KR20200073069A - 선재코일의 열처리 장치 - Google Patents
선재코일의 열처리 장치 Download PDFInfo
- Publication number
- KR20200073069A KR20200073069A KR1020180161348A KR20180161348A KR20200073069A KR 20200073069 A KR20200073069 A KR 20200073069A KR 1020180161348 A KR1020180161348 A KR 1020180161348A KR 20180161348 A KR20180161348 A KR 20180161348A KR 20200073069 A KR20200073069 A KR 20200073069A
- Authority
- KR
- South Korea
- Prior art keywords
- wire rod
- temperature
- slow cooling
- heat treatment
- wire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/525—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length for wire, for rods
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
- C21D1/44—Methods of heating in heat-treatment baths
- C21D1/46—Salt baths
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D11/00—Process control or regulation for heat treatments
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0062—Heat-treating apparatus with a cooling or quenching zone
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
Abstract
Description
도 1은 본 발명의 일 실시 예에 따른 선재코일의 열처리 장치를 개략적으로 도시한 도면이다.
도 2는 도 1의 서냉커버에 가열부가 설치된 상태를 개략적으로 나타내는 평면도이다.
도 3은 도 1의 서냉커버에 가열부가 설치된 상태의 다른 실시예를 개략적으로 나타내는 도면이다.
도 4는 선재코일의 온도변화 및 항온시간에 따른 조직구조의 변태상태를 나타내는 그래프이다.
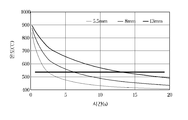
도 5는 선재코일의 사이즈에 따라 염욕조에 침지되는 시간에 따른 온도변화를 나타내는 그래프이다.
30 : 레잉헤드
100 : 염역조
110 : 순환부
200 : 서냉커버
210 : 가열부
300 : 세정조
Claims (7)
- 롤러 컨베이어 상에서 이송되는 선재코일의 이송경로에 배치되고, 선재코일을 일정 온도로 냉각하도록 용융염이 저장된 염욕조; 및
상기 염욕조로부터 이송되는 선재코일을 일정 온도로 일정 시간동안 항온시키는 서냉커버;를 포함하는 선재코일 열처리 장치. - 제1항에 있어서,
상기 서냉커버로부터 이송되는 선재코일의 표면을 세척하는 세정조를 더 포함하는 선재코일 열처리 장치. - 제1항에 있어서,
상기 염욕조에는 상기 용융염의 온도가 일정하게 유지되도록 용융염을 순환시키는 순환부가 마련되는 선재코일 열처리 장치. - 제3항에 있어서,
상기 순환부는 열교환기와, 상기 용융염을 열교환기로 펌핑시켜 상기 염욕조로 재투입하는 펌프를 구비하는 선재코일 열처리 장치. - 제1항에 있어서,
상기 서냉커버는 프레임과, 단열재 및 단열재커버의 3중 구조로 마련되는 선재코일 열처리 장치. - 제1항에 있어서,
상기 서냉커버에는 서냉커버 내의 온도를 일정온도로 유지하도록 가열부가 마련되는 선재코일 열처리 장치. - 제6항에 있어서,
상기 가열부는 상기 선재코일을 이송시키는 이송롤러의 하단 또는 상기 서냉커버의 내측 상부에 마련되는 선재코일 열처리 장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180161348A KR20200073069A (ko) | 2018-12-13 | 2018-12-13 | 선재코일의 열처리 장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180161348A KR20200073069A (ko) | 2018-12-13 | 2018-12-13 | 선재코일의 열처리 장치 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200073069A true KR20200073069A (ko) | 2020-06-23 |
Family
ID=71138398
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180161348A Ceased KR20200073069A (ko) | 2018-12-13 | 2018-12-13 | 선재코일의 열처리 장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20200073069A (ko) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113684352A (zh) * | 2021-09-02 | 2021-11-23 | 东营恒基石油科技有限公司 | 一种槽内辊道全浸没式盐浴热处理装置 |
| CN116426722A (zh) * | 2023-03-24 | 2023-07-14 | 青岛特殊钢铁有限公司 | 一种多功能高线在线盐浴槽及其使用方法 |
| WO2024234482A1 (zh) * | 2023-05-15 | 2024-11-21 | 江苏永钢集团有限公司 | 一种基于能源循环利用的高速线材在线热处理设备及工艺 |
| GB2633146A (en) * | 2023-05-15 | 2025-03-05 | Jiangsu Yonggang Group Co Ltd | Apparatus and process for on-line heat treatment of high-speed wire rod based on energy recycling |
-
2018
- 2018-12-13 KR KR1020180161348A patent/KR20200073069A/ko not_active Ceased
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113684352A (zh) * | 2021-09-02 | 2021-11-23 | 东营恒基石油科技有限公司 | 一种槽内辊道全浸没式盐浴热处理装置 |
| CN116426722A (zh) * | 2023-03-24 | 2023-07-14 | 青岛特殊钢铁有限公司 | 一种多功能高线在线盐浴槽及其使用方法 |
| WO2024234482A1 (zh) * | 2023-05-15 | 2024-11-21 | 江苏永钢集团有限公司 | 一种基于能源循环利用的高速线材在线热处理设备及工艺 |
| GB2633146A (en) * | 2023-05-15 | 2025-03-05 | Jiangsu Yonggang Group Co Ltd | Apparatus and process for on-line heat treatment of high-speed wire rod based on energy recycling |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200073069A (ko) | 선재코일의 열처리 장치 | |
| US10604820B2 (en) | Method of continuously annealing a strip | |
| KR20120130336A (ko) | 열처리 방법 | |
| CN109593948A (zh) | 一种减少GCr15钢制轴承套圈磨削变形的热处理方法 | |
| CN107653373A (zh) | 一种电机轴淬火装置 | |
| KR102453713B1 (ko) | 강 스트립을 열 처리 및 용융 도금하기 위한 다목적 프로세싱 라인 | |
| US10400319B2 (en) | Forced water cooling of thick steel wires | |
| EP3568500B1 (en) | Lead-free patenting process | |
| CN107254568A (zh) | 高碳钢盘条的离线生产方法 | |
| CN101370947A (zh) | 用于在碳素钢内尤其是在带钢内连续生成贝氏体组织的方法和设备 | |
| KR101309943B1 (ko) | 선재코일 냉각 장치 | |
| JP5245746B2 (ja) | 金属ストリップ冷却装置及び金属ストリップ冷却方法 | |
| SE448742B (sv) | Sett att vermebehandla varmvalsad staltrad | |
| KR101917441B1 (ko) | 압연설비 | |
| JP2007046073A (ja) | 連続式金属熱処理システム | |
| JP2015038233A (ja) | 鋼帯の製造方法および製造設備 | |
| JP6187446B2 (ja) | 鋼管の焼入れ方法および焼入れ装置 | |
| CN108817092B (zh) | 一种芯棒均热的工艺方法及其装置 | |
| KR20200072735A (ko) | 냉각 장치 및 이를 포함하는 선재 인라인 설비 | |
| KR20140086191A (ko) | 강판 열처리용 다단 급냉 장치 | |
| JPS6056209B2 (ja) | 熱間圧延線材の直接熱処理設備 | |
| JP3686549B2 (ja) | 熱間圧延線材の温度調整装置 | |
| GB2633146A (en) | Apparatus and process for on-line heat treatment of high-speed wire rod based on energy recycling | |
| JP2013044004A (ja) | 線材の製造装置および製造方法 | |
| KR101758496B1 (ko) | 선재코일 냉각 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-3-3-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |