KR20200072542A - 인쇄 코팅된 패널을 생산하는 방법 - Google Patents
인쇄 코팅된 패널을 생산하는 방법 Download PDFInfo
- Publication number
- KR20200072542A KR20200072542A KR1020207015002A KR20207015002A KR20200072542A KR 20200072542 A KR20200072542 A KR 20200072542A KR 1020207015002 A KR1020207015002 A KR 1020207015002A KR 20207015002 A KR20207015002 A KR 20207015002A KR 20200072542 A KR20200072542 A KR 20200072542A
- Authority
- KR
- South Korea
- Prior art keywords
- protective layer
- metal
- glass
- predetermined area
- glass panel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/34—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions
- C03C17/36—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions at least one coating being a metal
- C03C17/38—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions at least one coating being a metal at least one coating being a coating of an organic material
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B27/00—Tempering or quenching glass products
- C03B27/012—Tempering or quenching glass products by heat treatment, e.g. for crystallisation; Heat treatment of glass products before tempering by cooling
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/001—General methods for coating; Devices therefor
- C03C17/002—General methods for coating; Devices therefor for flat glass, e.g. float glass
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/06—Surface treatment of glass, not in the form of fibres or filaments, by coating with metals
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/22—Surface treatment of glass, not in the form of fibres or filaments, by coating with other inorganic material
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/34—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions
- C03C17/36—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions at least one coating being a metal
- C03C17/3602—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions at least one coating being a metal the metal being present as a layer
- C03C17/3644—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions at least one coating being a metal the metal being present as a layer the metal being silver
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2218/00—Methods for coating glass
- C03C2218/10—Deposition methods
- C03C2218/11—Deposition methods from solutions or suspensions
- C03C2218/118—Deposition methods from solutions or suspensions by roller-coating
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2218/00—Methods for coating glass
- C03C2218/10—Deposition methods
- C03C2218/11—Deposition methods from solutions or suspensions
- C03C2218/119—Deposition methods from solutions or suspensions by printing
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2218/00—Methods for coating glass
- C03C2218/30—Aspects of methods for coating glass not covered above
- C03C2218/31—Pre-treatment
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2218/00—Methods for coating glass
- C03C2218/30—Aspects of methods for coating glass not covered above
- C03C2218/32—After-treatment
- C03C2218/328—Partly or completely removing a coating
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2218/00—Methods for coating glass
- C03C2218/30—Aspects of methods for coating glass not covered above
- C03C2218/355—Temporary coating
Landscapes
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Surface Treatment Of Glass (AREA)
- Laminated Bodies (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
a) 적어도 하나의 제 1 표면(3.1) 상에 금속 함유 코팅(4)과 상기 금속 함유 코팅(4) 상에 배열된 중합체 보호층(5)을 갖는 유리 기판(2)을 제공하는 단계,
b) 미리 정해진 영역(6)에서만 임시 중합체 보호층(5)과 금속 함유 코팅(4)을 제거하는 단계,
c) 상기 미리 정해진 영역(6)에 세라믹 잉크(7)를 도포하는 단계로서, 단계 b)는 레이저(8)로 수행되고 상기 중합체 보호층(5)과 상기 금속 함유 코팅(4)은 단계 c)이후에 상기 미리 정해진 영역(6) 밖에서 손상되지 않는, 코팅된 유리 패널을 제조하는 방법.
Description
도 1은 본 발명에 따른 방법에 따라 제조된 유리 패널의 평면도,
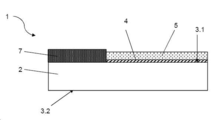
도 2는 본 발명에 따른 방법에 따라 제조된 유리 패널의 가장자리 영역을 관통하는 단면도,
도 3은 본 발명에 따른 방법의 개략도,
도 4는 유리 패널을 인쇄하는 동안 발생할 수 있는 오류의 개략도 이다.
| 유리 패널의 가장자리로부터 5 mm의 거리에서 측정된 변형 (mm) | ||
| 프레임의 폭 b (mm) | 실시예 (중합체 보호층을 갖는) |
비교예 (중합체 보호층이 없는) |
| 24 | 없음 | 0.10 |
| 96 | 0.05 | 0.15 |
| 192 | 0.10 | 유리 파손 |
2: 유리 기판
3.1: 유리 기판의 제 1 표면
3.2: 유리 기판의 제 2 표면
4: 금속 함유 코팅
5: 중합체 보호층, 임시 보호층
6: 미리 정해진 영역, 디코팅된 (de-coated) 영역
7: 세라믹 잉크
8: 레이저, 레이저 스캐너
12: 패널 가장자리
b: 미리 정해진 영역의 폭
Claims (15)
- 적어도 다음 단계를 포함하는 코팅된 인쇄 유리 패널(1)을 제조하는 방법으로서,
a) 적어도 하나의 제 1 표면(3.1) 상에 금속 함유 코팅(4)과 상기 금속 함유 코팅(4) 상에 배열된 중합체 보호층(5)을 갖는 유리 기판(2)을 제공하는 단계,
b) 미리 정해진 영역(6)에서만 임시 중합체 보호층(5)과 금속 함유 코팅(4)을 제거하는 단계,
c) 상기 미리 정해진 영역(6)에만 세라믹 잉크(7)를 도포하는 단계로서, 단계 b)는 레이저(8)로 수행되고 상기 중합체 보호층(5)과 상기 금속 함유 코팅(4)은 단계 c)이후에 상기 미리 정해진 영역(6) 밖에서 손상되지 않는, 코팅된 유리 패널을 제조하는 방법. - 제 1항에 있어서, 추가 단계 d)에서 상기 유리 패널(1)은 600 ℃ 초과 온도에서 온도 처리되며, 상기 중합체 보호층(5)은 상기 제 1 표면(3,1) 전체에서 제거되고 세라믹 잉크(7)가 미리 정해진 영역(6)에서 소성되는, 제조 방법.
- 제 2항에 있어서, 상기 유리 패널(1)이 온도 처리 동안 열경화되어, 특히 단일판 안전유리 또는 부분 경화 유리가 얻어지는, 제조 방법.
- 제 1항 내지 제 3항 중 어느 한 항에 있어서, 상기 세라믹 잉크(7)가 롤 코터(roll coater) 또는 디지털 프린터로 도포되는, 제조 방법.
- 제 1항 내지 제 4항 중 어느 한 항에 있어서, 상기 세라믹 잉크(7)를 도포하기 전에 상기 미리 정해진 영역(6)이 플라즈마 세척되는, 제조 방법.
- 제 1 항 내지 제 5항 중 어느 한 항에 있어서, 상기 세라믹 잉크(7)의 도포는 카메라 제어 하에 상기 미리 정해진 영역 (6)에서 수행되고, 카메라는 코팅이 없어진 미리 정해진 영역 (6)과 중합체 보호층(5)이 있는 영역 사이의 차이를 검출하는, 제조 방법.
- 제 1 항 내지 제 6항 중 어느 한 항에 있어서, 상기 유리 패널(1)이 크기가 1 m²내지 54 m², 바람직하게는 3 m²내지 40 m², 특히 바람직하게는 10 m²내지 30 m²인, 제조 방법.
- 제 1 항 내지 제 7항 중 어느 한 항에 있어서, 상기 미리 정해진 영역(6)은 상기 유리 패널(1)의 적어도 하나의 가장자리(12)를 따라 연장되고, 상기 패널의 가장자리(12)로부터 측정하여 폭 d가 0.5 cm 내지 30 cm, 바람직하게는 1 cm 내지 20 cm인, 제조 방법.
- 제 1 항 또는 제 8 항 중 어느 한 항에 있어서, 상기 중합체 보호층(5)은 수용성이 아니며, 메트 (아크릴레이트)를 함유하는 조성물로부터 제조되는, 제조 방법.
- 제 1 항 내지 제 9항 중 어느 한 항에 있어서, 상기 금속 함유 코팅(4)는 IR 반사 기능을 가지며 적어도 두 개의 은 함유 층과 적어도 세 개의 유전체층을 함유하는, 제조 방법.
- 제 1항 내지 제 10항 중 어느 한 항에 따른 방법으로 제조되는 유리 패널(1).
- 제 1항 내지 제 10항 중 어느 한 항에 따른 방법을 수행하는 장치로서, 하나의 레이저 스캐너(8) 및 롤 코터 또는 하나의 레이저 스캐너(8) 및 디지털 프린터를 적어도 포함하는 장치.
- 제 12항에 있어서, 상기 레이저 스캐너(8)와 상기 롤 코터는 하나의 축에 장착되는, 장치.
- 제 12항 및 제 13항에 있어서, 프라즈마 세척 장치를 추가로 포함하는, 장치
- 제 1항 내지 제 10항 중 어느 한 항에 따는 방법으로 제조된 유리 패널(1)을 건물의 실내 또는 실외 글레이징으로, 바람직하게는 단열 글레이징의 일부로 사용.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17204639.3 | 2017-11-30 | ||
| EP17204639 | 2017-11-30 | ||
| PCT/EP2018/080704 WO2019105712A1 (de) | 2017-11-30 | 2018-11-09 | Verfahren zur herstellung einer bedruckten beschichteten scheibe |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200072542A true KR20200072542A (ko) | 2020-06-22 |
| KR102383584B1 KR102383584B1 (ko) | 2022-04-11 |
Family
ID=60515276
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207015002A Expired - Fee Related KR102383584B1 (ko) | 2017-11-30 | 2018-11-09 | 인쇄 코팅된 패널을 생산하는 방법 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US11548812B2 (ko) |
| EP (1) | EP3717430B1 (ko) |
| KR (1) | KR102383584B1 (ko) |
| CN (1) | CN111315699B (ko) |
| CO (1) | CO2020006315A2 (ko) |
| ES (1) | ES2901181T3 (ko) |
| MX (1) | MX2020005550A (ko) |
| PL (1) | PL3717430T3 (ko) |
| RU (1) | RU2751314C1 (ko) |
| WO (1) | WO2019105712A1 (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI776067B (zh) | 2018-06-29 | 2022-09-01 | 美商維托平面玻璃有限責任公司 | 可燒除保護性塗層 |
| FR3102710B1 (fr) | 2019-10-31 | 2021-10-29 | Saint Gobain | Vitrage feuilleté avec un joint d’étanchéité périphérique |
| CN116034042A (zh) * | 2021-08-26 | 2023-04-28 | 法国圣戈班玻璃厂 | 生产局部涂覆的运载工具玻璃板的方法 |
| ES2937861B2 (es) * | 2023-01-19 | 2023-07-26 | Tecglass S L | Maquina para impresion digital de vidrios provista con medios de decapado y procedimiento de impresion |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011090784A1 (en) * | 2010-01-19 | 2011-07-28 | Guardian Industries Corp. | Coated articles with heat treatable coating for concentrated solar power applications, and/or methods of making the same |
| WO2015019022A1 (fr) * | 2013-08-05 | 2015-02-12 | Saint-Gobain Glass France | Substrat portant un revetement fonctionnel et une couche de protection temporaire |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05310442A (ja) * | 1992-05-11 | 1993-11-22 | Seiko Instr Inc | 装飾アルカリガラスの製造方法 |
| US7323088B2 (en) * | 1998-11-06 | 2008-01-29 | Glaverbel | Glazing panels |
| JP4465429B2 (ja) * | 2002-02-21 | 2010-05-19 | 株式会社リコー | レーザ加工方法 |
| DE10224128A1 (de) | 2002-05-29 | 2003-12-18 | Schmid Rhyner Ag Adliswil | Verfahren zum Auftrag von Beschichtungen auf Oberflächen |
| FR2843913B1 (fr) * | 2002-08-29 | 2005-05-06 | De Preneuf Jean Martinant | Procede pour realiser un decor |
| FR2856678B1 (fr) | 2003-06-26 | 2005-08-26 | Saint Gobain | Vitrage muni d'un empilement de couches minces reflechissant les infrarouges et/ou le rayonnement solaire |
| MXPA06000756A (es) * | 2003-07-25 | 2006-03-30 | Ppg Ind Ohio Inc | Metodo y composiciones para recubrir sustratos vidrio y ceramicos. |
| GB0600425D0 (en) * | 2006-01-11 | 2006-02-15 | Pilkington Plc | Heat treatable coated glass pane |
| FR2927897B1 (fr) | 2008-02-27 | 2011-04-01 | Saint Gobain | Vitrage antisolaire presentant un coefficient de transmission lumineuse ameliore. |
| JP5454969B2 (ja) * | 2011-03-31 | 2014-03-26 | Hoya株式会社 | 電子機器用カバーガラスの製造方法、及びタッチセンサモジュールの製造方法 |
| EP2890655B1 (de) * | 2012-08-28 | 2019-03-20 | Saint-Gobain Glass France | Beschichtete scheibe mit teilentschichteten bereichen |
| PL2961710T3 (pl) * | 2013-02-28 | 2024-10-21 | Guardian Glass, LLC | Zespoły okienne wytwarzane z użyciem fryty ceramicznej rozpuszczającej powłoki nanoszone metodą fizycznego osadzania z fazy gazowej (pvd), i/lub powiązane sposoby |
| EP2774898A1 (de) * | 2013-03-07 | 2014-09-10 | Saint-Gobain Glass France | Beschichtete Scheibe mit teilentschichteten Bereichen |
| DE102014112822B4 (de) | 2014-09-05 | 2021-10-21 | Arcon Flachglas-Veredlung Gmbh & Co. Kg | Beschichtete Glasscheibe und Verfahren zu deren Herstellung |
| EP3031785B1 (de) * | 2014-12-12 | 2018-10-17 | Schott AG | Verfahren zur herstellung eines glaskeramikelements mit strukturierter beschichtung |
-
2018
- 2018-11-09 US US16/767,875 patent/US11548812B2/en active Active
- 2018-11-09 CN CN201880074162.6A patent/CN111315699B/zh active Active
- 2018-11-09 ES ES18800152T patent/ES2901181T3/es active Active
- 2018-11-09 PL PL18800152T patent/PL3717430T3/pl unknown
- 2018-11-09 KR KR1020207015002A patent/KR102383584B1/ko not_active Expired - Fee Related
- 2018-11-09 RU RU2020121169A patent/RU2751314C1/ru active
- 2018-11-09 WO PCT/EP2018/080704 patent/WO2019105712A1/de not_active Ceased
- 2018-11-09 MX MX2020005550A patent/MX2020005550A/es unknown
- 2018-11-09 EP EP18800152.3A patent/EP3717430B1/de active Active
-
2020
- 2020-05-26 CO CONC2020/0006315A patent/CO2020006315A2/es unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011090784A1 (en) * | 2010-01-19 | 2011-07-28 | Guardian Industries Corp. | Coated articles with heat treatable coating for concentrated solar power applications, and/or methods of making the same |
| WO2015019022A1 (fr) * | 2013-08-05 | 2015-02-12 | Saint-Gobain Glass France | Substrat portant un revetement fonctionnel et une couche de protection temporaire |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2020005550A (es) | 2020-08-20 |
| EP3717430A1 (de) | 2020-10-07 |
| WO2019105712A1 (de) | 2019-06-06 |
| RU2751314C1 (ru) | 2021-07-13 |
| US11548812B2 (en) | 2023-01-10 |
| US20200369562A1 (en) | 2020-11-26 |
| PL3717430T3 (pl) | 2022-01-31 |
| CN111315699A (zh) | 2020-06-19 |
| ES2901181T3 (es) | 2022-03-21 |
| CN111315699B (zh) | 2022-06-03 |
| KR102383584B1 (ko) | 2022-04-11 |
| CO2020006315A2 (es) | 2020-08-10 |
| EP3717430B1 (de) | 2021-10-27 |
| BR112020007192A2 (pt) | 2020-09-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102383582B1 (ko) | 인쇄 코팅된 패널을 생산하는 방법 | |
| KR102383584B1 (ko) | 인쇄 코팅된 패널을 생산하는 방법 | |
| US7049003B2 (en) | Method of manufacturing windshield using ion beam milling of glass substrate(s) | |
| EP2855387B1 (en) | Window with uv-treated low-e coating and method of making same | |
| US8993104B2 (en) | Method of making a coated article and/or glazing for automobiles and/or the like | |
| EP3464210B1 (en) | Sacrificial layer for electrochromic device fabrication | |
| EP2733128B1 (en) | Method and system for forming removal windows on a glass substrate | |
| WO2018048034A1 (ko) | 창호용 기능성 건축 자재 | |
| WO2017047983A1 (ko) | 창호용 기능성 건축 자재 | |
| TW201406689A (zh) | 積層板之製造方法 | |
| CA3099015C (en) | Method for marking glass sheets, preferably single-pane safety glass sheets | |
| WO2018048038A1 (ko) | 저방사 코팅 및 저방사 코팅을 포함하는 창호용 기능성 건축 자재 | |
| WO2019225874A1 (ko) | 적외선 반사필름 및 이의 제조방법 | |
| US10472274B2 (en) | Coated article having ceramic paint modified surface(s), and/or associated methods | |
| BR112020007193B1 (pt) | Método para produzir um painel revestido impresso | |
| BR112020007192B1 (pt) | Método para produzir um painel revestido impresso | |
| US20140272206A1 (en) | Method of making a temperable silkscreen printed article and/or glazing | |
| WO2023135997A1 (ja) | ガラス物品 | |
| US20170137320A1 (en) | Method for obtaining a material comprising a functional layer made from silver resistant to a high-temperature treatment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20250402 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| H13 | Ip right lapsed |
Free format text: ST27 STATUS EVENT CODE: N-4-6-H10-H13-OTH-PC1903 (AS PROVIDED BY THE NATIONAL OFFICE); TERMINATION CATEGORY : DEFAULT_OF_REGISTRATION_FEE Effective date: 20250402 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20250402 |