KR20200067895A - 자동차용 액체 용기 및 액체 용기를 제조하는 방법 - Google Patents
자동차용 액체 용기 및 액체 용기를 제조하는 방법 Download PDFInfo
- Publication number
- KR20200067895A KR20200067895A KR1020207015070A KR20207015070A KR20200067895A KR 20200067895 A KR20200067895 A KR 20200067895A KR 1020207015070 A KR1020207015070 A KR 1020207015070A KR 20207015070 A KR20207015070 A KR 20207015070A KR 20200067895 A KR20200067895 A KR 20200067895A
- Authority
- KR
- South Korea
- Prior art keywords
- barrier film
- reinforcing elements
- reinforcing
- liquid container
- barrier
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K15/00—Arrangement in connection with fuel supply of combustion engines or other fuel consuming energy converters, e.g. fuel cells; Mounting or construction of fuel tanks
- B60K15/03—Fuel tanks
- B60K15/03177—Fuel tanks made of non-metallic material, e.g. plastics, or of a combination of non-metallic and metallic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14778—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the article consisting of a material with particular properties, e.g. porous, brittle
- B29C45/14786—Fibrous material or fibre containing material, e.g. fibre mats or fibre reinforced material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1671—Making multilayered or multicoloured articles with an insert
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/14—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor using multilayered preforms or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7172—Fuel tanks, jerry cans
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K15/00—Arrangement in connection with fuel supply of combustion engines or other fuel consuming energy converters, e.g. fuel cells; Mounting or construction of fuel tanks
- B60K15/03—Fuel tanks
- B60K2015/03032—Manufacturing of fuel tanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K15/00—Arrangement in connection with fuel supply of combustion engines or other fuel consuming energy converters, e.g. fuel cells; Mounting or construction of fuel tanks
- B60K15/03—Fuel tanks
- B60K2015/03032—Manufacturing of fuel tanks
- B60K2015/03046—Manufacturing of fuel tanks made from more than one layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K15/00—Arrangement in connection with fuel supply of combustion engines or other fuel consuming energy converters, e.g. fuel cells; Mounting or construction of fuel tanks
- B60K15/03—Fuel tanks
- B60K2015/03486—Fuel tanks characterised by the materials the tank or parts thereof are essentially made from
- B60K2015/03493—Fuel tanks characterised by the materials the tank or parts thereof are essentially made from made of plastics
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Transportation (AREA)
- Combustion & Propulsion (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Energy (AREA)
- Sustainable Development (AREA)
- Composite Materials (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Cooling, Air Intake And Gas Exhaust, And Fuel Tank Arrangements In Propulsion Units (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Abstract
Description
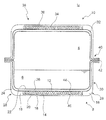
도 2는 본 발명에 따른 다른 액체 용기의 단면도이다.
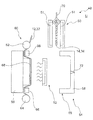
도 3은 본 발명에 따른 방법의 방법 단계를 도시한다.
도 4는 본 발명에 따른 방법의 다른 방법 단계를 도시한다.
도 5는 본 발명에 따른 방법의 다른 방법 단계를 도시한다.
도 6은 본 발명에 따른 방법의 다른 방법 단계를 도시한다.
4: 저장 볼륨
6: 액체/연료
8: 제1 절반-쉘
10: 제2 절반-쉘
12: 장벽 필름
U: 환경
14: 보강 요소
16: 지지 구조물
Z: 확대 부분
18: 보강 섬유/유리 섬유
20: 플라스틱 재료 매트릭스
22: 커버 층
24: 커버 층
26: 중심 층
28: 만곡된 전이부
30: 측벽
32: 장벽 필름
34: 보강 요소
36: 지지 구조물
38: 액체 용기/플라스틱 재료 연료 용기
40: 연결 영역
42: 둘러싸는 칼라
44: 제1 면
46: 원격 면
48: 장치
50: 제1 가열 장치
51: 적외선 방사기
52: 제2 가열 장치
54: 사출 성형 장치
55: 사출 성형 공구
56: 제1 금형 절반부/제1 공구 절반부
58: 제2 금형 절반부/제2 공구 절반부
60: 필름 공급기
62: 제1 롤
64: 제2 롤
66: 밀봉 요소/유지 프레임
68: 공구 표면
69: 가압 장치
70: 유지 장치
72: 개구
Claims (11)
- 자동차용 액체 용기로서,
- 액체(6)를 저장하기 위한 저장 볼륨(4), 및
- 상기 저장 볼륨(4)을 적어도 부분적으로 한정하는 적어도 하나의 쉘(8, 10)을 포함하고,
- 상기 쉘(8, 10)은 적어도 부분적으로 사출 성형 공정으로 제조되었고,
- 상기 쉘(8, 10)은 장벽 필름(12, 32)을 가지며,
- 상기 쉘(8, 10)은 적어도 부분적으로 또는 완전히 열가소성 섬유 보강된 복합 재료로 형성된 보강 요소(14, 34)를 가지고,
- 상기 쉘(8, 10)은 적어도 부분적으로 또는 완전히 사출 성형된 재료로 형성된 단일 부품 또는 다중 부품 지지 구조물(16, 36)을 가지며,
- 상기 장벽 필름(12, 32)은 상기 보강 요소(14, 34)에 일체로 접합되고,
- 상기 장벽 필름(12, 32)과 상기 보강 요소(14, 34)는 상기 지지 구조물(16, 36)에 각각 일체로 접합된 것을 특징으로 하는 자동차용 액체 용기. - 제1항에 있어서,
- 상기 보강 요소(14, 34)는 적어도 부분적으로 또는 완전히 상기 장벽 필름(12, 32)과 상기 지지 구조물(16, 36) 사이에 배열되고,
그리고/또는
- 상기 장벽 필름(12, 32)은 상기 보강 요소(14, 34)의 면(44)을 부분적으로 또는 완전히 덮고,
그리고/또는
- 상기 지지 구조물(16, 36)은 상기 보강 요소(14, 34)의 면(46)을 적어도 부분적으로 또는 완전히 덮는 것을 특징으로 하는 자동차용 액체 용기. - 제1항 또는 제2항에 있어서,
- 상기 쉘(8)은 제1 절반-쉘(8)이고, 상기 제1 절반-쉘은 상기 제2 절반-쉘(10)과 함께 상기 저장 볼륨(4)을 한정하고,
- 상기 제2 절반-쉘(10)은 장벽 필름(32), 보강 요소(34) 및 지지 구조물(36)을 포함하는 벽 구조를 갖는 것을 특징으로 하는 자동차용 액체 용기. - 제1항 내지 제3항 중 어느 한 항에 있어서,
- 상기 보강 요소(14, 34)는 열가소성 플라스틱 재료 매트릭스(20)에 매립된 보강 섬유(18)를 갖고, 상기 보강 섬유(18)는 유리 섬유 및/또는 아라미드 섬유 및/또는 탄소 섬유 등을 포함하고, 또는 상기 보강 섬유(18)는 유리 섬유 및/또는 아라미드 섬유 및/또는 탄소 섬유 등으로 구성되고,
그리고/또는
- 상기 보강 요소(14, 34)는 열가소성 플라스틱 재료 매트릭스(20)에 매립된 보강 섬유(18)를 갖고, 상기 플라스틱 재료 매트릭스(20)는 폴리아미드, 폴리올레핀, 폴리우레탄, 폴리페닐렌 설파이드 등을 포함하거나 이들로 구성되고,
그리고/또는
- 상기 보강 요소(14, 34)는 장 섬유로 보강된 섬유 보강된 복합 플라스틱 재료를 포함하거나 이로 구성되고,
그리고/또는
- 상기 지지 구조물(16, 36)은 충격에 견디도록 변성된 HDPE 또는 폴리아미드를 포함하거나 이로 구성되고,
그리고/또는
- 상기 보강 요소(14, 34)는 유기 시트를 포함하거나 유기 시트로 구성되고,
그리고/또는
- 상기 보강 요소(14, 34)는 단방향 보강 스트립을 포함하거나 단방향 보강 스트립인 것을 특징으로 하는 자동차용 액체 용기. - 제1항 내지 제4항 중 어느 한 항에 있어서,
- 상기 지지 구조물(16, 36)은 재료 PA6을 포함하거나 이로 구성되고, 상기 보강 요소(14, 34)는 유리 섬유 보강된 PA6을 포함하고 또는 상기 보강 요소(14, 34)는 유리 섬유 보강된 PA6으로 구성되고, 상기 장벽 필름(12, 32)은 PA6을 포함하거나 이로 구성된 커버 층(22, 24)을 가지며, 상기 장벽 필름의 커버 층(22, 24)은 상기 장벽 필름(12, 32)의 중심 층(26)을 둘러싸고, 상기 장벽 필름의 상기 중심 층(26)은 EVOH를 포함하거나 이로 구성되고,
또는
- 상기 지지 구조물(16, 36)은 재료 HDPE를 포함하거나 이로 구성되고, 상기 보강 요소(14, 34)는 유리 섬유 보강된 HDPE를 포함하고 또는 상기 보강 요소(14, 34)는 유리 섬유 보강된 HDPE로 구성되고, 상기 장벽 필름(12, 32)은 HDPE를 포함하거나 이로 구성된 커버 층(22, 24)을 가지며, 상기 장벽 필름(12, 32)의 커버 층(22, 24)은 상기 장벽 필름(12, 32)의 중심 층(26)을 둘러싸고, 상기 중심 층(26)은 EVOH를 포함하거나 이로 구성되고, 상기 장벽 필름(12, 32)의 접착 촉진 층은 각 경우에 상기 중심 층(26)과 관련 커버 층(22, 24) 사이에 배열되고, 상기 접착 촉진 층들은 각각 LLDPE를 포함하거나 이로 구성되고,
또는
- 상기 지지 구조물(16, 36)은 재료 HDPE를 포함하거나 이로 구성되고, 상기 보강 요소(14, 34)는 유리 섬유 보강된 PA6을 포함하고 또는 상기 보강 요소(14, 34)는 유리 섬유 보강된 PA6으로 구성되고, 상기 장벽 필름(12, 32)은 HDPE를 포함하거나 이로 구성된 커버 층(22, 24)을 가지며, 상기 장벽 필름(12, 32)의 커버 층(22, 24)은 상기 장벽 필름(12, 32)의 상기 중심 층(26)을 둘러싸고, 상기 중심 층(26)은 EVOH를 포함하거나 이로 구성되고, 상기 장벽 필름(12, 32)의 접착 촉진 층은 각 경우에 상기 중심 층(26)과 관련 커버 층(22) 사이에 배열되고, 상기 접착 촉진 층들은 각각 LLDPE를 포함하거나 이로 구성되고, 접착 촉진 층이 상기 보강 요소(14, 34)와 상기 장벽 필름(12, 32) 사이 및/또는 상기 보강 요소(14, 34)와 지지 구조물(16, 36) 사이에 제공되고, 상기 접착 촉진 층은 LDPE 또는 LLDPE를 포함하거나 이로 구성된 것을 특징으로 하는 자동차용 액체 용기. - 제1항 내지 제5항 중 어느 한 항에 있어서,
- 상기 보강 요소(14, 34)는 상기 저장 볼륨을 한정하는 기저측 또는 커버측 벽의 일부인 실질적으로 평면인 판(14, 34)이고,
- 상기 지지 구조물(16, 36)은 상기 기저측 또는 커버측 벽으로부터, 상기 저장 볼륨(4)을 한정하는 측벽(30)으로 적어도 부분적으로 만곡된 전이부(28)를 형성하고,
또는
- 상기 보강 요소(14, 34)는 자유로운 형태의 표면의 방식으로 공간에서 1개, 2개 또는 3개의 방향으로 만곡되고, 상기 저장 볼륨을 한정하는 기저측 또는 커버측 벽의 일부인 것을 특징으로 하는 자동차용 액체 용기. - 액체 용기를 제조하는 방법으로서,
- 장벽 필름(12, 32)을 제공하는 단계;
- 적어도 부분적으로 또는 완전히 열가소성 섬유 보강된 복합 재료로 형성된 보강 요소(14, 34)를 제공하는 단계;
- 상기 장벽 필름(12, 32)을 상기 보강 요소(14, 34)에 일체로 연결하는 단계; 및
- 지지 구조물(16, 36)을 사출 성형하는 단계를 포함하고, 상기 지지 구조물(16, 36)은 상기 보강 요소(14, 34)에 일체로 연결되고, 상기 지지 구조물(16, 36)은 상기 장벽 필름(12, 32)에 일체로 연결된 것을 특징으로 하는 액체 용기를 제조하는 방법. - 제7항에 있어서,
- 상기 장벽 필름(12, 32)을 제공하는 단계는, 다음 방법 단계, 즉
- 상기 장벽 필름(12, 32)을 열 성형하는 단계; 및
- 사출 성형 공구(55) 내에 상기 장벽 필름(12, 32)을 위치시키고 고정시키는 단계를 포함하고;
- 상기 장벽 필름(12, 32)이 상기 사출 성형 공구(55) 내에 위치되기 전에 및/또는 상기 장벽 필름(12, 32)이 상기 사출 성형 공구(55) 내에 위치된 후에 상기 장벽 필름(12, 32)이 열 성형되는 것을 특징으로 하는 액체 용기를 제조하는 방법. - 제8항에 있어서,
- 상기 장벽 필름(12, 32)은 롤-투-롤 공급기(60)를 사용하여 상기 사출 성형 공구(55) 내에 위치되고,
그리고/또는
- 상기 장벽 필름은 유지 프레임(66)을 사용하여 상기 사출 성형 공구에 고정되고,
그리고/또는
- 상기 장벽 필름(12, 32)은 상기 사출 성형 공구(55)에 부압을 발생시킴으로써 고정되고 열 성형된 것을 특징으로 하는 액체 용기를 제조하는 방법. - 제7항 내지 제9항 중 어느 한 항에 있어서, 상기 장벽 필름(12, 32)을 상기 보강 요소(14, 34)에 일체로 연결하는 단계는, 다음 방법 단계, 즉
- 상기 보강 요소(14, 34)를 상기 보강 요소(14, 34)의 플라스틱 재료 매트릭스(20)의 융점 이상의 온도로 가열하는 단계로서;
- 상기 보강 요소(14, 34)는 상기 장벽 필름(12, 32)을 제공하기 전에 및/또는 제공하는 동안 가열되는, 상기 보강 요소를 가열하는 단계;
- 상기 보강 요소(14, 34)를, 상기 장벽 필름(12, 32)을 수용하는 제1 공구 절반부(56)와 특히 노즐측 제2 공구 절반부(58) 사이의 영역으로 이동시키는 단계로서;
- 상기 보강 요소(14, 34)는 가열 동안 또는 가열 후에 상기 공구 절반부(56, 58)들 사이로 이동되는, 상기 보강 요소를 이동시키는 단계; 및
- 가열된 상기 보강 요소(14, 34)를 상기 제1 공구 절반부(56)와는 반대쪽 상기 장벽 필름(12, 32)의 면으로 가압함으로써 상기 보강 요소(14, 34)를 상기 장벽 필름(12, 32)에 일체로 연결하는 단계를 포함하는 것을 특징으로 하는 액체 용기를 제조하는 방법. - 제10항에 있어서,
- 가열된 상기 보강 요소(14, 54)가 가압될 때, 상기 장벽 필름(12, 32)은 상기 장벽 필름(12, 32)을 이전에 열 성형하는 것으로부터 잔류하는 열을 갖고,
그리고/또는
- 가열된 상기 보강 요소(12, 32)가 가압되기 전에 가열 장치(52)에 의해 상기 장벽 필름(12, 32)이 가열되는 것을 특징으로 하는 액체 용기를 제조하는 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017125264.9 | 2017-10-27 | ||
| DE102017125264.9A DE102017125264A1 (de) | 2017-10-27 | 2017-10-27 | Flüssigkeitsbehälter für ein Kraftfahrzeug und Verfahren zum Herstellen eines Flüssigkeitsbehälters |
| PCT/EP2018/078852 WO2019081410A1 (de) | 2017-10-27 | 2018-10-22 | Flüssigkeitsbehälter für ein kraftfahrzeug und verfahren zum herstellen eines flüssigkeitsbehälters |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200067895A true KR20200067895A (ko) | 2020-06-12 |
| KR102159196B1 KR102159196B1 (ko) | 2020-09-23 |
Family
ID=64267764
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207015070A Active KR102159196B1 (ko) | 2017-10-27 | 2018-10-22 | 자동차용 액체 용기 및 액체 용기를 제조하는 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11254203B2 (ko) |
| EP (1) | EP3700769B1 (ko) |
| JP (1) | JP7017629B2 (ko) |
| KR (1) | KR102159196B1 (ko) |
| CN (1) | CN111278673B (ko) |
| DE (1) | DE102017125264A1 (ko) |
| WO (1) | WO2019081410A1 (ko) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3822061B1 (de) * | 2019-11-18 | 2022-03-23 | Magna Energy Storage Systems GesmbH | Verfahren zur herstellung eines kunststofftanks |
| KR102203055B1 (ko) * | 2019-09-24 | 2021-01-14 | 주식회사 서연이화 | 도어트림과 그 성형장치 및 성형방법 |
| CN111438880A (zh) * | 2020-05-08 | 2020-07-24 | 东明兴业科技股份有限公司 | 一种双面imr的注塑模具结构 |
| CN112259038B (zh) * | 2020-11-16 | 2023-07-14 | 武汉天马微电子有限公司 | 移位寄存器及驱动方法、栅极驱动电路、显示面板及装置 |
| DE102021108564B4 (de) | 2021-04-07 | 2026-04-30 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Bauteil eines Kraftfahrzeugs |
| CN115320030B (zh) * | 2022-10-13 | 2023-10-27 | 江苏瑞坤医疗器械有限公司 | 一种双色注塑杯的注塑模具及方法 |
| US12343911B2 (en) | 2023-08-08 | 2025-07-01 | GM Global Technology Operations LLC | Molded tanks formed of multiple materials |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009059100A1 (de) * | 2009-12-18 | 2011-06-22 | Elkamet Kunststofftechnik GmbH, 35216 | Verfahren zur Herstellung eines doppelwandigen Kunststoffbehälters und doppelwandiger Kunststoffbehälter |
| KR20130028775A (ko) * | 2010-07-13 | 2013-03-19 | 카우텍스 텍스트론 게엠베하 운트 콤파니 카게 | 플라스틱 연료 탱크 및 그 제조 방법 |
| DE102013004931A1 (de) * | 2013-03-22 | 2014-09-25 | Kautex Textron Gmbh & Co. Kg | Verfahren zur Herstellung eines Kraftstoffbehälters sowie Kraftstoffbehälter |
| US20150102026A1 (en) * | 2013-10-16 | 2015-04-16 | Plastic Components And Modules Automotive S.P.A. | Fuel tank for a vehicle with improved fire resistance and method for the manufacture thereof |
| KR20160051835A (ko) * | 2013-09-03 | 2016-05-11 | 티센크루프 스틸 유럽 악티엔게젤샤프트 | 금속/플라스틱 복합체 내의 3차원 형상 하이브리드 구성요소를 제조하기 위한 반제품 및 방법, 및 이러한 반제품의 사용 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5344038A (en) * | 1988-10-14 | 1994-09-06 | The Budd Company | Composite fuel tank |
| EP0454978B1 (en) * | 1990-05-02 | 1994-06-15 | The Budd Company | Plastic fuel tank and method for molding the same |
| JPH09280496A (ja) * | 1996-04-18 | 1997-10-31 | Toray Ind Inc | 圧力容器及びその製造方法 |
| US6613408B1 (en) * | 1999-12-18 | 2003-09-02 | Delphi Technologies, Inc. | Fuel permeation barrier fuel tank |
| CH695222A5 (de) | 2001-04-25 | 2006-01-31 | Eva Maria Moser | Gasdichter Behälter. |
| CN101311221A (zh) * | 2007-05-25 | 2008-11-26 | 佛山市顺德区汉达精密电子科技有限公司 | 一种玻纤增强阻燃工程塑料及制备方法 |
| DE102009013514A1 (de) | 2009-03-19 | 2010-09-30 | Kautex Textron Gmbh & Co. Kg | Kunststoff-Kraftstoffbehälter |
| BR112012022470B1 (pt) * | 2010-03-09 | 2020-08-18 | Plastic Omnium Advanced Innovation And Research Sa | Processo de fabricação de tanque de combustível e tanque que pode ser obtido por tal processo |
| CA2849693A1 (en) * | 2013-04-24 | 2014-10-24 | Jacques Dugas | Improved liner and composite tank assembly method |
| WO2015101748A1 (fr) * | 2013-12-30 | 2015-07-09 | Inergy Automotive Systems Research (Société Anonyme) | Procédé d'injection d'une paroi de réservoir comprenant une nappe de renfort localisée |
| EP2960053A1 (en) * | 2014-06-24 | 2015-12-30 | Inergy Automotive Systems Research (Société Anonyme) | Plastic liner for a composite pressure vessel |
| JP2017219189A (ja) | 2016-06-01 | 2017-12-14 | ダイキン工業株式会社 | 成形体 |
-
2017
- 2017-10-27 DE DE102017125264.9A patent/DE102017125264A1/de not_active Ceased
-
2018
- 2018-10-22 CN CN201880070024.0A patent/CN111278673B/zh active Active
- 2018-10-22 EP EP18800047.5A patent/EP3700769B1/de active Active
- 2018-10-22 US US16/759,420 patent/US11254203B2/en active Active
- 2018-10-22 JP JP2020523345A patent/JP7017629B2/ja active Active
- 2018-10-22 KR KR1020207015070A patent/KR102159196B1/ko active Active
- 2018-10-22 WO PCT/EP2018/078852 patent/WO2019081410A1/de not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009059100A1 (de) * | 2009-12-18 | 2011-06-22 | Elkamet Kunststofftechnik GmbH, 35216 | Verfahren zur Herstellung eines doppelwandigen Kunststoffbehälters und doppelwandiger Kunststoffbehälter |
| KR20130028775A (ko) * | 2010-07-13 | 2013-03-19 | 카우텍스 텍스트론 게엠베하 운트 콤파니 카게 | 플라스틱 연료 탱크 및 그 제조 방법 |
| DE102013004931A1 (de) * | 2013-03-22 | 2014-09-25 | Kautex Textron Gmbh & Co. Kg | Verfahren zur Herstellung eines Kraftstoffbehälters sowie Kraftstoffbehälter |
| KR20160051835A (ko) * | 2013-09-03 | 2016-05-11 | 티센크루프 스틸 유럽 악티엔게젤샤프트 | 금속/플라스틱 복합체 내의 3차원 형상 하이브리드 구성요소를 제조하기 위한 반제품 및 방법, 및 이러한 반제품의 사용 |
| US20150102026A1 (en) * | 2013-10-16 | 2015-04-16 | Plastic Components And Modules Automotive S.P.A. | Fuel tank for a vehicle with improved fire resistance and method for the manufacture thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111278673A (zh) | 2020-06-12 |
| US20200376954A1 (en) | 2020-12-03 |
| JP7017629B2 (ja) | 2022-02-08 |
| CN111278673B (zh) | 2021-07-06 |
| DE102017125264A1 (de) | 2019-05-02 |
| JP2021500266A (ja) | 2021-01-07 |
| KR102159196B1 (ko) | 2020-09-23 |
| EP3700769B1 (de) | 2021-08-25 |
| WO2019081410A1 (de) | 2019-05-02 |
| US11254203B2 (en) | 2022-02-22 |
| EP3700769A1 (de) | 2020-09-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102159196B1 (ko) | 자동차용 액체 용기 및 액체 용기를 제조하는 방법 | |
| KR102153866B1 (ko) | 자동차용 액체 컨테이너 및 액체 컨테이너를 제조하기 위한 방법 | |
| US10160311B2 (en) | Method for manufacturing a fuel tank or filling pipe and use thereof in a hybrid vehicle | |
| EP2758223B1 (en) | Operating fluid tank for a motor vehicle | |
| CN102958731B (zh) | 塑料燃料箱及其制造方法 | |
| US8967418B2 (en) | Process for manufacturing a fuel tank and use thereof in a hybrid vehicle | |
| US9579972B2 (en) | Structure for mounting fuel tank on vehicle body and device for preventing deformation of fuel tank | |
| US10408382B2 (en) | Extrusion-blow-molded fuel tank of thermoplastic material and method for the production thereof | |
| US10035416B2 (en) | Operating-fluid container | |
| US9987797B2 (en) | Method for manufacturing a fuel tank and fuel tank | |
| KR102353440B1 (ko) | 액체 용기 및 액체 용기를 제조하는 방법 | |
| CN110217098A (zh) | 一种设置有加强组件的储箱及其生产方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20200526 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| A201 | Request for examination | ||
| A302 | Request for accelerated examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20200601 Comment text: Request for Examination of Application |
|
| PA0302 | Request for accelerated examination |
Patent event date: 20200601 Patent event code: PA03022R01D Comment text: Request for Accelerated Examination |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20200611 Patent event code: PE09021S01D |
|
| PG1501 | Laying open of application | ||
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20200827 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20200917 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20200917 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |