KR20200067886A - 슬래그 스폿 발생 억제능이 우수한 스테인리스 강재 및 용접 구조 부재 및 그 제조법 - Google Patents
슬래그 스폿 발생 억제능이 우수한 스테인리스 강재 및 용접 구조 부재 및 그 제조법 Download PDFInfo
- Publication number
- KR20200067886A KR20200067886A KR1020207014455A KR20207014455A KR20200067886A KR 20200067886 A KR20200067886 A KR 20200067886A KR 1020207014455 A KR1020207014455 A KR 1020207014455A KR 20207014455 A KR20207014455 A KR 20207014455A KR 20200067886 A KR20200067886 A KR 20200067886A
- Authority
- KR
- South Korea
- Prior art keywords
- cao
- mno
- slag
- mass ratio
- stainless steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by any single one of main groups B23K1/00 - B23K28/00
- B23K31/02—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by any single one of main groups B23K1/00 - B23K28/00 relating to soldering or welding
- B23K31/027—Making tubes by soldering or welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550°C
- B23K35/3053—Fe as the principal constituent
- B23K35/308—Fe as the principal constituent with Cr as next major constituent
- B23K35/3086—Fe as the principal constituent with Cr as next major constituent containing Ni or Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/0006—Adding metallic additives
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Treatment Of Steel In Its Molten State (AREA)
Abstract
Description
도 2는 TIG 용접에 의해 조관한 강관의 용접 비드 위에 보인 슬래그 스폿의 외관 사진.
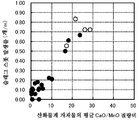
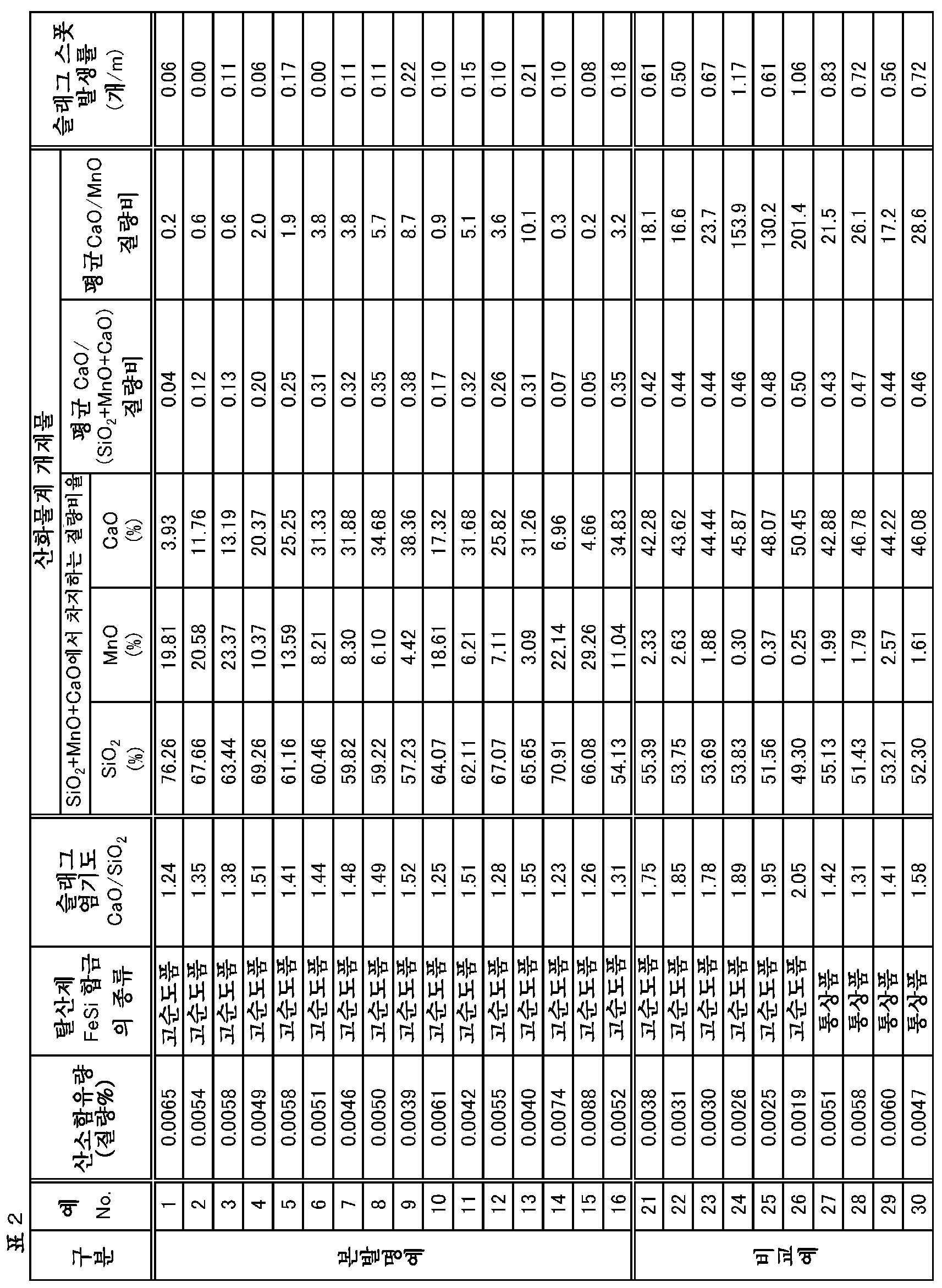
도 3은 산화물계 개재물의 평균 CaO/(SiO2+MnO+CaO) 질량비와 슬래그 스폿 발생률의 관계를 나타낸 그래프.
도 4는 산화물계 개재물의 평균 CaO/MnO 질량비와 슬래그 스폿 발생률의 관계를 나타낸 그래프.
도 5는 도 4의 평균 CaO/MnO 질량비가 낮은 영역을 확대 표시한 그래프.
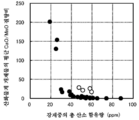
도 6은 강재 중의 총 산소 함유량과 산화물계 개재물의 평균 CaO/MnO 질량비의 관계를 나타낸 그래프.
도 7은 도 6의 평균 CaO/MnO 질량비가 낮은 영역을 확대 표시한 그래프.
도 8은 강재 중의 총 산소 함유량과 슬래그 스폿 발생률의 관계를 나타낸 그래프.
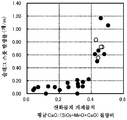
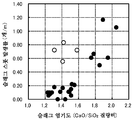
도 9는 정련(精鍊)시의 슬래그 염기도와 슬래그 스폿 발생률의 관계를 나타낸 그래프.
Claims (7)
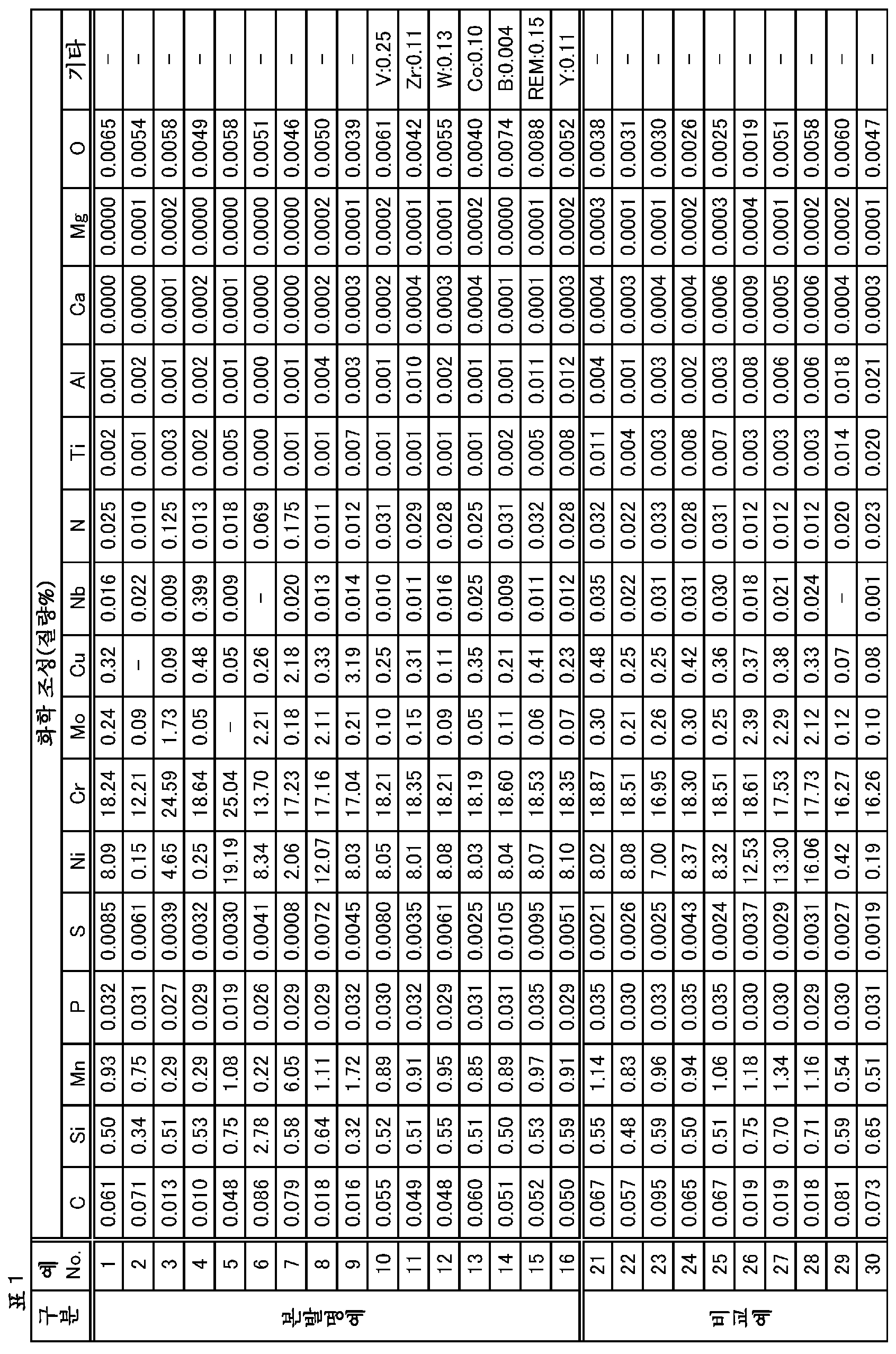
- 질량%로, C: 0.005 내지 0.100%, Si: 0.10 내지 3.00%, Mn: 0.10 내지 6.50%, P: 0.001 내지 0.050%, S: 0.0001 내지 0.0200%, Ni: 0 내지 20.00%, Cr: 10.50 내지 26.00, Mo: 0 내지 2.50%, Cu: 0 내지 3.50%, Nb: 0 내지 0.500%, V: 0 내지 0.500%, Zr: 0 내지 0.500%, W: 0 내지 0.500%, Co: 0 내지 0.500, B: 0 내지 0.020, N: 0.005 내지 0.200%, Ti: 0 내지 0.050%, Al: 0 내지 0.100%, Ca: 0 내지 0.0010%, Mg: 0 내지 0.0010%, REM (Y를 제외한 희토류 원소): 0 내지 0.050%, Y: 0 내지 0.050%, O: 0.0030 내지 0.0150%, 잔부 Fe 및 불가피적 불순물로 이루어진 화학 조성을 갖는 스테인리스 강재로서,
Mn을 함유하는 산화물계 개재물이 존재하고, 산화물계 개재물 중의 Si, Mn 및 Ca의 함유량을 각각 SiO2, MnO 및 CaO의 질량 비율로 환산한 경우의 개재물 조성에서, 금속 조직 중에 관찰되는 산화물계 개재물의 평균 CaO/(SiO2+MnO+CaO) 질량비가 0.40 이하, 평균 CaO/MnO 질량비가 15.0 이하인 것인, 스테인리스 강재. - 제1항에 기재된 스테인리스 강재로 이루어진 아크 용접용 모재.
- 제1항에 기재된 스테인리스 강재로 이루어진 아크 용접 조관용 강판 모재.
- 제1항에 기재된 강재를 모재에 사용한 아크 용접 구조 부재.
- 제1항에 기재된 강재를 모재에 사용한 아크 용접 강관.
- 제1항에 기재된 스테인리스 강재를 모재에 사용하여, 용가재를 첨가하지 않고 비용극식의 아크 용접을 행하는 용접 구조 부재의 제조법.
- 제1항에 기재된 스테인리스 강재인 강판을 모재에 사용하여, 용가재를 첨가하지 않고 비용극식의 아크 용접으로 용접 강관으로 만드는, 용접 강관의 제조법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2017-206555 | 2017-10-25 | ||
| JP2017206555A JP7042057B2 (ja) | 2017-10-25 | 2017-10-25 | スラグスポット発生抑止能に優れるステンレス鋼材並びに溶接構造部材およびその製造法 |
| PCT/JP2018/018480 WO2019082427A1 (ja) | 2017-10-25 | 2018-05-14 | スラグスポット発生抑止能に優れるステンレス鋼材並びに溶接構造部材およびその製造法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200067886A true KR20200067886A (ko) | 2020-06-12 |
| KR102391566B1 KR102391566B1 (ko) | 2022-04-29 |
Family
ID=66247238
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207014455A Active KR102391566B1 (ko) | 2017-10-25 | 2018-05-14 | 슬래그 스폿 발생 억제능이 우수한 스테인리스 강재 및 용접 구조 부재 및 그 제조법 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP7042057B2 (ko) |
| KR (1) | KR102391566B1 (ko) |
| CN (1) | CN112218965A (ko) |
| TW (1) | TWI694160B (ko) |
| WO (1) | WO2019082427A1 (ko) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7370396B2 (ja) * | 2020-01-15 | 2023-10-27 | 日鉄ステンレス株式会社 | フェライト系ステンレス鋼 |
| JP7788066B2 (ja) * | 2020-02-27 | 2025-12-18 | 日本製鉄株式会社 | ステンレス鋼箔、およびステンレス鋼箔の製造方法 |
| CN115244199B (zh) * | 2020-02-27 | 2023-10-20 | 日铁不锈钢株式会社 | 不锈钢、不锈钢钢材及不锈钢的制造方法 |
| CN112941403A (zh) * | 2021-01-14 | 2021-06-11 | 上海欣冈贸易有限公司 | 一种焊接用无硫低碳钢金属合金及其组合物 |
| CN112826575A (zh) * | 2021-03-19 | 2021-05-25 | 郑自力 | 一种穿刺针及其制备工艺和应用 |
| WO2023054599A1 (ja) * | 2021-10-01 | 2023-04-06 | 日本製鉄株式会社 | 二相ステンレス鋼管 |
| EP4411002A4 (en) * | 2021-10-01 | 2025-10-22 | Nippon Steel Corp | Duplex stainless steel pipe |
| JP2024054519A (ja) * | 2022-10-05 | 2024-04-17 | 日鉄ステンレス株式会社 | ステンレス鋼材およびその製造方法 |
| CN115466909B (zh) * | 2022-10-26 | 2023-03-24 | 浦项(张家港)不锈钢股份有限公司 | 一种奥氏体不锈钢、制备工艺及应用 |
| CN120023525B (zh) * | 2025-03-17 | 2026-04-21 | 江苏理工学院 | 一种双相不锈钢焊接用焊条及其制备方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09137255A (ja) * | 1995-11-09 | 1997-05-27 | Sumitomo Metal Ind Ltd | 溶接施工性に優れた高耐食オーステナイト系ステンレス鋼および溶接材料 |
| JP2003071589A (ja) * | 2001-08-30 | 2003-03-11 | Kawasaki Steel Corp | 油井用高強度鋼管継手の製造方法 |
| JP2007277727A (ja) * | 2007-06-06 | 2007-10-25 | Nippon Yakin Kogyo Co Ltd | 耐食性、溶接性および表面性状に優れるステンレス鋼およびその製造方法 |
| JP2010202973A (ja) | 2009-02-09 | 2010-09-16 | Nippon Steel & Sumikin Stainless Steel Corp | ブラックスポットの生成の少ないフェライト系ステンレス鋼 |
| JP2012036444A (ja) | 2010-08-06 | 2012-02-23 | Nippon Steel & Sumikin Stainless Steel Corp | ブラックスポットの生成の少ないフェライト系ステンレス鋼 |
| JP2014084493A (ja) | 2012-10-23 | 2014-05-12 | Nippon Yakin Kogyo Co Ltd | 溶接性に優れる被覆管用オーステナイト系Fe−Ni−Cr合金 |
| KR101586590B1 (ko) * | 2011-07-06 | 2016-01-18 | 신닛테츠스미킨 카부시키카이샤 | 오스테나이트강 용접 조인트 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2733252B1 (fr) * | 1995-04-21 | 1997-05-23 | Ugine Savoie Sa | Acier inoxydable austenitique pour l'elaboration notamment de fil |
| JP4025170B2 (ja) * | 2002-10-29 | 2007-12-19 | 日本冶金工業株式会社 | 耐食性、溶接性および表面性状に優れたステンレス鋼およびその製造方法 |
| JP4025171B2 (ja) * | 2002-10-29 | 2007-12-19 | 日本冶金工業株式会社 | 耐食性、溶接性および表面性状に優れるステンレス鋼およびその製造方法 |
| JP3966190B2 (ja) * | 2003-02-27 | 2007-08-29 | 愛知製鋼株式会社 | 被削性、冷間加工性に優れたステンレス鋼 |
| CN104736734B (zh) * | 2012-10-22 | 2017-06-09 | 杰富意钢铁株式会社 | 铁素体系不锈钢及其制造方法 |
| JP6098393B2 (ja) * | 2013-06-25 | 2017-03-22 | 新日鐵住金株式会社 | 溶接継手の製造方法および溶接継手 |
| CN103521951B (zh) * | 2013-11-04 | 2015-09-02 | 北京金威焊材有限公司 | 不锈钢焊接用的药芯焊丝 |
| JP6627343B2 (ja) * | 2014-10-07 | 2020-01-08 | 日本製鉄株式会社 | オーステナイト系ステンレス鋼、及び、高圧水素ガス用機器又は液体水素用機器 |
| JP6603033B2 (ja) * | 2015-03-31 | 2019-11-06 | 日本冶金工業株式会社 | 高Mn含有Fe−Cr−Ni合金およびその製造方法 |
| JP6005234B1 (ja) * | 2015-09-29 | 2016-10-12 | 日新製鋼株式会社 | 疲労特性に優れた高強度ステンレス鋼板およびその製造方法 |
-
2017
- 2017-10-25 JP JP2017206555A patent/JP7042057B2/ja active Active
-
2018
- 2018-05-14 KR KR1020207014455A patent/KR102391566B1/ko active Active
- 2018-05-14 WO PCT/JP2018/018480 patent/WO2019082427A1/ja not_active Ceased
- 2018-05-14 CN CN201880068466.1A patent/CN112218965A/zh active Pending
- 2018-05-28 TW TW107118141A patent/TWI694160B/zh active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09137255A (ja) * | 1995-11-09 | 1997-05-27 | Sumitomo Metal Ind Ltd | 溶接施工性に優れた高耐食オーステナイト系ステンレス鋼および溶接材料 |
| JP2003071589A (ja) * | 2001-08-30 | 2003-03-11 | Kawasaki Steel Corp | 油井用高強度鋼管継手の製造方法 |
| JP2007277727A (ja) * | 2007-06-06 | 2007-10-25 | Nippon Yakin Kogyo Co Ltd | 耐食性、溶接性および表面性状に優れるステンレス鋼およびその製造方法 |
| JP2010202973A (ja) | 2009-02-09 | 2010-09-16 | Nippon Steel & Sumikin Stainless Steel Corp | ブラックスポットの生成の少ないフェライト系ステンレス鋼 |
| JP2012036444A (ja) | 2010-08-06 | 2012-02-23 | Nippon Steel & Sumikin Stainless Steel Corp | ブラックスポットの生成の少ないフェライト系ステンレス鋼 |
| KR101586590B1 (ko) * | 2011-07-06 | 2016-01-18 | 신닛테츠스미킨 카부시키카이샤 | 오스테나이트강 용접 조인트 |
| JP2014084493A (ja) | 2012-10-23 | 2014-05-12 | Nippon Yakin Kogyo Co Ltd | 溶接性に優れる被覆管用オーステナイト系Fe−Ni−Cr合金 |
Non-Patent Citations (1)
| Title |
|---|
| 비특허문헌 1: 스테인리스 협회편 「스테인리스강 편람 제3판」, 일간공업신문사, 1995년, p. 1030-1031 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112218965A (zh) | 2021-01-12 |
| KR102391566B1 (ko) | 2022-04-29 |
| JP2019077925A (ja) | 2019-05-23 |
| WO2019082427A1 (ja) | 2019-05-02 |
| TW201923108A (zh) | 2019-06-16 |
| TWI694160B (zh) | 2020-05-21 |
| JP7042057B2 (ja) | 2022-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200067886A (ko) | 슬래그 스폿 발생 억제능이 우수한 스테인리스 강재 및 용접 구조 부재 및 그 제조법 | |
| JP5202031B2 (ja) | 溶接熱影響部の靭性に優れた鋼材およびその製造方法 | |
| JP4673343B2 (ja) | 耐食性、溶接性および表面性状に優れるステンレス鋼板およびその製造方法 | |
| JP6066412B2 (ja) | 表面性状に優れるFe−Ni−Cr系合金とその製造方法 | |
| JP2000176681A (ja) | 2相ステンレス鋼溶接用フラックス入りワイヤ | |
| US20060260719A1 (en) | Steels product reduced in amount of alumina cluster | |
| JP7636522B2 (ja) | 二相ステンレス鋼線材および二相ステンレス鋼線 | |
| JP2019035124A (ja) | ステンレス鋼板およびその精錬方法 | |
| JP4825057B2 (ja) | 溶接熱影響部の靭性に優れた鋼材およびその製法 | |
| US12553115B2 (en) | Stainless steel with good mirror polishability and method for producing same | |
| KR20240123381A (ko) | 정극성 mag 용접용 와이어 및 그것을 이용한 정극성 mag 용접 방법 | |
| JP7622037B2 (ja) | ステンレス鋼、ステンレス鋼材、およびステンレス鋼の製造方法 | |
| WO1995005492A1 (fr) | Acier dans lequel sont dispersees des inclusions d'oxyde ultrafines | |
| EP4534703A1 (en) | Austenitic fe-ni-cr alloy having excellent oxidation resistance and method for producing same | |
| JP2010236030A (ja) | 溶鋼の精錬方法 | |
| JP6820223B2 (ja) | 溶接棒用二相ステンレス鋼線材及び溶接棒用二相ステンレス鋼線 | |
| KR101361867B1 (ko) | 고청정도 강의 용제 방법 | |
| JP2022163425A (ja) | 耐溶接高温割れ性に優れた高Ni合金 | |
| JP5411796B2 (ja) | ガスシールドアーク溶接用ソリッドワイヤ | |
| JP3537685B2 (ja) | 介在物性欠陥の少ない薄鋼板用鋳片およびその製造方法 | |
| JP6288397B1 (ja) | オーステナイト系ステンレス鋼 | |
| JP6341053B2 (ja) | 複合非金属介在物を含有する高Siオーステナイト系ステンレス鋼 | |
| JP2025000288A (ja) | ステンレス鋼材 | |
| JP5794125B2 (ja) | ガスシールドアーク溶接に用いる溶接用鋼ワイヤおよびそれを用いたガスシールドアーク溶接方法 | |
| JP3535026B2 (ja) | 介在物性欠陥の少ない薄鋼板用鋳片およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 5 |