와 각각 치합되는 기어(2112)를 포함하며, 2 개의 상기 래크(2111)는 대향 설치되고,상기 기어(2112)는 경방향으로 상기 드럼 축(1)에 고정 연결되는 타이어 성형드럼. - 제2항에 있어서,
각각의 상기 래크(2111)의 제 1 단은 하나의 상기 하프 드럼(210) 상에 고정 연결되며,각각의 상기 래크(2111)의 제 2 단은 자유단인 타이어 성형드럼. - 제1항에 있어서,
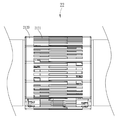
상기 센터 드럼(21)은 수축 또는 확장되도록 마련되고, 상기 센터 드럼(21)이 수축 상태일 경우,상기 제 1 드럼 타일(212)은 상기 제 2 드럼 타일(213)의 경방향의 외측에 위치하고, 상기 센터 드럼(21)이 확장 상태일 경우, 상기 제 1 드럼 타일(212)과 상기 제 2 드럼 타일(213)은 동일 원주면 상에 위치하는 타이어 성형드럼. - 제4항에 있어서,
상기 구동 어셈블리(214)는 제 1 지지부재(2142), 제 2 지지부재(2145), 제1 슬라이드부재(2143), 복수의 제 2 슬라이드부재(2144) 및 복수의 콘로드(2146)를 포함하고, 상기 제 1 지지부재(2142)와 상기 제 2 지지부재(2145)는 사이드 드럼(20)과 각각 고정 연결되며, 상기 제1 슬라이드부재(2143)와 상기 제 1 지지부재(2142)는 슬라이드 가능하게 연결되고,상기 복수의 제 2 슬라이드부재(2144)는 모두 상기 제 2 지지부재(2145)와 슬라이드 가능하게 연결되며, 각각의 상기 콘로드(2146)의 양단은 상기 제1 슬라이드부재(2143)와 복수의 상기 제 2 슬라이드부재(2144) 중 하나와 각각 피봇 연결되고, 복수의 제 2 슬라이드부재(2144)는 모두 상기 본체부(2120)에 연결되는 타이어 성형드럼. - 제5항에 있어서,
상기 제1 슬라이드부재(2143) 상에 주방향을 따라 등간격으로 복수의 고정 블록(2147)이 고정되어 있으며, 각각의 상기 고정 블록(2147)은 상기 콘로드(2146)와 피봇 연결되도록 마련되는 타이어 성형드럼. - 제6항에 있어서,
상기 콘로드(2146)는 제 1 콘로드(2146a)와 제 2 콘로드(2146b)를 포함하고, 상기 제 1 콘로드(2146a)는 상기 제1 콘로드(2146a)와 피봇 연결되는 상기 제 2 슬라이드부재(2144)를 통해 상기 제 1 드럼 타일(212)에 연결되며, 상기 제2 콘로드(2146b)는 상기 제 2 콘로드(2146b)와 피봇 연결되는 상기 제 2 슬라이드부재(2144)를 통해 상기 제 2 드럼 타일(213)에 연결되는 타이어 성형드럼. - 제7항에 있어서,
상기 제 1 콘로드(2146a)와 축방향의 협각은 상기 제 2 콘로드(2146b)와 축방향의 협각보다 작은 타이어 성형드럼. - 제1항에 있어서,
상기 제 1 드럼 타일(212)은 제 1 경방향 행정의 드럼 타일이고, 상기 제 2 드럼 타일(213)은 제 2 경방향 행정의 드럼 타일이며, 상기 제 1 드럼 타일(212)과 상기 제 2 드럼 타일(213)이 동시에 확장 또는 수축할 경우, 상기 제 1 경방향 행정이 제 2 경방향 행정보다 작은 타이어 성형드럼. - 제1항에 있어서,
상기 제 1 드럼 타일(212)과 상기 제 2 드럼 타일(213)은 본체부(2120)의 일측으로부터 연장되는 삽입연결부(2121)를 더 포함하고, 상기 삽입연결부(2121)는 적어도 하나의 가늘고 긴 핑거부(2105)를 포함하며, 2 개의 상기 하프 드럼(210)의 상기 핑거부(2105)는 2개의 상기 센터 드럼(21)이 축방향에서 서로 삽입 매칭되도록 서로 교차하여 맞물리는 타이어 성형드럼. - 제1항에 있어서,
복수의 상기 본체부(2120)에 둘러 쌓여 형성된 상기 링의 외측면과 외주면은 심리스 상태를 이루는 타이어 성형드럼.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201711037369.X | 2017-10-30 | ||
| CN201711037369.XA CN107856333B (zh) | 2017-10-30 | 2017-10-30 | 轮胎成型鼓 |
| PCT/CN2018/112609 WO2019085886A1 (zh) | 2017-10-30 | 2018-10-30 | 轮胎成型鼓 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200067865A true KR20200067865A (ko) | 2020-06-12 |
| KR102135730B1 KR102135730B1 (ko) | 2020-07-20 |
Family
ID=61696552
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207013253A Expired - Fee Related KR102135730B1 (ko) | 2017-10-30 | 2018-10-30 | 타이어 성형드럼 |
Country Status (3)
| Country | Link |
|---|---|
| KR (1) | KR102135730B1 (ko) |
| CN (1) | CN107856333B (ko) |
| WO (1) | WO2019085886A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230142461A (ko) * | 2020-12-31 | 2023-10-11 | 메스낙 컴퍼니 리미티드 | 성형 드럼의 미들 드럼 어셈블리, 성형 드럼 및 미들드럼 어셈블리의 미들 드럼 블록 교체 방법 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107856333B (zh) * | 2017-10-30 | 2020-04-17 | 萨驰华辰机械(苏州)有限公司 | 轮胎成型鼓 |
| CN109624367B (zh) * | 2018-11-30 | 2024-07-02 | 萨驰智能装备股份有限公司 | 一种轮胎成型鼓 |
| CN114683597A (zh) * | 2020-12-31 | 2022-07-01 | 软控股份有限公司 | 中鼓组件轴向尺寸的调节方法和调节装置以及成型鼓 |
| CN114347530A (zh) * | 2021-12-30 | 2022-04-15 | 软控股份有限公司 | 成型鼓 |
| CN116278096B (zh) * | 2023-02-22 | 2025-06-06 | 软控股份有限公司 | 卡盘定型鼓 |
| CN116118243B (zh) * | 2023-02-22 | 2025-07-15 | 软控股份有限公司 | 成型鼓及成型机 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3867231A (en) * | 1972-06-28 | 1975-02-18 | Goodyear Tire & Rubber | Tire building machine |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5635016A (en) * | 1995-10-24 | 1997-06-03 | Wyko, Inc. | Transfer ring or drum apparatus with adjustable circumference |
| JP4420820B2 (ja) * | 2002-08-05 | 2010-02-24 | 株式会社ブリヂストン | タイヤ成型ドラムおよびタイヤの成型方法 |
| US7287568B2 (en) * | 2004-12-23 | 2007-10-30 | The Goodyear Tire & Rubber Company | High crown uni-stage tire building drum |
| CN101439589B (zh) * | 2008-12-24 | 2010-06-09 | 昊华南方(桂林)橡胶有限责任公司 | 全钢子午巨胎成型机成型鼓 |
| JP5281671B2 (ja) * | 2011-05-12 | 2013-09-04 | 住友ゴム工業株式会社 | ランフラットタイヤ用のシェーピングフォーマ |
| CN106696319A (zh) * | 2015-07-22 | 2017-05-24 | 青岛软控机电工程有限公司 | 轮胎成型鼓 |
| CN107856333B (zh) * | 2017-10-30 | 2020-04-17 | 萨驰华辰机械(苏州)有限公司 | 轮胎成型鼓 |
| CN207697100U (zh) * | 2017-10-30 | 2018-08-07 | 萨驰华辰机械(苏州)有限公司 | 成型鼓 |
-
2017
- 2017-10-30 CN CN201711037369.XA patent/CN107856333B/zh active Active
-
2018
- 2018-10-30 WO PCT/CN2018/112609 patent/WO2019085886A1/zh not_active Ceased
- 2018-10-30 KR KR1020207013253A patent/KR102135730B1/ko not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3867231A (en) * | 1972-06-28 | 1975-02-18 | Goodyear Tire & Rubber | Tire building machine |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230142461A (ko) * | 2020-12-31 | 2023-10-11 | 메스낙 컴퍼니 리미티드 | 성형 드럼의 미들 드럼 어셈블리, 성형 드럼 및 미들드럼 어셈블리의 미들 드럼 블록 교체 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2019085886A1 (zh) | 2019-05-09 |
| CN107856333B (zh) | 2020-04-17 |
| KR102135730B1 (ko) | 2020-07-20 |
| CN107856333A (zh) | 2018-03-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102135730B1 (ko) | 타이어 성형드럼 | |
| JP7109483B2 (ja) | タイヤを製造するための装置及び方法 | |
| JP6324502B2 (ja) | 折り返し機構を備えるタイヤ組み立てドラム | |
| JP6587525B2 (ja) | タイヤ成形ドラム | |
| US10946602B2 (en) | Drum and method for assembling an adapter for mounting a tire on a wheel rim | |
| KR20180022657A (ko) | 타이어 제조 드럼 | |
| JP5579295B1 (ja) | 成型ドラム | |
| KR101409026B1 (ko) | 성형드럼 구동장치 | |
| ITTO20090191A1 (it) | Metodo e tamburo di formatura per carcasse di pneumatici | |
| CN113547771B (zh) | 一种轮胎硫化内支撑机构及轮胎硫化机 | |
| CN107107506B (zh) | 用于制备胎坯的转鼓 | |
| CN207697100U (zh) | 成型鼓 | |
| ITUB20153038A1 (it) | Gruppo per la formatura di pneumatici | |
| JPH09226020A (ja) | タイヤ構成部材の折返し機構 | |
| CN202079796U (zh) | 连杆式径向伸缩轮胎胎面缠绕鼓 | |
| CN219486653U (zh) | 一种轮胎成型胎圈锁圈装置 | |
| JP2009012218A (ja) | ビードセット装置及びタイヤ成型装置 | |
| US4484973A (en) | Ply-turning device for use in tire-building | |
| CN102173072B (zh) | 一种串联机构轮胎成型鼓 | |
| CN111465489B (zh) | 用于构建车辆车轮用轮胎的成型鼓和用于控制成型鼓的几何形状的方法 | |
| KR20190009807A (ko) | 공기입 타이어의 성형 방법 및 장치 | |
| CN204914631U (zh) | 轮胎成型鼓 | |
| JP2009131988A (ja) | タイヤ成型装置およびそれを用いた生タイヤの成型方法 | |
| JP2009160845A (ja) | タイヤ成形ドラム | |
| CN102126296A (zh) | 一种径向伸缩式轮胎成型鼓 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| A201 | Request for examination | ||
| A302 | Request for accelerated examination | ||
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PA0302 | Request for accelerated examination |
St.27 status event code: A-1-2-D10-D17-exm-PA0302 St.27 status event code: A-1-2-D10-D16-exm-PA0302 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20230715 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20230715 |