KR20200070435A - 열전도 시트, 열전도 시트의 제조 방법, 방열 부재 및 반도체 장치 - Google Patents
열전도 시트, 열전도 시트의 제조 방법, 방열 부재 및 반도체 장치 Download PDFInfo
- Publication number
- KR20200070435A KR20200070435A KR1020207016571A KR20207016571A KR20200070435A KR 20200070435 A KR20200070435 A KR 20200070435A KR 1020207016571 A KR1020207016571 A KR 1020207016571A KR 20207016571 A KR20207016571 A KR 20207016571A KR 20200070435 A KR20200070435 A KR 20200070435A
- Authority
- KR
- South Korea
- Prior art keywords
- heat
- sheet
- conductive sheet
- carbon fiber
- thermally conductive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K5/00—Heat-transfer, heat-exchange or heat-storage materials, e.g. refrigerants; Materials for the production of heat or cold by chemical reactions other than by combustion
- C09K5/08—Materials not undergoing a change of physical state when used
- C09K5/14—Solid materials, e.g. powdery or granular
-
- H01L23/373—
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/28—Nitrogen-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
- C08K7/06—Elements
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/22—Arrangements for cooling characterised by their shape, e.g. having conical or cylindrical projections
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/25—Arrangements for cooling characterised by their materials
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/25—Arrangements for cooling characterised by their materials
- H10W40/251—Organics
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/25—Arrangements for cooling characterised by their materials
- H10W40/259—Ceramics or glasses
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/70—Fillings or auxiliary members in containers or in encapsulations for thermal protection or control
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2383/00—Characterised by the use of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon with or without sulfur, nitrogen, oxygen, or carbon only; Derivatives of such polymers
- C08J2383/04—Polysiloxanes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2227—Oxides; Hydroxides of metals of aluminium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/28—Nitrogen-containing compounds
- C08K2003/282—Binary compounds of nitrogen with aluminium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/001—Conductive additives
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/01—Manufacture or treatment
- H10W72/013—Manufacture or treatment of die-attach connectors
- H10W72/01351—Changing the shapes of die-attach connectors
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/01—Manufacture or treatment
- H10W72/013—Manufacture or treatment of die-attach connectors
- H10W72/01365—Thermally treating
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/073—Connecting or disconnecting of die-attach connectors
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/30—Die-attach connectors
- H10W72/321—Structures or relative sizes of die-attach connectors
- H10W72/325—Die-attach connectors having a filler embedded in a matrix
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/30—Die-attach connectors
- H10W72/351—Materials of die-attach connectors
- H10W72/353—Materials of die-attach connectors not comprising solid metals or solid metalloids, e.g. ceramics
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/30—Die-attach connectors
- H10W72/351—Materials of die-attach connectors
- H10W72/353—Materials of die-attach connectors not comprising solid metals or solid metalloids, e.g. ceramics
- H10W72/354—Materials of die-attach connectors not comprising solid metals or solid metalloids, e.g. ceramics comprising polymers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/851—Dispositions of multiple connectors or interconnections
- H10W72/874—On different surfaces
- H10W72/877—Bump connectors and die-attach connectors
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W76/00—Containers; Fillings or auxiliary members therefor; Seals
- H10W76/10—Containers or parts thereof
- H10W76/17—Containers or parts thereof characterised by their materials
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
- H10W90/701—Package configurations characterised by the relative positions of pads or connectors relative to package parts
- H10W90/721—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors
- H10W90/724—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors between a chip and a stacked insulating package substrate, interposer or RDL
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
- H10W90/701—Package configurations characterised by the relative positions of pads or connectors relative to package parts
- H10W90/731—Package configurations characterised by the relative positions of pads or connectors relative to package parts of die-attach connectors
- H10W90/736—Package configurations characterised by the relative positions of pads or connectors relative to package parts of die-attach connectors between a chip and a stacked lead frame, conducting package substrate or heat sink
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Combustion & Propulsion (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Ceramic Engineering (AREA)
Abstract
Description
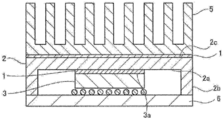
도 2 는 본 발명이 적용된 열전도 시트, 방열 부재 및 반도체 장치를 나타내는 단면도이다.




2 히트 스프레더
2a 주면
3 전자 부품
3a 상면
5 히트 싱크
6 배선 기판
Claims (8)
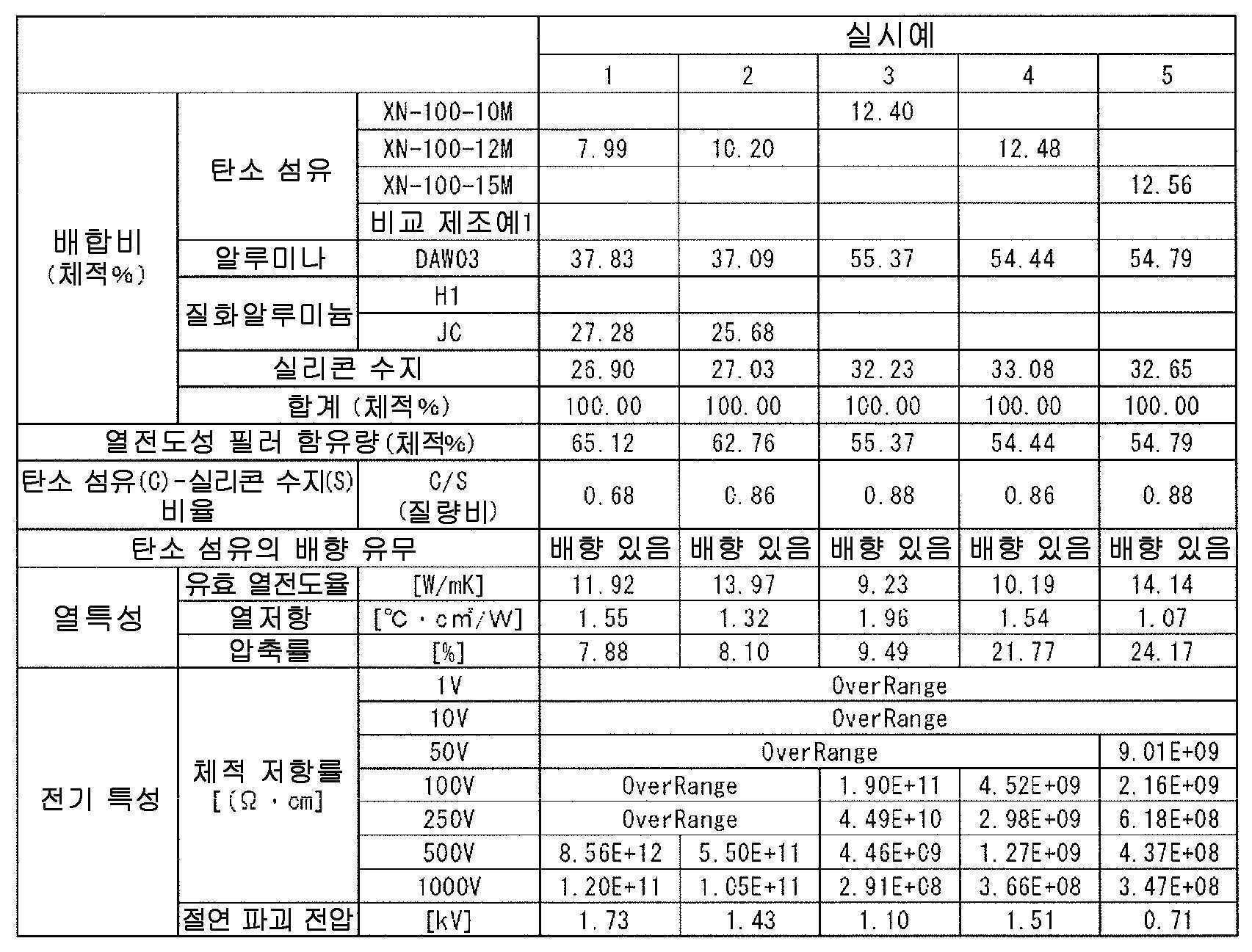
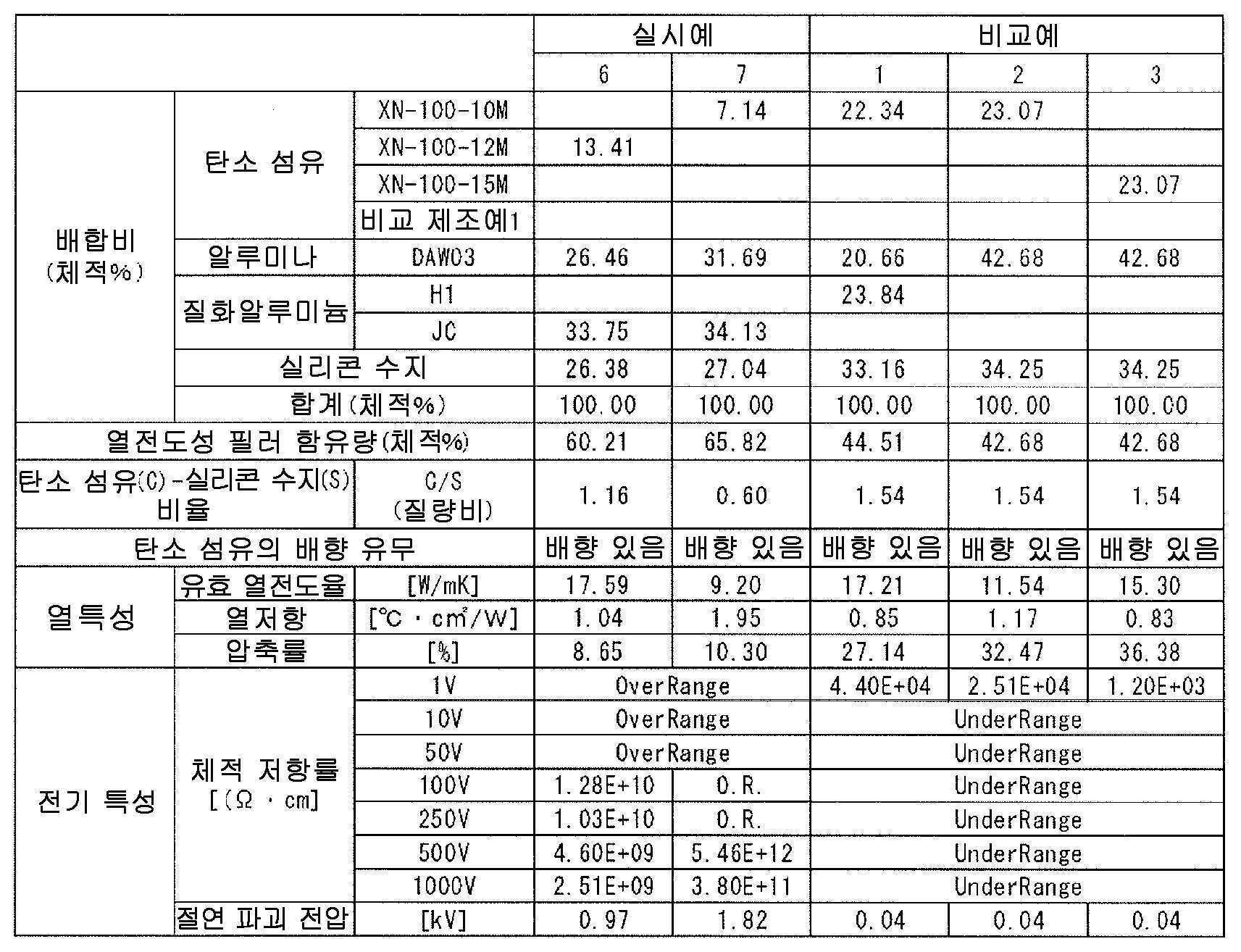
- 바인더 수지와, 탄소 섬유와, 상기 탄소 섬유 이외의 열전도성 필러를 함유하는 열전도 시트로서,
상기 탄소 섬유와 상기 바인더 수지의 질량비 (탄소 섬유/바인더 수지) 가 1.30 미만이며,
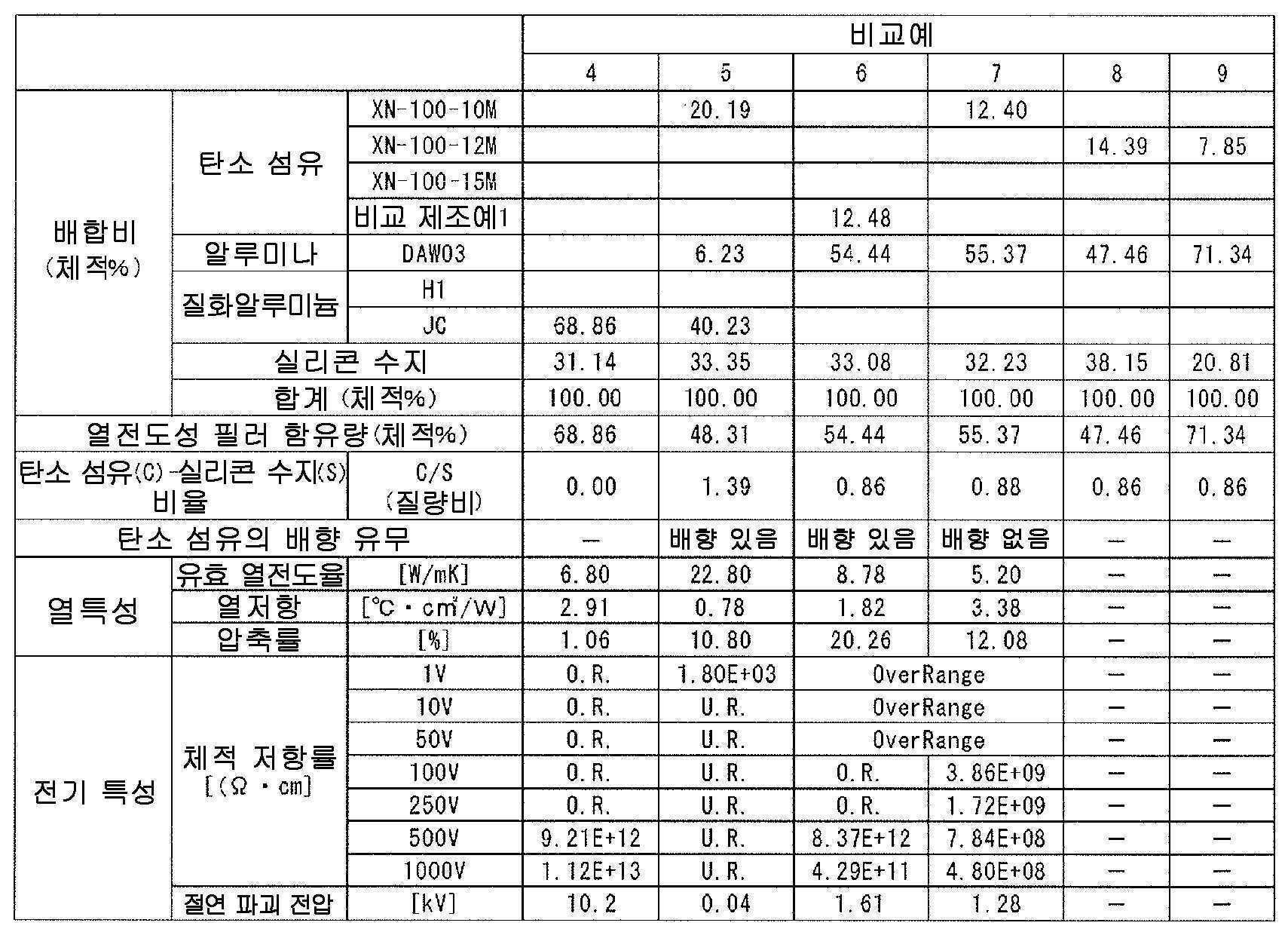
상기 열전도성 필러의 함유량이 48 체적% ∼ 55.37 체적% 이며,
상기 탄소 섬유가, 상기 열전도 시트의 두께 방향으로 배향되어 있으며,
1,000 V 의 인가 전압에 있어서의 체적 저항률이 1.0 × 108 Ω·㎝ 이상이고,
하중 0.5 kgf/㎠ 에 있어서의 압축률이 3 % 이상이며,
상기 열전도 시트의 표면이, 돌출된 상기 탄소 섬유에 의한 볼록 형상을 추종하도록 상기 열전도 시트로부터 스며 나온 삼출 성분으로 덮여 있는 것을 특징으로 하는, 열전도 시트. - 제 1 항에 있어서,
상기 열전도성 필러가, 산화알루미늄, 질화알루미늄, 및 산화아연 중 적어도 어느 것을 함유하는, 열전도 시트. - 제 1 항에 있어서,
상기 바인더 수지가 실리콘 수지인, 열전도 시트. - 제 1 항 내지 제 3 항 중 어느 한 항에 기재된 열전도 시트의 제조 방법으로서,
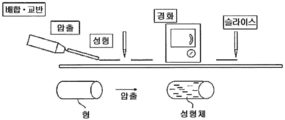
상기 바인더 수지와, 상기 탄소 섬유와, 상기 열전도성 필러를 함유하는 열전도성 수지 조성물을 소정의 형상으로 성형하여 경화시킴으로써, 상기 열전도성 수지 조성물의 성형체를 얻는 공정과,
상기 성형체를 시트상으로 절단하여, 성형체 시트를 얻는 공정을 포함하는 것을 특징으로 하는, 열전도 시트의 제조 방법. - 제 4 항에 있어서,
상기 성형체를 얻는 공정이, 중공상의 형 내에, 상기 열전도성 수지 조성물을 압출기로 압출함으로써 소정의 형상으로 성형하고, 또한 경화시킴으로써, 상기 탄소 섬유가 압출 방향을 따라 배향된 상기 성형체를 얻는 공정이고,
상기 성형체 시트를 얻는 공정이, 상기 성형체를, 상기 압출 방향에 대하여 수직 방향으로 절단하여, 시트상의 상기 성형체 시트를 얻는 공정인, 열전도 시트의 제조 방법. - 전자 부품이 발하는 열을 방열시키는 히트 스프레더와,
상기 히트 스프레더에 배치 형성되고, 상기 히트 스프레더와 상기 전자 부품 사이에 협지되는 제 1 항 내지 제 3 항 중 어느 한 항에 기재된 열전도 시트를 갖는 것을 특징으로 하는, 방열 부재. - 전자 부품과,
상기 전자 부품이 발하는 열을 방열시키는 히트 스프레더와,
상기 히트 스프레더에 배치 형성되고, 상기 히트 스프레더와 상기 전자 부품 사이에 협지되는 제 1 항 내지 제 3 항 중 어느 한 항에 기재된 열전도 시트를 갖는 것을 특징으로 하는, 반도체 장치. - 제 7 항에 있어서,
히트 싱크를 구비하고,
상기 히트 스프레더와 상기 히트 싱크 사이에 상기 열전도 시트가 협지되어 있는, 반도체 장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2016-012663 | 2016-01-26 | ||
| JP2016012663A JP6301978B2 (ja) | 2016-01-26 | 2016-01-26 | 熱伝導シート、熱伝導シートの製造方法、放熱部材及び半導体装置 |
| PCT/JP2017/001122 WO2017130755A1 (ja) | 2016-01-26 | 2017-01-13 | 熱伝導シート、熱伝導シートの製造方法、放熱部材及び半導体装置 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197030256A Division KR20190120421A (ko) | 2016-01-26 | 2017-01-13 | 열전도 시트, 열전도 시트의 제조 방법, 방열 부재 및 반도체 장치 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200070435A true KR20200070435A (ko) | 2020-06-17 |
| KR102151931B1 KR102151931B1 (ko) | 2020-09-04 |
Family
ID=59398909
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187009825A Active KR102075893B1 (ko) | 2016-01-26 | 2017-01-13 | 열전도 시트, 열전도 시트의 제조 방법, 방열 부재 및 반도체 장치 |
| KR1020197030256A Ceased KR20190120421A (ko) | 2016-01-26 | 2017-01-13 | 열전도 시트, 열전도 시트의 제조 방법, 방열 부재 및 반도체 장치 |
| KR1020207016571A Active KR102151931B1 (ko) | 2016-01-26 | 2017-01-13 | 열전도 시트, 열전도 시트의 제조 방법, 방열 부재 및 반도체 장치 |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187009825A Active KR102075893B1 (ko) | 2016-01-26 | 2017-01-13 | 열전도 시트, 열전도 시트의 제조 방법, 방열 부재 및 반도체 장치 |
| KR1020197030256A Ceased KR20190120421A (ko) | 2016-01-26 | 2017-01-13 | 열전도 시트, 열전도 시트의 제조 방법, 방열 부재 및 반도체 장치 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10526519B2 (ko) |
| JP (1) | JP6301978B2 (ko) |
| KR (3) | KR102075893B1 (ko) |
| CN (1) | CN108463882B (ko) |
| WO (1) | WO2017130755A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025058303A1 (ko) * | 2023-09-11 | 2025-03-20 | 재단법인대구경북과학기술원 | 저자기장을 이용하여 배향이 가능한 열전도성 시트 및 이의 제조방법 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110612322B (zh) * | 2017-05-12 | 2023-05-05 | 美国陶氏有机硅公司 | 高介电常数和低介电耗散的聚合物组合物 |
| JP6613462B2 (ja) * | 2017-06-27 | 2019-12-04 | 積水ポリマテック株式会社 | 熱伝導性シート |
| KR102540533B1 (ko) * | 2018-06-01 | 2023-06-07 | 현대자동차주식회사 | 열전도성이 우수한 경량 고분자 조성물과 그 제조방법 및 이 조성물을 이용하여 제조한 물품 |
| JP2020116873A (ja) * | 2019-01-25 | 2020-08-06 | デクセリアルズ株式会社 | 熱伝導性シートの製造方法 |
| TWI896542B (zh) * | 2019-07-23 | 2025-09-11 | 德商漢高股份有限及兩合公司 | 高熱通量多元件總成之熱管理 |
| CN110625877B (zh) * | 2019-09-05 | 2021-06-08 | 上海阿莱德实业股份有限公司 | 一种导热界面材料的制备方法 |
| WO2021065522A1 (ja) * | 2019-09-30 | 2021-04-08 | 積水ポリマテック株式会社 | 熱伝導性シート及びその製造方法 |
| KR102280275B1 (ko) | 2019-11-22 | 2021-07-21 | 더원씨엔티(주) | 탄소복합 방열소재 및 그 제조방법 |
| KR102384315B1 (ko) | 2019-11-25 | 2022-04-07 | 재단법인 한국탄소산업진흥원 | 열가소성수지 기반 열전도성 마스터배치의 제조방법 및 그를 이용한 방열복합소재 |
| JP7458775B2 (ja) * | 2019-12-24 | 2024-04-01 | デクセリアルズ株式会社 | 熱伝導性成形体の製造方法 |
| CN117624899A (zh) * | 2020-05-15 | 2024-03-01 | 迪睿合株式会社 | 导热性片和导热性片的制造方法 |
| US20220240411A1 (en) * | 2020-05-28 | 2022-07-28 | Dexerials Corporation | Thermal conductive sheet and method for producing the same, and heat dissipation structure and electronic device |
| JP2022064582A (ja) * | 2020-10-14 | 2022-04-26 | 矢崎総業株式会社 | 熱伝導シート、電子機器及び車載装置 |
| JP2022119196A (ja) * | 2021-02-03 | 2022-08-16 | デクセリアルズ株式会社 | 熱伝導性シート積層体及びこれを用いた電子機器 |
| WO2022168729A1 (ja) * | 2021-02-03 | 2022-08-11 | デクセリアルズ株式会社 | 熱伝導性シート積層体及びこれを用いた電子機器 |
| JP6983345B1 (ja) * | 2021-02-18 | 2021-12-17 | デクセリアルズ株式会社 | 熱伝導性シート、および電子機器 |
| CN113150558B (zh) | 2021-05-12 | 2021-11-26 | 广东思泉新材料股份有限公司 | 一种定向导热片及其制备方法、及半导体散热装置 |
| US11615999B1 (en) | 2022-07-22 | 2023-03-28 | GuangDong Suqun New Material Co., Ltd | Oriented heat conducting sheet and preparation method thereof, and semiconductor heat dissipating device |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001315244A (ja) * | 2000-05-01 | 2001-11-13 | Jsr Corp | 熱伝導性シート、その製造方法およびその熱伝導性シートを用いた放熱構造 |
| JP2002003717A (ja) | 2000-06-21 | 2002-01-09 | Polymatech Co Ltd | 熱伝導性シート |
| JP2005054094A (ja) | 2003-08-06 | 2005-03-03 | Bridgestone Corp | 熱伝導性樹脂材料 |
| JP4791146B2 (ja) | 2005-11-01 | 2011-10-12 | ポリマテック株式会社 | 熱伝導性部材およびその製造方法 |
| JP2012109312A (ja) * | 2010-11-15 | 2012-06-07 | Hitachi Chem Co Ltd | 熱伝導シート、熱伝導シートの製造方法、及び放熱装置 |
| JP5423783B2 (ja) * | 2009-02-25 | 2014-02-19 | パナソニック株式会社 | 熱伝導性組成物とこれを用いた放熱板、放熱基板、回路モジュール、熱伝導性組成物の製造方法 |
| JP5660324B2 (ja) | 2011-06-20 | 2015-01-28 | 株式会社豊田中央研究所 | 樹脂組成物およびその製造方法 |
| JP2015029075A (ja) * | 2013-07-01 | 2015-02-12 | デクセリアルズ株式会社 | 熱伝導シートの製造方法、熱伝導シート、及び放熱部材 |
| JP5671266B2 (ja) | 2010-06-17 | 2015-02-18 | デクセリアルズ株式会社 | 熱伝導性シート |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5660324A (en) | 1979-10-23 | 1981-05-25 | Matsushita Electric Ind Co Ltd | Infrared ray detector |
| JPS5671266A (en) | 1979-11-15 | 1981-06-13 | Jeol Ltd | Scanning electron microscope |
| JP2992285B1 (ja) * | 1998-11-10 | 1999-12-20 | 北川工業株式会社 | 熱伝導材 |
| JP2002088249A (ja) | 2000-09-12 | 2002-03-27 | Polymatech Co Ltd | 熱伝導性高分子組成物及び熱伝導性成形体 |
| US6597575B1 (en) * | 2002-01-04 | 2003-07-22 | Intel Corporation | Electronic packages having good reliability comprising low modulus thermal interface materials |
| JP4897360B2 (ja) * | 2006-06-08 | 2012-03-14 | ポリマテック株式会社 | 熱伝導性成形体及びその製造方法 |
| JP2008266586A (ja) * | 2007-03-27 | 2008-11-06 | Toyoda Gosei Co Ltd | 低電気伝導性高放熱性高分子材料及び成形体 |
| JP5146256B2 (ja) * | 2008-03-18 | 2013-02-20 | 富士通株式会社 | シート状構造体及びその製造方法、並びに電子機器及びその製造方法 |
| JP2012023335A (ja) * | 2010-06-17 | 2012-02-02 | Sony Chemical & Information Device Corp | 熱伝導性シート及びその製造方法 |
| US8808607B2 (en) * | 2010-06-17 | 2014-08-19 | Dexerials Corporation | Thermally conductive sheet and process for producing same |
| JP5760397B2 (ja) * | 2010-11-15 | 2015-08-12 | 日立化成株式会社 | 熱伝導シート、熱伝導シートの製造方法、及び放熱装置 |
| JP5779693B2 (ja) | 2013-06-27 | 2015-09-16 | デクセリアルズ株式会社 | 熱伝導性シート、及びその製造方法、並びに半導体装置 |
| JP5752299B2 (ja) | 2013-07-01 | 2015-07-22 | デクセリアルズ株式会社 | 熱伝導シートの製造方法、熱伝導シート、及び放熱部材 |
-
2016
- 2016-01-26 JP JP2016012663A patent/JP6301978B2/ja active Active
-
2017
- 2017-01-13 KR KR1020187009825A patent/KR102075893B1/ko active Active
- 2017-01-13 CN CN201780006145.4A patent/CN108463882B/zh active Active
- 2017-01-13 WO PCT/JP2017/001122 patent/WO2017130755A1/ja not_active Ceased
- 2017-01-13 KR KR1020197030256A patent/KR20190120421A/ko not_active Ceased
- 2017-01-13 US US16/072,334 patent/US10526519B2/en active Active
- 2017-01-13 KR KR1020207016571A patent/KR102151931B1/ko active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001315244A (ja) * | 2000-05-01 | 2001-11-13 | Jsr Corp | 熱伝導性シート、その製造方法およびその熱伝導性シートを用いた放熱構造 |
| JP2002003717A (ja) | 2000-06-21 | 2002-01-09 | Polymatech Co Ltd | 熱伝導性シート |
| JP2005054094A (ja) | 2003-08-06 | 2005-03-03 | Bridgestone Corp | 熱伝導性樹脂材料 |
| JP4791146B2 (ja) | 2005-11-01 | 2011-10-12 | ポリマテック株式会社 | 熱伝導性部材およびその製造方法 |
| JP5423783B2 (ja) * | 2009-02-25 | 2014-02-19 | パナソニック株式会社 | 熱伝導性組成物とこれを用いた放熱板、放熱基板、回路モジュール、熱伝導性組成物の製造方法 |
| JP5671266B2 (ja) | 2010-06-17 | 2015-02-18 | デクセリアルズ株式会社 | 熱伝導性シート |
| JP2012109312A (ja) * | 2010-11-15 | 2012-06-07 | Hitachi Chem Co Ltd | 熱伝導シート、熱伝導シートの製造方法、及び放熱装置 |
| JP5660324B2 (ja) | 2011-06-20 | 2015-01-28 | 株式会社豊田中央研究所 | 樹脂組成物およびその製造方法 |
| JP2015029075A (ja) * | 2013-07-01 | 2015-02-12 | デクセリアルズ株式会社 | 熱伝導シートの製造方法、熱伝導シート、及び放熱部材 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025058303A1 (ko) * | 2023-09-11 | 2025-03-20 | 재단법인대구경북과학기술원 | 저자기장을 이용하여 배향이 가능한 열전도성 시트 및 이의 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20190055443A1 (en) | 2019-02-21 |
| WO2017130755A1 (ja) | 2017-08-03 |
| JP2017135211A (ja) | 2017-08-03 |
| CN108463882A (zh) | 2018-08-28 |
| JP6301978B2 (ja) | 2018-03-28 |
| US10526519B2 (en) | 2020-01-07 |
| KR102075893B1 (ko) | 2020-02-11 |
| KR20180050392A (ko) | 2018-05-14 |
| KR102151931B1 (ko) | 2020-09-04 |
| CN108463882B (zh) | 2022-05-13 |
| KR20190120421A (ko) | 2019-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102151931B1 (ko) | 열전도 시트, 열전도 시트의 제조 방법, 방열 부재 및 반도체 장치 | |
| JP6813641B2 (ja) | 熱伝導シート、熱伝導シートの製造方法、放熱部材及び半導体装置 | |
| KR102011652B1 (ko) | 열전도 시트, 열전도 시트의 제조 방법, 방열 부재 및 반도체 장치 | |
| CN107004651B (zh) | 导热片的制造方法、导热片和半导体装置 | |
| CN105324844B (zh) | 导热片的制造方法、导热片及散热部件 | |
| CN105408996B (zh) | 导热片的制造方法、导热片及散热部件 | |
| CN110739223B (zh) | 导热性片的制造方法 | |
| TWI714804B (zh) | 熱傳導片及半導體裝置 | |
| KR20210018427A (ko) | 열전도성 시트 및 그의 제조 방법, 열전도성 시트의 실장 방법 | |
| JP2017092345A (ja) | 熱伝導シート、及びその製造方法、並びに半導体装置 | |
| JP6393816B2 (ja) | 熱伝導シート、熱伝導シートの製造方法、放熱部材及び半導体装置 | |
| WO2016104169A1 (ja) | 熱伝導シートの製造方法、熱伝導シート、及び半導体装置 | |
| WO2022176725A1 (ja) | 熱伝導性シート、および電子機器 | |
| JP6307288B2 (ja) | 熱伝導性部材、及び半導体装置 | |
| WO2022181171A1 (ja) | 熱伝導シート及び熱伝導シートの製造方法 | |
| CN111725162B (zh) | 导热片、导热片的制造方法、放热部件和半导体装置 | |
| JP7613652B2 (ja) | 熱伝導部材及びその製造方法、並びに放熱構造体 | |
| KR20210109563A (ko) | 열전도성 시트, 열전도성 시트의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A107 | Divisional application of patent | ||
| PA0104 | Divisional application for international application |
St.27 status event code: A-0-1-A10-A18-div-PA0104 St.27 status event code: A-0-1-A10-A16-div-PA0104 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| R11 | Change to the name of applicant or owner or transfer of ownership requested |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R11-ASN-PN2301 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R14-asn-PN2301 |
|
| R14 | Transfer of ownership recorded |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R14-ASN-PN2301 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |