KR20200070692A - 오일함유 피스톤 핀 제조방법 및 경량화 피스톤 - Google Patents
오일함유 피스톤 핀 제조방법 및 경량화 피스톤 Download PDFInfo
- Publication number
- KR20200070692A KR20200070692A KR1020180158117A KR20180158117A KR20200070692A KR 20200070692 A KR20200070692 A KR 20200070692A KR 1020180158117 A KR1020180158117 A KR 1020180158117A KR 20180158117 A KR20180158117 A KR 20180158117A KR 20200070692 A KR20200070692 A KR 20200070692A
- Authority
- KR
- South Korea
- Prior art keywords
- piston pin
- sintered
- oil
- piston
- pin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 91
- 238000004519 manufacturing process Methods 0.000 title claims description 27
- 239000011148 porous material Substances 0.000 claims abstract description 60
- 239000000463 material Substances 0.000 claims abstract description 52
- 238000005245 sintering Methods 0.000 claims abstract description 50
- 150000004767 nitrides Chemical class 0.000 claims abstract description 37
- 238000011282 treatment Methods 0.000 claims abstract description 30
- 239000000203 mixture Substances 0.000 claims abstract description 24
- 238000005470 impregnation Methods 0.000 claims abstract description 23
- 239000000843 powder Substances 0.000 claims abstract description 17
- 238000000465 moulding Methods 0.000 claims abstract description 13
- 230000008569 process Effects 0.000 claims description 54
- 238000012545 processing Methods 0.000 claims description 29
- 239000011572 manganese Substances 0.000 claims description 17
- 229910052799 carbon Inorganic materials 0.000 claims description 10
- 229910052750 molybdenum Inorganic materials 0.000 claims description 10
- 238000004663 powder metallurgy Methods 0.000 claims description 10
- 238000005520 cutting process Methods 0.000 claims description 9
- 238000005452 bending Methods 0.000 claims description 8
- 238000004140 cleaning Methods 0.000 claims description 8
- 229910052748 manganese Inorganic materials 0.000 claims description 8
- 238000002203 pretreatment Methods 0.000 claims description 8
- 229910052717 sulfur Inorganic materials 0.000 claims description 8
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 7
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims description 5
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 claims description 5
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 claims description 5
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 claims description 5
- 239000011733 molybdenum Substances 0.000 claims description 5
- 239000011593 sulfur Substances 0.000 claims description 5
- 238000001035 drying Methods 0.000 claims description 4
- 238000007781 pre-processing Methods 0.000 claims description 4
- 238000001816 cooling Methods 0.000 claims description 3
- 230000015572 biosynthetic process Effects 0.000 abstract description 9
- 238000005461 lubrication Methods 0.000 abstract description 9
- 238000009792 diffusion process Methods 0.000 abstract description 6
- 239000011159 matrix material Substances 0.000 abstract description 6
- 230000009467 reduction Effects 0.000 abstract description 4
- 239000003921 oil Substances 0.000 description 70
- 239000011651 chromium Substances 0.000 description 28
- 229910052804 chromium Inorganic materials 0.000 description 8
- 229910000831 Steel Inorganic materials 0.000 description 6
- 230000008901 benefit Effects 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 239000010959 steel Substances 0.000 description 6
- 238000003754 machining Methods 0.000 description 5
- 230000000704 physical effect Effects 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 150000001875 compounds Chemical class 0.000 description 4
- 230000007423 decrease Effects 0.000 description 3
- 238000011049 filling Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 3
- 239000010705 motor oil Substances 0.000 description 3
- 238000005121 nitriding Methods 0.000 description 3
- 238000010273 cold forging Methods 0.000 description 2
- 238000005238 degreasing Methods 0.000 description 2
- 239000012467 final product Substances 0.000 description 2
- 230000001050 lubricating effect Effects 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- 229910001018 Cast iron Inorganic materials 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000002194 amorphous carbon material Substances 0.000 description 1
- 229910001566 austenite Inorganic materials 0.000 description 1
- 229910001563 bainite Inorganic materials 0.000 description 1
- -1 carbon ions Chemical class 0.000 description 1
- 238000005255 carburizing Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 229910000734 martensite Inorganic materials 0.000 description 1
- 238000001000 micrograph Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000012255 powdered metal Substances 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/008—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of engine cylinder parts or of piston parts other than piston rings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F3/26—Impregnating
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J1/00—Pistons; Trunk pistons; Plungers
- F16J1/10—Connection to driving members
- F16J1/14—Connection to driving members with connecting-rods, i.e. pivotal connections
- F16J1/16—Connection to driving members with connecting-rods, i.e. pivotal connections with gudgeon-pin; Gudgeon-pins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F2003/241—Chemical after-treatment on the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F2003/247—Removing material: carving, cleaning, grinding, hobbing, honing, lapping, polishing, milling, shaving, skiving, turning the surface
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Combustion & Propulsion (AREA)
- Pistons, Piston Rings, And Cylinders (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
Abstract
Description

3 : 피스톤 핀 5 : 피스톤
5-1 : 피스톤 바디 7 : 피스톤 링
9 : 콘로드 소단부
100 : 소결 금형 110 : 다이
130 : 코어 150-1.150-2 : 하/상단 펀치
Claims (19)
- 소결재를 이용한 소결 성형의 소결 피스톤 핀에 형성된 기공에 질화물 형성이 이루어지는 가스 연질화 처리를 수행하는 기공질화물조성공정;
이 포함되는 것을 특징으로 하는 오일함유 피스톤 핀 제조방법.
- 청구항 1에 있어서, 상기 소결재는 Cr/Mo 조성 Prealloy 분말야금인 것을 특징으로 하는 오일함유 피스톤 핀 제조방법.
- 청구항 2에 있어서, 상기 Cr/Mo 조성 Prealloy 분말야금은 중량퍼센트(wt%)로 혼합한 C(탄소), Cr(크롬), Mo(몰리브덴), Mn(망간), S(황)와 함께 잔부 Fe를 포함하는 것을 특징으로 하는 오일함유 피스톤 핀 제조방법.
- 청구항 3에 있어서, 상기 중량퍼센트(wt%)는 잔부 Fe를 베이스로 하여 상기 C를 0.4 ~ 0.7 wt%, 상기 Cr을 1.0 ~ 3.5 wt%, 상기 Mo를 0.1 ~ 1.0 wt%, 상기 Mn을 0.3 ~ 0.6 wt%, 상기 S를 0.1 ~ 0.3 wt%를 포함하는 것을 특징으로 하는 오일함유 피스톤 핀 제조방법.
- 청구항 1에 있어서, 상기 기공질화물조성공정은, 상기 소결재를 상기 소결 피스톤 핀으로 제조하는 소재소결공정, 상기 소결 피스톤 핀을 가공한 후 상기 가스 연질화 처리를 수행하는 전처리 예비 공정으로 수행되는 것을 특징으로 하는 오일함유 피스톤 핀 제조방법.
- 청구항 5에 있어서, 상기 소재소결공정은 분말로 준비된 상기 소결재를 소결 금형에 넣어 중공을 갖는 상기 소결 피스톤 핀으로 성형하고, 상기 소결 피스톤 핀의 온도를 내려주는 소결 경화가 이루어지는 절차로 수행되는 것을 특징으로 하는 오일함유 피스톤 핀 제조방법.
- 청구항 6에 있어서, 상기 성형은 상기 소결 피스톤 핀의 내경이 외경기준으로 편심되도록 하고, 상기 소결 피스톤 핀의 밀도 기준으로 밀도 차이를 갖는 저밀도 중앙부를 형성시켜주는 것을 특징으로 하는 오일함유 피스톤 핀 제조방법.
- 청구항 6에 있어서, 상기 소결경화는 냉각속도를 2.5℃/s로 하여 이루어지는 것을 특징으로 하는 오일함유 피스톤 핀 제조방법.
- 청구항 5에 있어서, 상기 소결 피스톤 핀의 가공은 테이퍼 형상에 이어 외경에 대한 면취 가공이 이루어지는 절차로 수행되는 것을 특징으로 하는 오일함유 피스톤 핀 제조방법.
- 청구항 5에 있어서, 상기 전처리 예비 공정은 상기 소결 피스톤 핀을 세정(cleaning) 한 후 상기 질화물의 형성을 위해 상기 가스 연질화 처리가 수행되는 절차로 이루어지는 것을 특징으로 하는 오일함유 피스톤 핀 제조방법.
- 청구항 10에 있어서, 상기 가스 연질화 처리는 상기 질화물이 상기 소결 피스톤 핀의 기공에 형성되도록 550~590℃ 온도조건에서 1~4시간 동안 수행되는 것을 특징으로 하는 오일함유 피스톤 핀 제조방법.
- 청구항 1에 있어서, 상기 소결 피스톤 핀은 상기 가스 연질화 처리에 이어진 1차 오일 함침, 가공, 세정, 건조, 2차 오일 함침을 거쳐 피스톤 핀으로 완성되는 것을 특징으로 하는 오일함유 피스톤 핀 제조방법.
- 청구항 12에 있어서, 상기 1차 오일 함침과 상기 2차 오일 함침은 SAE(Society of Automotive Engineers) 점도 5W30 이상의 저점도 오일로 이루어지는 것을 특징으로 하는 오일함유 피스톤 핀 제조방법.
- 청구항 12에 있어서, 상기 가공은 상기 소결 피스톤 핀의 외경 표면에 대한 황삭, 중삭, 절삭, 슈퍼 피니싱을 순차적으로 수행하여 이루어지는 것을 특징으로 하는 오일함유 피스톤 핀 제조방법.
- 청구항 12에 있어서, 상기 가공은 상기 소결 피스톤 핀의 내경에 적용되지 않는 것을 특징으로 하는 오일함유 피스톤 핀 제조방법.
- Cr/Mo 조성 Prealloy 분말을 소결재로 한 소결 성형으로 외경기준 대비 편심 내경을 형성한 소결 피스톤 핀이 제조된 후, 가스 연질화 처리로 중공원통(hollow circular cylinder)의 바디에 형성된 기공에 질화물이 형성되며, 적어도 2번의 오일 함침으로 상기 기공을 오일이 메워져 제조가 완성되는
것을 특징으로 하는 피스톤 핀.
- 청구항 16에 있어서, 상기 Cr/Mo 조성 Prealloy 분말은 C(탄소), Cr(크롬), Mo(몰리브덴), Mn(망간), S(황)가 중량퍼센트(wt%)로 혼합되고, 상기 C는 0.4 wt%를 최소치로 하여 0.7 wt%를 최대치로 하며, 상기 Cr은 1.0 wt%를 최소치로 하여 3.5 wt%를 최대치로 하고, 상기 Mo는 0.1 wt%를 최소치로 하여 1.0 wt%를 최대치로 하며, 상기 Mn은 0.3 wt%를 최소치로 하여 0.6 wt%를 최대치로 하고, 상기 S는 0.1 wt%를 최소치로 하여 0.3wt%를 최대치로 하며, 잔부 Fe를 포함하는 것을 특징으로 하는 피스톤 핀.
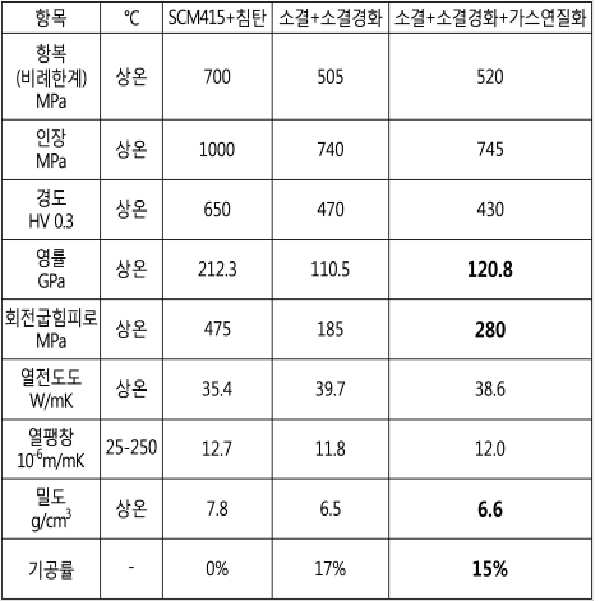
- 청구항 16에 있어서, 상기 소결 피스톤 핀은 상기 내경 편심을 0.5~1mm로 하면서 전체 핀 길이 구간 중 중앙구간의 밀도를 달리하는 저밀도 중앙부가 형성된 테이퍼 핀으로 이루어지고, 상기 저밀도 중앙부를 100% 전체 체적 대비 15~35% 체적으로 하여 상기 가스 연질화 처리로 탄성계수 값이 120GPa을 넘도록 하면서 회전굽힘 값이 280MPa을 넘도록 하는 것을 특징으로 하는 피스톤 핀.
- 20mm 외경지름과 구간별 밀도차이가 있는 50mm 핀 길이를 가지면서 120GPa 탄성계수 값 및 280MPa 회전굽힘 값을 갖도록 소결재로 소결 성형되고, 질화물을 형성한 기공에 오일이 메워진 피스톤 핀;
상기 피스톤 핀이 콘로드 소단부와 결합되어 피스톤 바디의 안쪽으로 위치되고, 복수개의 피스톤 링이 상기 피스톤 바디의 외경에 끼워지는 피스톤;
이 포함되는 것을 특징으로 하는 경량화 피스톤.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180158117A KR102654754B1 (ko) | 2018-12-10 | 2018-12-10 | 오일함유 피스톤 핀 제조방법 및 경량화 피스톤 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180158117A KR102654754B1 (ko) | 2018-12-10 | 2018-12-10 | 오일함유 피스톤 핀 제조방법 및 경량화 피스톤 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200070692A true KR20200070692A (ko) | 2020-06-18 |
| KR102654754B1 KR102654754B1 (ko) | 2024-04-04 |
Family
ID=71143066
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180158117A Active KR102654754B1 (ko) | 2018-12-10 | 2018-12-10 | 오일함유 피스톤 핀 제조방법 및 경량화 피스톤 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102654754B1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114909471A (zh) * | 2021-02-08 | 2022-08-16 | 现代自动车株式会社 | 活塞销及其制造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5653879B2 (ko) * | 1977-05-04 | 1981-12-22 | ||
| JP2001324017A (ja) * | 2000-05-15 | 2001-11-22 | Trw Automotive Japan Kk | ピストンピンの製造方法 |
| KR20100009333A (ko) | 2008-07-18 | 2010-01-27 | 김청균 | 피스톤핀 조립체 |
| KR101037820B1 (ko) * | 2010-10-28 | 2011-05-30 | 주식회사 대화알로이테크 | 내마모성 복합재료와 이를 소재로 하는 엔진용 피스톤 핀 및 그 제조 방법 |
| KR20170031889A (ko) * | 2015-09-14 | 2017-03-22 | 현대자동차주식회사 | 경량 피스톤핀 제조방법 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5653879B2 (ja) * | 2011-10-06 | 2015-01-14 | 滲透工業株式会社 | 焼結品の処理方法 |
-
2018
- 2018-12-10 KR KR1020180158117A patent/KR102654754B1/ko active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5653879B2 (ko) * | 1977-05-04 | 1981-12-22 | ||
| JP2001324017A (ja) * | 2000-05-15 | 2001-11-22 | Trw Automotive Japan Kk | ピストンピンの製造方法 |
| KR20100009333A (ko) | 2008-07-18 | 2010-01-27 | 김청균 | 피스톤핀 조립체 |
| KR101037820B1 (ko) * | 2010-10-28 | 2011-05-30 | 주식회사 대화알로이테크 | 내마모성 복합재료와 이를 소재로 하는 엔진용 피스톤 핀 및 그 제조 방법 |
| KR20170031889A (ko) * | 2015-09-14 | 2017-03-22 | 현대자동차주식회사 | 경량 피스톤핀 제조방법 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114909471A (zh) * | 2021-02-08 | 2022-08-16 | 现代自动车株式会社 | 活塞销及其制造方法 |
| US12241549B2 (en) | 2021-02-08 | 2025-03-04 | Hyundai Motor Company | Piston pin and manufacturing method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102654754B1 (ko) | 2024-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100827358B1 (ko) | 고하중용 미끄럼 베어링 | |
| JP4789837B2 (ja) | 鉄系焼結体及びその製造方法 | |
| KR101989837B1 (ko) | 소결 베어링 | |
| JP6194613B2 (ja) | 摺動部材用鉄基焼結合金およびその製造方法 | |
| CN102257299A (zh) | 可氮化钢活塞环和钢汽缸套及制造它们的铸造方法 | |
| KR20120053414A (ko) | 윤활 특성이 향상된 슬라이딩 베어링 | |
| JP2001316780A (ja) | 内燃機関用バルブシートおよびその製造方法 | |
| KR20010052876A (ko) | 금속질 가루 성형 소재와 그 재압축 성형체 및 이 재압축성형체로부터 얻어지는 소결체 및 그들의 제조 방법 | |
| KR101622378B1 (ko) | 피스톤 링 및 실린더 슬리브 | |
| KR102654754B1 (ko) | 오일함유 피스톤 핀 제조방법 및 경량화 피스톤 | |
| CN102282283A (zh) | 用于制造活塞环和汽缸套的可氮化钢材料成分 | |
| WO2007109766A2 (en) | Process for producing a steel cylinder liner and steel cylinder liner | |
| JP2007262536A (ja) | 焼結歯車およびその製造方法 | |
| US6790295B2 (en) | Method of improving sliding surfaces in anti-seizure property | |
| WO2004031429A1 (ja) | 高精度焼結カムロブ材 | |
| JP7488491B2 (ja) | クランクシャフト及びその製造方法 | |
| JP2007284769A (ja) | コネクティングロッドの製造方法およびコネクティングロッド | |
| JP2005054989A (ja) | サイレントチェーン用焼結スプロケットおよびその製造方法 | |
| JP2015108417A (ja) | 大型ピストンリング及びその素材並びにそれらの製造方法。 | |
| JP6788071B2 (ja) | 焼結軸受 | |
| JP2010537048A (ja) | 鍛造浸炭金属粉末部品の製造方法 | |
| JP2015108417A5 (ko) | ||
| JP6475416B2 (ja) | ピストンリング及びその製造方法 | |
| US12241549B2 (en) | Piston pin and manufacturing method thereof | |
| RU2764951C1 (ru) | Гильза цилиндра и способ ее изготовления |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20181210 |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20211124 Comment text: Request for Examination of Application Patent event code: PA02011R01I Patent event date: 20181210 Comment text: Patent Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20221220 Patent event code: PE09021S01D |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20230824 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20240220 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20240401 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20240402 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |