KR20200071029A - 섬유 복합 구조물을 통합하는 방법 및 장치 - Google Patents
섬유 복합 구조물을 통합하는 방법 및 장치 Download PDFInfo
- Publication number
- KR20200071029A KR20200071029A KR1020190162586A KR20190162586A KR20200071029A KR 20200071029 A KR20200071029 A KR 20200071029A KR 1020190162586 A KR1020190162586 A KR 1020190162586A KR 20190162586 A KR20190162586 A KR 20190162586A KR 20200071029 A KR20200071029 A KR 20200071029A
- Authority
- KR
- South Korea
- Prior art keywords
- composite structure
- fiber composite
- compensating element
- pressing
- pressing elements
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/44—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/44—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding
- B29C70/443—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding and impregnating by vacuum or injection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
- B29C70/465—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs and impregnating by melting a solid material, e.g. sheets, powders of fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
- B29C70/542—Placing or positioning the reinforcement in a covering or packaging element before or during moulding, e.g. drawing in a sleeve
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0822—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using IR radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C71/00—After-treatment of articles without altering their shape; Apparatus therefor
- B29C71/02—Thermal after-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C71/00—After-treatment of articles without altering their shape; Apparatus therefor
- B29C71/04—After-treatment of articles without altering their shape; Apparatus therefor by wave energy or particle radiation, e.g. for curing or vulcanising preformed articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Composite Materials (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Thermal Sciences (AREA)
- Electromagnetism (AREA)
- Toxicology (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
적어도 하나의 열가소성 및/또는 열탄성 중합체를 포함한 섬유 복합 구조물(12)을 통합하는 방법 및 장치(10)가 개시된다. 상기 방법에서, 섬유 복합 구조물(12)은 섬유 복합 구조물(12)을 통합하는 장치(10)의 2 개의 가압 요소들(16, 18) 사이에 배치된다. 가압 요소들(16, 18)은 섬유 복합 구조물(12)이 가압 요소들(16, 18) 사이에서 가압되도록 서로에 대해 가압된다. 섬유 복합 구조물(12)은 적어도 하나의 열가소성 및/또는 열탄성 중합체의 용융 온도 범위 내로 가열된다. 통합된 섬유 복합 구조물(12)은 냉각 후 장치(10)로부터 인출된다. 적어도 하나의 개별 보상 요소(20)가 섬유 복합 구조물(12)의 적어도 하나의 높이 점프부(14)의 영역에서 섬유 복합 구조물(12)과 가압 요소들(16, 18) 중 하나의 가압 요소 사이에 배치되므로, 상기 적어도 하나의 보상 요소(20)에 의해 적어도 하나의 높이 점프부(14)가 상기 가압 요소들(16, 18) 중 상기 하나의 가압 요소에 대해 보상된다.
Description
본 발명은 적어도 하나의 열가소성 및/또는 열탄성 중합체를 포함한 섬유 복합 구조물을 통합하는 방법에 관한 것이며, 상기 방법에서, 섬유 복합 구조물은 섬유 복합 구조물을 통합하는 장치의 2 개의 가압 요소들 사이에 배치되고, 가압 요소들은 섬유 복합 구조물이 가압 요소들 사이에서 가압되도록 서로에 대해 가압되고, 섬유 복합 구조물은 적어도 하나의 열가소성 및/또는 열탄성 중합체의 용융 온도 범위 내로 가열되고, 통합된 섬유 복합 구조물은 냉각 후 장치로부터 인출된다.
또한, 본 발명은 적어도 하나의 열가소성 및/또는 열탄성 중합체를 포함한 섬유 복합 구조물을 통합하는 장치에 관한 것이며, 상기 장치는 2 개의 가압 요소들, 적어도 하나의 가압 장치 및 적어도 하나의 가열 장치를 포함하고, 상기 가압 요소 사이에 섬유 복합 구조물이 통합을 위해 배치될 수 있으며, 상기 가압 장치는 섬유 복합 구조물이 가압 요소들 사이에서 가압되도록 가압 요소들을 서로 가압할 수 있고, 상기 가열 장치는 섬유 복합 구조물을 가열할 수 있다.
DE 10 2017 105 450 A1에는 적어도 하나의 열가소성 및/또는 열탄성 중합체를 포함한 섬유 복합 구조물을 통합하는 방법이 제시되고, 상기 방법은 커버가 밀봉 요소에 의해 베이스와 관련해서 변위 가능하게 베이스에 대해 밀봉되도록 섬유 복합 구조물을 컨베이어 장치의 로딩-/언로딩 스테이션에서 판형 베이스와 판형 커버 사이에 배치하는 단계; 주변 압력이 커버를 베이스에 대해 가압하고 섬유 복합 구조물이 커버와 베이스 사이에서 가압되도록 베이스와 커버 사이의 사이 공간에 부압을 발생시키는 단계; 컨베이어 장치의 가열 스테이션에서 적어도 하나의 열가소성 및/또는 열탄성 중합체의 용융 온도의 범위 내로 전자기 방사선에 의해 섬유 복합 구조물을 가열하는 단계; 컨베이어 장치의 냉각 스테이션에서 섬유 복합 구조물을 냉각하는 단계; 및 통합된 섬유 복합 구조물을 베이스로부터 인출하거나 또는 통합된 섬유 복합 구조물이 놓인 베이스를 컨베이어 장치로부터 인출하는 단계를 포함한다. 캐비티를 가진 커버는 상기 방법에 의해 적어도 하나의 높이 점프부를 가진 섬유 복합 구조물을 강화시키기 위해 통합하는 커버로서 적합하게 사용될 수 있다.
본 발명의 과제는 통합될 섬유 복합 구조물들의 높이 점프부들에 대해 더 유연하고 더 신속하게 매칭될 수 있는 전술된 방식의 방법 및 장치를 제공하는 것이다.
상기 과제는 방법에 있어서 적어도 하나의 개별 보상 요소가 섬유 복합 구조물의 적어도 하나의 높이 점프부의 영역에서 섬유 복합 구조물과 가압 요소들 중 하나의 가압 요소 사이에 배치되어 적어도 하나의 보상 요소에 의해 적어도 하나의 높이 점프부가 가압 요소들 중 상기 하나의 가압 요소에 대해 보상됨으로써 해결된다.
본 발명에 따르면, 적어도 하나의 보상 요소는 전체적으로 균일한 높이가 얻어지도록 섬유 복합 구조물의 적어도 하나의 높이 점프부를 보상하는 플레이스 홀더로서 사용된다. 따라서, 적어도 하나의 보상 요소에 의해 섬유 복합 구조물의, 상기 가압 요소를 향하는 면 상에 무단의, 특히 평평한 표면이 구현될 수 있다. 이로써, 가압 요소들도 섬유 복합 구조물을 향하는 면 상에 무단의, 특히 평평한 표면을 가질수 있다. 가압 요소들이 더 쉽게 제조되고 더 유연하게 사용될 수 있다. 따라서, 상이한 높이 점프부들을 갖는 섬유 복합 구조물들에 대해서도 동일한 가압 요소들이 사용될 수 있다. 상이한 높이 점프부들을 보상하기 위해, 높이 점프부들에 맞는 보상 요소들이 개별적으로 사용된다. 따라서 동일한 통합 장치가 상이한 높이 점프부들을 가진 섬유 복합 구조물들에 대해 더 유연하게 사용될 수 있다.
적어도 하나의 보상 요소는 섬유 복합 구조물과 함께 통합 공정을 거친다. 적어도 하나의 보상 요소에 의해, 가압 요소들의 압축 동안 섬유 복합 구조물의 표면의 변위 및 균질화가 방지된다. 적어도 하나의 보상 요소가 없으면, 가압 요소들의 평평한 표면들이 적어도 하나의 높이 점프부를 보상하게 되므로 높이 점프부가 사라지게 된다. 섬유 복합 구조물은 소정의 형상을 잃게 된다.
섬유 복합 구조물을 그 용도 및 필요한 조건에 매칭하기 위해 높이 점프부들이 필요하다. 높이 점프부들의 도움으로, 부재 기하학, 하중 입력, 보강 리브 등이 섬유 복합 구조물에서 구현될 수 있다. 높이 점프부들은 섬유 복합 구조물이 폭 및 길이에 걸쳐 변하는 높이를 갖는 부분을 의미한다. 섬유 복합 구조물의 높이는 "두께"라고도 할 수 있다. 따라서, 높이 점프부는 "두께 점프부"라고도 할 수 있다.
상응하게 매칭된 보상 요소들을 사용함으로써, 종래 기술에 공지된 커버의 경우 필요한, 가압 요소들 자체를 섬유 복합 구조물의 상응하는 높이 점프부들에 매칭할 필요가 없다. 이로써, 가압 요소들이 상이한 형태의 섬유 복합 구조물들에 대해 더 유연하게 사용될 수 있다. 따라서, 예를 들어 공구 교체를 위한 특히 공구 및/또는 조립 수고와 관련한 비용이 감소될 수 있다.
바람직하게는, 섬유 복합 구조물을 향하는 가압 요소들 중 적어도 하나의 가압 요소의 적어도 하나의 내부 면이 평평할 수 있다. 이로써, 섬유 복합 구조물에 균일한 압력이 가해질 수 있다. 또한, 평평한 면들이 더 쉽게 구현될 수 있다.
바람직하게는, 가압 요소들 중 적어도 하나의 가압 요소가 판형으로 형성될 수 있다. 판형 가압 요소들은 특히 곡선형 및/또는 구조화된 가압 요소들보다 더 쉽게 제조될 수 있다. 또한, 판형 가압 요소의 경우, 적어도 하나의 표면이 평평하게 형성될 수 있다.
바람직하게는, 가압 요소들 중 적어도 하나의 가압 요소가 휨 강성일 수 있다. 이로써, 섬유 복합 구조물에 균일한 압력이 가해질 수 있다.
대안으로서 또는 추가로, 가압 요소들 중 적어도 하나의 가압 요소가 가요성일 수 있다. 이로써, 상기 가압 요소는 특히 부압에 의해 섬유 복합 구조물에 대해 가요성으로 가압될 수 있다.
바람직하게는, 가압 요소들 중 적어도 하나의 가압 요소가 필름으로서 형성될 수 있다. 따라서, 유연한 가압 요소가 쉽게 구현될 수 있다.
바람직하게는, 가압 요소들 중 하나의 가압 요소, 특히 베이스는 기계적으로 안정적이고 변형이 거의 없는 판일 수 있다. 다른 가압 요소, 특히 커버는 필름 또는 박판일 수 있다. 이로써, 가압 요소들이 전체적으로 더 유연하게 형성될 수 있다.
바람직하게는, 가압 요소들이 부압 및/또는 적어도 하나의 기계, 전자 기계, 유압 구동기, 또한 조합된 구동기에 의해 서로에 대해 이동 및 가압될 수 있다. 이로써, 가압 요소들 간의 상응하는 압력이 제어 방식으로 사전에 설정될 수 있다.
바람직하게는, 가압 요소들 중 적어도 하나의 가압 요소가 전자기 방사선, 특히 적외선에 대해 적어도 부분적으로 투과성일 수 있다. 이로써, 섬유 복합 구조물은 상응하는 방사원들에 의해 가열될 수 있고, 상기 방사원들을 가압 요소들의 외부 면 상에 배치될 수 있고 적어도 상기 가압 요소들을 조사한다.
바람직하게는, 가압 요소들 중 적어도 하나의 가압 요소가 전자기 방사선, 특히 적외선에 대해 적어도 부분적으로 투과성인 재료로 제조될 수 있다.
대안으로서 또는 추가로, 가압 요소들 중 적어도 하나의 가압 요소는 전자기 방사선, 특히 적외선에 대해 부분 투과성 또는 불투과성일 수 있다. 이로써, 섬유 복합 구조물이 적어도 하나의 부분 투과성 또는 불투과성 가압 요소를 가진 측면으로부터 전자기 방사선에 의해 가열되는 것이 방지될 수 있다. 이는 섬유 복합 구조물의 구성으로 인해, 하나의 면으로부터의 과도한 가열이 바람직하지 않은 경우, 특히 섬유 복합 구조물의 과열 및 손상을 초래할 수 있기 때문에 특히 바람직할 수 있다. 대안으로서 또는 추가로, 가압 요소들 중 하나의 가압 요소가 또한 방사선을 반사하는 수단들로 적어도 부분적으로 커버될 수 있고, 이로써 커버된 지점에서는 그 아래에 놓인 섬유 복합 구조물의 흡수 및 이로써 직접 가열이 이루어지지 않는다. 또한, 대안으로서 또는 추가로, 섬유 복합 구조물에 의해 커버되는 영역에만 방사선이 가해지도록 전자기 방사선이 제어될 수도 있다.
섬유 복합 구조물들은 바람직하게는 탄소 섬유 강화 플라스틱일 수 있다. 섬유 복합 구조물들은 연속 섬유 강화 부재들로서 구현될 수 있다. 연속 섬유 강화 부재들에는, 특히 결합제로 습윤된 및/또는 매트릭스로 부분적으로 또는 완전히 함침된 섬유사 및/또는 섬유 직물, 섬유 편직물, 스크림 또는 섬유 매트와 같은 직물, 소위 프리프레그와 같은 직물 반제품이 사용될 수 있다. 결합제 및/또는 매트릭스 소재로서는, 특히 열가소성 플라스틱 및 경우에 따라 엘라스토머와 같은 추가의 탄성 성분들의 그룹으로부터의 재료들이 사용될 수 있으며, 상기 성분들은 강도, 최대 연신률, 작동 온도, 처리 속도 및 내화학성이 상이할 수 있다.
섬유 복합 구조물은 소위 테이프로 구현될 수 있다. 테이프는 바람직하게는 임의의 종류의 웨브형 재료, 특히 프리프레그 재료를 의미한다. 이러한 테이프는 특히 30mm와 200mm 사이의 폭을 가질수 있다. 테이프는 소위 테이프 배치 장치에 의한 배치에 적합하다.
바람직하게는, 섬유 복합 구조물은 자동차 부재의 구현에 사용될 수 있다. 본 발명에 의해, 섬유 복합 구조물로 이루어진 부재들의 상응하는 형상 및 윤곽이 더 유연하게 형성될 수 있다.
본 방법의 바람직한 실시예에서, 적어도 하나의 보상 요소가 가압 요소들 중 하나의 가압 요소 상에 고정될 수 있고 상기 적어도 하나의 보상 요소가 대응하는 적어도 하나의 높이 점프부와 합체되도록 섬유 복합 구조물이 가압 요소에 대해 배치될 수 있고 및/또는 적어도 하나의 보상 요소가 가압 요소들과 무관하게 섬유 복합 구조물의 대응하는 적어도 하나의 높이 점프부와 합체될 수 있다.
바람직하게는, 적어도 하나의 보상 요소는 가압 요소들 중 하나의 가압 요소 상에 고정될 수 있다. 따라서, 가압 요소를 포함한 적어도 하나의 보상 요소는 준비될 수 있다. 섬유 복합 구조물이 인출될 때 상기 적어도 하나의 보상 요소가 가압 요소 상에 남아 있을 수 있다. 섬유 복합 구조물은 가압 요소 상에 고정된 적어도 하나의 보상 요소가 대응하는 적어도 하나의 높이 점프부와 합체되도록 포지셔닝될 수 있다.
바람직하게는, 적어도 하나의 보상 요소는 적어도 하나의 가압 요소 상에 분리 가능하게 고정될 수 있다. 이로써, 적어도 하나의 보상 요소는 쉽게 교체될 수있다. 따라서, 통합하는 장치는 다르게 배치된 및/또는 다르게 형성된 높이 점프부들을 가진 섬유 복합 구조물에 더 쉽게 매칭될 수 있다.
대안으로서 또는 추가로, 적어도 하나의 보상 요소는 가압 요소와 무관하게 섬유 복합 구조물의 대응하는 적어도 하나의 높이 점프부와 합체될 수 있다. 적어도 하나의 보상 요소는 적어도 하나의 높이 점프부와 우선 합체될 수 있다. 그 후, 적어도 하나의 보상 요소를 포함한 섬유 복합 구조물이 가압 요소들 사이에 배치될 수 있다. 이로써, 적어도 하나의 보상 요소를 포함한 섬유 복합 구조물은 통합하는 장치의 외부에서도 준비될 수 있고 그 후 가압 요소들 사이에 배치될 수 있다.
대안으로서 또는 추가로, 적어도 하나의 보상 요소는 섬유 복합 구조물이 특히 공간상 하부 가압 요소 상으로 배치된 후에 대응하는 적어도 하나의 높이 점프부와 합체될 수 있다. 그 후, 공간상 상부 가압 요소는 적어도 하나의 보상 요소를 포함한 섬유 복합 구조물이 가압 요소들 사이에 배치되도록 포지셔닝된다. 이로써, 섬유 복합 구조물은 하부 가압 요소 상에 안정적으로 배치될 수 있고, 적어도 하나의 보상 요소는 적어도 하나의 높이 점프부와 합체된다.
방법의 다른 바람직한 실시예에서, 통합된 섬유 복합 구조물은 냉각 후 인출될 수 있고, 적어도 하나의 보상 요소가 적어도 하나의 가압 요소 상에 남아 있고 및/또는 통합된 섬유 복합 구조물은 냉각 후 적어도 하나의 보상 요소와 함께 인출될 수 있고 인출 후 적어도 하나의 보상 요소가 통합된 섬유 복합 구조물로부터 분리될 수 있고 및/또는 적어도 하나의 보상 요소가 통합된 섬유 복합 구조물로부터 분리된 후, 통합된 섬유 복합 구조물이 인출될 수 있다.
바람직하게는, 통합된 섬유 복합 구조물이 인출될 수 있고, 적어도 하나의 보상 요소가 적어도 하나의 가압 요소 상에 남아 있고, 특히 거기에 유지된다. 이로써, 섬유 복합 구조물은 추가 공구없이 적어도 하나의 보상 요소로부터 분리될 수있다. 적어도 하나의 보상 요소는 구성 변화 없이 다른 용도에, 특히 동일한 적어도 하나의 높이 점프부를 가진 다른 섬유 복합 구조물을 통합하는데 사용될 수 있다.
대안으로서 또는 추가로, 통합된 섬유 복합 구조물의 인출시 적어도 하나의 보상 요소가 적어도 하나의 높이 점프부 영역에 남아 있고, 통합된 섬유 복합 구조물의 인출 후 섬유 복합 구조물로부터 분리될 수 있다. 이로써, 적어도 하나의 보상 요소가 적어도 하나의 가압 요소 상에 고정될 필요가 없다. 인출 후, 섬유 복합 구조물은 약간 휠 수 있고 이로써 적어도 하나의 보상 요소의 분리가 용이해진다. 따라서, 섬유 복합 구조물의 통합 동안 적어도 하나의 보상 요소가 섬유 복합 구조물과 연결되거나 특히 접착 또는 소성 결합되는 경우 적어도 하나의 보상 요소가 섬유 복합 구조물로부터 분리될 수 있다.
대안으로서 또는 추가로, 섬유 복합 구조물이 인출되기 전에 적어도 하나의 보상 요소가 통합된 섬유 복합 구조물로부터 분리될 수 있다. 이로써, 통합된 섬유 복합 구조물은 특히 하부 가압 요소 상에 더 안정적으로 배치될 수 있다. 따라서, 적어도 하나의 보상 요소의 분리 동안 통합된 섬유 복합 구조물의 변형이 방지될 수 있다.
대안으로서 또는 추가로, 보상 요소는 섬유 복합 구조물의 높이에 대해 수직인 평면에서 주변 섬유 복합 구조물에 대해 갭을 가지고 배치될 수 있고, 갭은 바람직하게는 3mm 미만,특히 바람직하게는 2mm 미만, 가장 바람직하게는 1mm 미만이다. 이로써, 섬유 복합 구조물 및/또는 보상 요소의 절단에 작은 부정확성이 있더라도, 이들이 사용될 수 있다. 특히, 갭에 의해 섬유 복합 구조물과 보상 요소의 상이한 열 팽창도 고려될 수 있다.
또한, 장치에서의 과제는 본 발명에 따라 장치가 상응하는 면 상에서 섬유 복합 구조물의 적어도 하나의 높이 점프부에 대해 상보적으로 형성되고 가압 요소들 사이에 배치되어 있거나 배치될 수 있는 적어도 하나의 개별 보상 요소를 포함함으로써 해결된다.
본 발명에 따르면, 섬유 복합 구조물의 적어도 하나의 높이 점프부에 대해 상보적으로 형성되는 적어도 하나의 개별 보상 요소가 제공된다. 이로써, 적어도 하나의 높이 점프부가 각각의 가압 요소를 향하는 면 상에서 보상될 수 있다. 적어도 하나의 보상 요소는 적어도 하나의 높이 점프부를 채우는 일종의 플레이스 홀더로서의 역할을 한다.
바람직하게는, 적어도 하나의 보상 요소는 상보적 면의 반대 면 상에서 평평할 수 있다. 이로써, 이 면의 윤곽은 섬유 복합 구조물의 인접한 표면의 윤곽으로 단 없이 이행될 수 있다.
적어도 하나의 보상 요소는 분리되어 있다. 이는 보상 요소가 가압 요소들 중 하나의 보상 요소 상에 고정되지 않거나 또는 비파괴적으로 분리 가능하게 고정되는 것을 의미한다. 따라서, 적어도 하나의 보상 요소가 더 유연하게 배치될 수 있다.
바람직하게는, 현재 통합될 섬유 구조물의 적어도 하나의 높이 점프부에 맞는 보상 요소가 상이하게 형성된 보상 요소들로부터 선택될 수 있다. 따라서, 전체적으로이 장치가 더 유연하게 작동될 수 있다.
섬유 복합 구조물을 통합하는 장치는 컨베이어 장치의 로딩 및/또는 언로딩 스테이션의 일부일 수 있다. 이로써, 섬유 복합 구조물은 통합하는 장치로 이송될 수 있고 및/또는 통합된 섬유 복합 구조물은 통합하는 장치로부터 멀리 이송될 수 있다.
바람직한 실시예에서, 적어도 하나의 보상 요소는 전자기 방사선에 대해 투과성이거나 또는 부분 투과성일 수 있거나 또는 적어도 하나의 보상 요소는 전자기 방사선에 대해 반사성이다. 이로써, 전자기 방사선에 의한 적어도 하나의 보상 요소의 가열이 방지되거나 적어도 감소될 수 있다.
바람직하게는, 전자기 방사선은 적외선일 수 있다. 적외선에 의해 섬유 복합 구조물이 가열되어 통합될 수 있다.
바람직하게는, 전자기 방사선은 가열 장치에 의해 생성될 수 있다.
바람직하게는, 적어도 하나의 보상 요소는 전자기 방사선에 대해 비흡수성 또는 저흡수성이다.
투과성 보상 요소들은 전자기 방사선이 이들을 통해 방사될 수 있고, 이에 따라 적어도 하나의 보상 요소에 의해 커버되는 섬유 복합 구조물의 영역에 도달하여 가열할 수 있는 장점을 갖는다.
대안으로서 또는 추가로, 적어도 하나의 보상 요소는 전자기 방사선에 대해 반사성일 수 있다. 이로써, 적어도 하나의 보상 요소에 의해 커버되는 섬유 복합 구조물의 영역에서, 전자기 방사선이 섬유 구조물의 표면에 도달할 수 없거나 아주 적게 도달할 수 있다. 이는 적어도 하나의 보상 요소가 놓인 섬유 복합 구조물의 영역이 비교적 낮은 높이를 갖는 경우 특히 바람직하다. 이로써, 상기 영역이 너무 뜨거워져 손상되는 것이 방지될 수 있다.
다른 바람직한 실시예에서, 적어도 하나의 보상 요소는 적어도 가압 요소들이 섬유 복합 구조물을 가압하는 힘의 방향으로 섬유 복합 구조물의 상응하는 압축성보다 작거나 같은 기계적 압축성을 가질 수 있다. 이로써, 적어도 하나의 보상 요소가 섬유 복합 구조물의 압축시 적어도 하나의 보상 요소의 그리고 이로써 적어도 하나의 높이 점프부의 영역에서 높이 점프부의 영역 외부에서보다 더 큰 압축을 섬유 복합 구조물에 가하는 것이 방지될 수 있다. 따라서, 적어도 하나의 보상 요소가 섬유 복합 구조물의 가압시 적어도 하나의 높이 점프부를 변화시키는 것이 방지될 수 있다.
다른 바람직한 실시예에서, 적어도 하나의 보상 요소는 적어도 부분적으로 가요성일 수 있다. 이로써, 적어도 하나의 보상 요소가 섬유 복합 구조물로부터 더 쉽게 탈형될 수 있다. 따라서, 보상 요소의 탈형 및 분리 동안 임의의 굽힘력이 더 양호하게 보상될 수 있다. 이러한 굽힘력은 특히 통합 공정 동안 적어도 하나의 보상 요소가 섬유 복합 구조물과의 연결, 특히 소성 결합 또는 접착 등이 이루어질 때 발생할 수 있다. 이러한 연결들은 탈형시 분리되어야 한다.
바람직하게는, 적어도 하나의 보상 요소는 적어도 부분적으로 탄성일 수 있다. 이로써 보상 요소가 변형 후 그 원래 모양을 다시 취할 수 있다.
다른 바람직한 실시예에서, 적어도 하나의 보상 요소는 섬유 복합 구조물과 동일한 열 거동 또는 적어도 유사한 열 거동을 가질 수 있다. 이로써, 적어도 하나의 보상 요소가 가열시 섬유 복합 구조물에 대해 변형되어 적어도 하나의 높이 점프부가 변형되는 것이 방지될 수 있다. 동일하거나 유사한 열 거동에 의해, 섬유 복합 구조물의 표면 구조를 변화시킬 수 있는 적어도 하나의 보상 요소와 섬유 복합 구조물 사이의 상응하는 기계적 응력이 방지되거나 감소될 수 있다.
바람직하게는 보상 요소가 섬유 복합 구조물과 일치하는 특성을 갖는다. 따라서, 보상 요소는 섬유 복합 구조물과 적어도 거의 동일한 열적, 기계적 및/또는 전기적 특성을 갖는다.
바람직하게는, 적어도 하나의 보상 요소의 용융 온도는 섬유 복합 구조물 및/또는 중합체의 용융 온도와 적어도 동일할 수 있다. 이로써, 가압 요소들의 압축시 적어도 하나의 보상 요소가 섬유 복합 구조물보다 더 변형됨으로써 적어도 하나의 보상 요소의 보상 기능이 감소되는 것이 방지된다.
바람직하게는, 적어도 하나의 보상 요소의 열 팽창은 섬유 복합 구조물의 열 팽창보다 작을 수 있다. 이로써, 적어도 하나의 보상 요소가 적어도 하나의 높이 점프부의 영역을 넘어 팽창되는 것이 방지될 수 있다.
다른 바람직한 실시예에서, 적어도 하나의 보상 요소는 유리, 석영 유리, 복합 재료, 금속 또는 상이한 소재들의 조합을 포함하거나 또는 이로 구성될 수 있다. 이로써, 필요한 기계적 및/또는 열적 특성이 상응하는 소재 또는 소재들의 조합에 의해 달성될 수 있다.
바람직하게는, 적어도 하나의 보상 요소는 크롬 도금된, 폴리싱된 또는 이와 유사하게 가공된 금속을 포함하거나 또는 이로 구성될 수 있다. 따라서, 전자기 방사선에 대해 반사성인 반사 표면이 구현될 수 있다.
바람직하게는, 적어도 하나의 보상 요소가 스테인레스 스틸, 비열팽창성 스틸, 알루미늄 등을 포함하거나 이로 구성될 수 있다. 이로써, 필요한 기계적 및 열적 안정성이 달성될 수 있다.
바람직하게는, 적어도 하나의 보상 요소는 섬유 복합 구조물과 동일한 재료로 형성될 수 있다.
대안으로서 또는 추가로, 적어도 하나의 보상 요소는 일회 사용후 폐기되어야 하는 일회용 제품일 수 있다. 특히, 이는 보상 재료가 비가역적 특성을 갖고 통합 후 원래 형태로부터 물리적 및/또는 화학적으로 변한 상태를 취하는 경우이다. 대안으로서 또는 추가로, 적어도 하나의 보상 요소는 가압 요소들 중 적어도 하나의 가압 요소와 동일한 재료를 포함하거나 이로 구성될 수 있다. 이로써, 적어도 하나의 보상 요소가 통합 동안 발생하는 열적 및 기계적 힘을 더 잘 견딜 수 있다.
추가의 바람직한 실시예에서, 적어도 하나의 보상 요소는 적어도 섬유 복합 구조물을 향하는 면 상에 섬유 복합 구조물에 비점착성인 표면을 가질 수 있고 및/또는 적어도 하나의 보상 요소는 적어도 섬유 복합 구조물을 향하는 면 상에서 섬유 복합 구조물에 대해 비점착성으로 코팅될 수 있고 및/또는 적어도 하나의 보상 요소와 섬유 복합 구조물 사이에, 적어도 하나의 보상 요소의 표면 상에 섬유 복합 구조물의 접착을 방지하거나 또는 최소화할 수 있는 적어도 하나의 분리 층이 배치될 수 있다.
이로써, 적어도 하나의 보상 요소와 섬유 복합 구조물 사이의 연결, 특히 소성 결합 또는 접착 등이 방지되거나 적어도 감소될 수 있다.
바람직하게는, 적어도 하나의 보상 요소와 섬유 복합 구조물 사이에 적어도 하나의 분리 필름이 배치될 수 있다. 적어도 하나의 분리 필름은 적어도 하나의 보상 요소가 섬유 복합 구조물 상에 접착되는 것을 방지할 수 있다.
적어도 하나의 분리 필름은 바람직하게는 적어도 하나의 보상 요소와 견고하게 연결될 수 있다. 이로써, 적어도 하나의 분리 필름은 통합 공정 전에 적어도 하나의 보상 요소와 함께 섬유 복합 구조물의 높이 점프부 상에 용이하게 배치될 수 있고 통합 공정 후에 섬유 복합 구조물로부터 분리될 수 있다.
바람직하게는, 통합하는 장치는 이중 챔버 배치를 가질 수 있다. 이중 챔버 배치 내에, 가압 요소들 및 그들 사이에 적어도 하나의 보상 요소를 포함한 섬유 복합 구조물이 배치될 수 있다. 이중 챔버는 외부 챔버 및 내부 챔버를 포함할 수 있다. 외부 챔버는 내부 챔버를 둘러싼다. 내부 챔버 내에, 섬유 복합 구조물을 포함한 가압 요소들이 배치된다. 상응하는 부압에 의해, 가압 요소들이 압축될 수 있고 이로써 섬유 복합 구조물이 가압될 수 있다. 이중 챔버 배치에 의해, 적어도 하나의 보상 요소와 섬유 복합 구조물 사이의 에어 포켓이 방지될 수 있다.
대안으로서 또는 추가로, 분리 층은 분리 필름에 의해 또는 분리제를 섬유 복합 구조물 및/또는 보상 요소 상으로 분무함으로써 달성된다.
또한, 본 발명에 따른 방법 및 본 발명에 따른 장치 및 이들 각각의 바람직한 실시예들과 관련하여 도시된 특징들 및 장점들은 서로 대응하게 적용되고 및 그 반대로도 적용된다. 물론, 개별 특징들 및 장점들은 서로 조합될 수 있으며, 개별 효과의 합을 넘어서는 다른 바람직한 효과가 달성될 수 있다.
본 발명의 다른 장점들, 특징들 및 개별 사항들은 하기 설명에 제시되고, 도면을 참조하여 본 발명의 실시예들에서 더 상세하게 설명된다. 당업자는 도면, 상세한 설명 및 청구 범위에서 조합하여 개시된 특징들을 개별적으로 고려하고 이들을 의미있는 다른 조합으로 통합할 수 있을 것이다.
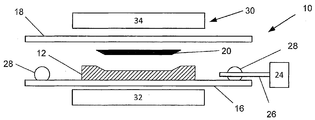
도 1은 섬유 복합 구조물을 하부 가압 요소 상에 배치하는 단계에서 제 1 실시예에 따른 열가소성 및/또는 열탄성 중합체를 포함한 섬유 복합 구조물을 통합하는 장치의 개략도,
도 2는 섬유 복합 구조물의 리세스 내로 보상 요소를 배치하는 단계에서 도 1의 장치의 개략도,
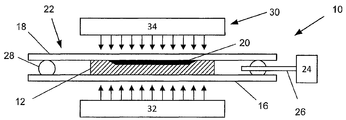
도 3은 보상 요소가 삽입된 섬유 복합 구조물을 하부 가압 요소와 상부 가압 요소 사이에서 가압하고 적외선 히터로 가열하는 단계에서 도 1 및 도 2의 장치의 개략도,
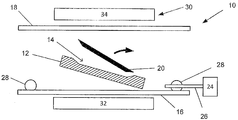
도 4는 보상 요소를 통합된 섬유 복합 구조물로부터 분리하는 단계에서 도 1 내지 도 3의 장치의 개략도,
도 5는 보상 요소가 삽입된 섬유 복합 구조물을 하부 가압 요소 상에 배치하는 섬유 복합 구조물을 통합하는 대안적 방법에 따른 단계에서 도 1 및 도 2의 장치의 개략도,
도 6은 보상 요소가 삽입된 섬유 복합 구조물을 하부 가압 요소와 상부 가압 요소 사이에서 가압하고 적외선 히터로 가열하는 단계에서 도 5의 장치의 개략도,
도 7은 통합된 섬유 복합 구조물을 인출하고 보상 요소를 인출된 통합된 섬유 복합 구조물로부터 분리하는 단계에서 도 5 및 6의 장치의 개략도,
도 8은 섬유 복합 구조물을 하부 가압 요소 상으로 배치하는 다른 대안적 방법에 따른 단계에서 보상 요소를 하부 가압 요소 상에 고정하는 제 2 실시예에 따른 섬유 복합 구조물을 통합하는 장치의 개략도,
도 9는 보상 요소가 삽입된 섬유 복합 구조물을 하부 가압 요소와 상부 가압 요소 사이에서 가압하고 적외선 히터로 가열하는 단계에서 도 8의 장치의 개략도, 및
도 10은 통합된 섬유 복합 구조물을 하부 가압 요소로부터 분리하고 보상 요소를 하부 가압 요소 상에 남겨두는 단계에서 도 8 및 도 9의 장치의 개략도이다.
도 2는 섬유 복합 구조물의 리세스 내로 보상 요소를 배치하는 단계에서 도 1의 장치의 개략도,
도 3은 보상 요소가 삽입된 섬유 복합 구조물을 하부 가압 요소와 상부 가압 요소 사이에서 가압하고 적외선 히터로 가열하는 단계에서 도 1 및 도 2의 장치의 개략도,
도 4는 보상 요소를 통합된 섬유 복합 구조물로부터 분리하는 단계에서 도 1 내지 도 3의 장치의 개략도,
도 5는 보상 요소가 삽입된 섬유 복합 구조물을 하부 가압 요소 상에 배치하는 섬유 복합 구조물을 통합하는 대안적 방법에 따른 단계에서 도 1 및 도 2의 장치의 개략도,
도 6은 보상 요소가 삽입된 섬유 복합 구조물을 하부 가압 요소와 상부 가압 요소 사이에서 가압하고 적외선 히터로 가열하는 단계에서 도 5의 장치의 개략도,
도 7은 통합된 섬유 복합 구조물을 인출하고 보상 요소를 인출된 통합된 섬유 복합 구조물로부터 분리하는 단계에서 도 5 및 6의 장치의 개략도,
도 8은 섬유 복합 구조물을 하부 가압 요소 상으로 배치하는 다른 대안적 방법에 따른 단계에서 보상 요소를 하부 가압 요소 상에 고정하는 제 2 실시예에 따른 섬유 복합 구조물을 통합하는 장치의 개략도,
도 9는 보상 요소가 삽입된 섬유 복합 구조물을 하부 가압 요소와 상부 가압 요소 사이에서 가압하고 적외선 히터로 가열하는 단계에서 도 8의 장치의 개략도, 및
도 10은 통합된 섬유 복합 구조물을 하부 가압 요소로부터 분리하고 보상 요소를 하부 가압 요소 상에 남겨두는 단계에서 도 8 및 도 9의 장치의 개략도이다.
도면들에서 동일한 부재들은 동일한 도면 번호로 표시된다.
도 1 내지 도 4에는 상이한 단계들에서 섬유 복합 구조물(12)을 통합하는 장치(10)가 도시된다.
섬유 복합 구조물(12)은 예를 들어 소위 테이핑 시트이며, 이는 열가소성 및/또는 열탄성 중합체와 결합된 섬유로 이루어진 개별 테이프로 구성된다. 통합하는 장치(10)에 의해, 섬유 복합 구조물(12)이 가압 및 가열된다.
섬유 복합 구조물(12)로 제조된 부재들은 예를 들어 자동차 산업에 사용될 수 있다.
섬유 복합 구조물(12)은 도 1에서 상부 면인, 하나의 면 상에 리세스(14)를 포함한다. 리세스(14)를 포함한 섬유 복합 구조물(12)은 예를 들어 연속 웨브로부터 사전에 제조된다.
리세스(14)는 섬유 복합 구조물(12) 내에 높이 점프부를 형성한다. 높이 점프부는 섬유 복합 구조물(12)의 높이(15)가 이 영역에서 변하는 것을 의미한다. 높이(15)는 섬유 복합 구조물(12)의 길이 및 폭에 대해 수직인 섬유 복합 구조물(12)의 치수이다. 본 실시예에서, 높이(15)는 도 1에서 섬유 복합 구조물(12)의 상부 표면 및 하부 표면에 대해 수직으로 연장된다. 리세스(14)의 경우, 섬유 복합 구조물(12)의 높이(15)가 인접한 영역들에 비해 감소된다.
장치(10)는 하부 가압 요소(16) 및 상부 가압 요소(18)를 포함한다. 가압 요소들(16, 18)은 적외선 투과성이다. 가압 요소들(16, 18)은 예를 들어, 석영 유리로된 평판으로서 구현된다. 하부 가압 요소(16)는 예를 들어 테이블과 같은 도시되지 않은 지지 장치 상에 장착된다.
또한, 장치(10)는 보상 요소(20)를 포함한다. 보상 요소(20)는 도 1에서 하부 면인, 하나의 면 상에서 섬유 복합 구조물(12) 내의 리세스(14)에 대해 상보적이다. 도 1에서 상부 면인, 반대편 면 상에서 보상 요소(20)는 평평하다. 보상 요소(20)는 예를 들어 섬유 복합 구조물(12)과 동일한 기계적 특성 및 동일한 열 거동을 갖는 재료로 이루어진다. 보상 요소(20)의 용융 온도는 섬유 복합 구조물(12)의 중합체의 용융 온도보다 높다. 보상 요소(20)는 예를 들어 적외선 투과성이다. 예를 들어, 보상 요소(20)는 가압 요소들(16, 18)과 동일한 석영 유리로 이루어질 수 있다.
또한, 보상 요소(20)는 도 1에서 하부 면인, 리세스(14)를 향하는 면 상에 비점착성 표면을 갖는다. 이 표면은 예를 들어 폴리테트라플루오로에틸렌(PTFE)으로 코팅된다.
또한, 장치(10)는 가압 장치(22)를 포함한다. 가압 장치(22)에 의해, 가압 요소들(16 및 18)이 서로에 대해 이동 및 가압될 수 있다. 예로서, 가압 장치(22)는 진공 펌프(24)를 가지며, 상기 진공 펌프(24)는 진공 연결부(26)에 의해 가압 요소들(16, 18) 사이의 사이 공간과 연결된다. 진공 연결부(26)는 밀봉 요소(28)을 통과한다. 밀봉 요소(28)는 가압 요소들(16, 18) 사이에 배치되고 원주 방향으로 연속적으로 섬유 복합 구조물(12)을 둘러싼다.
또한, 장치(10)는 가열 장치(30)를 포함한다. 가열 장치(30)는 하부 적외선 방사기(32) 및 상부 적외선 방사기(34)를 포함한다. 하부 적외선 방사기(32)는 하부 가압 요소(16) 아래에 배치되고 하부 가압 요소(16)를 향한다. 상부 적외선 방사기(34)는 상부 가압 요소(18) 위에 배치되고 상부 가압 요소(18)를 향한다.
제 1 실시예에 따른 섬유 복합 구조물(12)를 통합하는 방법은 도 1 내지 도 4를 참조로 하기에서 설명된다.
도 1에 도시된 단계에서, 섬유 복합 구조물(12)의 리세스(14)는 상부로, 상부 가압 요소(18)을 향하게 하부 가압 요소(16) 상으로 놓인다.
그 후, 도 2에 도시된 단계에서 미리 코팅된 상보적 면을 가진 보상 요소(20)가 리세스(14) 내에 배치된다.
그 후, 상부 가압 요소(18)는 섬유 복합 구조물(12) 상에 배치된다. 진공 펌프(24)가 작동된다. 밀봉 요소(28)에 의해 주변에 대해 밀봉되는 가압 요소들(16, 18) 사이의 사이 공간은 부압을 받는다. 부압에 의해, 가압 요소들(16, 18)은 서로에 대해 이동하고 가압된다. 섬유 복합 구조물(12)은 가압 요소들(16, 18) 사이에서 가압된다.
적외선이 가압 요소들(16, 18)을 통해 섬유 복합 구조물(12)에 도달함으로써 가열 장치(30)에 의해 섬유 복합 구조물(12)이 가열된다. 보상 요소(20)는 적외선 투과성이기 때문에, 상부 적외선 방사기(34)로부터의 적외선이 상부 가압 요소(16) 및 보상 요소(20)를 통해 리세스(14)의 영역 내의 섬유 복합 구조물(12)의 상부 면에도 도달한다.
섬유 복합 구조물(12)의 중합체는 적외선 히터에 의해 그의 용융 온도 위로 가열되고 용융된다. 따라서, 섬유 복합 구조물(12)은 가압 요소들(16, 18)에 의해 작용하는 기계적 압력과 관련하여 통합된다.
가열 공정의 완료 후, 섬유 복합 구조물(12)이 냉각된다. 이를 위해, 예를 들어, 도시되지 않은 냉각 장치가 사용될 수 있다.
냉각 후, 상부 가압 요소(18)가 분리된다. 보상 요소(20)는 도 4에 도시되듯이 리세스(14)로부터 인출된다. 그 후, 통합된 섬유 복합 구조물(12)이 장치 (10)로부터 인출된다.
도 5 내지 7에는 방법의 대안적 실시예에 따른 도 1 내지 도 4의 장치에 의한 섬유 복합 구조물(12)을 통합하는 단계들이 도시된다. 도 1 내지 도 4의 방법의 제 1 실시예와 유사한 요소들은 동일한 도면 번호로 표시된다. 방법의 대안적 실시예와 방법의 제 1 실시예의 차이점은, 방법의 대안적 실시예에서, 먼저 보상 요소(20)가 리세스(14) 내에 배치되는 것이다. 그 후, 보상 요소(20)가 삽입된 섬유 복합 구조물(12)이 하부 가압 요소(16) 상으로 놓인다. 이는 도 5에 도시된다. 그 후, 도 3에 상응하는 방법의 제 1 실시 예와 유사하게, 섬유 복합 구조물(12)은 도 6에 도시되듯이 가열되고 가압된다. 그 후, 통합된 섬유 복합 구조물(12)이 냉각된다.
통합된 섬유 복합 구조물(12)의 냉각 후, 도 7에 도시된 단계에서 우선 통합된 섬유 복합 구조물(12)은 보상 요소(20)와 함께 장치(10)로부터 인출된다. 그 후, 보상 요소(20)는 통합된 섬유 복합 구조물(12)의 리세스(14)로부터 분리된다.
도 8 내지 도 10에는 제 2 실시예에 따른 장치(10)에 의한 방법의 다른 대안적 실시예에 따른 섬유 복합 구조물(12)을 통합하는 단계들이 도시된다. 도 1 내지 도 4의 장치(10)의 제 1 실시예에 의한 방법의 제 1 실시예와 유사한 요소들은 동일한 도면 번호로 표시된다. 도 8 내지 도 10에 따른 제 2 실시예에 따른 장치(10)와 도 1 내지 도 4의 제 1 실시예에 따른 장치(10)와의 차이점은, 제 2 실시예에서는 보상 요소(20)가 상부 가압 요소(18)를 향하는 하부 가압 요소(16)의 표면 상에 분리 가능하게 고정되는 것이다. 방법의 다른 대안적인 실시예에 따른 섬유 복합 구조물(12)을 통합하는 방법에서는, 도 8에 도시되듯이, 리세스(16)가 보상 요소(20) 상에 배치되도록, 섬유 복합 구조물(12)의 리세스(14)가 하부 가압 요소(16)를 향하게 하부 가압 요소(16) 상으로 놓인다.
그 후, 도 9에 도시되듯이 섬유 복합 구조물(12)은 도 3의 방법의 제 1 실시 예에 따른 단계와 유사하게 통합된 후 냉각된다.
냉각 후, 통합된 섬유 복합 구조물(12)은 장치(10)로부터 인출된다. 보상 요소(20)는 하부 가압 요소(16) 상에 남아 있다.
10
장치
12 섬유 복합 구조물
14 리세스
15 섬유 복합 구조물의 높이
16 가압 요소
18 가압 요소
20 보상 요소
22 가압 장치
24 진공 펌프
26 진공 연결부
28 밀봉 요소
30 가열 장치
32 적외선 방사기
34 적외선 방사기
12 섬유 복합 구조물
14 리세스
15 섬유 복합 구조물의 높이
16 가압 요소
18 가압 요소
20 보상 요소
22 가압 장치
24 진공 펌프
26 진공 연결부
28 밀봉 요소
30 가열 장치
32 적외선 방사기
34 적외선 방사기
Claims (12)
- 적어도 하나의 열가소성 및/또는 열탄성 중합체를 포함한 섬유 복합 구조물(12)을 통합하는 방법으로서,
- 상기 섬유 복합 구조물(12)은 상기 섬유 복합 구조물(12)을 통합하는 장치(10)의 2 개의 가압 요소들(16, 18) 사이에 배치되고,
- 상기 섬유 복합 구조물(12)이 상기 가압 요소들(16, 18) 사이에서 가압되도록 상기 가압 요소들(16, 18)이 서로에 대해 이동하고 가압되고,
- 상기 섬유 복합 구조물(12)은 적어도 상기 적어도 하나의 열가소성 및/또는 열탄성 중합체의 용융 온도 범위 내로 가열되고,
- 통합된 상기 섬유 복합 구조물(12)은 냉각 후 상기 장치(10)로부터 인출되는, 상기 섬유 복합 구조물(12)을 통합하는 방법에 있어서,
적어도 하나의 개별 보상 요소(20)가 상기 섬유 복합 구조물(12)의 적어도 하나의 높이 점프부(14)의 영역에서 상기 섬유 복합 구조물(12)과 상기 가압 요소들(16, 18) 중 하나의 가압 요소 사이에 배치되므로, 상기 적어도 하나의 보상 요소(20)에 의해 상기 적어도 하나의 높이 점프부(14)가 상기 가압 요소들(16, 18)들 중 상기 하나의 가압 요소에 대해 보상되는 것을 특징으로 하는 섬유 복합 구조물(12)을 통합하는 방법. - 제 1 항에 있어서, 적어도 하나의 보상 요소(20)가 상기 가압 요소들 중 하나의 가압 요소(16) 상에 고정되고 상기 적어도 하나의 보상 요소(20)가 상응하는 상기 적어도 하나의 높이 점프부(14)와 합체되도록 상기 섬유 복합 구조물(12)이 상기 가압 요소(16)에 대해 배치되고, 및/또는 적어도 하나의 보상 요소(20)가 상기 가압 요소들(16, 18)과 무관하게 상기 섬유 복합 구조물(12)의 상응하는 상기 적어도 하나의 높이 점프부(14)와 합체되는 것을 특징으로 하는 섬유 복합 구조물(12)을 통합하는 방법.
- 제 1 항 또는 제 2 항에 있어서, 상기 통합된 섬유 복합 구조물(12)이 냉각 후 인출되고 적어도 하나의 보상 요소(20)는 적어도 하나의 가압 요소(16) 상에 남아 있고 및/또는 상기 통합된 섬유 복합 구조물(12)이 냉각 후 상기 적어도 하나의 보상 요소(20)와 함께 인출되고 인출 후 상기 적어도 하나의 보상 요소(20)가 상기 통합된 섬유 복합 구조물(12)로부터 분리되고 및/또는 상기 적어도 하나의 보상 요소(20)가 상기 통합된 섬유 복합 구조물(12)로부터 분리되고 분리 후 상기 통합된 섬유 강화 구조물(12)이 인출되는 것을 특징으로 하는 섬유 복합 구조물(12)을 통합하는 방법.
- 제 1 항 내지 제 3 항 중 어느 한 항에 있어서, 상기 보상 요소(20)는 상기 섬유 복합 구조물(12)의 높이(15)에 대해 수직인 평면에서 주변의 상기 섬유 복합 구조물(12)에 대해 갭을 갖게 놓이고, 상기 갭은 바람직하게는 3mm 미만, 특히 바람직하게는 2mm 미만, 가장 바람직하게는 1mm 미만인 것을 특징으로 하는 섬유 복합 구조물(12)을 통합하는 방법.
- 적어도 하나의 열가소성 및/또는 열탄성 중합체를 포함한 섬유 복합 구조물(12)을 통합하는 장치(10)로서,
상기 장치(10)는
- 상기 섬유 복합 구조물(12)이 통합을 위해 사이에 배치될 수 있는 2 개의 가압 요소들(16, 18),
- 상기 섬유 복합 구조물(12)이 상기 가압 요소들(16, 18) 사이에서 가압되도록 상기 가압 요소들(16, 18)을 서로에 대해 이동시켜 가압할 수 있는, 적어도 하나의 가압 장치(22),
- 상기 섬유 복합 구조물(12)을 가열할 수 있는 적어도 하나의 가열 장치 (30)를 포함하는, 상기 섬유 복합 구조물(12)을 통합하는 장치에 있어서,
상기 장치(10)는 적어도 하나의 개별 보상 요소(20)를 포함하고, 상기 보상 요소(20)는 상응하는 면 상에서 상기 섬유 복합 구조물(12)의 적어도 하나의 높이 점프부(14)에 대해 상보적으로 형성되며 상기 가압 요소들(16, 18) 사이에 배치되어 있거나 또는 배치될 수 있는 것을 특징으로 하는 섬유 복합 구조물(12)을 통합하는 장치. - 제 5 항에 있어서, 적어도 하나의 보상 요소(20)가 전자기 방사선에 대해 투과성 또는 부분 투과성이거나, 또는 적어도 하나의 보상 요소(20)가 전자기 방사선에 대해 반사성인 것을 특징으로 하는 섬유 복합 구조물(12)을 통합하는 장치.
- 제 5 항 또는 제 6 항에 있어서, 적어도 하나의 보상 요소(20)는 적어도 상기 가압 요소들(16, 18)이 상기 섬유 복합 구조물(12)을 가압하는 힘의 방향으로 상기 섬유 복합 구조물(12)의 상응하는 압축성보다 작거나 같은 기계적 압축성을 갖는 것을 특징으로 하는 섬유 복합 구조물(12)을 통합하는 장치.
- 제 5 항 내지 제 7 항 중 어느 한 항에 있어서, 적어도 하나의 보상 요소(20)가 적어도 부분적으로 가요성인 것을 특징으로 하는 섬유 복합 구조물(12)을 통합하는 장치.
- 제 5 항 내지 제 8 항 중 어느 한 항에 있어서, 적어도 하나의 보상 요소(20)가 상기 섬유 복합 구조물(12)과 동일한 열 거동 또는 적어도 유사한 열 거동을 갖는 것을 특징으로 하는 섬유 복합 구조물(12)을 통합하는 장치.
- 제 5 항 내지 제 9 항 중 어느 한 항에 있어서, 적어도 하나의 보상 요소(20)는 유리, 석영 유리, 복합 소재, 금속 또는 여러 소재들의 조합을 포함하는 것을 특징으로 하는 섬유 복합 구조물(12)을 통합하는 장치.
- 제 5 항 내지 제 10 항 중 어느 한 항에 있어서, 적어도 하나의 보상 요소(20)는 적어도 상기 섬유 복합 구조물(12)을 향하는 면 상에 상기 섬유 복합 구조물(12) 상에서 비점착성인 표면을 갖고, 및/또는 적어도 하나의 보상 요소(20)는 적어도 상기 섬유 복합 구조물(12)을 향하는 면 상에서 상기 섬유 복합 구조물(12)에 대해 비점착성으로 코팅되고, 및/또는 적어도 하나의 보상 요소(20)와 상기 섬유 복합 구조물(12) 사이에, 상기 적어도 하나의 보상 요소(20)의 표면 상에서의 상기 섬유 복합 구조물(12)의 접착을 방지하거나 또는 최소화하는 적어도 하나의 분리 층이 배치되는 것을 특징으로 하는 섬유 복합 구조물(12)을 통합하는 장치.
- 제 11 항에있어서, 상기 분리 층은 분리 필름에 의해 또는 상기 섬유 복합 구조물(12) 및/또는 상기 보상 요소(20) 상으로 분리제를 분무함으로써 달성되는 것을 특징으로 하는 섬유 복합 구조물(12)을 통합하는 장치(10).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102018131574.0A DE102018131574A1 (de) | 2018-12-10 | 2018-12-10 | Verfahren und Vorrichtung zur Konsolidierung einer Faserverbundstruktur |
| DE102018131574.0 | 2018-12-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200071029A true KR20200071029A (ko) | 2020-06-18 |
Family
ID=70776283
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190162586A Withdrawn KR20200071029A (ko) | 2018-12-10 | 2019-12-09 | 섬유 복합 구조물을 통합하는 방법 및 장치 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20200180240A1 (ko) |
| KR (1) | KR20200071029A (ko) |
| AT (1) | AT521880A2 (ko) |
| DE (1) | DE102018131574A1 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3124971B1 (fr) * | 2021-07-06 | 2023-12-15 | Centre Technique Ind De La Plasturgie Et Des Composites | Appareil de moulage |
| TWI778767B (zh) | 2021-08-27 | 2022-09-21 | 臺灣塑膠工業股份有限公司 | 複合材料與其成型方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5410132A (en) * | 1991-10-15 | 1995-04-25 | The Boeing Company | Superplastic forming using induction heating |
| DE10351178A1 (de) * | 2003-11-03 | 2005-06-02 | Ralf Schneeberger | Verfahren zur Herstellung von Kohlefaserverbundwerkstoffteilen mit thermoplastischen Matrixsystemen |
| DE102012006038A1 (de) * | 2012-03-27 | 2013-10-02 | Mbb Fertigungstechnik Gmbh | Umformwerkzeug zur Herstellung eines im Wesentlichen schalenförmigen, faserverstärkten Kunststoffteils |
| DE102015003511A1 (de) * | 2015-03-20 | 2016-09-22 | Eisenmann Se | CFK-Prozess |
| DE102017105450A1 (de) | 2017-03-14 | 2018-09-20 | Dieffenbacher GmbH Maschinen- und Anlagenbau | Verfahren und Anlage zum Konsolidieren von Faserverbundstrukturen |
-
2018
- 2018-12-10 DE DE102018131574.0A patent/DE102018131574A1/de active Pending
-
2019
- 2019-10-31 AT ATA354/2019A patent/AT521880A2/de not_active Application Discontinuation
- 2019-12-09 KR KR1020190162586A patent/KR20200071029A/ko not_active Withdrawn
- 2019-12-09 US US16/707,678 patent/US20200180240A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| AT521880A2 (de) | 2020-06-15 |
| US20200180240A1 (en) | 2020-06-11 |
| DE102018131574A1 (de) | 2020-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8726965B2 (en) | Method for at least partially reworking or replacing a reinforcement element of a fibre composite structure and associated connecting device | |
| RU2616939C2 (ru) | Пластическое формоизменение профилированного конструкционного элемента из полуфабриката композитного пластика | |
| RU2408462C2 (ru) | Способ изготовления армированной оболочки для компонентов воздушного судна и оболочка для таких компонентов | |
| US4357193A (en) | Method of fabricating a composite structure | |
| US5316604A (en) | Process for the preparation of thermoplastic sandwich structures | |
| CN101945807B (zh) | 在形成横向接合部和横向接合部连接体的情况下连接两个机身部段的方法 | |
| EP3181339B1 (en) | Bonding device and bonding method | |
| KR20200071029A (ko) | 섬유 복합 구조물을 통합하는 방법 및 장치 | |
| JPH10296737A (ja) | 複合材の成形装置 | |
| CN107614227A (zh) | 纤维增强塑料成型品的制造装置及其制造方法 | |
| CN108724895B (zh) | 用于组装细长复合结构的系统和方法 | |
| US11285679B2 (en) | Device and method for producing pultruded article | |
| JPH0344878B2 (ko) | ||
| US20200016852A1 (en) | Method and plant for consolidating fiber composite structures | |
| KR20220110197A (ko) | 성형 가능한 열가소성 연속 섬유 강화 복합 구조물, 그의 제조 방법 및 제조 장치 | |
| JP5709512B2 (ja) | 複合材成形治具および複合材成形治具の製造方法 | |
| GB2267457A (en) | Manufacture of components from composite material | |
| US9312547B2 (en) | Applying a seal to a fuel cell component | |
| US8652279B2 (en) | Method for producing sandwich components and corresponding press | |
| US12128639B2 (en) | Forming device and forming method | |
| JP2815665B2 (ja) | 複合材多桁構造の一体成形方法および一体成形装置 | |
| US7871682B2 (en) | Support assembly for composite laminate materials during roll press processing | |
| US20200316821A1 (en) | A tool for manufacturing a composite component | |
| KR20230075301A (ko) | 이종 플라스틱소재 접합방법 | |
| JP2023061443A (ja) | 複合材の接着方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| PC1203 | Withdrawal of no request for examination |
St.27 status event code: N-1-6-B10-B12-nap-PC1203 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |